Изобретение относится к области формования покрытия из полимерной композиции путем центробежного разравнивания предварительно нанесенного на внутреннюю поверхность осесимметричной оболочки состава высокой вязкости ручным или механизированным способом. При этом в исходном состоянии состав, нанесенный на внутреннюю поверхность осесимметричной оболочки, не имеет сплошности и равнотолщинности. Для разравнивания и полимеризации состава необходимо обеспечить высокую скорость вращения осесимметричной оболочки внутри термокамеры.
Особенностью полуавтомата для формования полимерного покрытия внутри осесимметричной оболочки является то, что его конструктивно-компоновочное решение должно обеспечивать возможность автоматизации технологического процесса, упрощение конструкции и высокую ее надежность.
Известно устройство для подачи и вращения труб внутри термической камеры по авторскому свидетельству СССР №461292, МПК F27D 3/00, опубл. 25.02.1975 г., содержащее термокамеру и приводной вал.
Такое устройство для подачи и вращения труб внутри термической камеры сложно конструктивно и не позволяет вращать трубы с высокой скоростью (600-1000 мин-1), необходимой для разравнивания полимерного состава высокой вязкости.
Общими признаками известного технического решения с предлагаемой авторами конструкцией является наличие термокамеры и приводного вала.
Наиболее близким по технической сути и достигаемому техническому результату является устройство для центробежного формования изделия из полимерной композиции по патенту РФ №2072917, МПК B29C 41/04, опубл. 10.02.1997 г., принятое авторами за прототип, содержащее станину, термокамеру, обогревательную систему, приводной вал, заднюю стойку с пинолью, планшайбы и торцевые кольца.
Такая конструкция устройства позволяет обеспечить высокую скорость вращения формы внутри термокамеры.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства для центробежного формования изделия из полимерной композиции, принятого авторами за прототип, относится то, что известная конструкция предполагает использование большого количества ручного труда и не позволяет обеспечить компенсацию тепловых расширений в осевом направлении при нагреве элементов конструкции и осесимметричной оболочки внутри термокамеры, что ведет к повышенным нагрузкам на подшипниковые узлы, их преждевременному выходу из строя и деформациям, а применение внешней системы подогрева усложняет конструкцию.
Общими признаками известного технического решения с предлагаемой авторами конструкцией полуавтомата для формования полимерного покрытия внутри осесимметричной оболочки является наличие станины, термокамеры, обогревательной системы, приводного вала, задней стойки с пинолью, планшайб и торцевых колец.
В отличие от прототипа в предлагаемом авторами полуавтомате для формования полимерного покрытия внутри осесимметричной оболочки термокамера выполнена в виде разъемного вдоль образующей горизонтального цилиндра с неподвижной нижней частью и поворотной верхней частью с пневмоприводом, пиноль расположена в полом валу с возможностью перемещения в осевом направлении посредством пневмоцилиндра и пружины и вращения вместе с полым валом, при этом в процессе вращения осесимметричной оболочки шток пневмоцилиндра расположен с зазором относительно пиноли.
В частном случае, т.е. в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- на планшайбах и торцевых кольцах конгруэнтно выполнены конические поверхности с возможностью взаимодействия в процессе вращения осесимметричной оболочки, при этом симметрично оси вращения закреплены базовые призмы;
- в пиноли закреплен палец, взаимодействующий с полым валом, в котором выполнены ограничительные пазы;
- обогревательная система смонтирована в нижней части термокамеры и оснащена перфорированным кожухом;
полуавтомат снабжен программируемым микропроцессором управления.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объем правовой защиты, во всех случаях достаточны.
