Изобретение относится к обработке металлов давлением, в частности к способам изготовления тройников, и может быть использовано в машиностроении для изготовления штампосварных тройников трубопроводов, преимущественно толстостенных неравнопроходных тройников.
Известен способ изготовления тройников из трубных заготовок, заключающийся в нагреве цилиндрической заготовки, ее дифференцированном охлаждении на участке, противоположном формируемому патрубку, до температуры в 1,5 раза ниже температуры нагретой части заготовки. Далее производят поперечный обжим концов заготовки для предварительной формовки патрубка, в котором затем вырезают отверстие, осуществляют повторный нагрев и производят вытяжку патрубка (патент РФ №2333064, В21С 37/29, опубл. 10.09.2008).
Однако в указанном способе после выполнения охлаждения в зоне перехода от нагретой части заготовки к охлажденной происходит неравномерное формирование толщины магистрали тройника при поперечном обжиме.
Известен способ изготовления тройников из трубных заготовок, принятый в качестве прототипа, который заключается в нагреве заготовки прямоугольной формы до температуры 750-1000°С, формировании цилиндрической обечайки путем гибки заготовки и выполнении продольного сварного соединения, нагреве заготовки до температуры 800-1000°С, последующем продольном обжиме заготовки, выполнении отверстия для ответвления в обечайке, нагреве заготовки до температуры 800-1000°С, выполнении радиального обжатия заготовки, охлаждении большей части заготовки, расположенной противоположно выполненному отверстию, до температуры не выше 550°С, осуществлении поперечного обжима заготовки с одновременной отбортовкой ответвления пуансоном, диаметр которого не превышает 1,5 диаметра выполненного отверстия, нагреве заготовки до температуры 800-1000°С и выдержке заготовки при этой температуре не менее 1 мин на 1 мм толщины заготовки, последующем выполнении отбортовки ответвления пуансоном, диаметр которого равен внутреннему диаметру ответвления (патент РФ №2492952, В21С 37/29, C21D 8/10, опубл. 20.09.2013).
Недостатком данного способа является возможное неравномерное формирование толщины магистрали тройника при поперечном обжиме в зоне перехода от нагретой части заготовки к охлажденной.
Технической задачей предлагаемого способа является повышение качества тройников за счет обеспечения равномерной толщины стенки магистрали в процессе изготовления тройника.
Технический результат заключается в получении максимальной высоты ответвления тройника и равномерной толщины стенки магистрали тройника.
Технический результат достигается за счет того, что в способе изготовления тройников из листовой заготовки прямоугольной формы, включающем нагрев листовой заготовки до температуры не ниже 700°С, формирование цилиндрической обечайки путем гибки заготовки, выполнение продольного сварного соединения, нагрев цилиндрической заготовки до температуры 500÷750°С, овализацию цилиндрической заготовки и ее нагрев до температуры 900÷1000°С, дифференцированное ступенчатое охлаждение части поверхности заготовки со сварным соединением, поперечный обжим заготовки с предварительным формированием ответвления без нарушения сплошности поверхности заготовки, выполнение отверстия в предварительно сформированном ответвлении, повторный нагрев заготовки до температуры 900÷1000°С, окончательный поперечный обжим заготовки с одновременной отбортовкой ответвления пуансоном. Кроме того, дифференцированное ступенчатое охлаждение части поверхности заготовки со сварным соединением осуществляют путем ее погружения в жидкую охлаждающую среду до величины наружного диаметра овала по большей оси, составляющей не менее 40%, выдерживают в охладителе до температуры не ниже 550°С и затем ступенчато извлекают заготовку из охладителя на высоту от одной до пяти толщин стенки заготовки с выдержкой после каждого извлечения, при этом заготовку извлекают из охладителя не менее трех раз.
