Изобретение относится к вакуумно-плазменной обработке поверхности и обработке металлов давлением и может быть использовано в авиадвигателестроении с целью повышения ресурса деталей газотурбинных двигателей (ГТД), а также для нанесения вакуумно-плазменных покрытий на ультрамелкозернистые (УМЗ) материалы с целью повышения адгезионной прочности покрытия к подложке, что влияет на увеличение сопротивления абразивному износу и повышает ресурс изделия.
В последнее время ультрамелкозернистые материалы все чаще начинают использоваться в машиностроении, в частности в двигателестроении. Важным объектом в этом направлении являются лопатки газотурбинных двигателей. Совершенствование процесса упрочнения лопаток может быть связано с повышением уровня механических свойств основного материала за счет формирования УМЗ структуры. Этот подход, основанный на измельчении микроструктуры до наноразмеров (порядка 100 нм) в объемных образцах или заготовках, используя методы интенсивной пластической деформации (ИПД), получил особое развитие применительно к титану и его сплавам. УМЗ металлы и сплавы, полученные методами ИПД, имеют, как правило, размер зерен в интервале 100…500 нм.
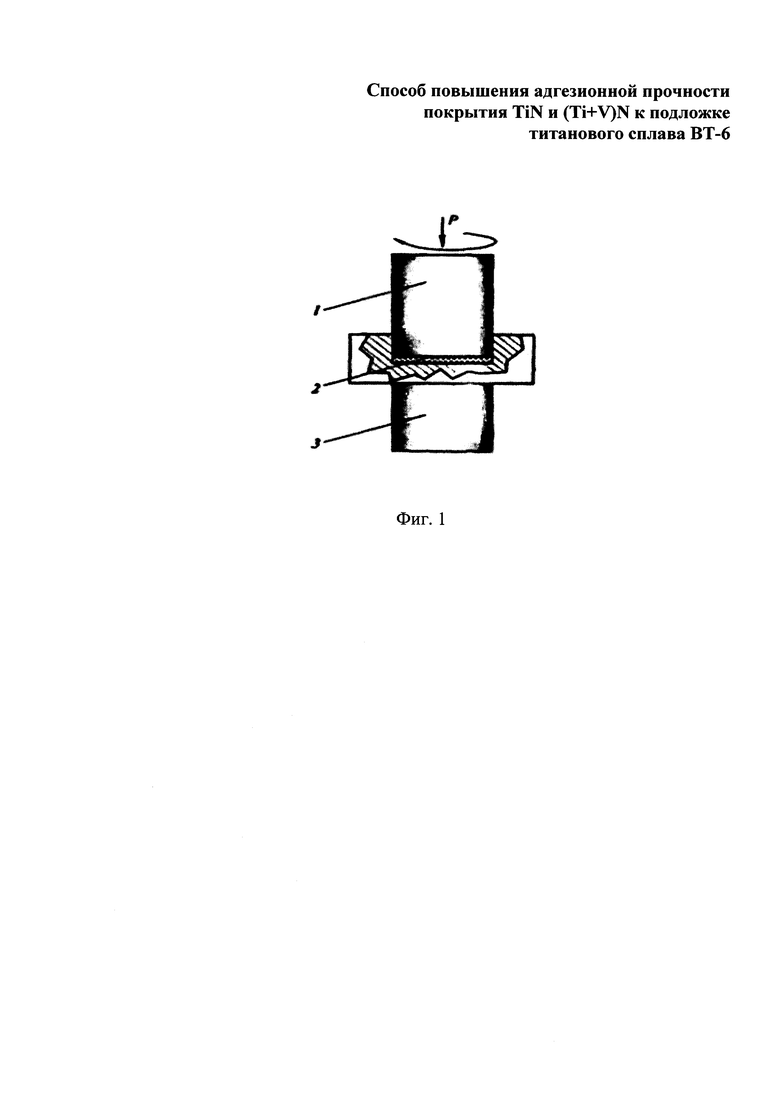
Среди различных методов ИПД в последнее десятилетие особое внимание привлекает интенсивная пластическая деформация кручением или кручение под высоким давлением (КВД) [1]. Это метод, осуществляемый в специальном устройстве - наковальне Бриджмена (Фиг. 1), широко используется для получения ультрамелкозернистых и наноструктурных материалов в заготовках в форме дисков. Основная деформация при методе КВД осуществляется за счет кручения образца в наковальне Бриджмена с применением сжимающего давления двух бойков. Прилагаемое соосно давление, достигающее обычно несколько ГПа, играет двоякую роль. Во-первых, оно создает в образце квазигидростатическое сжатие, препятствующее разрушению образца. Во-вторых, оно увеличивает силу трения между бойками и образцом. Благодаря большой силе трения, крутящий момент от подвижного нижнего бойка передается образцу, и он деформируется кручением.
