Настоящее изобретение относится к области турбомашин и, в частности, касается изготовления металлических лопаток этих турбомашин.
Для изготовления деталей, таких как металлические лопатки турбомашин, которые имеют внутренние полости сложной геометрической формы, обычно применяют технологию, известную под названием литья по выплавляемым восковым моделям. Она заключается в первоначальном изготовлении модели из воска или из другого эквивалентного материала, который можно впоследствии легко удалить.
Изготовление начинается с выполнения внутренней детали, образующей литейный стержень и воспроизводящей внутренние полости лопаток. Затем для формования модели из воска используют литниковую форму, в которую помещают стержень и нагнетают воск. Затем вокруг этой модели изготавливают керамическую оболочковую форму, состоящую из множества слоев, посредством последовательных замачиваний в нескольких шликерах. Шликеры состоят из частиц керамического материала с минеральным коллоидным связующим и, в случае необходимости, с добавками.
После этого производят удаление воска из оболочковой формы, что представляет собой операцию, при помощи которой удаляют материал, образующий исходную восковую модель. После удаления модели получают керамическую форму, полость которой воспроизводит все формы лопатки и которая все еще заключает в себе керамический стержень, предназначенный для создания ее внутренних полостей. Затем форму подвергают высокотемпературной термической обработке или «обжигу», который придает ей необходимые механические свойства.
Таким образом, оболочковая форма готова для изготовления металлической детали путем литья. После контроля внутренней и внешней целостности оболочковой формы на следующем этапе заливают расплавленный металл, который заполняет пустоты между внутренней стенкой оболочковой формы и стержнем, затем обеспечивают его затвердевание. Наконец, после литья сплава оболочковую форму разбивают во время операции выбивки, затем керамический стержень, который остался заключенным в лопатке, удаляют при помощи химической обработки и изготовление металлической детали завершают механической обработкой или шлифованием.
Распространенной проблемой при использовании керамических стержней является то, что они имеют тонкую геометрию и могут ломаться или деформироваться во время операции заливки воска под давлением. Поэтому в конце изготовления необходимо осуществить операцию упрочнения. Одним из применяемых в настоящее время способов является заполнение пор стержня смолой, смешанной с разбавителем, затем полимеризация этой смолы, что позволяет повысить в четыре раза его механическую прочность. При этом обычно используют такие вещества, как полиэпоксидная смола, например аралдит, и разбавитель, состоящий из смеси растворителей, таких как толуол и метанол.
Общим недостатком этих веществ является их токсичность (они относятся к классификации КМР, то есть канцерогены, мутагены и репротоксиканты) и, следовательно, необходимость соблюдения мер защиты со стороны операторов. Кроме всего прочего в соответствии с Трудовым кодексом они требуют применения средств индивидуальной защиты и специального отслеживания воздействия на каждого оператора, а также приведения помещений, вентиляционных систем и средств сушки в соответствие с нормами директивы АТЕХ (от ATmospheres Explosives) по оборудованию и работе с взрывоопасными веществами.
Решение было предложено в патентной заявке GB2263658, где рекомендуется использовать воду в качестве растворителя и различные пропиточные продукты, в том числе поливиниловый спирт. Здесь же рекомендуются значения концентрации спирта в пределах 10%, то есть около 10 граммов на литр воды, и считается, что эта концентрация представляет собой предельное значение, которое не следует превышать, чтобы избегать слишком большой вязкости продукта.
Заявитель заинтересовался этим пределом и решил узнать, не могут ли улучшить ситуацию более высокие значения концентрации, и проанализировать вытекающие из них условия.
Настоящее изобретение призвано предложить более эффективный продукт, чем современные продукты, для механического усиления стержней, которое соответствует требованиям безопасности, охраны здоровья персонала и защиты окружающей среды.
В связи с этим объектом изобретения является способ пропитки для механического усиления керамического стержня, используемого при изготовлении деталей турбомашин посредством литья по выплавляемым восковым моделям, включающий в себя замачивание стержня в смеси, полученной посредством растворения поливинилового спирта PVAl в воде, с последующими погружением стержня в чистую воду и высокотемпературной полимеризацией, отличающийся тем, что дозировка составляет от 100 до 200 PVAl на литр воды.
