(Л
ю
СГ)
оtsD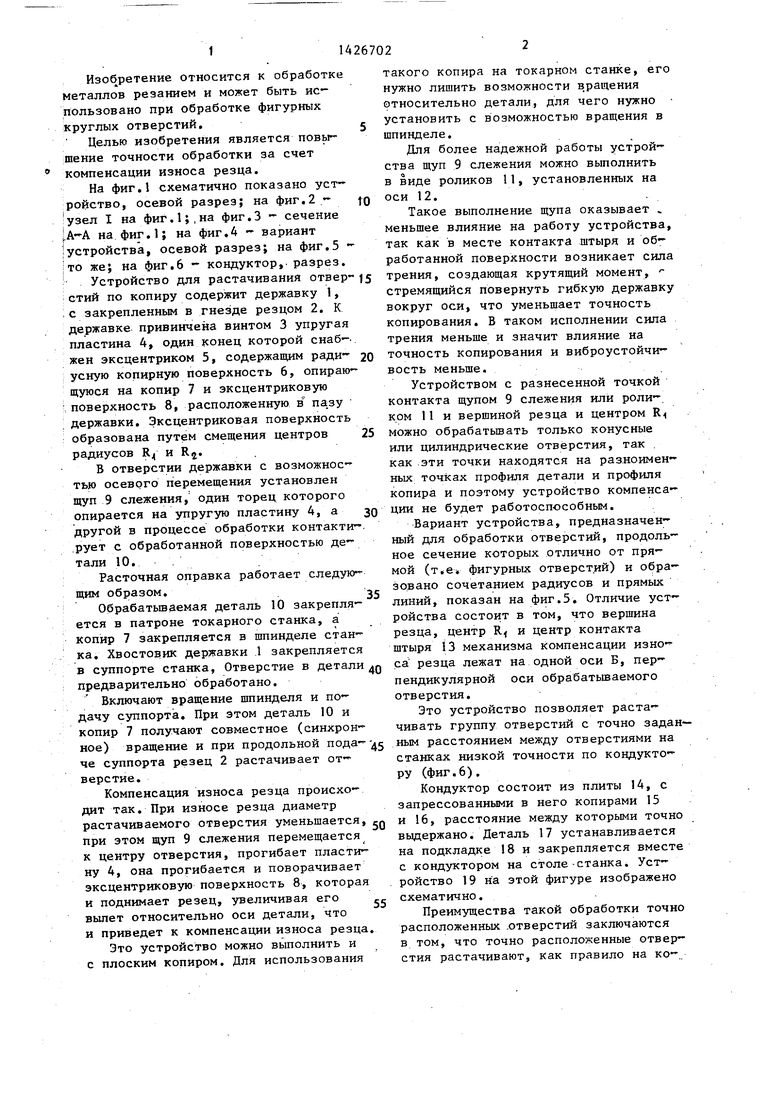

| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1981 |
|
SU1009625A1 |
| Устройство для растачивания сферических отверстий | 1989 |
|
SU1710194A1 |
| Устройство для расточки | 1981 |
|
SU1000159A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| УСТРОЙСТВО ПРЕЦИЗИОННОГО ПЕРЕМЕЩЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2024 |
|
RU2835217C1 |
| Устройство для расточки | 1986 |
|
SU1366298A1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| Расточная головка | 1985 |
|
SU1328076A1 |
| Гидрокопировальный привод | 1979 |
|
SU831539A1 |
Изобретение относится к обработке металлов резанием и может быть использовано при обработке фигурных круглых отверстий. Целью изобретения является повышение точности обработки за счет компенсации износа резца. К державке 1 с резцом 2с внутренней стороны прикреплена упругая пластина 4 с эксцентричной поверхностью, овзаи модействующей с державкой. Б радиаль ном отверстии державки установлен щуп 9, взаимодействующий с поверхностью отверстия заготовки и с упругой пластиной 4. При износе резца щуп 9 опускается и нажимает на пластину 4, прог гибая ее, при этом часть пластины с эксцентричной поверхностью поворачи- вается и сообщает радиальное переме - державке 1 с резцом 2. 6 ил.
Vuz.J
Изобретение относится к обработке металлов резанием и может быть использовано при обработке фигурных круглых отверстий.5
Целью изобретения является повьг- шение точности обработки за счет компенсации износа резца.