В то же время для увеличения ресурса лопаток ГТД используются различные защитные покрытия, наносимые на поверхность изделий. Ионно-имплантационная и вакуумно-плазменная обработка являются перспективными методами повышения ресурса и надежности лопаток компрессора ГТД из титановых сплавов. Одной из важнейших характеристик покрытий, наносимых на поверхность изделий, является их прочность и сцепление с подложкой [2].
Сочетание УМЗ структуры и защитного покрытия в изготовлении деталей может увеличить ресурс и соответственно эксплуатационную надежность ГТД.
Известен способ /Патент РФ 2146724 С1, С23С 14/06, 14/35, опубл. 23.03.2000/ нанесения покрытий на изделия с использованием электродугового распыления катодной мишени и осаждения получаемого потока на изделия в атмосфере реакционноспособного газа [3].
К преимуществам электродугового распыления следует отнести сравнительно небольшие эксплуатационные затраты при высокой производительности, а также отсутствие сильного нагрева подложки, что может быть важно для материалов с нано- и ультрамелкозернистой структурой. Недостатком известного способа является низкая адгезионно-когезионная прочность покрытия.
В основу предлагаемого изобретения поставлена задача увеличить адгезию покрытий TiN и (Ti+V)N на изделиях из титанового сплава ВТ-6, не изменяя при этом процесса вакуумно-плазменного напыления.
Техническим результатом предлагаемого изобретения является повышение адгезионной прочности покрытия TiN или (Ti+V)N на подложке титанового сплава ВТ-6.
Технический результат достигается за счет того, что перед напылением покрытия сплав ВТ-6 подвергают интенсивной пластической деформации, включающей осадку на бойках Бриджмена с приложением сжимающего удельного давления 3-6 ГПа и последующее кручение с получением деформации сдвига путем вращения подвижного бойка относительно своей оси со скоростью 0,2-1 об/мин. Предварительная интенсивная пластическая деформация приводит к измельчению зеренной структуры материала подложки, что позволяет создать связующую границу и сжимающие напряжения между подложкой и покрытием.
Способ осуществляют следующим образом.
Заготовку материала подложки 1 помещают между подвижным 2 и неподвижным 3 бойками Бриджмена (Фиг. 1). Бойки сжимают с удельным усилием 3-6 ГПа, после чего подвижный боек 2 начинают вращать относительно своей оси со скоростью 0,2-1 об/мин. При этом силы поверхностного трения заставляют материал подложки деформироваться сдвигом, обеспечивая тем самым измельчение структуры. После чего, полученный материал подложки в виде диска помещают в установку для напыления покрытий. Нанесение покрытий производят в вакууме электродуговым распылением катода, то есть поток металлической фазы смешивается с инертным газом и осаждается на подложке.
Заявленное изобретение было апробировано в лабораторных условиях. В результате экспериментов было подтверждено достижение указанного технического результата: повышение адгезионной прочности покрытия TiN и (Ti+V)N на подложке из титанового сплава ВТ-6.
Пример конкретного выполнения.
Из горячекатаного прутка титанового сплава ВТ-6 диаметром 20 мм на электроискровой установке были вырезаны заготовки подложки в виде диска толщиной 2 мм. Часть заготовок подложки подвергалась интенсивной пластической деформации кручением под высоким давлением. Для этого заготовка подложки помещалась в пресс для кручения под давлением между бойками в канавку, затем подвижный и неподвижный бойки сжимались с удельным усилием 6 ГПа. Подвижный боек начинали вращать при комнатной температуре со скоростью 0,2 об/мин - 10 оборотов.