Предпочтительно время пропитки замачиванием составляет от 20 мин до 1 ч 30 мин. Длительное время необходимо для хорошего проникновения пропиточного продукта в поры керамического стержня по причине относительно высокой вязкости этого продукта.
Предпочтительно полимеризацию осуществляют при температуре от 90 до 120°С.
Предпочтительно полимеризацию осуществляют в течение времени от 30 мин до 2 часов.
Объектом изобретения является также способ изготовления лопаток турбомашин, имеющих внутренние полости, посредством литья по выплавляемым восковым моделям, при этом упомянутый способ содержит этап изготовления керамического стержня, характерного для упомянутых внутренних полостей, отличающийся тем, что содержит этап механического усиления упомянутого стержня при помощи описанного выше способа.
Изобретение, его другие задачи, детали, отличительные признаки и преимущества будут более очевидны из нижеследующего описания, представленного в качестве неограничительного иллюстративного примера со ссылками на прилагаемые чертежи, на которых:
фиг. 1 - таблица результатов, полученных при пропитке стержня лопатки продуктом в соответствии с изобретением;
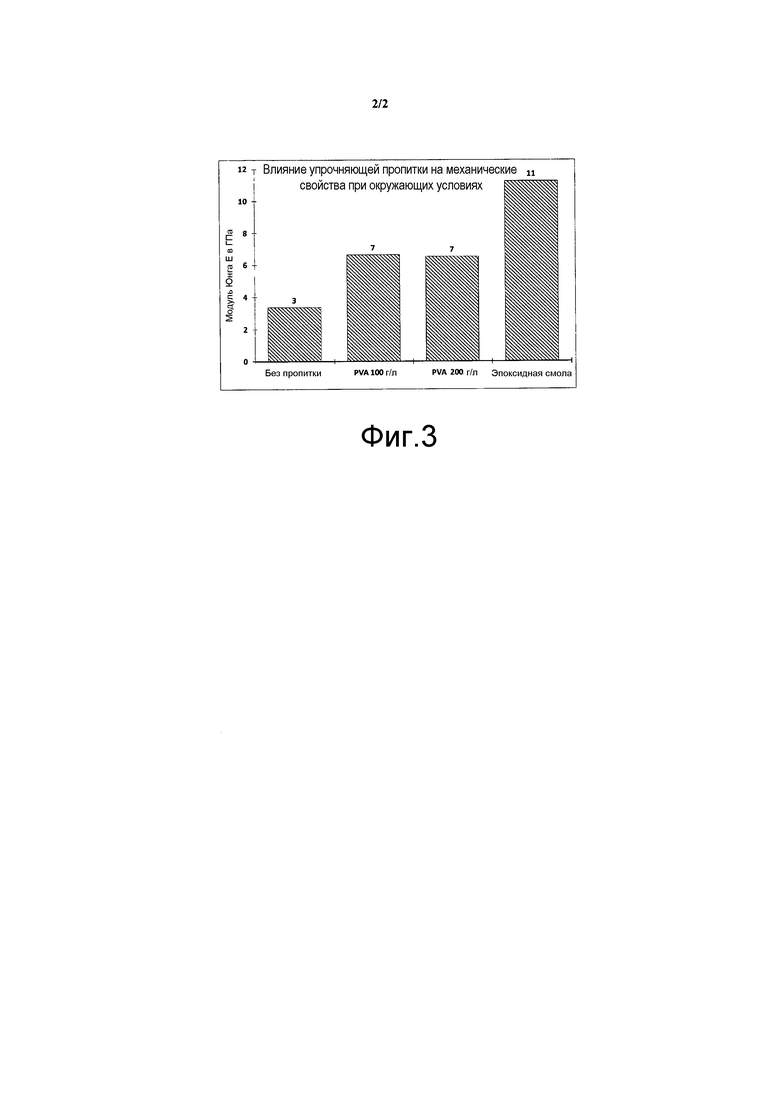
фиг. 2 и 3 - схематичные сравнительные виды двух физических свойств материала, полученного при помощи заявленного пропиточного продукта и при помощи известного продукта.