Задачей предлагаемого изобретения является создание полуавтомата для формования полимерного покрытия внутри осесимметричной оболочки с высокой степенью автоматизации технологического процесса, повышение надежности работы и упрощение конструкции.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном полуавтомате для формования полимерного покрытия внутри осесимметричной оболочки, включающем станину, термокамеру, обогревательную систему, приводной вал, заднюю стойку с пинолью, планшайбы и торцевые кольца, особенность заключается в том, что термокамера выполнена в виде разъемного вдоль образующей горизонтального цилиндра с неподвижной нижней частью и поворотной верхней частью с пневмоприводом, пиноль расположена в полом валу с возможностью перемещения в осевом направлении посредством пневмоцилиндра и пружины и вращения вместе с полым валом, при этом в процессе вращения осесимметричной оболочки шток пневмоцилиндра расположен с зазором относительно пиноли.
Новая совокупность конструктивных элементов, а также наличие связей между ними позволяет, в частности, за счет того, что:
- термокамера выполнена в виде разъемного вдоль образующей горизонтального цилиндра с неподвижной нижней частью и поворотной верхней частью с пневмоприводом, обеспечить возможность автоматизации технологического процесса;
- пиноль расположена в полом валу с возможностью перемещения в осевом направлении посредством пневмоцилиндра и пружины и вращения вместе с полым валом, при этом в процессе вращения осесимметричной оболочки шток пневмоцилиндра расположен с зазором относительно пиноли, обеспечить возможность автоматизации технологического процесса, а за счет применения пружины - компенсацию температурных расширений, возникающих при нагреве осесимметричной оболочки и элементов конструкции внутри термокамеры, и тем самым повысить надежность конструкции.
Признаки, характеризующие изобретение в конкретных формах исполнения, позволяют, в частности, за счет того, что:
- на планшайбах и торцевых кольцах конгруэнтно выполнены конические поверхности с возможностью взаимодействия в процессе вращения осесимметричной оболочки, при этом симметрично оси вращения закреплены базовые призмы, обеспечить автоматизацию зажима осесимметричной оболочки в планшайбах;
- в пиноли закреплен палец, взаимодействующий с полым валом, в котором выполнены ограничительные пазы, исключить вращение пиноли относительно полого вала и повысить надежность конструкции;
- обогревательная система смонтирована в нижней части термокамеры и оснащена перфорированным кожухом, обеспечить равномерный прогрев внутреннего объема термокамеры и при этом упростить конструкцию;
- полуавтомат снабжен программируемым микропроцессором управления, обеспечить заданный алгоритм работы полуавтомата, в том числе контроль и регулирование температуры внутри термокамеры, возможность смены управляющей программы.
Сущность изобретения заключается в том, что в известном полуавтомате для формования полимерного покрытия внутри осесимметричной оболочки, включающем станину, термокамеру, обогревательную систему, приводной вал, заднюю стойку с пинолью, планшайбы и торцевые кольца, в отличие от прототипа, согласно изобретению термокамера выполнена в виде разъемного вдоль образующей горизонтального цилиндра с неподвижной нижней частью и поворотной верхней частью с пневмоприводом, пиноль расположена в полом валу с возможностью перемещения в осевом направлении посредством пневмоцилиндра и пружины и вращения вместе с полым валом, при этом в процессе вращения осесимметричной оболочки шток пневмоцилиндра расположен с зазором относительно пиноли.
