Изобретение относится к области литья по выплавляемым моделям и может быть реализовано при изготовлении охлаждаемых лопаток турбин с использованием керамических стержней для оформления внутренней полости.
Для охлаждения лопаток турбин используется воздух, отбираемый за компрессором. Повысить эффективность использования сжатого воздуха, идущего на охлаждение лопаток, можно путём усложнения конструкции внутренней полости лопаток, при этом, толщина стенок пера у турбинных лопаток не превышает 0,9-1,0 мм, а ширина щели на выходной кромке лопаток, оформляемая в литье керамическим стержнем, на сегодняшний момент времени не превышает 0,4-0,5 мм. Выполнение указанных требований напрямую связано с прочностью керамического стержня и возможными его короблениями, поломками, возникающими в результате термических напряжений в стержне и связанных с различным тепловым расширением стержня и литейной формы как в процессе прокалки, так и при заливке формы металлом.
Из уровня техники известен способ предотвращения коробления и поломки керамических стержней, связанных с различным тепловым расширением стержня и литейной формы при заливке формы металлом. Способ предусматривает жёсткое закрепление одного из стержневых знаков керамического стержня восковой модели лопатки турбины в литейной форме и раззазоривание (высвобождение) ответного стержневого знака из литейной формы за счёт нанесения на ответную знаковую часть керамического стержня полимерной плёнки толщиной 0,05-0,10 мм, либо пропиткой этого знака растворами полимерных соединений с одновременным парафированием торца ответной знаковой части керамического стержня слоем не менее 2 мм (Е.Н. Каблов «Литые лопатки газотурбинных двигателей» - М.: МИСИС, 2001. – 632с.).
Известен способ, предусматривающий жёсткое закрепление одного из стержневых знаков керамического стержня восковой модели лопатки турбины в литейной форме за счёт применения керамического штыря и раззазоривание ответного стержневого знака из литейной формы за счёт нанесения на него слоя лака с одновременным нанесением на торец ответной знаковой части стержня слоя воска (Патент RU № 2652526, МПК В22С 9/04, В22D 27/04 публ. 26.04.2018).
Известен способ получения форм для литья охлаждаемых лопаток, обеспечивающий предотвращение коробления и поломки керамического стержня за счёт нанесения на один из стержневых знаков керамического стержня восковой модели пористой легко выгораемой прослойки толщиной 0,4-0,6 мм. В дальнейшем, способ предусматривает изготовление по указанной восковой модели литейной формы, после обжига которой, горючая составляющая прослойка на знаковой части керамического стержня сгорает с образованием пористой прослойки с пониженной прочностью, что позволяет керамическому стержню расширяться в момент заливки без смещения к стенкам формы и получать качественную по толщине стенки пера лопатку (Патент RU № 2660554, МПК В22С 9/04, публ. 06.07.2018).
Наиболее близким аналогом по технической сущности, принятым за прототип, является способ изготовления оболочковой формы, предусматривающий жёсткое закрепление одного из стержневых знаков керамического стержня восковой модели лопатки турбины в литейной форме и раззазоривание ответного стержневого знака из литейной формы за счёт размещения на нём небольшого керамического колпачка, обеспечивающего скольжение знаковой части керамического стержня во время заливки формы металлом и его последующей кристаллизации, при этом, керамический колпачок является составной частью литейной формы и закреплён в ней неподвижно (Патент GB № 1377042, МПК В22С 7/02, В22С 9/04, публ. 11.12.1974).
Все указанные выше способы раззазоривания эффективны при тепловом расширении керамического стержня относительно своей продольной оси и абсолютно бесполезны при боковом давлении на стержень со стороны расплавленного металла при его заливке в горячую форму, что неизбежно приводит к разностенности пера лопаток, как со стороны корыта, так и со стороны спинки профиля пера лопатки, а иногда и к поломке керамического стержня в литейной форме.
Технической проблемой, решение которой обеспечивается при осуществлении предлагаемого изобретения, и невозможно при использовании прототипа, является отсутствие возможности бездефектного расширения керамического стержня в составе литейной формы при её нагреве и смещение керамического стержня, приводящее к разностенности пера лопаток турбины, повышению брака.
Технической задачей заявляемого изобретения является выбор способа фиксация керамического стержня в литейной форме, способствующий исключению отклонений по толщине стенок пера отливок лопаток, как со стороны корыта, так и со стороны спинки профиля пера, а также исключающий коробление и поломку стержня в процессе прокалки формы и заливки металла в форму, снижение брака, доступность для производства.
Техническая проблема решается тем, что в способе изготовления форм для литья охлаждаемых лопаток турбин, включающем изготовление и подготовку керамических стержней, изготовление выплавляемой восковой модели с размещённым в ней, как минимум, одного керамического стержня, подготовку восковой модели, содержащей, в том числе, раззазоривание одного из стержневых знаков керамического стержня, сборку модельного блока, послойное нанесение на модельный блок керамической оболочки, удаление воскового модельного блока, прокаливание формы, согласно изобретению, при подготовке восковой модели, дополнительно в неё устанавливают металлические жеребейки по нормали к профилю пера восковой модели со стороны спинки и со стороны корыта до контакта с керамическим стержнем, имеющем длину В и ширину Г, при этом, применяют металлические жеребейки со свободным концом Б, выступающим из восковой модели и равным 0,6…0,75 от длины А металлической жеребейки.