На фиг. 1 представлены результаты, полученные на образце, представляющем собой стержень восковой модели лопатки турбомашины, при разных значениях концентрации поливинилового спирта (PVAl) в воде и в разных условиях изготовления (время пропитки и время и температура термического обжига).
Выбранными значениями концентрации являются соответственно 50 г/л, 100 г/л и 200 г/л, и время пропитки образца составляет от 20 мин до 1 ч 30 мин. Параллельно время и температура обжига составляют соответственно от 35 мин до 1 ч 30 мин с одним случаем при времени 16 ч и от 90°С до 172°С. При этом отмечается, что:
- при концентрации 50 г/л, при времени пропитки 20 мин и при обжиге от 90°С до 120°С в течение времени от 35 мин до 2 ч напряжение при разрыве составляет от 14,87 до 20,07 МПа и модуль Юнга меняется от 13,9 до 16,87 ГПа;
- при концентрации 100 г/л, при времени пропитки от 20 мин до 1 ч 30 мин и при обжиге от 90°С до 172°С в течение времени от 1 до 2 ч напряжение при разрыве составляет от 21,52 до 29,4 МПа и модуль Юнга меняется от 50,3 до 18,11 ГПа;
- при концентрации 200 г/л, при времени пропитки от 30 мин до 1 ч 30 мин и при обжиге при 120°С в течение времени от 1 ч до 16 ч напряжение при разрыве составляет от 31,5 до 35,79 МПа и модуль Юнга меняется от 6,67 до 6,53 ГПа.
На фиг. 2 и 3 представлены соответственно напряжение при разрыве и модуль Юнга для пяти типов образцов: образец без пропитки, образец, пропитанный PVAl с дозировкой 50 г/л в воде, образец, пропитанный PVAl с дозировкой 100 г/л, образец, пропитанный PVAl с дозировкой 200 г/л, и образец, пропитанный эпоксидной смолой в соответствии с известным решением.
Чтобы достичь заявленного технического результата, прежде всего изобретением предлагается отказаться от использования разбавителей типа толуола или метанола, как в известных решениях, и заменить их водой, чтобы устранить риски, связанные с соблюдением норм охраны здоровья или окружающей среды. Для замены продуктов из известных решений был проведен ряд испытаний с различными имеющимися в продаже продуктами и при разных значениях концентрации этих продуктов в воде. Были также рассмотрены различные параметры, связанные с растворением продукта (концентрация, перемешивание, температура), и различные параметры сушки и полимеризации (температура, время). В результате в качестве пропиточного продукта был выбран поливиниловый спирт, который растворяется в воде и который имеет известные свойства сцепления и эмульгирования. Поливиниловый спирт или PVAl химической формулы -(СН2СНОН)n- получают путем щелочного гидролиза (сода, поташ) поливинилацетата. Его можно использовать как средство удаления из формы или как средство закупоривания пор с образованием равномерной пленки, которая может располагаться вокруг формы, и, следовательно, его можно размещать вокруг стержня для восковых моделей в случае изготовления лопаток турбомашин. Этот продукт, которому в конечном счете было отдано предпочтение после ряда испытаний на нескольких растворимых продуктах, обладающих свойствами пленкообразования при нанесении покрытия и склеивании, проникает в поверхностные поры стержня и закупоривает их, создавая, таким образом, оболочку, которая затвердевает при сушке или при полимеризации. В результате проведенных испытаний были выбраны рекомендуемые концентрации от 100 до 200 г/л в зависимости от требуемого улучшения механических свойств.
При этом действие механического усиления, обеспечиваемое заявленным продуктом, является двойным: оно производит первое усиление за счет устранения части пористости, которая снижает механические свойства керамики, и второе усиление за счет образования окружающего стержень покрытия, поскольку покрытие само по себе обладает собственными механическими свойствами.
В соответствии с изобретением готовят смесь путем растворения PVAl в воде, нагретой до 80°С, чтобы ускорить его растворение. Стержни погружают в смесь, затем в дистиллированную воду для удаления излишков смеси. Наконец, их подвергают полимеризации в сушильном шкафу. Прирост массы стержня при этом составляет около 2%.