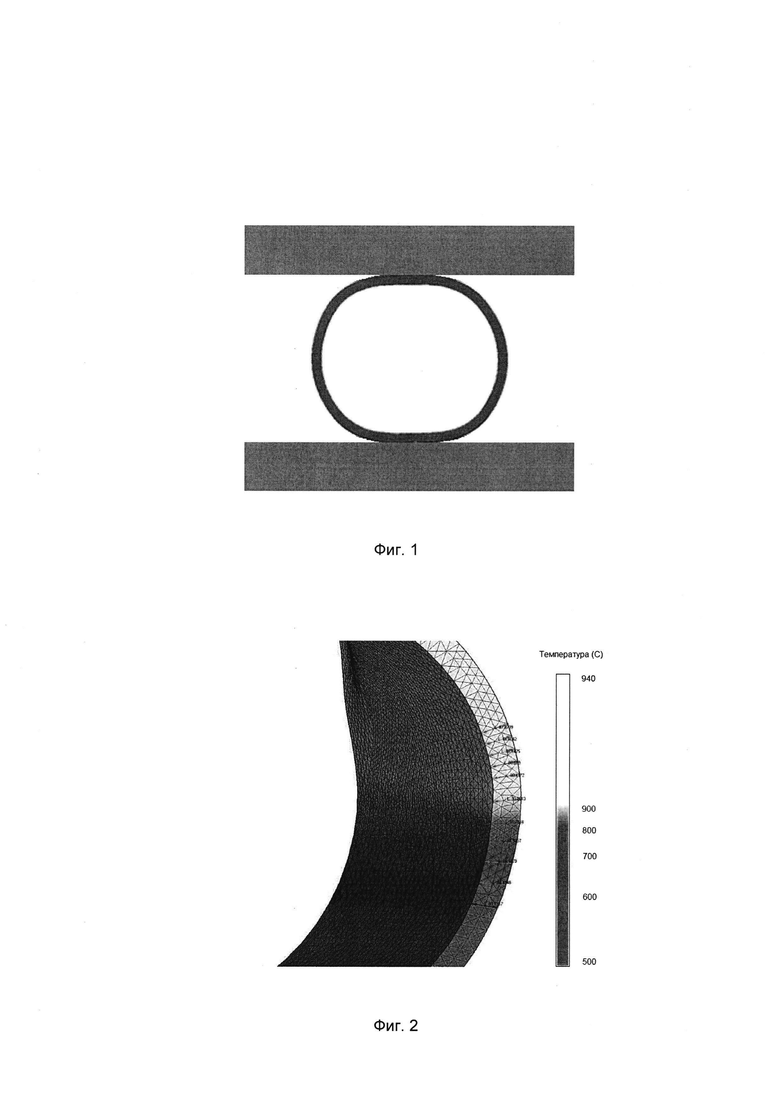
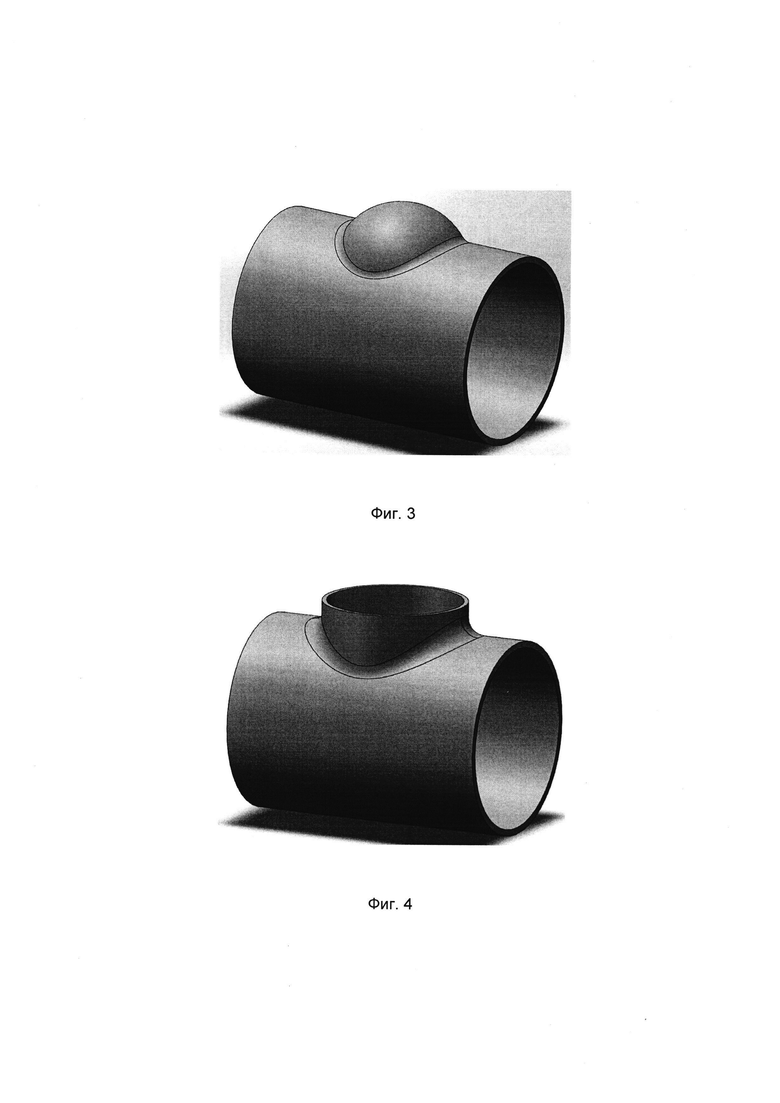
Изобретение иллюстрируется рисунками, где на фиг. 1 показана стадия овализации заготовки, на фиг. 2 - зона дифференцированного ступенчатого охлаждения заготовки, на фиг. 3 - заготовка с предварительно сформированным ответвлением, на фиг. 4 - тройник с требуемыми геометрическими параметрами.
Формирование цилиндрической обечайки путем гибки нагретой прямоугольной листовой заготовки позволяет получить требуемое качество обечайки с меньшими трудозатратами.
Выполнение овализации цилиндрической заготовки путем сплющивания ее, например между двумя плитами, позволяет исключить дефекты при последующих деформациях заготовки и обеспечить получение требуемой геометрии тройника.
При дифференцированном ступенчатом охлаждении части поверхности заготовки со сварным соединением обеспечивается равномерное изменение толщины стенки магистрали изготавливаемого тройника в переходной зоне. Дифференцированное охлаждение создает плавно изменяющееся температурное поле при переходе от охлажденной части заготовки к нагретой. С изменением температуры в переходной зоне изменяется сопротивление материала пластической деформации (предел текучести). При изменении величины переходной зоны от охлажденного металла к разогретому обеспечивается равномерное формирование толщины стенки при радиальном обжатии обечайки за счет формирования в переходной зоне переменного поля значений предела текучести.