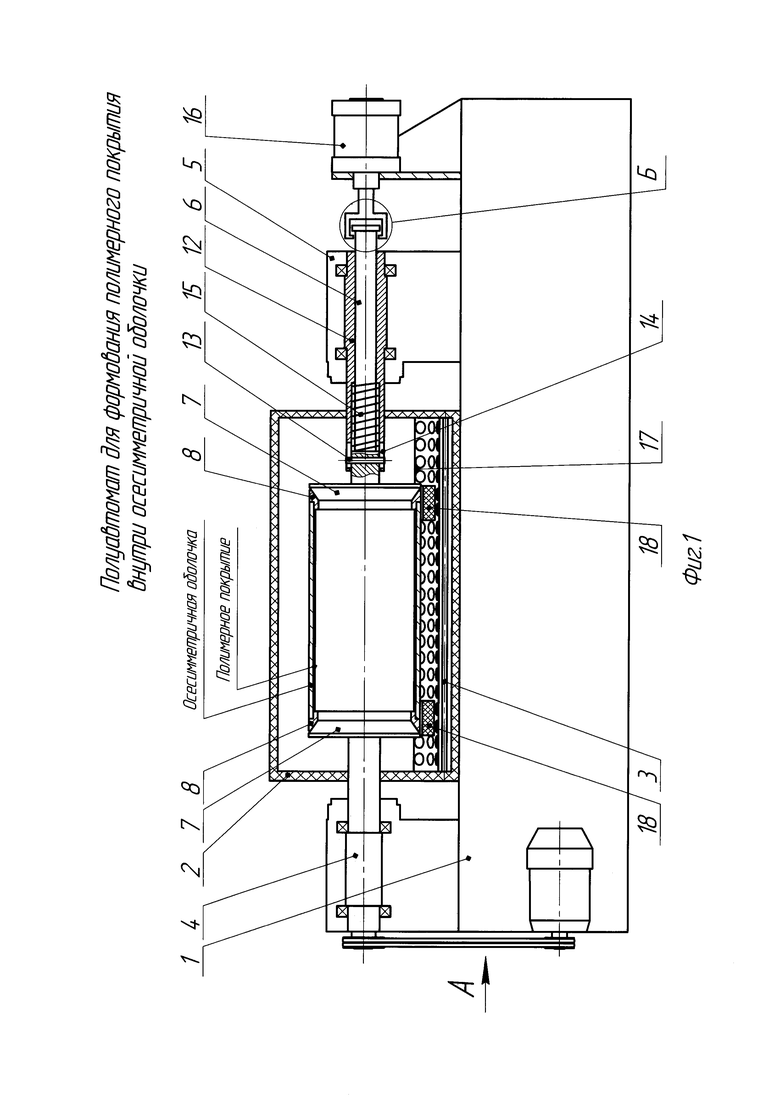
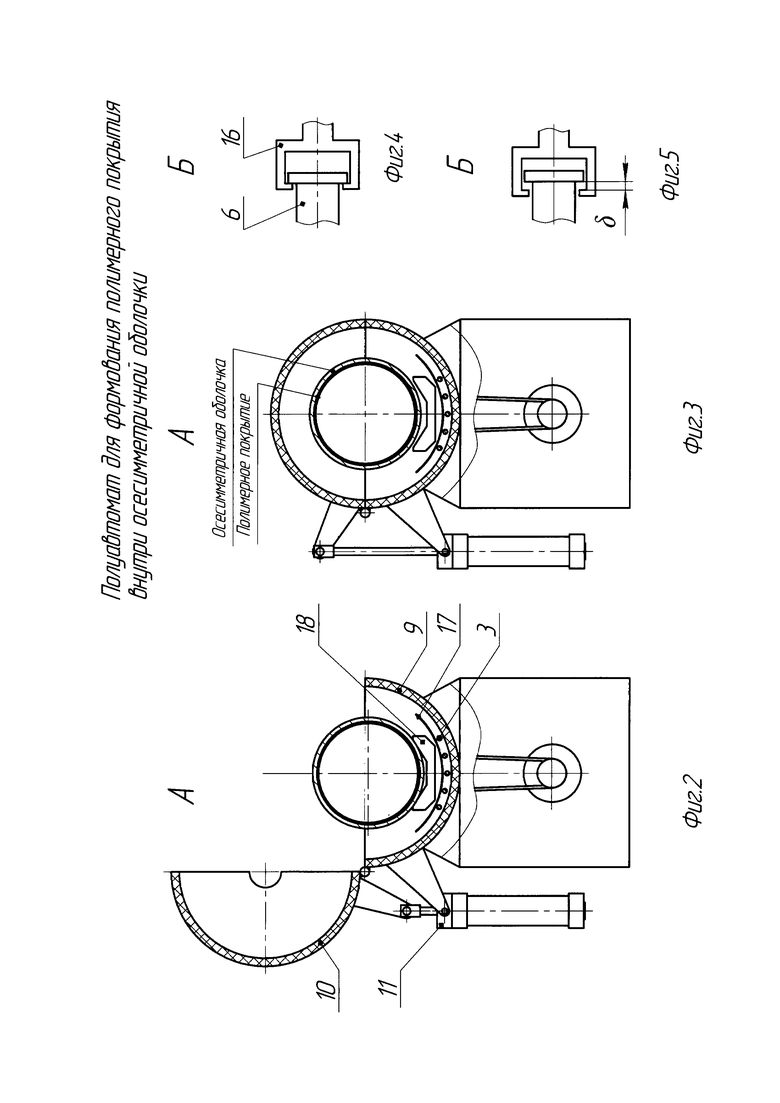
Сущность предлагаемого изобретения поясняется чертежами, где на фиг. 1 изображен общий вид полуавтомата для формования полимерного покрытия внутри осесимметричной оболочки, на фиг. 2 - то же, вид слева, полуавтомат в исходном состоянии, термокамера открыта, осесимметричная оболочка установлена на базовых призмах, на фиг. 3 - вариант вида слева, термокамера закрыта, осесимметричная оболочка зафиксирована между планшайбами, на фиг. 4 - вид на место соединения пиноли и штока пневмоцилиндра в исходном состоянии, на фиг. 5 - то же в процессе вращения осесимметричной оболочки.