На фиг,1 схематично показано устройство, осевой разрез; на фиг.2 - Q узел I на фиг.1;,на фиг.З - сечение J.A-A на фиг. 1; на фиг.4 вариант устройства, осевой разрез; на фиг.З - jто же; на фиг.6 - кондуктор, разрез. Устройство для растачивания отвер - |5 стий по копиру содержит державку 1, с закрепленным в гнезде резцом 2. К державке привинчена винтом 3 упругая пластина 4, один конец которой снаб-. жен эксцентриком 5, содержащим ради- 20 усную копирную поверхность 6, опирающуюся на копир 7 и эксцентриковую поверхность 8, расположенную в па.зу державки. Эксцентриковая поверхность образована путем смещения центров 25 радиусов Кд и RJ.
В отверстии державки с возможностью осевого перемещения установлен Щуп 9 слежения, один торец которого опирается на упругую пластину 4, а зо другой в процессе обработки контакти-. рует с обработанной поверхностью детали 10.
Расточная оправка работает следующим образом.25
Обрабатьшаемая деталь 10 закрепляется в патроне токарного станка, а копир 7 закрепляется в птинделе станка. Хвостовик державки 1 закрепляется в суппорте станка, Отверстие в детали Q : предварительно обработано.
Включают вращение шпинделя и подачу суппорта. При этом деталь 10 и копир 7 получают совместное (синхронное) вращение и при продольной пода-- че суппорта резец 2 растачивает отверстие.
Компенсация износа резца происходит так. При износе резца диаметр растачиваемого отверстия уменьшается, -о при этом щуп 9 слежения перемещается к центру отверстия, прогибает пластину 4, она прогибается и поворачивает эксцентриковую поверхность 8, которая и поднимает резец, увеличивая его вылет относительно оси детали, что и приведет к компенсации износа резца.
Это устройство можно выполнить и с плоским копиром. Для использования
55
о
5
такого копира на токарном станке, его нужно лишить возможности в ращения относительно детали, для чего нужно установить с возможностью вращения в шпинделе.
Для более надежной работы устройства щуп 9 слежения можно выполнить в виде роликов 11, установленных на оси 12.
Такое выполнение щупа оказывает . меньшее влияние на работу устройства, так как в месте контакта штыря и обработанной поверхности возникает сила трения, создающая крутящий момент, стремящийся повернуть гибкую державку вокруг оси, что уменьшает точность копирования. В таком исполнении сила трения меньше и значит влияние на точность копирования и виброустойчи- вость меньше.
Устройством с разнесенной точкой контакта щупом 9 слежения или роликом 11 и вершиной резца и центром R можно обрабатьтать только конусные или цилиндрические отверстия, так . как .эти точки находятся на разноименных точках профиля детали и профиля копира и поэтому устройство компенсации не будет работоспособным.
Вариант устройства, предназначенный для обработки отверстий, продольное сечение которых отлично от прямой (т.е фигурных отверстий) и образовано сочетанием радиусов и прямых линий, показан на фиг.З. Отличие устройства состоит в том, что вершина резца, центр R и центр контакта штыря 3 механизма компенсации износа резца лежат на одной оси Б, перпендикулярной оси обрабатьшаемого отверстия.
Это устройство позволяет растачивать группу отверстий с точно заданным расстоянием между отверстиями на станках низкой точности по кондуктору (фиг.6).
Кондуктор состоит из плиты 14, с запрессованными в него копирами 13 и 16, расстояние между которыми точно выдержано. Деталь 17 устанавливается на подкладке 18 и закрепляется вместе с кондуктором на столе-станка. Устройство 19 на этой фигуре изображено схематично.
Преимущества такой обработки точно расположенных .отверстий заключаются в том, что точно расположенные отверстия растачивают, как правило на ко-
ординатно-расточных станках резцами, у которых из-за сил резания появляется прогиб и пшинделя и отверг- стия получаются конусными, а для. устранения конусности уменьшают глубину резания, что увеличивает машинное время.
В предлагаемом варианте применения устройства прогиба резца и шпинделя нет, так как силы резания воспринимаются копиром или стенками растачиваемого отверстия.
Формула изобретения
Устройство для растачивания отверстий, содержащее гибкую державку с
фие.2
.
5
резцом и копир, предназначенный для взаимодействия с державкой, о т л и - чающеейя тем, что, с целью повышения точности обработки, устройство снабжено упругой пластиной, крепленной одним концом с внутренней стороны гибкой державки а другим размещенной между копиром и держав - кой с возможностью одновременного взаимодействия с ними, при этом часть пластины, взаимодействующая с , державкой, выполнена с эксцентричной радиусной поверхностью, а в державке вьтолнено отверстие для размещения введенного в устройство щупа, предназначенного для взаимодействия одним концом с заготовкой, а другим - с упругой пластиной.
А-А
(Рие.З
fpue.
fJJue.S
| РАСТОЧНАЯ ОПРАВКА | 0 |
|
SU243376A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