Предпочтительно проводят дифференцированное ступенчатое охлаждение части поверхности заготовки со сварным соединением путем ее погружения в жидкую охлаждающую среду до величины наружного диаметра овала по большей оси, составляющей не менее 40%, выдерживают в охладителе до температуры не ниже 550°С. Затем заготовку ступенчато извлекают из охладителя на высоту от одной до пяти толщин стенки заготовки с выдержкой после каждого извлечения.
Поперечный обжим заготовки с предварительным формированием ответвления без нарушения сплошности поверхности заготовки позволяет получить увеличенную высоту ответвления тройника с меньшими усилиями штамповки без разрывов при окончательной отбортовке.
Выполнение окончательного поперечного обжима заготовки с одновременной отбортовкой ответвления с помощью пуансона позволяет получить тройник с требуемыми геометрическими параметрами.
Способ изготовления тройников реализуют следующим образом. Из листового металла вырезают заготовку прямоугольной формы, изготавливают цилиндрическую обечайку путем гибки заготовки, нагретой до температуры не ниже 700°С, и выполняют продольное сварное соединение. Нагревают цилиндрическую заготовку до температуры 500÷750°С, выполняют овализацию цилиндрической заготовки путем сплющивания ее, например между двумя плитами, что позволяет исключить дефекты при последующих деформациях заготовки и обеспечить получение требуемой геометрии тройника.