Предлагаемый полуавтомат для формования полимерного покрытия внутри осесимметричной оболочки содержит станину 1, термокамеру 2, обогревательную систему 3, приводной вал 4, заднюю стойку 5 с пинолью 6, планшайбы 7, закрепленные на приводном валу 4 и пиноли 6, торцевые кольца 8, закрепляемые на торцах осесимметричной оболочки. Термокамера 2 выполнена в виде разъемного вдоль образующей горизонтального цилиндра с неподвижной нижней частью 9 и поворотной верхней частью 10 с пневмоприводом 11. Пиноль 6 расположена в полом валу 12. В пиноли 6 закреплен палец 13, взаимодействующий с полым валом 12, в котором выполнены ограничительные пазы 14, при этом пиноль 6 имеет возможность осевого перемещения посредством пружины 15 и пневмоцилиндра 16. Обогревательная система 3 смонтирована в нижней части 9 термокамеры 2 и снабжена перфорированным кожухом 17. Также в нижней части 9 термокамеры 2 симметрично оси вращения установлены базовые призмы 18. На планшайбах 7 и торцевых кольцах 8 конгруэнтно выполнены конические поверхности.
Полуавтомат для формования полимерного покрытия внутри осесимметричной оболочки работает следующим образом.
В исходном состоянии верхняя часть 10 термокамеры 2 под действием пневмопривода 11 занимает верхнее положение. Пиноль 6 вместе с закрепленной на ней планшайбой 7 посредством пневмоцилиндра 16 занимает крайнее правое положение, при этом пружина 15 максимально сжата. Осесимметричную оболочку с предварительно нанесенным ручным или механизированным способом полимерным составом и закрепленными на ней торцевыми кольцами 8 устанавливают на базовые призмы 18. Включают автоматический цикл работы полуавтомата. В соответствии с алгоритмом шток пневмоцилиндра 16 перемещается влево, под действием пружины 15 пиноль 6 смещается в сторону осесимметричной оболочки, при этом конгруэнтно выполненные конические поверхности на торцевых кольцах 8 и планшайбах 7 взаимодействуют между собой, за счет чего осесимметричная оболочка устанавливается соосно с планшайбами 7 и выходит из контакта с базовыми призмами 18. Осесимметричная оболочка усилием пружины 15 фиксируется между планшайбами 7, при этом между штоком пневмоцилиндра 16 и пинолью 6 образуется зазор 5. Далее автоматически посредством пневмопривода 11 верхняя часть 10 термокамеры 2 поворачивается вниз. Термокамера 2 закрыта, начинается вращение приводного вала 4 и вместе с ним вращаются осесимметричная оболочка и пиноль 6 с полым валом 12. Обогревательная система 3 посредством перфорированного кожуха 17 равномерно распределяет тепло по объему термокамеры 2. Регулирование температуры производится автоматически микропроцессором управления. По прошествии необходимого для полимеризации состава времени прекращается вращение, верхняя часть 10 термокамеры 2 посредством пневмопривода 11 поворачивается вверх. Термокамера 2 открыта, пневмоцилиндр 16 перемещает пиноль вправо и освобождает осесимметричную оболочку, которая входит в контакт с призмами 18. Цикл закончен. Обработанную осесимметричную оболочку извлекают из термокамеры 2.