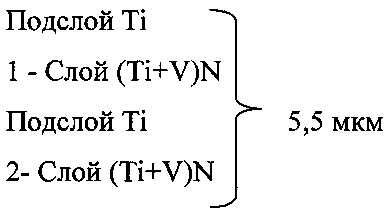
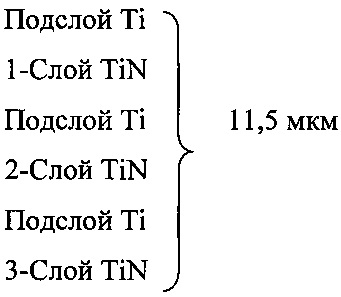
Каждую подложку полировали на алмазных пастах для получения зеркальной поверхности. Далее полированные подложки загружали в установку для напыления вакуумно-плазменных покрытий. Вакуумно-плазменные покрытия (Ti+V)N и TiN напыляли на подложку одновременно с двух электродуговых испарителей, используя установку ВАТТ-900 3Д. Было нанесено двухслойное покрытие (Ti+V)N и трехслойное TiN (Фиг. 3). Структуру покрытий формировали путем чередования времени нанесения каждого слоя и количества напыляемого материала с каждого из катодов.
Архитектура покрытия (Ti+V)N состояла из двух функциональных слоев и двух подслоев:
Архитектура покрытия TiN состояла из трех функциональных слоев и трех подслоев:
Для определения слоистости и толщины слоев покрытий использовали прибор «Calotest» фирмы CSEM Instruments. Принцип действия прибора заключается в истирании поверхности образца стальным шариком, вращающимся с постоянной скоростью, до образования микрошлифа, имеющего форму лунки. При увеличении диаметра шарика увеличивается площадь его контакта с поверхностью образца, что в совокупности с истирающей нагрузкой приводит к увеличению диаметра лунки.
Определение прочности покрытий на сплаве в КЗ (крупнозернистом) и УМЗ состояниях были исследованы по методике царапания на приборе Scratch Tester (CSM Instruments) [4].
Испытания проводили алмазным индентором с радиусом 0,02 мм и углом конусности 120°.
Стоит отметить, что при царапании индентором с радиусом 0,2 мм адгезионного разрушения покрытий не наблюдалось.
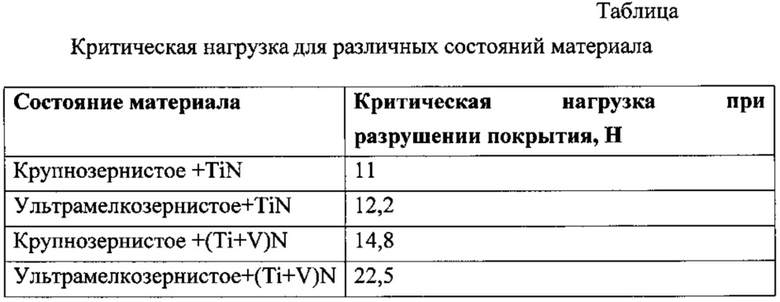
Скол покрытия и/или его расслоение регистрировали и записывали с использованием акустической эмиссии. Были определены нагрузки, при которых появлялась первая трещина на покрытии, отслоение покрытия вдоль царапины и критическая нагрузка, при которой покрытие было полностью отслоено от подложки определялась путем изучения трека царапины. Испытания проводили по 3 раза на каждом образце с покрытием, чтобы получить достоверные результаты.
На Фиг. 1 приведена принципиальная схема обработки материала способом ИПД кручением.