Первым выигрышем, который дает изобретение, является использование воды в качестве растворителя, что устраняет проблемы токсичности, характерные для предыдущих органических растворителей. Одновременно этот выбор предполагает отказ от классических смол и выбор вместо них продукта, такого как PVAl, который растворяется в воде и полимеризация которого приводит к достаточному упрочнению стержня. Одна из проблем, которые встречаются при применении изобретения, заключалась в достижении достаточной концентрации смеси, чтобы повысить ее эффективность упрочнения после полимеризации, при сохранении относительно низкой вязкости для хорошей пропитки стержня.
Результаты, полученные при использовании воды и PVAl, показывают (см. фиг. 2 и 3) очевидное улучшение свойств материала, которое, конечно, остается ниже характеристик, получаемых при применении органических растворителей согласно известным решениям, но является достаточным для способа изготовления стержней лопаток турбомашин. Так, отмечается, что при дозировках порядка 100-200 г/л сопротивление разрыву становится 3-кратным (против четырехкратного в известных решениях) по сравнению с необработанным образцом и модуль Юнга повышается в 2 раза (против четырех раз в известном способе).
Из фиг. 2 и 3 видно, что механическую прочность керамического стержня можно повысить также при доведении концентрации PVAl до значений сверх 100 г/л. В частности, особый интерес представляет выигрыш в сопротивлении разрыву при изгибе, так как эти стержни являются хрупкими и манипулирование ими затруднено. Разумеется, этот выигрыш получают за счет повышения вязкости, которая является более высокой, чем предельное значение, рекомендуемое известными решениями. Естественно, слишком высокая вязкость отрицательно сказывается на фазе промывки чистой водой, которая следует за пропиткой для удаления излишка продукта на стержнях и которая становится более затрудненной. Действительно, следует обращать внимание на некоторые поверхности, которые являются исключительно тонкими и хрупкими, и на места, из которых удаление продукта может быть затруднено. Заявитель установил, что при значениях более 200 г/л выигрыш становится не оправданным перед появляющимися рисками.
Если более высокая концентрация улучшает механическую прочность пропитанного стержня, ассортимент изготавливаемой продукции должен учитывать эту вязкость. Продукт должен в этом случае оставаться дольше в контакте со стержнем, чтобы успеть глубоко проникнуть в поверхность стержня и заполнить должным образом поры. Следовательно, время пропитки не должно быть меньше 30 мин по сравнению со значительно меньшим временем, порядка 5 мин, в известных решениях.
Таким образом, заявитель противопоставил изобретение известным решениям, которые фиксировали максимально допустимую концентрацию в значении 10 г/л, и установил, что механическую прочность стержней можно повысить еще больше за счет адаптации ассортимента продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ЛИТЬЕМ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ И ПРИ УПРАВЛЯЕМОМ ОХЛАЖДЕНИИ | 2014 |
|
RU2652526C2 |
| Способ изготовления форм для литья охлаждаемых лопаток турбин | 2023 |