Кроме того, согласно изобретению, применяют металлические жеребейки из платины, например, круглого сечения диаметром не более 0,6 мм.
Кроме того, согласно изобретению, металлические жеребейки устанавливают со стороны спинки и со стороны корыта восковой модели, с расстоянием между металлическими жеребейками, равным 5…60 мм, вдоль длины В и ширины Г керамического стержня.
Кроме того, согласно изобретению, металлические жеребейки устанавливают со стороны спинки и со стороны корыта восковой модели, например, в шахматном порядке или в один, или два ряда.
Кроме того, согласно изобретению, металлические жеребейки устанавливают в количестве 6-12 со стороны спинки и со стороны корыта восковой модели с площадью керамического стержня до 80 см2 и при соотношении длины В керамического стержня к его ширине Г, равным 4,0…8,0.
Кроме того, согласно изобретению, металлические жеребейки устанавливают в количестве 4-8 со стороны спинки и со стороны корыта восковой модели с площадью керамического стержня до 50 см2 и при соотношении длины В керамического стержня к его ширине Г, равным 2,0…3,0.
Кроме того, согласно изобретению, металлические жеребейки устанавливают в количестве 2-4 со стороны спинки и со стороны корыта восковой модели с площадью керамического стержня до 30 см2 и при соотношении длины В керамического стержня к его ширине Г, равным 1,0.
Как в прототипе, способ изготовления формы (оболочковой) для литья охлаждаемых лопаток турбин включает изготовление и подготовку керамических стержней, изготовление выплавляемой восковой модели с размещённым в ней, как минимум, одного керамического стержня, подготовку восковой модели, содержащей, в том числе, раззазоривание одного из стержневых знаков керамического стержня, сборку модельного блока, послойное нанесение на модельный блок керамической оболочки, удаление воскового модельного блока, прокаливание оболочковой формы.
В отличии от прототипа, при подготовке восковой модели в неё дополнительно устанавливают металлические жеребейки по нормали к профилю пера восковой модели, как со стороны спинки, так и со стороны корыта до контакта с керамическим стержнем, имеющем длину В и ширину Г, при этом применяют металлические жеребейки со свободным концом Б, выступающим из восковой модели и равным 0,6…0,75 от длины А металлической жеребейки.
При этом, установку металлических жеребеек производят по нормали к профилю пера восковой модели со стороны спинки и со стороны корыта до контакта с керамическим стержнем, что обеспечивает максимальную устойчивость жеребеек и надёжную фиксацию керамического стержня в составе литейной формы.
При этом, применяют металлические жеребейки со свободным концом Б, выступающим из восковой модели и равным 0,6…0,75 от длины А металлической жеребейки, что обеспечивает надёжную фиксацию и максимальную устойчивость металлических жеребеек в составе литейной формы при контакте с расплавленным металлом, при этом, размер свободного конца жеребейки Б равный 0,6 от длины А металлической жеребейки, является достаточным для обеспечения устойчивого положения жеребеек в форме, а размер свободного конца жеребейки Б более 0,75 от длины А металлической жеребейки, приводит к повышению затраты производства из-за высокой стоимости платины.
При этом, применяют металлические жеребейки из платины, например, круглого сечения диаметром не более 0,6 мм, что объясняется хорошим растворением платины в расплаве металла, при этом, платиновая проволока диаметр более 0,6 мм дорого стоит при аналогичном результате.
При этом, металлические жеребейки устанавливают со стороны спинки и со стороны корыта восковой модели, с расстоянием между металлическими жеребейками, равным 5…60 мм, вдоль длины В и ширины Г керамического стержня, что обеспечивает надёжную фиксацию керамического стержня любой конструкции в составе литейной формы.
При этом, металлические жеребейки устанавливают со стороны спинки и со стороны корыта восковой модели, например, в шахматном порядке или в один, или два ряда, что также обеспечивает надёжную фиксацию керамического стержня любой конструкции в составе литейной формы.
При этом, металлические жеребейки устанавливают в количестве 6-12 со стороны спинки и со стороны корыта восковой модели с площадью керамического стержня до 80 см2 и при соотношении длины В керамического стержня к его ширине Г, равным 4,0…8,0, что обеспечивает надёжную фиксацию тонких и протяжённых керамических стержней в составе литейной формы.
При этом, металлические жеребейки устанавливают в количестве 4-8 со стороны спинки и со стороны корыта восковой модели с площадью керамического стержня до 50 см2 и при соотношении длины В керамического стержня к его ширине Г, равным 2,0…3,0, что обеспечивает надёжную фиксацию керамических стержней средней протяжённости в составе литейной формы.