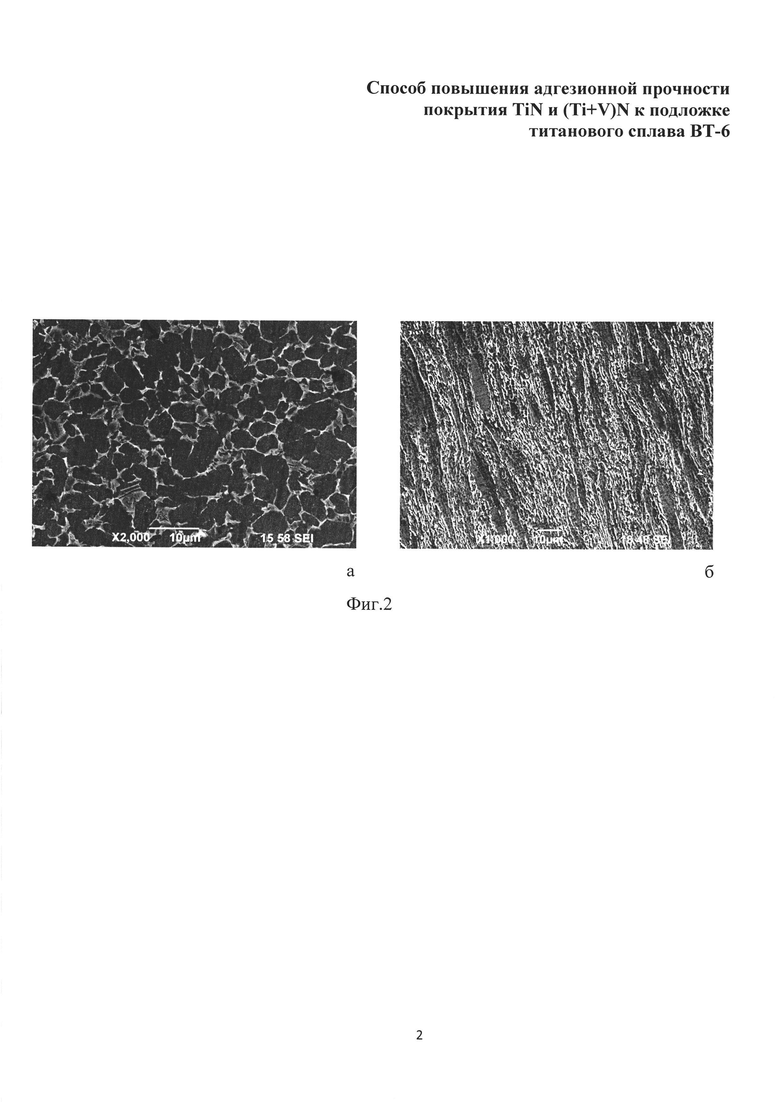
На Фиг. 2 приведены изображения структуры сплава Ti-6Al-4V в КЗ(а) и УМЗ(б) состояниях, полученные на растровом электронном микроскопе.
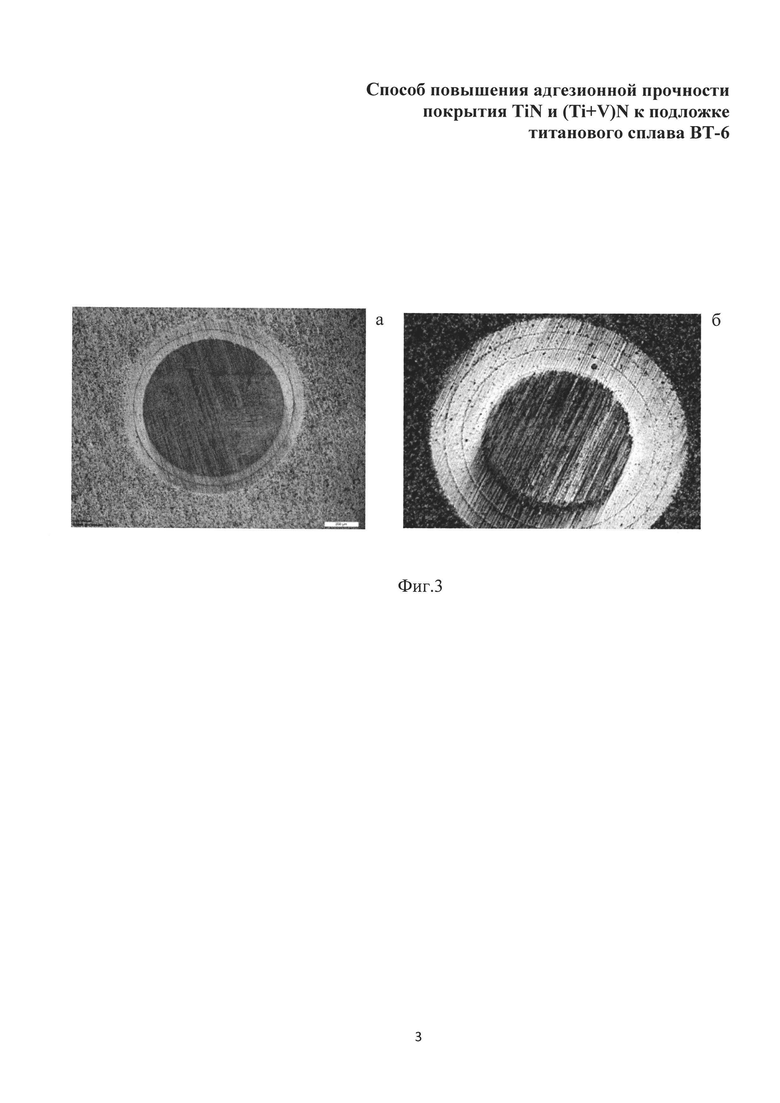
На Фиг. 3 показаны изображения УМЗ сплава с покрытием (Ti+V)N в оптическом микроскопе на круглом шлифе (а) и УМЗ сплава с покрытием TiN.
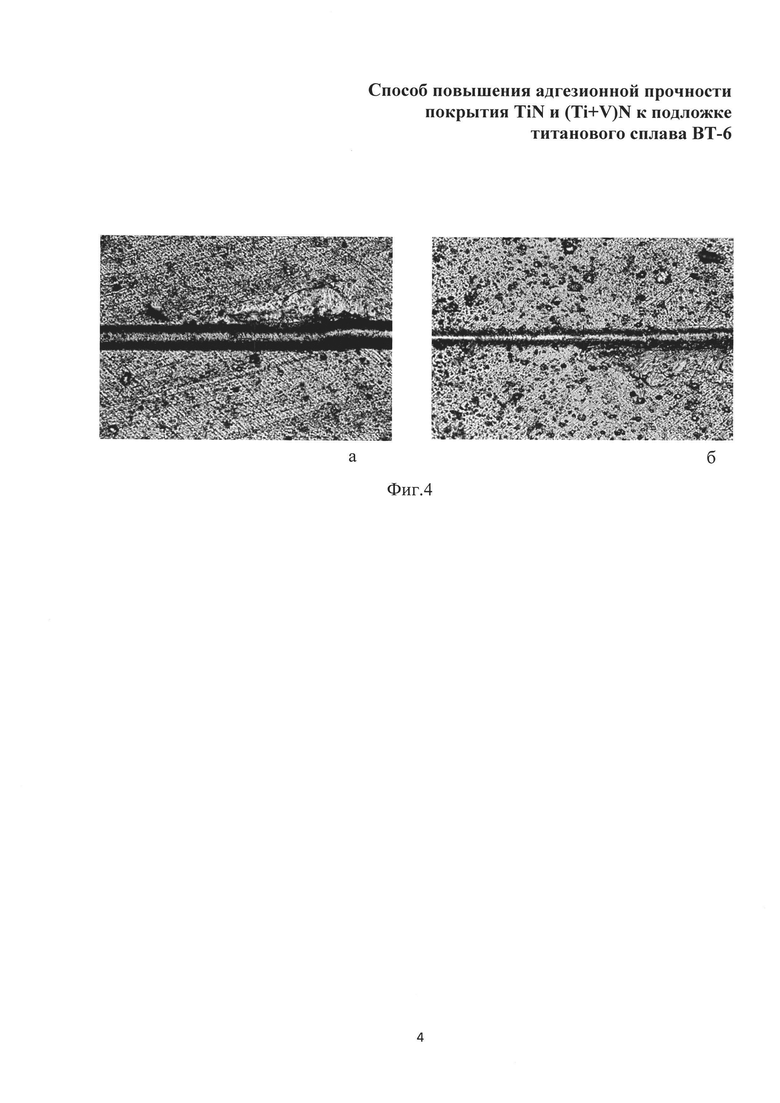
На Фиг. 4 приведены изображения характерной царапины места и место начала разрушения покрытия (Ti+V)N на образцах из КЗ(а) и УМЗ(б) титанового сплава ВТ-6.