Затем нагревают цилиндрическую заготовку до температуры 900÷1000°С, осуществляют дифференцированное ступенчатое охлаждение части поверхности заготовки со сварным соединением, в частности путем ее погружения в жидкую охлаждающую среду до величины наружного диаметра овала по большей оси, составляющей не менее 40%. Выдерживают заготовку в охладителе до температуры не ниже 550°С и затем ступенчато извлекают ее из охладителя на высоту от одной до пяти толщин стенки заготовки с выдержкой после каждого извлечения, причем заготовку извлекают из охладителя не менее трех раз. При этом обеспечивается равномерное формирование толщины стенки магистрали изготавливаемого тройника.
После этого осуществляют поперечный обжим заготовки с предварительным формированием ответвления без нарушения сплошности поверхности заготовки, выполняют отверстие в предварительно сформированном ответвлении, повторно нагревают заготовку до температуры 900÷1000°С и выполняют окончательный поперечный обжим заготовки (калибровку магистрали тройника) с одновременной отбортовкой ответвления пуансоном.
В процессе изготовления тройника обеспечивается максимальная высота ответвления тройника и формируется равномерная толщины стенки магистрали тройника.
Способ изготовления тройников был опробован при изготовлении неравнопроходного тройника штампосварного 812,8×406,4-74 с дифференцированным ступенчатым охлаждением. Из листа с толщиной стенки 74 мм вырезали заготовку прямоугольной формы, нагрели до температуры не ниже 700°С, произвели гибку, в частности на вальцах с получением обечайки диаметром 898 мм и длиной 920 мм, на сварочном комплексе выполнили продольное сварное соединение.
Изготовленной обечайке придали овальную форму, например на прессе, до величины наружного диаметра овала по малой оси 822 мм. Затем нагрели заготовку в печи до температуры 960°С и выполнили дифференцированное ступенчатое охлаждение части поверхности заготовки со сварным соединением путем ее погружения в жидкую охлаждающую среду, например, в бак с водой на максимальную глубину 680 мм на 10÷15 сек, затем подняли заготовку на 200 мм и выдержали в воде еще 10÷15 сек, далее подняли заготовку на 200 мм и выдержали в воде 10÷15 сек.
После охлаждения транспортировали заготовку к прессу для размещения в разъемном штампе. Осуществили поперечный обжим заготовки с предварительным формированием ответвления высотой 60 мм без нарушения сплошности поверхности заготовки, в котором выполнили вырезку отверстия размером 213×193 мм после полного остывания заготовки. Осуществили повторный нагрев заготовки в печи до температуры 960°С и выдержку при этой температуре в течение 10 минут. Затем заготовку установили в разъемный штамп и осуществили отбортовку ответвления посредством пуансона, в частности диаметром 350 мм, закрепленным на штоке.
Предлагаемым способом был получен тройник 812,8×406,4 мм с высотой ответвления 90 мм и равномерной толщиной стенки S1=40-5 мм по всему периметру ответвления тройника. Полученный тройник соответствовал требуемому качеству, имел максимальную высоту ответвления и равномерную толщину стенки магистрали тройника.