Указанный положительный эффект подтвержден испытаниями опытных образцов полуавтомата для формования полимерного покрытия внутри осесимметричной оболочки, выполненных в соответствии с изобретением.
В настоящее время в соответствии с изобретением разработана конструкторская документация и начато изготовление промышленного образца полуавтомата для формования полимерного покрытия внутри осесимметричной оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОЙ КОМПОЗИЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072917C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Установка для центробежного формования полых изделий | 1984 |
|
SU1199639A2 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 2001 |
|
RU2287606C2 |
| Установка для формования тел вращения из бетонных смесей центрифугированием | 1986 |
|
SU1386471A1 |
| УСТРОЙСТВО ПЕРЕКРЫТИЯ ТРУБОПРОВОДА | 2008 |
|
RU2376521C1 |
| Шлифовальный шпиндель | 1990 |
|
SU1763159A1 |
| Центробежная машина | 1971 |
|
SU503631A1 |
Изобретение относится к области формования покрытия из полимерной композиции путем центробежного разравнивания предварительно нанесенного на внутреннюю поверхность осесимметричной оболочки состава высокой вязкости ручным или механизированным способом. Полуавтомат включает станину, термокамеру, обогревательную систему, приводной вал, заднюю стойку с пинолью, планшайбы и торцевые кольца. Термокамера выполнена в виде разъемного вдоль образующей горизонтального цилиндра с неподвижной нижней частью и поворотной верхней частью с пневмоприводом. Пиноль расположена в полом валу с возможностью перемещения в осевом направлении посредством пневмоцилиндра и пружины и вращения вместе с полым валом. В процессе вращения осесимметричной оболочки шток пневмоцилиндра расположен с зазором относительно пиноли. Изобретение обеспечивает повышение и упрощение конструкции. 4 з.п. ф-лы, 5 ил.
1. Полуавтомат для формования полимерного покрытия внутри осесимметричной оболочки, включающий станину, термокамеру, обогревательную систему, приводной вал, заднюю стойку с пинолью, планшайбы и торцевые кольца, отличающийся тем, что термокамера выполнена в виде разъемного вдоль образующей горизонтального цилиндра с неподвижной нижней частью и поворотной верхней частью с пневмоприводом, пиноль расположена в полом валу с возможностью перемещения в осевом направлении посредством пневмоцилиндра и пружины и вращения вместе с полым валом, при этом в процессе вращения осесимметричной оболочки шток пневмоцилиндра расположен с зазором относительно пиноли.
2. Полуавтомат по п. 1, отличающийся тем, что на планшайбах и торцевых кольцах конгруэнтно выполнены конические поверхности с возможностью взаимодействия в процессе вращения осесимметричной оболочки, при этом симметрично оси вращения закреплены базовые призмы.
3. Полуавтомат по п. 1, отличающийся тем, что в пиноли закреплен палец, взаимодействующий с полым валом, в котором выполнены ограничительные пазы.
4. Полуавтомат по п. 1, отличающийся тем, что обогревательная система смонтирована в нижней части термокамеры и оснащена перфорированным кожухом.
5. Полуавтомат по п. 1, отличающийся тем, что снабжен программируемым микропроцессором управления.
| СПОСОБ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОЙ КОМПОЗИЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072917C1 |
| GB 1059924 A, 22.02.1967 | |||
| Устройство для подачи и вращения труб внутри термической камеры | 1971 |
|
SU461292A1 |
| Установка для центробежного формования полых изделий | 1984 |
|
SU1199639A2 |
| 1974 |
|
SU546484A1 | |