Таким образом, предложенное изобретение позволяет получить заготовки с УМЗ структурой, что позволяет повысить его микротвердость и прочность с нанесенным защитным вакуумно-плазменным покрытием, у которого высокая адгезионная прочность более однородную микроструктуру материала по всей площади заготовки и существенно повысить его микротвердость, прочность и пластичность.
Таким образом, предложенное изобретение позволяет получить изделие с защитным покрытием (Ti+V)N и TiN с повышенной адгезионной прочностью, при этом подложка из титанового сплава ВТ-6 имеет ультрамелкозернистую структуру, что также может приводить к повышению прочности материала подложки и изделия в целом.
Изобретение может быть применено для создания нового поколения функциональных и конструкционных материалов. Создание однородной ультрамелкозернистой структуры в металлах и сплавах открывает путь для получения необычных свойств, весьма привлекательных для инновационных применений в области энергетики, работе при низких температурах, использовании в аэрокосмических установках, спорте и биомедицине. Наряду с защитными покрытиями с высокой адгезионной прочностью, такие детали могут быть использованы для изготовления лопаток газотурбинных двигателей. Повышенная прочность и износостойкость ультрамелкозернистых металлов с вакуумно-плазменным защитным покрытием при сохранении достаточной пластичности дает возможность увеличить надежность и долговечность механизмов и конструкций.
Список использованной литературы
1. Р.З. Валиев, Александров И.В. Объемные наноструктурные металлические материалы. Получение, структура и свойства. - М.: Академкнига, 2007. - 398 с.
2. Абраимов Н.В., Елисеев Ю.С., Крымов В.В. Химико-термическая обработка и защитные покрытия в авиадвигателестроении // М., Высшая школа, 1999, 526 с.
3. Патент РФ 2146724 С1, С23С 14/06, 14/35, опубл. 23.03.2000 (прототип).
4. Селиванов К.С., Смыслов А.М., Петухов А.Н. Исследования свойств вакуумно-плазменных покрытий методом склерометрирования на установке CSM Scratch test // Мавлютовские чтения, 21-24 марта 2011, т. 5, с. 152-159.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовки из титанового сплава для деталей газотурбинного двигателя | 2015 |
|
RU2635989C2 |
| СПОСОБ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ КРУЧЕНИЕМ ПОД ВЫСОКИМ ДАВЛЕНИЕМ ПРИ СТУПЕНЧАТОМ НАГРЕВЕ ЗАГОТОВОК | 2014 |
|
RU2586188C1 |
| СПОСОБ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ КРУЧЕНИЕМ ПОД ВЫСОКИМ ЦИКЛИЧЕСКИМ ДАВЛЕНИЕМ | 2013 |
|
RU2547984C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2021 |
|
RU2769799C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2013 |
|