Использование изобретения обеспечивает в процессе изготовления тройника получение максимальной высоты ответвления тройника и формирование равномерной толщины стенки магистрали тройника.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2333064C2 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| СПОСОБ БЕЗМАТРИЧНОЙ ГОРЯЧЕЙ ШТАМПОВКИ НЕФТЕ-ГАЗО-ВОДОПРОВОДНЫХ СТАЛЬНЫХ ТРОЙНИКОВ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2410180C1 |
| Пуансон для отбортовки ответвления в стенке трубной заготовки (варианты) | 2016 |
|
RU2632309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2012 |
|
RU2510679C1 |
| Способ изготовления тройниковиз ТРубНыХ зАгОТОВОК | 1978 |
|
SU795610A1 |
| СПОСОБ ТРАФАРЕТНОГО НАГРЕВА В ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКЕ НЕФТЕ-ГАЗО-ТЕПЛО-ВОДОПРОВОДНЫХ СТАЛЬНЫХ ТРОЙНИКОВ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2481168C1 |
Изобретение относится к изготовлению тройников трубопроводов. Осуществляют нагрев листовой заготовки прямоугольной формы до температуры не ниже 700°С, формирование цилиндрической обечайки путем гибки заготовки, выполнение продольного сварного соединения, нагрев цилиндрической заготовки до температуры 500÷750°С, овализацию цилиндрической заготовки и ее нагрев до температуры 900÷1000°С. Затем осуществляют дифференцированное ступенчатое охлаждение части поверхности заготовки со сварным соединением, поперечный обжим заготовки с предварительным формированием ответвления без нарушения сплошности поверхности заготовки. Осуществляют выполнение отверстия в предварительно сформированном ответвлении, повторный нагрев заготовки до температуры 900÷1000°С и окончательный поперечный обжим заготовки с одновременной отбортовкой ответвления пуансоном. В результате повышается качество тройников. 2 з.п. ф-лы, 4 ил.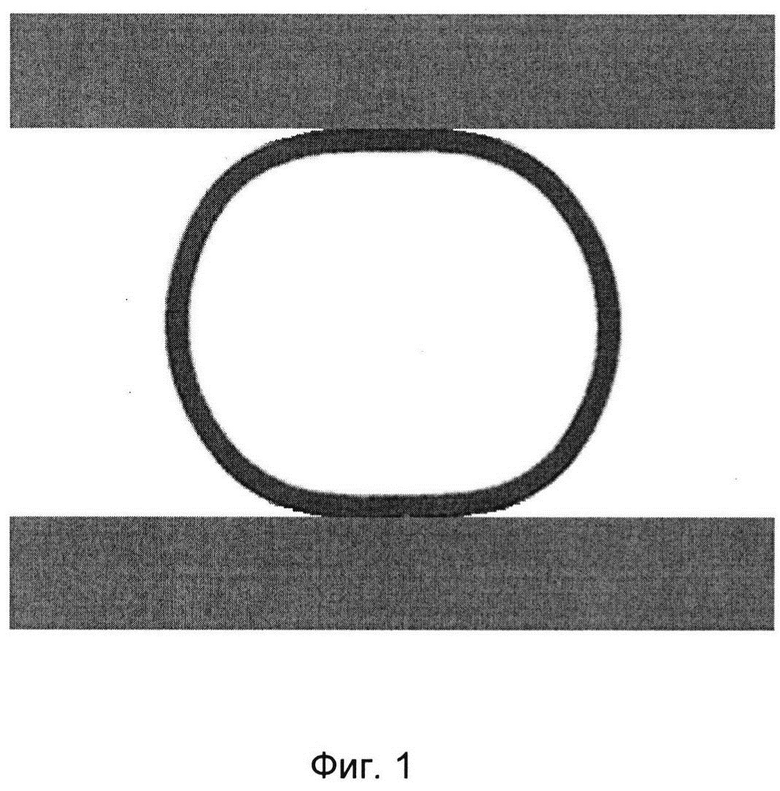
1. Способ изготовления тройников из листовой заготовки прямоугольной формы, включающий нагрев листовой заготовки до температуры не ниже 700°С, формирование цилиндрической обечайки путем гибки заготовки, выполнение продольного сварного соединения, нагрев цилиндрической заготовки до температуры 500÷750°С, овализацию цилиндрической заготовки и ее нагрев до температуры 900÷1000°С, дифференцированное ступенчатое охлаждение части поверхности заготовки со сварным соединением, поперечный обжим заготовки с предварительным формированием ответвления без нарушения сплошности поверхности заготовки, выполнение отверстия в предварительно сформированном ответвлении, повторный нагрев заготовки до температуры 900÷1000°С, окончательный поперечный обжим заготовки с одновременной отбортовкой ответвления пуансоном.
2. Способ по п. 1, отличающийся тем, что дифференцированное ступенчатое охлаждение части поверхности заготовки со сварным соединением осуществляют путем ее погружения в жидкую охлаждающую среду до величины наружного диаметра овала по большей оси, составляющей не менее 40%, выдерживают в охладителе до температуры не ниже 550°С и затем ступенчато извлекают заготовку из охладителя на высоту от одной до пяти толщин стенки заготовки с выдержкой после каждого извлечения.
3. Способ по п. 1 или 2, отличающийся тем, что заготовку ступенчато охлаждают путем извлечения из охладителя не менее трех раз.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| US 6202460 B1, 20.03.2001. | |||