При этом, металлические жеребейки устанавливают в количестве 2-4 со стороны спинки и со стороны корыта восковой модели с площадью керамического стержня до 30 см2 и при соотношении длины В керамического стержня к его ширине Г, равным 1,0, что обеспечивает надёжную фиксацию малогабаритных керамических стержней в составе литейной формы.
Изобретение поясняется фигурами.
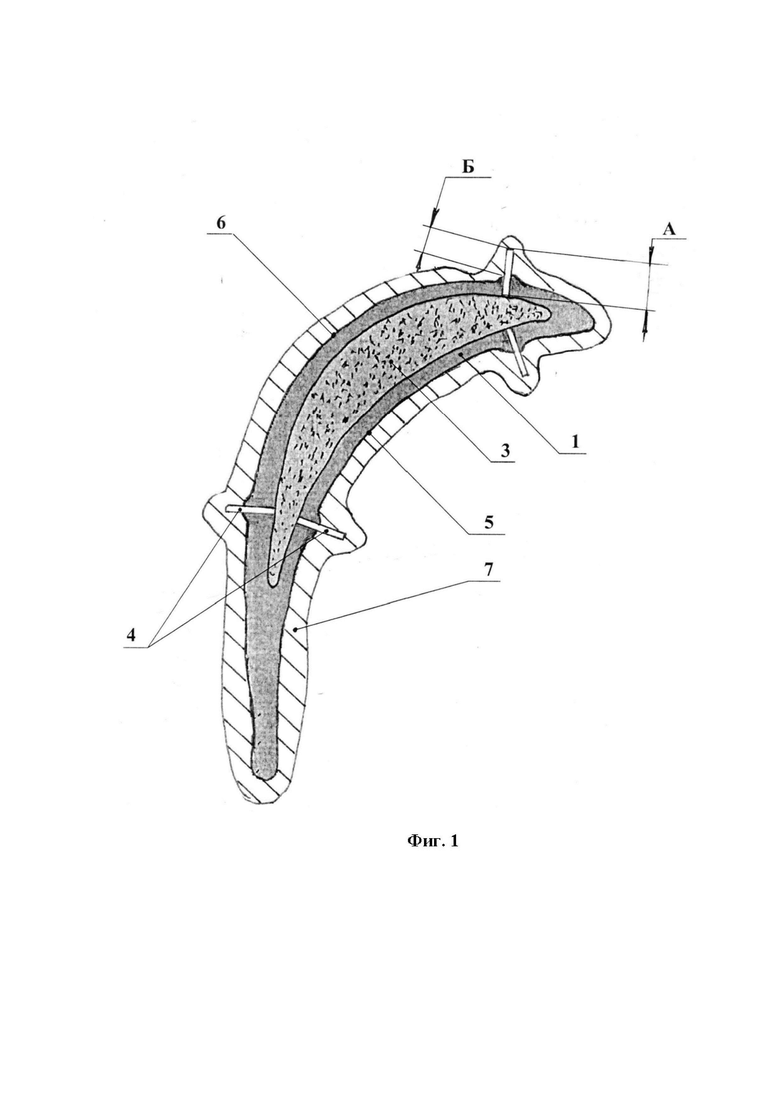
На фиг.1 представлена схема установки платиновых жеребеек в поперечном сечении профиля пера турбинной лопатки.
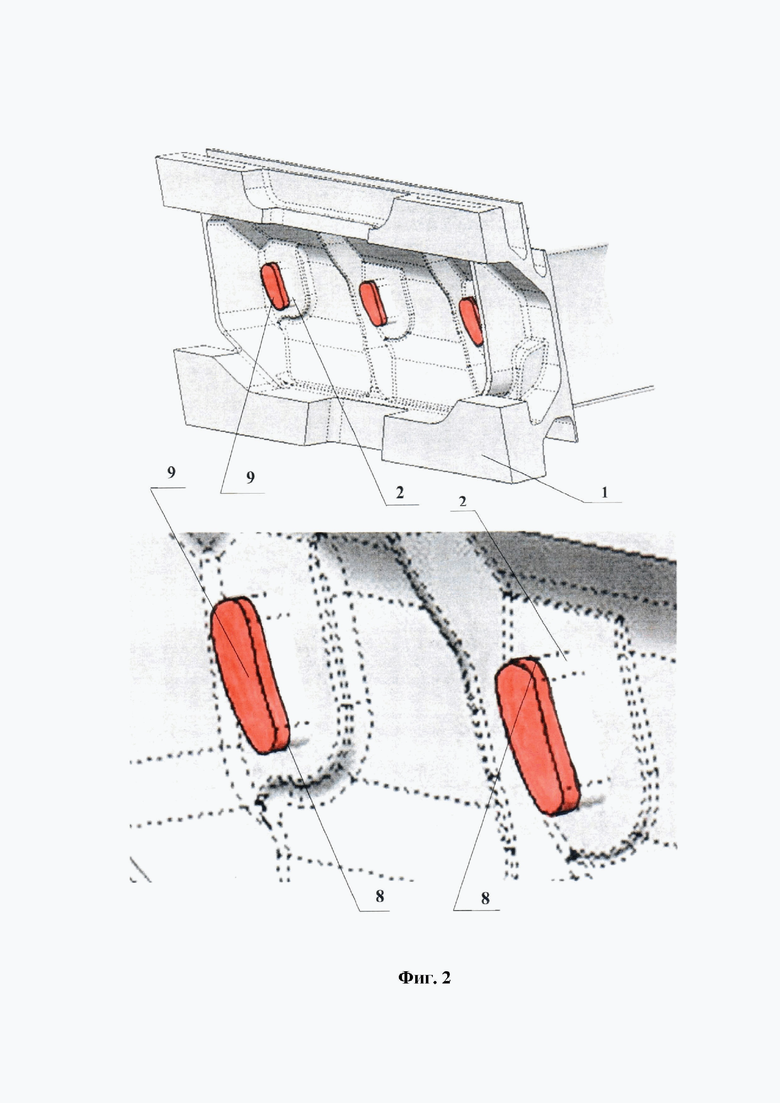
На фиг.2 представлена схема раззазоривания трёх свободных стержневых знаков трёх керамических стержней блочной сопловой трёх-перьевой лопатки турбин.