|
RU2821536C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ЗАРОДЫШЕЙ ОДНОВРЕМЕННО С ЛИТЬЕМ МОНОКРИСТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2007 |
|
RU2422564C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОЙ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ТУРБОМАШИНЫ | 2013 |
|
RU2659520C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ЛОПАТОЧНОГО ЭЛЕМЕНТА ДЛЯ АВИАЦИОННОЙ ТУРБОМАШИНЫ | 2019 |
|
RU2782767C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ МОНОКРИСТАЛЛИЧЕСКОГО ЛИТЬЯ | 2015 |
|
RU2686163C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ КЕРАМИЧЕСКИХ СЕРДЕЧНИКОВ ДЛЯ ЛОПАТОК ТУРБОМАШИН | 2005 |
|
RU2374031C2 |
| РАСХОДУЕМЫЙ ЛИТЕЙНЫЙ СТЕРЖЕНЬ ДЛЯ ФОРМИРОВАНИЯ ВНУТРЕННЕЙ ПОЛОСТИ ДЕТАЛИ (ВАРИАНТЫ) И СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2004 |
|
RU2280530C1 |
| СОСТАВНОЙ КЕРАМИЧЕСКИЙ СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ ПОЛЫХ ОХЛАЖДАЕМЫХ ИЗДЕЛИЙ | 1995 |
|
RU2090299C1 |
| СПОСОБ ЛИТЬЯ ПОЛОЙ ДЕТАЛИ ПО ВЫПЛАВЛЯЕМОЙ МОДЕЛИ | 2014 |
|
RU2676539C2 |

Изобретение относится к литейному производству. Способ пропитки керамического стержня, используемого при изготовлении лопаток турбомашин литьем по выплавляемым моделям, включает погружение стержня в раствор поливинилового спирта PVAl в воде, последующее погружение стержня в чистую воду и высокотемпературную полимеризацию стержня. Используют раствор поливинилового спирта в воде с концентрацией от 100 до 200 г/л. Предпочтительно время пропитки стержня составляет от 20 мин до 1 ч 30 мин. Обеспечивается повышение механической прочности керамического стержня. 2 н. и 3 з.п. ф-лы, 3 ил. 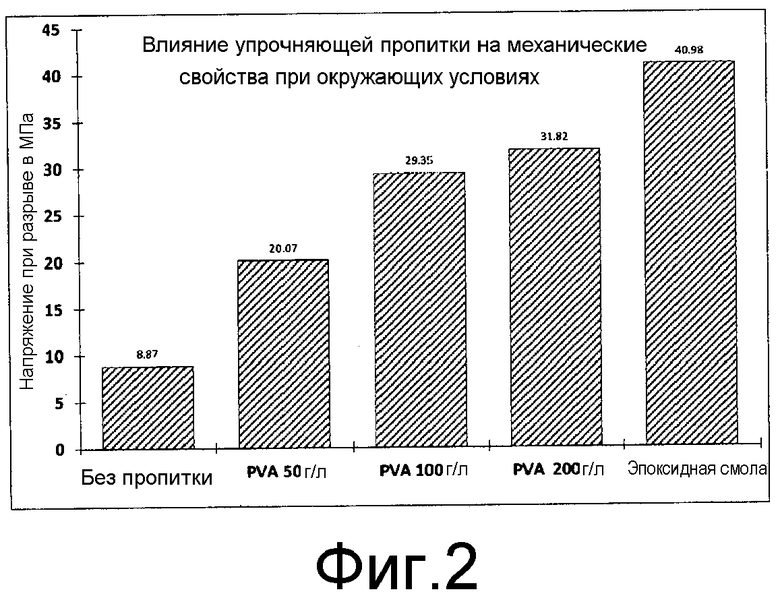
1. Способ пропитки керамического стержня для изготовления лопатки турбомашины литьем по выплавляемым моделям, включающий погружение стержня в раствор поливинилового спирта в воде, последующее погружение стержня в чистую воду и высокотемпературную полимеризацию стержня, отличающийся тем, что используют раствор поливинилового спирта в воде с концентрацией от 100 до 200 г/л.
2. Способ по п. 1, в котором время погружения стержня в раствор поливинилового спирта в воде составляет от 20 мин до 1 ч 30 мин.
3. Способ по п. 1, в котором высокотемпературную полимеризацию осуществляют при температуре от 90 до 120°С.
4. Способ по п. 3, в котором высокотемпературную полимеризацию осуществляют в течение времени от 30 мин до 2 часов.
5. Способ изготовления лопатки турбомашины, имеющей внутренние полости, литьем по выплавляемым моделям, включающий этап изготовления керамического стержня, оформляющего по меньшей мере одну внутреннюю полость лопатки, и этап пропитки керамического стержня, отличающийся тем, что пропитку керамического стержня осуществляют способом по п. 1.
| СПОСОБ ХИМИЧЕСКОЙ РЕУТИЛИЗАЦИИ ОТРАБОТАННОГО ПОЛИЭТИЛЕНТЕРЕФТАЛАТА | 2001 |
|
RU2263658C2 |
| СПОСОБ ПРОИЗВОДСТВА АРОМАТИЗИРОВАННОГО ЯКОНО-ПЕРСИКОВОГО НАПИТКА | 2009 |
|
RU2373747C1 |
| Способ изготовления керамических стержней для оформления полостей сложнопрофильных отливок | 1980 |
|
SU1038058A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2007 |
|
RU2343037C1 |

