фиг1
Изобретение относится к переработке полимерных материалов в изделие и предназначено для изготовления шаровых полимерных изделий, в частности траловых бобинцов из литьевого полиуретанового ка- учука методом жидкофазного формования.
Цель изобретения - расширение технологических возможностей.
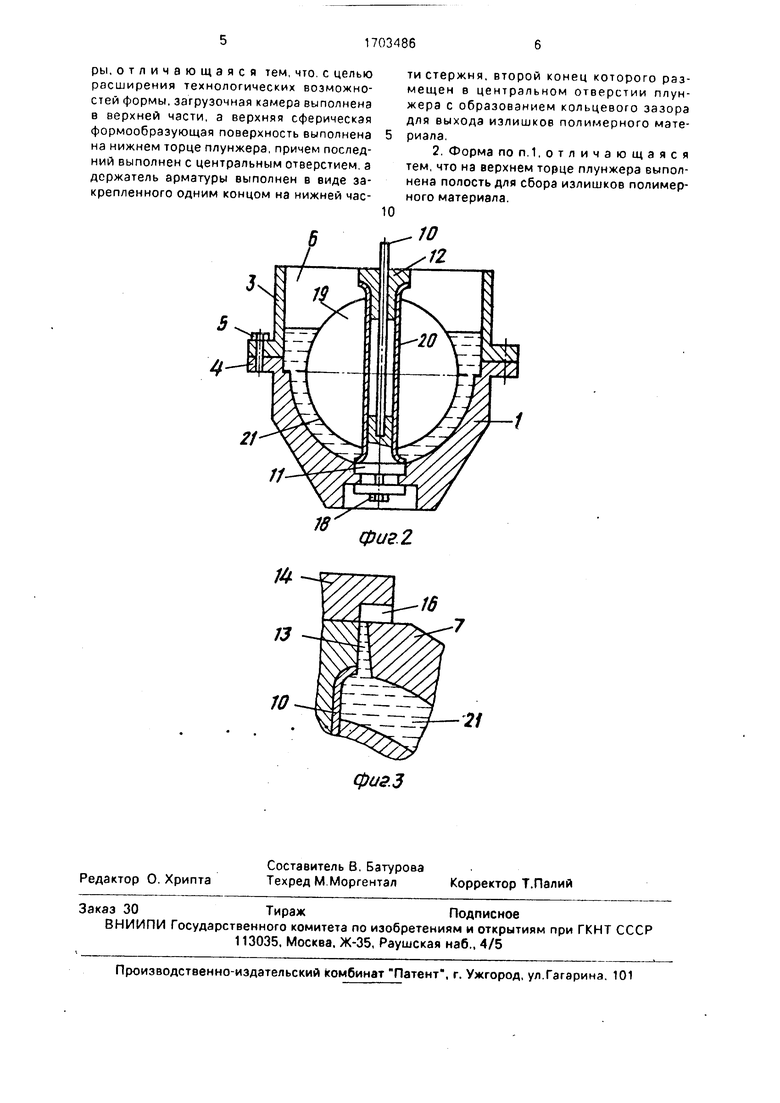
На фиг.1 изображена предлагаемая форма в сборе; на фиг.2 - нижняя полуфор- ма с арматурой, заполненная жидким полимерным материалом; на фиг.З - верхний конец стержня.
Форма для изготовления полимерных изделий с арматурой содержит нижнюю часть 1 со сферической формообразующей поверхностью 2 и размещенную на ней съемную верхнюю часть 3. Верхняя часть 3 устанавливается на фланец 4 части 1 и закрепляется на ней с помощью болтов 5. В верхней части 3 выполнена загрузочная камера 6, в которой с возможностью аксиального перемещения установлен плунжер 7. Последний выполнен с центральным отверстием 8. На нижнем торце плунжера 7 выполнена верхняя сферическая формооб- разующая поверхность 9.
Форма имеет держатель арматуры, который выполнен в виде резьбового стержня 10, нижний конец которого закреплен на нижней части 1 при помощи центратора 11. Второй конец стержня 10 при помощи центратора 12 размещен в центральном отверстии 8 плунжера 7 с образованием кольцевого зазора 13 для выхода излишков полимерного материала. Центраторы 11 и 12 стянуты между собой при помощи резьбового стержня 10, шайбы 14 и гайки 15. Шайба 14 имеет прорези 16 для сообщения кольцевого зазора 13 с полостью 17 для сбора излишков полимерного материала, которая выполнена на верхнем торце плунжера 7.
Центратор 11 зЗкреплен-на нижней части 1 при помощи болта 18.
Изготавливали траловый бобинец диаметром 300 мм со слоем защитного покрытия из литьевого полмуретанового каучука СКУ-7Л толщиной 30 мм и арматурой в виде шаровой вставки 19 из каменного щебня и трубки 20. внутренний диаметр которой соответствует диаметру отверстия бобинца под трос. Длина трубки 20 соответствует диаметру изготавливаемого бобинца.
Форма работает следующим образом.