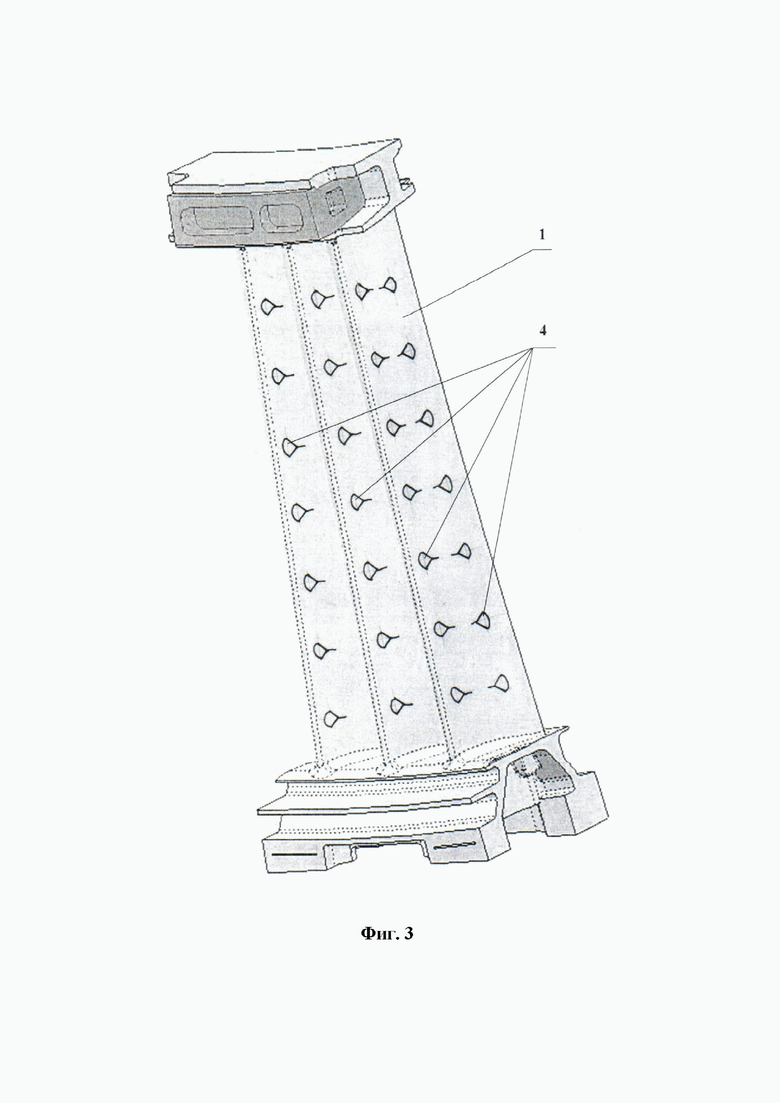
На фиг. 3 представлена схема установки платиновых жеребеек на восковой модели блочной сопловой трёх-перьевой лопатки турбин.