RU2529604C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИОННО-ПЛАЗМЕННОГО ВАКУУМНОГО-ДУГОВОГО КЕРАМИКОМЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ TiN-Cu ДЛЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА РАСШИРЕННОЙ ОБЛАСТИ ПРИМЕНЕНИЯ | 2014 |
|
RU2573845C1 |
| Способ получения ионно-плазменного вакуумно-дугового керамикометаллического покрытия TiN-Ni для твердосплавного режущего инструмента расширенной области применения | 2015 |
|
RU2613837C1 |
| УЛЬТРАМЕЛКОЗЕРНИСТЫЙ ДВУХФАЗНЫЙ АЛЬФА-БЕТА ТИТАНОВЫЙ СПЛАВ С ПОВЫШЕННЫМ УРОВНЕМ МЕХАНИЧЕСКИХ СВОЙСТВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2490356C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ОСНОВЕ СЛОЖНЫХ НИТРИДОВ | 2010 |
|
RU2429311C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ ЗАГОТОВОК | 2005 |
|
RU2285737C1 |
Изобретение относится к способу нанесения защитного покрытия из слоев TiN и (Ti+V)N на подложку из титанового сплава ВТ-6. Осуществляют одновременное напыление слоев TiN и (Ti+V)N на подложку из титанового сплава ВТ-6 с помощью двух электродуговых испарителей с чередованием времени нанесения каждого слоя и количества напыляемого материала с каждого из катодов электродуговых испарителей в атмосфере инертного газа. При этом упомянутую подложку предварительно подвергают пластической деформации путем ее осадки на бойках Бриджмена с приложением сжимающего удельного давления 3-6 ГПа и последующего кручения с получением деформации сдвига при вращении подвижного бойка Бриджмена относительно своей оси со скоростью 0,2-1 об/мин. Изобретение позволяет повысить адгезионную прочность покрытия TiN и (Ti+V)N на подложке из титанового сплава ВТ-6. 4 ил., 1 табл., 1 пр.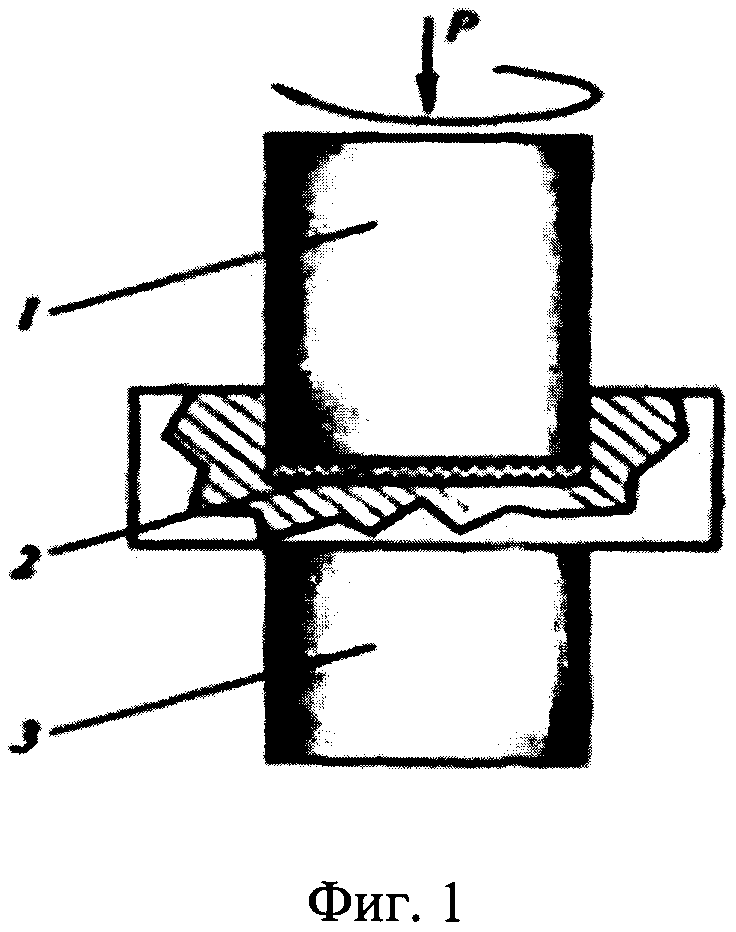
Способ нанесения защитного покрытия из слоев TiN и (Ti+V)N на подложку из титанового сплава ВТ-6, характеризующийся тем, что слои TiN и (Ti+V)N одновременно напыляют на подложку из титанового сплава ВТ-6 с помощью двух электродуговых испарителей с чередованием времени нанесения каждого слоя и количества напыляемого материала с каждого из катодов электродуговых испарителей в атмосфере инертного газа, при этом упомянутую подложку предварительно подвергают пластической деформации путем ее осадки на бойках Бриджмена с приложением сжимающего удельного давления 3-6 ГПа и последующего кручения с получением деформации сдвига при вращении подвижного бойка Бриджмена относительно своей оси со скоростью 0,2-1 об/мин.
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ | 1998 |
|
RU2146724C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2013 |
|
RU2529604C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ЗАГОТОВКИ С ОБЕСПЕЧЕНИЕМ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2382687C1 |
| Способ повышения теплостойкости полиамидов | 1948 |
|
SU75866A1 |
| KR 20020075183 А, 04.10.2002. | |||