На центратор 11 устанавливается трубка 20 с размещенной на ней посередине шаровой вставкой 19. Затем в нижнем цен- траторе 11 на резьбе закрепляется стержень 10 и устанавливается верхний
центратор 12, На фланец 4 нижней части устанавливается верхняя часть 3 и закрепляется посредством болтов 5.
Полость нижней части 1 и загрузочная камера заполняются жидким полимерным материалом 21 - расплавом полиуретанового каучука СКУ-7Л, при этом имеющиеся в материале воздушные включения поднимаются вверх и собираются на поверхности материала.
В загрузочную камеру б устанавливается плунжер 7 и опускается вручную или с помощью небольшого усилия пресса до упора в нижнюю часть. При этом вытесняемый из загрузочной камеры б полимерный материал равномерно поднимается до верхней сферической формообразующей поверхности 9. Излишки материала 21 вытекают через кольцевой зазор 13 и пазы 16 из формирующей полости формы в полость 17 плунжера 7.
Затем посредством стержня 10, шайбы 14 и гайки 15 производится поджим плунжера 7 и нижней части 1, снимается верхняя часть, и форма устанавливается в термопечь дпя отверждения каучука по известному технологическому режиму. Верхняя часть 3 далее используется со следующей нижней частью 1. После выдержки в печи форма разбирается, для чего снимается гайка 15, извлекаются стержень 10 и верхний центратор 12 и освобождается готовый бобинец от плунжера 7 и нижней части 1.
В качестве полимерного материала могут быть использованы различные марки литьевых полиуретановых каучуков.
Поедлагаемая форма позволяет без использования литьевого и прессового оборудования получать крупногабаритные изделия шаровой формы методом жидко- фазного литья полиуретана СКУ-7Л. При этом изделия ни внутри, ни на поверхности не имеют раковин воздушных пузырей и не- доофпрмленных частей.
Предлагаемая форма может быть выполнена тонкостенной из алюминиевого литья, так как в процессе эксплуатации не испытывает больших давлений, что значительно (в несколько раз) облегчает форму и делает ее более удобной в эксплуатации.
Формула изобретения
1. Форма для изготовления шаровых полимерных изделий с арматурой, содержащая нижнюю часть со сферической формообразующей поверхностью, размещенную на ней верхнюю часть, верхнюю сферическую формообразующую поверхность, загрузочную камеру, .установленную в последней с возможностью аксиального перемещения, плунжер и держатель арматуры, отличающаяся тем, что. с целью расширения технологических возможностей формы, загрузочная камера выполнена в верхней части, а верхняя сферическая формообразующая поверхность выполнена на нижнем торце плунжера, причем последний выполнен с центральным отверстием, а держатель арматуры выполнен в виде закрепленного одним концом на нижней час
ти стержня, второй конец которого размещен в центральном отверстии плунжера с образованием кольцевого зазора для выхода излишков полимерного материала,
2. Форма по п.1, отличающаяся тем, что на верхнем торце плунжера выполнена полость для сбора излишков полимерного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРУНТОТРОПНЫЙ БОБИНЕЦ | 1991 |
|
RU2031576C1 |
| Установка для центробежного формования втулок из полимерных материалов | 1988 |
|
SU1669739A1 |
| БОБИНЕЦ | 1973 |
|
SU362603A1 |
| Способ получения полимерного покрытия | 1988 |
|
SU1613351A1 |
| Устройство для нанесения покрытий на длинномерный полосовой материал | 1988 |
|
SU1636067A1 |
| Способ изготовления рукавов из полимерного материала и устройство для его осуществления | 1991 |
|
SU1814617A3 |
| Литьевая пресс-форма для изготовления кольцевых полимерных изделий | 1984 |
|
SU1351806A1 |
| Глубоководный бобинец | 1979 |
|
SU862877A1 |
| Линия для изготовления полимерных изделий литьем под давлением | 1980 |
|
SU939260A1 |
| Грунтропный бобинец | 1975 |
|
SU569303A1 |
Изобретение относится к переработке полимерных материалов в изделия и предназначено для изготовления шаровых имерных изделий, в частности траловых бо- бинцов из литьевого полиуретанового каучука. Цель изобретения - расширение технологических возможностей формы. Для этого загрузочная камера выполнена в верхней части 3. Верхняя сферическая формо- обрэзующая поверхность выполнена на нижнем торце плунжера 7. Плунжер 7 выполнен с центральным отверстием 8. Держатель арматуры выполнен в виде закрепленного одним концом на нижней части 1 стержня 10. Другой конец стержня 10 размещен в центральном отверстии 8 плунжера 7 с образованием кольцевого зазора для выхода излишков полимерного материала 21. На верхнем торце плунжера 7 выпол- нена полость 17 для сбора излишков материала 21. Предлагаемая форма позволяет изготавливать шаровые изделия с арматурой в виде трубки 20 и шаровой вставки 19. 1 з.п. ф-лы, 3 ил. г Ё // XI О СО СО О
фиг. 2
| Литьевая форма для изготовления шаровых полимерных изделий с арматурой | 1981 |
|
SU979153A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Патент США N; 3287767 | |||
| кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