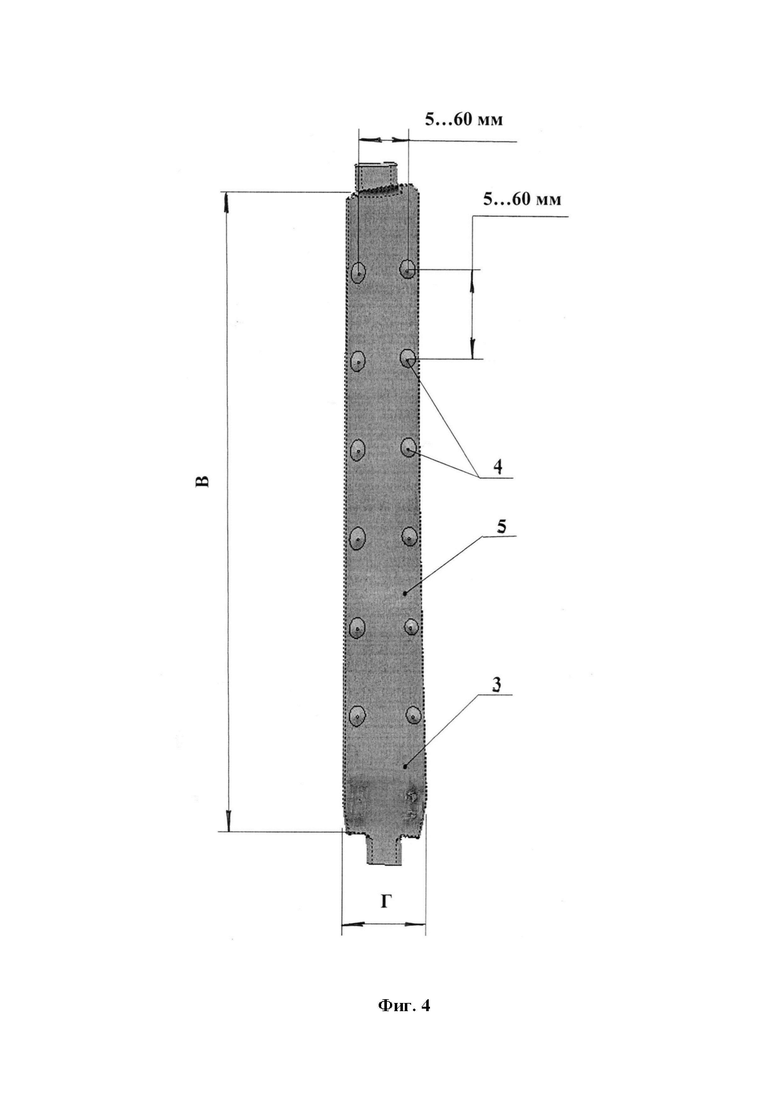
На фиг. 4 представлена схема установки платиновых жеребеек со стороны корыта восковой модели блочной сопловой трёх-перьевой лопатки турбин, относительно керамического стержня, оформляющего внутреннюю полость пера.
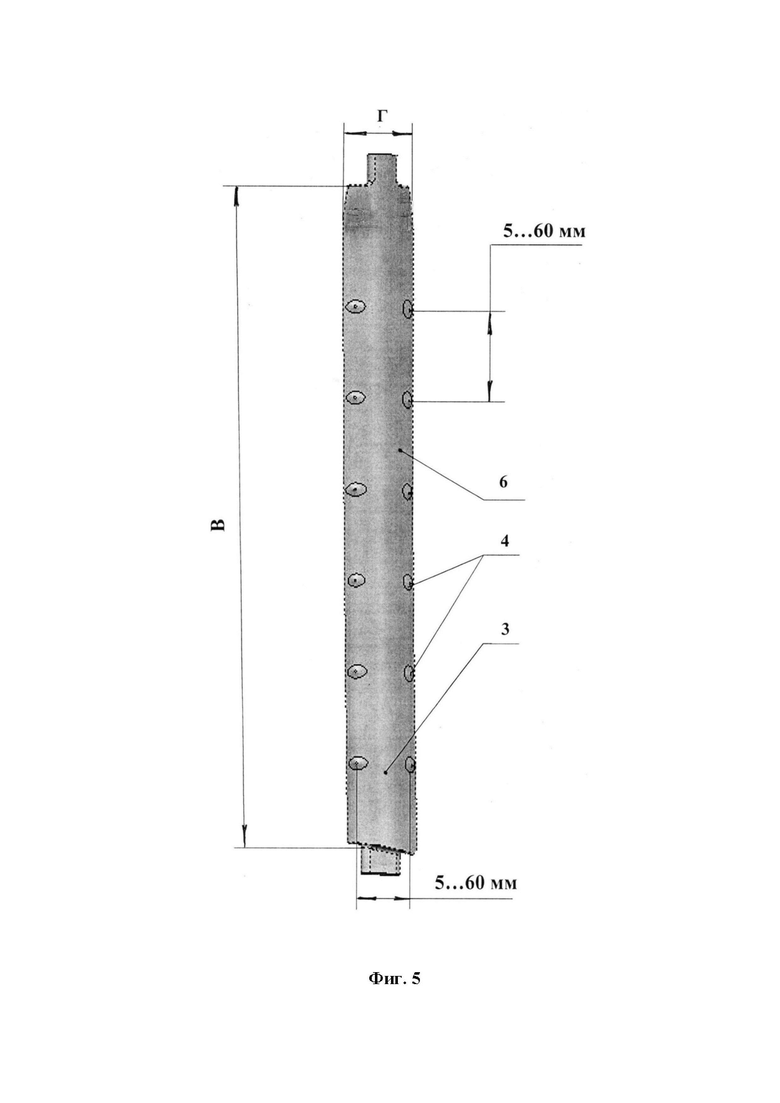
На фиг. 5 представлена схема установки платиновых жеребеек со стороны спинки восковой модели блочной сопловой трёх-перьевой лопатки турбин, относительно керамического стержня, оформляющего внутреннюю полость пера.
Предлагаемый способ осуществляется следующим образом.
Способ изготовления форм для литья охлаждаемых лопаток турбин включает изготовление и подготовку керамических стержней (3), изготовление выплавляемой восковой модели с размещённым в ней, как минимум, одного керамического стержня, подготовку восковой модели (1), включающую раззазоривание одного из стержневых знаков каждого из керамических стержней, размещённых в восковой модели, что обеспечивает компенсацию теплового расширения каждого керамического стержня относительно своей продольной оси и установку платиновых жеребеек (4), как со стороны корыта, так и со стороны спинки профиля пера лопаток, что обеспечивает надёжную фиксацию керамического стержня в литейной форме, сборку модельного блока, послойное нанесение на модельный блок керамической оболочки, удаление воскового модельного блока, прокаливание оболочковой формы. Подготовка восковых моделей (1) перед сборкой их в модельный блок предусматривает раззазоривание открытых знаков (2) керамических стержней (3) и установку платиновых жеребеек (4), как со стороны корыта (5), так и со стороны спинки (6) профиля пера лопаток, обеспечивающих надёжную фиксацию керамических стержней (3) в литейной форме (7), при этом, раззазоривание открытых стержневых знаков (2) керамических стержней (3) производится за счёт нанесения на открытую знаковую часть (2) керамических стержней (3) полимерной плёнки (без позиции) толщиной около 0,10 мм с одновременным нанесением на торец знаковой части (8) керамических стержней (3) слоя легкоплавкого воска (9) толщиной не менее 2 мм, при этом, количество жеребеек (4) и места их размещения определяются опытным путём по результатам пробных заливок и зависят от конструкции керамических стержней, далее производят сборку модельного блока, послойное нанесение на модельный блок керамической оболочки, удаление воскового модельного блока, прокаливание оболочковой формы, при этом, керамические стержни имеют длину В и ширину Г, применяют, например, платиновые жеребейки, преимущественно, круглого сечения диаметром не более 0,6 мм со свободным концом Б, выступающим из восковой модели на величину 0,6…0,75 от длины А жеребейки. Металлические жеребейки устанавливают со стороны спинки и со стороны корыта восковой модели, с расстоянием между металлическими жеребейками, равным 5…60 мм, вдоль длины В и ширины Г керамического стержня.
Металлические жеребейки устанавливают в количестве 6-12 со стороны спинки и со стороны корыта восковой модели с площадью керамического стержня до 80 см2 и при соотношении длины В керамического стержня к его ширине Г, равным 4,0…8,0. Металлические жеребейки устанавливают в количестве 4-8 со стороны спинки и со стороны корыта восковой модели с площадью керамического стержня до 50 см2 и при соотношении длины В керамического стержня к его ширине Г, равным 2,0…3,0. Металлические жеребейки устанавливают в количестве 2-4 со стороны спинки и со стороны корыта восковой модели с площадью керамического стержня до 30 см2 и при соотношении длины В керамического стержня к его ширине Г, равным 1,0.
Способ изготовления форм для литья охлаждаемых лопаток турбин обеспечивает надёжную фиксацию керамического стержня в литейной форме за счёт размещения в составе литейной формы необходимого количества платиновых жеребеек, исключающих отклонения по толщине стенок пера лопатки, как со стороны спинки, так и со стороны корыта, устраняет коробление и поломку керамического стержня в процессе прокалки и заливки металла в форму, при этом, количество жеребеек и места их размещения определяются опытным путём по результатам пробных заливок и зависят от конструкции керамических стержней.
Предлагаемое изобретение обеспечивает бездефектное расширение керамического стержня в составе литейной формы при её нагреве и исключает смещения керамического стержня в составе литейной формы, исключение отклонений по толщине стенок пера лопаток турбины, способствует повышению выхода годных лопаток турбин, снижению расходов на производство, за счёт снижения брака по геометрии, при этом используются доступные материалы, а технологический процесс доступен для производства и не претерпевает коренных изменений.
Приведены примеры осуществления изобретения.
Пример 1. Изготовили шесть комплектов отливок блочной сопловой трёх-перьевой лопатки шестой ступени ТНД с использованием форм, содержащих в каждом из перьев керамический стержень с габаритами 19,0 × 3,0 см и площадью около 57 см2, при этом, использовали двадцать четыре платиновых жеребейки диаметром 0,5 мм с соотношением размера Б (4,2 мм) к размеру А (5,5мм) на уровне 0,75, расположенных в два ряда на каждом из перьев, из расчёта по двенадцать жеребеек со стороны корыта (Фиг. 4) и по двенадцать жеребеек со стороны спинки лопатки (Фиг. 5). Томографическим методом контроля не выявлено разрушений керамического стержня в составе литейной форме, а методом ультразвукового контроля подтверждено соответствие толщины стенок каждого пера лопатки требованиям чертежа.
Пример 2. Изготовили шесть комплектов отливок блочной сопловой пяти-перьевой лопатки четвёртой ступени ТНД, с использованием форм, содержащих в каждом из перьев керамический стержень с габаритами 15,0 × 3,0 см и площадью около 45 см2, при этом, использовали шестнадцать платиновых жеребеек диаметром 0,5 мм с соотношением размера Б к размеру А на уровне 0,70, расположенных в два ряда на каждом из перьев, из расчёта по восемь жеребеек со стороны корыта и по восемь жеребеек со стороны спинки лопатки. Томографическим методом контроля не выявлено разрушений керамического стержня в составе литейной форме, а методом ультразвукового контроля подтверждено соответствие толщины стенок каждого пера лопатки требованиям чертежа.
Пример 3. Изготовили шесть комплекта отливок сопловых лопаток второй ступени ТВД, с использованием форм, содержащих керамический стержень с габаритами 5,0 × 5,5 см и площадью около 27,5 см2, при этом, использовали шесть платиновых жеребеек диаметром 0,5 мм с соотношением размера Б к размеру А на уровне 0,65, расположенных в один ряд, из расчёта по три жеребейки со стороны корыта и по три жеребейки со стороны спинки лопатки. Томографическим методом контроля не выявлено разрушений керамического стержня в составе литейной форме, а методом ультразвукового контроля подтверждено соответствие толщины стенок каждого пера лопатки требованиям чертежа.
Положительный технический результат, выражающийся в исключении разностенности по толщине стенок перьев отливок, как со стороны спинки, так и со стороны корыта, а также в отсутствии коробления и разрушения керамических стержней, получен во всех приведённых примерах осуществления. По заявленному способу успешно проведены экспериментальные работы, способ используется в производстве.
Таким образом, предлагаемое изобретение с вышеуказанными отличительными признаками, в совокупности с известными признаками обеспечивает бездефектное расширение керамического стержня в составе литейной формы при её нагреве, исключает смещение керамического стержня в составе литейной формы, исключает отклонения по толщине стенок пера будущей отливки лопатки турбины, способствует снижению расходов на производство за счёт снижения брака по геометрии, при этом используются доступные материалы, а технологический процесс доступен для производства и не претерпевает коренных изменений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления восковых моделей лопаток турбин для литья по выплавляемым моделям | 2024 |
|
RU2838813C1 |
| СПОСОБ ЛИТЬЯ ПОЛЫХ ОХЛАЖДАЕМЫХ ИЗДЕЛИЙ И ЛИТОЕ ПОЛОЕ ОХЛАЖДАЕМОЕ ИЗДЕЛИЕ | 2003 |
|
RU2252109C1 |
| Способ изготовления отливок с мелкозернистой однородной структурой | 2024 |
|
RU2836123C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ОХЛАЖДАЕМЫХ ЛОПАТОК | 2017 |
|
RU2660554C1 |
| ЛОПАТКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ОСНАЩЕННАЯ СИСТЕМОЙ ОХЛАЖДЕНИЯ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ЛОПАТКИ ПУТЕМ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ | 2020 |
|
RU2800619C2 |
| КЕРАМИЧЕСКАЯ ОБОЛОЧКОВАЯ ФОРМА | 1971 |
|
SU295603A1 |
| КЕРАМИЧЕКИЙ СЕРДЕЧНИК И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ТУРБИНЫ, ПРИМЕНЕНИЕ КЕРАМИЧЕСКОГО СЕРДЕЧНИКА И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ С ПОЛОЙ ЛОПАТКОЙ ТУРБИНЫ | 2016 |
|
RU2719410C2 |
| МОНОКРИСТАЛЛИЧЕСКАЯ ТУРБИННАЯ ЛОПАТКА, МОДУЛЬ ТУРБОМАШИНЫ И ТУРБОМАШИНА | 2008 |
|
RU2498082C2 |
| ЛИТЕЙНЫЙ СТЕРЖНЕВОЙ УЗЕЛ ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ТУРБОМАШИНЫ, СООТВЕТСТВУЮЩИЕ СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ И ЛОПАТКА | 2013 |
|
RU2616700C2 |
| Комбинированная литейная жеребейка | 1991 |
|
SU1790466A3 |
Изобретение относится к области литейного производства. Способ изготовления форм для литья охлаждаемых лопаток турбин включает изготовление и подготовку керамических стержней (3), изготовление выплавляемой модели (1) с размещенным в ней как минимум одним керамическим стержнем со знаками, подготовку модели, включающую раззазоривание одного из стержневых знаков, сборку модельного блока и послойное нанесение на него керамической оболочки, удаление воскового модельного блока и прокаливание формы. В модель при подготовке устанавливают металлические жеребейки (4) по нормали к профилю ее пера со стороны спинки (6) и со стороны корыта (5) до контакта со стержнем. Жеребейки устанавливают с выступанием их свободных концов из модели на 0,6-0,75 длины жеребейки. Обеспечивается снижение брака по геометрии лопаток турбины за счет исключения коробления и поломки стержня при его расширении в литейной форме во время ее нагрева. 6 з.п. ф-лы, 5 ил., 3 пр.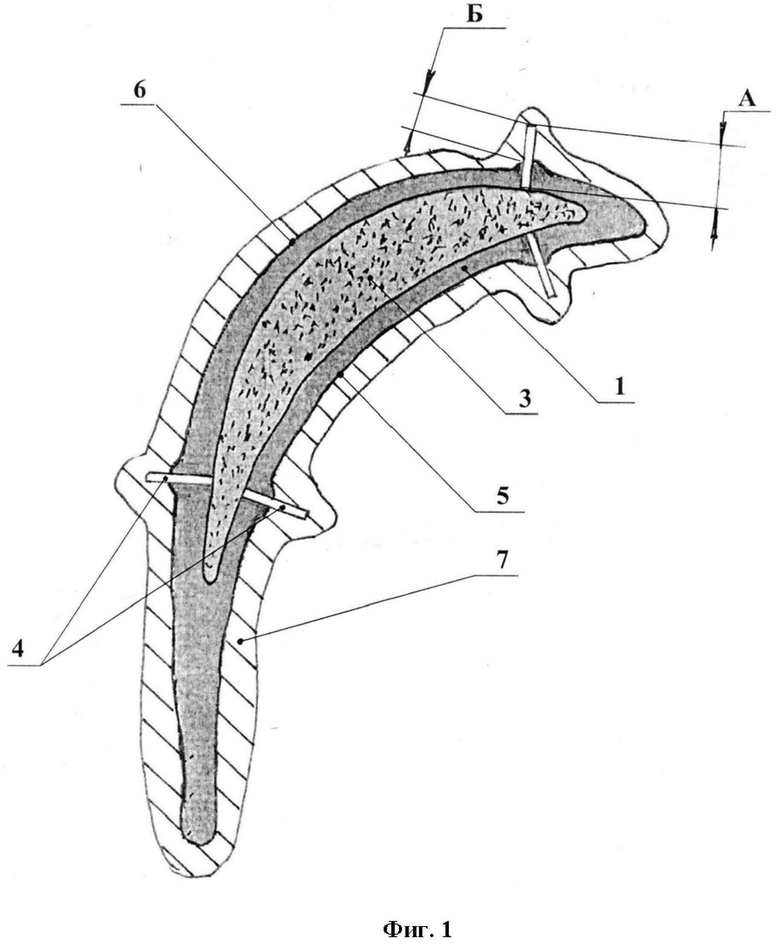
1. Способ изготовления форм для литья охлаждаемых лопаток турбин, включающий изготовление и подготовку керамических стержней, изготовление выплавляемой восковой модели с размещением в ней как минимум одного керамического стержня со стержневыми знаками, подготовку восковой модели, включающую раззазоривание одного из стержневых знаков керамического стержня, сборку модельного блока, послойное нанесение на модельный блок керамической оболочки, удаление воскового модельного блока, прокаливание формы, отличающийся тем, что при подготовке восковой модели дополнительно в нее устанавливают металлические жеребейки по нормали к профилю пера восковой модели со стороны спинки и со стороны корыта до контакта с керамическим стержнем, при этом металлические жеребейки устанавливают с обеспечением выступания их свободных концов из восковой модели на величину, равную 0,6-0,75 длины металлической жеребейки.
2. Способ по п. 1, отличающийся тем, что используют металлические жеребейки из платины, например, круглого сечения диаметром не более 0,6 мм.
3. Способ по п. 1, отличающийся тем, что металлические жеребейки устанавливают со стороны спинки и со стороны корыта восковой модели с расстоянием между металлическими жеребейками, равным 5-60 мм, вдоль длины и ширины керамического стержня.
4. Способ по п. 1, отличающийся тем, что металлические жеребейки устанавливают со стороны спинки и со стороны корыта восковой модели, например, в шахматном порядке или в один ряд, или в два ряда.
5. Способ по п. 1, отличающийся тем, что при площади керамического стержня до 80 см2 и отношении длины керамического стержня к его ширине, равном 4,0-8,0, устанавливают 6-12 металлических жеребеек со стороны спинки и со стороны корыта восковой модели.
6. Способ по п. 1, отличающийся тем, что при площади керамического стержня до 50 см2 и отношении длины керамического стержня к его ширине, равном 2,0-3,0, устанавливают 4-8 металлических жеребеек со стороны спинки и со стороны корыта восковой модели.
7. Способ по п. 1, отличающийся тем, что при площади керамического стержня до 30 см2 и отношении длины керамического стержня к его ширине, равном 1,0, устанавливают 2-4 металлические жеребейки со стороны спинки и со стороны корыта восковой модели.
| Способ диагностики заболеваний вертлужной впадины | 1986 |
|
SU1377042A1 |
| КЕРАМИЧЕСКАЯ ОБОЛОЧКОВАЯ ФОРМА | 0 |
|
SU295603A1 |
| Механический вибропровод камнеобрабатывающего станка | 1975 |
|
SU556946A1 |
| WO 2014111648 A1, 24.07.2014 | |||
| СПОСОБ ПОЛУЧЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ОХЛАЖДАЕМЫХ ЛОПАТОК | 2017 |
|
RU2660554C1 |
| US 20070025851 A1, 01.02.2007 | |||
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |

