Область техники, к которой относится изобретение
Данное изобретение относится к способу получения листа из неориентированной электротехнической стали и, более конкретно, к способу получения листа из неориентированной электротехнической стали с превосходной плотностью магнитного потока в направлении прокатки стального листа.
Уровень техники
В последнее время в связи с тенденцией к снижению энергопотребления, в том числе потребления электроэнергии, резко возросла необходимость в уменьшении габаритов электрооборудования и повышении его эффективности. В результате даже для листовой неориентированной электротехнической стали, широко применяемой в электрическом оборудовании в качестве материала сердечников или для других подобных целей, становится насущным вопрос улучшения магнитных свойств или достижения более высокой плотности магнитного потока и более низких потерь в железе с целью уменьшения габаритов и обеспечения высокой производительности электрического оборудования.
В связи с такими требованиями к листу из неориентированной электротехнической стали к настоящему времени были предприняты попытки увеличения плотности магнитного потока посредством подбора предназначаемых для добавления соответствующих легирующих элементов и, кроме того, увеличения размера кристаллического зерна перед холодной прокаткой или оптимизацией обжатия при холодной прокатке, при этом делались попытки снижения потерь в железе посредством добавления элементов, позволяющих увеличить электрическое сопротивление или уменьшить толщину листа. В приводных двигателях для гибридных автомобилей и других устройствах для улучшения отдачи применяется сегментированный сердечник. Сегментированный сердечник образуется разделением сердечника на несколько частей вместо штамповки сердечника, как обычно, из сырого стального листа в виде единой части, при этом вырубание этих частей выполняется таким образом, чтобы продольное направление зубцов в каждой части совпадало с направлением прокатки стального листа, с последующей сборкой вырубленных частей в сердечник. В сегментированном сердечнике продольное направление зубцов, концентрирующих магнитный поток, соответствует направлению прокатки листа из электротехнической стали, таким образом, свойства листовой электротехнической стали в направлении прокатки являются очень важными для достижения улучшения свойств двигателя.
В качестве материала, увеличивающего плотность магнитного потока в направлении прокатки, упоминается лист из текстурованной электротехнической стали, обладающий ориентацией Госса в направлении прокатки. Однако текстурованная электротехническая листовая сталь производится с использованием процесса вторичной рекристаллизации, вследствие чего стоимость производства оказывается высокой и на практике в качестве сегментированного сердечника такой лист по существу не применяется. Поэтому рассматривается возможность использования в качестве оптимального материала для сегментированного сердечника дешевой неориентированной электротехнической стали при условии улучшения ее плотности магнитного потока в направлении прокатки листов.
В качестве отвечающей таким требованиям технологии патентный документ 1, например, раскрывает способ производства листа неориентированной электротехнической стали, включающий горячую прокатку стали, имеющей содержание C не более 0,002 масс.%, Si не менее 0,1 масс.%, но менее 0,8 масс.%, Al 0,3-2,0 масс.%, Mn 0,1-1,5 масс.% и Si+2Al-Mn не менее 2%, отжиг в горячей зоне для приведения среднего размера кристаллического зерна до величины не менее 300 мкм, выполнение однократной холодной прокатки с обжатием 85-95% для достижения конечной толщины листа и затем проведение окончательного отжига при 700-950°C в течение времени от 10 секунд до 1 минуты.
Помимо этого, патентный документ 2 раскрывает листовую неориентированную электротехническую сталь для сегментированного сердечника, имеющую толщину 0,15-0,3 мм и получаемую отжигом горячекатаного стального листа, имеющего содержание C не более 0,005 масс.%, Si 2-4 масс.% и Al более 1 масс.%, но не более 2 масс.%, однократной холодной прокаткой и, кроме того, рекристаллизационным отжигом для придания ей рекристаллизованной структуры со средним размером кристаллического зерна 40-200 мкм и магнитными свойствами, удовлетворяющими условиям зависимости плотности магнитного потока B50(C) в направлении 90° (C-направление) относительно направления прокатки (направление L), плотности магнитного потока B50(X) в направлении 45° (направление X) относительно направления прокатки (направление L) и толщины t (мм), выражаемым следующим уравнением:

Документы известного уровня техники
Патентные документы
Патентный документ 1: JP-A-2004-332042.
Патентный документ 2: JP-A-2008-127600.
Краткое изложение существа изобретения.
Проблемы, решаемые изобретением
Согласно способу патентного документа 1 может быть получен лист магнитный стали, обладающий превосходными магнитными свойствами в направлении прокатки и в вертикальном направлении, посредством контролирования размера кристаллического зерна после отжига в горячей зоне и обжатия при холодной прокатке. Однако этот способ сложен в осуществлении и дорог, поскольку он требует значительного уменьшения содержания в стали примесей и проведения отжига в горячей зоне в условиях повышенной температуры (например, 1000-1050°C) для получения размера кристаллического зерна перед холодной прокаткой не менее 300 мкм. Способ патентного документа 2 сложен в осуществлении и дорог, поскольку требует высокой температуры отжига в горячей зоне (более 900°C, например, 920-1100°C), а также имеется необходимость в добавлении повышенных количеств Al.
Данное изобретение сделано для устранения вышеупомянутых недостатков традиционных способов и должно предложить эффективный способ производства листа из неориентированной электротехнической стали, который может значительно увеличить плотность магнитного потока в направлении прокатки стального листа.
Пути решения проблемы
Для решения упомянутых выше задач авторы выполнили различные исследования. В результате было обнаружено, что магнитные свойства в направлении прокатки стального листа значительно улучшаются при нагревании холоднокатаного стального листа, содержащего некоторые подходящие или превышающие их количества С, и его прокатке до конечной толщины со скоростью более высокой, чем скорость возрастания температуры при традиционном окончательном отжиге, и тем самым было сделано данное изобретение.
Таким образом, это изобретение представляет собой способ производства листа из неориентированной электротехнической стали посредством подвергания стального сляба, содержащего 0,01-0,1 масс.% С, не более 4 масс.% Si, 0,05-3 масс.% Mn, не более 3 масс.% Al, не более 0,005 масс.% S, не более 0,005 масс.% N и остальное Fe и неизбежные примеси, горячей прокатке, холодной прокатке и окончательному отжигу, отличающийся тем, что окончательный отжиг проводится при таких условиях, что средняя скорость возрастания температуры в ходе нагревания составляет не менее 100°C/с, а температура выдержки находится в температурном диапазоне 750-1100°C.
Предпочтительно, чтобы стальной сляб, используемый в способе производства согласно изобретению, содержал, кроме того, по меньшей мере одно из Sn и Sb в количестве 0,005-0,1 масс.%, соответственно.
В способе производства согласно изобретению предпочтительно выполнение обезуглероживающего отжига после проведения окончательного отжига.
Эффект изобретения
Согласно данному изобретению могут быть получены листы из неориентированной электротехнической стали, обладающие превосходными магнитными свойствами в направлении прокатки стального листа. В связи с этим данное изобретение вносит значительный вклад в увеличение эффективности двигателя или трансформатора посредством использования стального листа в таких применениях, как сегментированный сердечник, магнитопровод трансформатора и т.п., для которых необходимы превосходные магнитные свойства в направлении прокатки.
Краткое описание чертежей
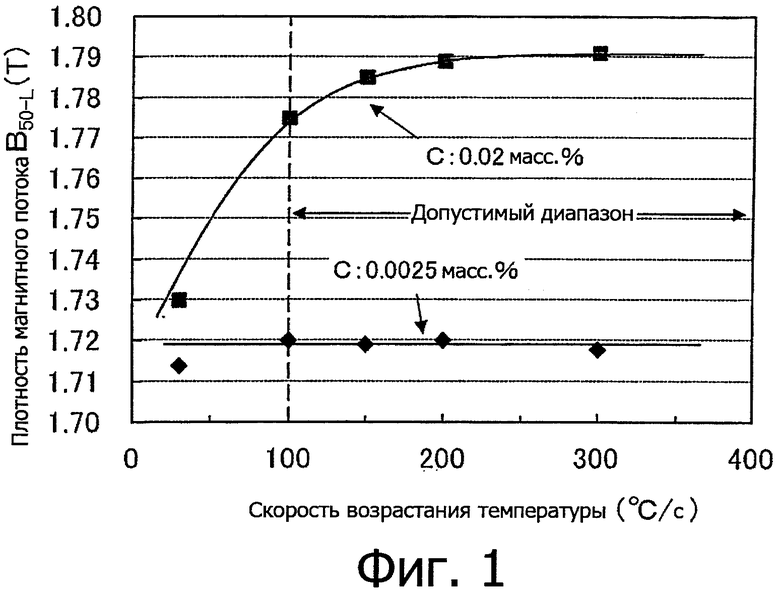
Фиг.1 является графиком, демонстрирующим влияние скорости повышения температуры при окончательном отжиге (горизонтальная ось: °C/с) на плотность магнитного потока B50-L в направлении прокатки (вертикальная ось: T).
Фиг.2 является графиком, демонстрирующим влияние содержания C (горизонтальная ось: масс.%) на плотность магнитного потока B50-L в направлении прокатки (вертикальная ось: T).
Осуществление изобретения
Прежде всего, изобретение будет описано в части выполненных при его создании экспериментов.
Для исследования влияния скорости возрастания температуры в ходе нагревания при окончательном отжиге на плотность магнитного потока в направлении прокатки стального листа был приготовлен лист из неориентированной электротехнической стали посредством нагревания стального сляба, содержащего 0,0025 масс.% или 0,02 масс.% С, и, кроме того, имеющего базовую композицию из 3,3 масс.% Si, 0,1 масс.% Mn, 0,001 масс.% Al, 0,0019 масс.% N и 0,0010 масс.% S, в течение 30 минут при 1100°С и его горячей прокаткой для получения горячекатаного листа толщиной 2,6 мм, подверганием в течение 30 секунд отжигу в горячей зоне при 1000°C, однократной холодной прокатке с получением холоднокатаного листа, имеющего конечную толщину 0,35 мм, нагреванием такого холоднокатаного листа в нагревательной печи прямого нагрева со скоростью возрастания температуры 30-300°C/с для проведения окончательного отжига в течение 10 секунд при 900°C и затем выполнением обезуглероживающего отжига в течение 10 секунд при 850°C в атмосфере с точкой росы при 30°C.
Из каждого из полученных таким образом листов из неориентированной электротехнической стали были вырезаны образцы для испытаний размерами 180 мм в направлении прокатки (L-направление) х 30 мм в вертикальном к направлению прокатки направлении (С-направление) и с помощью испытания магнитных свойств каждого листа была измерена плотность магнитного потока в L-направлении B50-L образца с получением результатов, показанных на фиг.1. Из фиг.1 видно, что плотность магнитного потока в направлении прокатки может быть увеличена при проведении окончательного отжига холоднокатаного листа, содержащего 0,02 масс.% C, нагреванием со скоростью не менее 100°C/с.
Для исследования влияния содержания C на плотность магнитного потока в направлении прокатки стального листа был приготовлен лист из неориентированной электротехнической стали посредством нагревания стального сляба, содержащего 0,005-0,5 масс.% C, 3,3 масс.% Si, 0,15 масс.% Mn, 0,001 масс.% Al, 0,0022 масс.% N и 0,0013 масс.% S, в течение 30 минут при 1100°C и его горячей прокаткой для получения горячекатаного листа толщиной 2,3 мм, подверганием отжигу в горячей зоне в течение 30 секунд при 1000°C и дальнейшей однократной холодной прокатке для получения холоднокатаного листа, имеющего конечную толщину 0,35 мм, нагреванием такого холоднокатаного листа в нагревательной печи прямого нагрева со скоростью возрастания температуры 20°C/с или 300°C/с для проведения окончательного отжига в течение 10 секунд при 950°C и выполнением после этого обезуглероживающего отжига в течение 30 секунд при 850°C в атмосфере с точкой росы при 30°C.
Из каждого из полученных таким образом листов из неориентированной электротехнической стали были вырезаны образцы для испытаний размерами 180 мм в направлении прокатки (L-направление) х 30 мм в вертикальном к направлению прокатки направлении (C-направление) и таким же способом, как и в предыдущем эксперименте, была измерена плотность магнитного потока в L-направлении B50-L образца с получением результатов, показанных на фиг.2. Из фиг.2 видно, что плотность магнитного потока в направлении прокатки может быть увеличена при проведении окончательного отжига холоднокатаного листа, содержащего 0,01 масс.% C, нагреванием со скоростью не менее 100°C/с.
Хотя причина вышеуказанного на данный момент не ясна, считается, что при увеличении содержания С до величины не ниже 0,01 масс.% увеличивается количество С, находящегося в растворенном виде, что облегчает образование полос деформации при холодной прокатке и приводит к развитию структуры Госса после отжига и, кроме того, при проведении быстрого нагревания подавляется развитие ориентации (111) и, следовательно, развивается кристаллическая структура, имеющая ориентацию (110) или ориентацию (100) в направлении прокатки с улучшением плотности магнитного потока в направлении прокатки. Как видно из этого результата, необходимо, чтобы для увеличения плотности магнитного потока в направлении прокатки скорость возрастания температуры при нагревании для окончательного отжига составляла бы не менее 100°C/с, и, кроме того, с точки зрения обеспечения наличия растворенного С перед окончательным отжигом содержание C в сыром стальном листе должно быть не менее 0,01 масс.%.
Это изобретение сделано в результате углубленного рассмотрения приведенных выше сведений.
Ниже описываются причины ограничения содержания элементов в композиции листа неориентированной электротехнической стали изобретения.
C: 0,01-0,1 масс.%.
Находящийся в стали в твердом растворе C закрепляет дислокации, вносимые при холодной прокатке, способствуя образованию полос деформации. Эти полосы деформации демонстрируют эффект улучшения магнитных свойств в направлении прокатки, поскольку в ходе окончательного отжига при рекристаллизации преимущественно развивается ориентация Госса {110}<001>. Для достижения эффекта нахождения C в растворенном виде необходимо, чтобы содержание C в стальном листе перед холодной прокаткой составляло не менее 0,01 масс.%. C другой стороны, если содержание растворенного C в конечном стальном листе велико, магнитные свойства ухудшаются вследствие магнитного старения, поэтому необходимо, чтобы на этапе отжига после холодной прокатки проводилось обезуглероживание для снижения содержания C до величины не более 0,005 масс.%. Однако, если содержание C в стали превышает 0,1 масс.%, возникает риск того, что обезуглероживание с помощью упомянутого выше обезуглероживающего отжига не сможет быть выполнено в достаточной мере. Поэтому содержание C находится в пределах 0,01-0,1 масс.%. Предпочтительно этот диапазон представляет 0,015-0,05 масс.%. Более предпочтительно нижний предел равен 0,02 масс.%. Помимо этого, обезуглероживающий отжиг может проводиться в любое время после выполнения быстрого нагревания.
Si: не более 4 масс.%.
Si является элементом, добавляемым для увеличения удельного сопротивления стали с целью улучшения ее свойств в отношении потерь в железе. Для обеспечения этого эффекта предпочтительно его добавление в количестве не менее 1,0 масс.%. С другой стороны, добавление более 4 масс.% приводит к повышению твердости стали, что затрудняет прокатку, поэтому устанавливается верхний предел в 4 масс.%. Предпочтительно этот диапазон представляет 1,0-4,0 масс.%. Более предпочтительно нижний предел равен 1,5 масс.%.
Mn: 0,05-3 масс.%.
Mn является элементом, необходимым для предотвращения вызываемого присутствием S растрескивания при горячей прокатке. Для обеспечения такого эффекта необходимо добавление не менее 0,05 масс.%. С другой стороны, добавление в количествах более 3 масс.% приводит к увеличению стоимости исходных материалов. Поэтому содержание Mn находится в пределах 0,05-3 масс.%. Более предпочтительно верхний предел равен 2,5 масс.%. Кроме того, поскольку Mn увеличивает удельное сопротивление, если это желательно с точки зрения дальнейшего управления потерями в железе, предпочтительно его содержание должно составлять не менее 1,5 масс.%, при том, что если важны обрабатываемость и производительность, предпочтительно, чтобы оно не превышало 2,0 масс.%.
Al: не более 3 масс.%.
Al, аналогично Si, проявляет эффект увеличения удельного сопротивления стали с улучшением ее свойств в отношении потерь в железе, поэтому он является элементом, добавляемым в случае необходимости. Однако добавление более 3 масс.% ухудшает свойства прокатываемости, поэтому устанавливается верхний предел в 3 масс.%. Более предпочтительно он не превышает 2,5 масс.%. Кроме того, содержание Al предпочтительно составляет не менее 1,0 масс.%, если важны потери в железе, и не более 2,0 масс.%, если более важны обрабатываемость и производительность. Кроме того, добавление Al не является обязательным, но даже если Al не добавляется, он обычно присутствует в небольших количествах в качестве неизбежной примеси.
S: не более 0,005 масс.%, N: не более 0,005 масс.%.
S и N являются загрязняющими элементами, неизбежно вносимыми в сталь. Если содержание любого из них превышает 0,005 масс.%, магнитные свойства ухудшаются. Поэтому в данном изобретении каждый из S и N ограничивается величиной не более 0,005 масс.%.
В дополнение к вышеприведенным основным компонентам лист из неориентированной магнитной стали согласно изобретению может содержать Sn и Sb в пределах следующих диапазонов:
Sn: 0,005-0,1 масс.%, Sb: 0,005-0,1 масс.%.
Sn и Sb являются элементами, оказывающими влияние не только на улучшение текстуры после окончательного отжига с увеличением плотности магнитного потока в направлении прокатки, но также и препятствующими окислению или азотированию поверхностного слоя стального листа с подавлением образования мелких зерен в поверхностном слое стального листа и предотвращением ухудшения магнитных свойств. Для проявления такого эффекта по меньшей мере один из Sn и Sb предпочтительно должен быть добавлен в количестве не менее 0,005 масс.%. Однако, если содержание любого из этих элементов превышает 0,1 масс.%, рост кристаллических зерен замедляется, и это скорее вызывает риск ухудшения магнитных свойств. Поэтому каждый из Sn и Sb предпочтительно добавляется в пределах диапазона 0,005-0,1 масс.%.
Остальное, помимо вышеперечисленных компонентов, в листе неориентированной электротехнической стали согласно изобретению представлено Fe и неизбежными примесями. Однако возможно, чтобы в стали присутствовали и другие элементы, помимо вышеприведенных, если они не проявляют отрицательного воздействия на эффекты изобретения, а также возможно наличие вышеупомянутых дополнительных компонентов в качестве примесей, в количествах менее вышеприведенных нижних пределов.
Далее будет описан способ получения листа из неориентированной электротехнической стали согласно изобретению.
Способ получения листа из неориентированной электротехнической стали согласно изобретению предпочтительно является способом, при котором сталь, имеющая вышеупомянутую, подходящую для данного изобретения композицию элементов, плавится в ходе широко известного процесса рафинирования с использованием конвертера, электропечи, устройства для вакуумной дегазации или другого подобного оборудования и формуется в виде стальных слябов способом непрерывной разливки или способом изготовления и обжатия слитков с последующим подверганием стального сляба горячей прокатке широко известным способом, если необходимо, отжигу в горячей зоне и холодной прокатке для образования холоднокатаного листа с конечной толщиной, после чего холоднокатаный лист подвергается окончательному отжигу и обезуглероживающему отжигу и, в случае необходимости, дальнейшему нанесению различных изоляционных покрытий для получения готового продукта. При этом способ производства вплоть до процесса холодной прокатки никаким специальным образом не ограничивается, за исключением того, чтобы композиция элементов исходных материалов была так адаптирована к композиции изобретения, чтобы мог быть применен обычный, хорошо известный способ производства. Кроме того, отжиг в горячей зоне не обязательно проводится при повышенной температуре и достаточной является температура около 850-1000°C, однако возможен отжиг в горячей зоне вне вышеприведенного диапазона.
Ниже описан способ получения, следующий после холодной прокатки.
Холодная прокатка.
Холодная прокатка может быть однократной холодной прокаткой или же может быть представлена двумя или большим количеством стадий холодной прокатки, между которыми осуществляют промежуточный отжиг. Кроме того, если обжатие при производстве листа из неориентированной электротехнической стали является обычным (не менее около 50%), вышеупомянутой композицией элементов обеспечивается внесение полос деформации.
Окончательный отжиг.
Окончательный отжиг необходимо проводить нагреванием от 300°C до 800°C при скорости возрастания температуры не менее 100°C/с, поскольку при скорости повышения температуры менее 100°C/с развивается текстура с ориентацией (111), нежелательная по отношению к магнитным свойствам. Предпочтительно она составляет не менее 200°C/с. Верхний предел специальным образом не ограничивается, но целесообразно, чтобы он составлял не более около 500°C/с.
Также температура выдержки должна находиться в диапазоне 750-1100°C.Температура нижнего предела может быть температурой, превышающей температуру рекристаллизации, но необходимо, чтобы она была не ниже 750°C для того, чтобы вызывать достаточную рекристаллизацию при непрерывном отжиге. При этом, если температура выдержки превышает 1100°C, огрубляются рекристаллизованные зерна или укрупняется шихта печи для отжига. Предпочтительным является диапазон 800-1050°C.
Кроме того, продолжительность выдержки может быть временем, достаточным для прохождения рекристаллизации, и может, например, составлять не менее 5 секунд. При этом, если она превышает 120 секунд, происходит насыщение эффекта, поэтому предпочтительно ее длительность не превышает 120 секунд.
Помимо этого, достаточными условиями охлаждения после отжига являются обычные условия и специальным образом они не ограничиваются. Также специальным образом не ограничивается способ повышения температуры при нагревании для окончательного отжига, составляющей не менее 100°C/с, и предпочтительно могут применяться способ прямого нагрева, способ высокочастотного нагрева или другие подобные.
Обезуглероживающий отжиг.
Стальной лист, прошедший окончательный отжиг, подвергается обезуглероживающему отжигу для снижения содержания растворенного С и предотвращения магнитного старения таким образом, чтобы содержание С в стали предпочтительно было снижено до не более 0,0050 масс.%. Если содержание С превышает 0,0050 масс.%, появляется риск вызвать магнитное старение готового стального листа. Условия обезуглероживающего отжига могут быть обычными, широко известными условиями. Например, он может проводиться при 800-850°C в течение 10-30 секунд в окислительной среде, имеющей точку росы не ниже 30°C.
Помимо этого, обезуглероживающий отжиг может осуществляться в режиме непрерывного следования за окончательным отжигом или же может проводиться отдельно на другой линии. Из стального листа после обезуглероживающего отжига предпочтительно получают готовый продукт посредством последующего нанесения, если это является необходимым, различных изоляционных покрытий.
Примеры
Каждая из сталей с номерами 1-29, имеющая композицию элементов, представленную в таблице 1, выплавлялась с использованием обычных, широко известных процессов рафинирования и непрерывным способом разливалась с получением материала нерафинированной стали (сляб), и такой сляб нагревался в течение 30 минут при 1080°C и затем подвергался горячей прокатке с образованием горячекатаного листа, имеющего толщину 2,4 мм. Затем горячекатаный лист подвергался отжигу в течение 30 секунд при 900°C и однократной холодной прокатке для образования холоднокатаного листа, имеющего конечную толщину 0,35 мм. После чего такой холоднокатаный лист нагревался с различной скоростью возрастания температуры не ниже 30°C/с в нагревательной печи прямого нагрева и выдерживался при температуре, показанной в таблице 1, в течение 10 секунд для осуществления окончательного отжига, вслед за чем подвергался обезуглероживающему отжигу в течение 30 секунд при 850°C (точка росы 30°C) для изготовления листа неориентированной электротехнической стали.
Далее из каждого из полученных листов из неориентированной электротехнической стали вырезался образец с размерами L: 180 мм х C: 30 мм, каждый из которых подвергался испытанию с целью измерения плотности магнитного потока в L-направлении B50 (плотность магнитного потока при намагничивании в условиях 5000 А/м). Полученные результаты также представлены в таблице 1. Из результатов в таблице 1 видно, что все стальные листы, полученные подверганием стальных листов с композицией элементов в соответствии с изобретением окончательному отжигу в условиях в соответствии с изобретением, имеют высокую плотность магнитного потока, поскольку B50 в L-направлении (B50-L) составляет не менее 1,75 T.
Согласно изобретению могут обеспечиваться листы из неориентированной электротехнической стали, обладающие превосходными магнитными свойствами в направлении прокатки стального листа. Поэтому данное изобретение вносит значительный вклад в увеличение эффективности двигателей или трансформаторов посредством использования стального листа в таких требующих превосходных магнитных свойств в направлении прокатки приложениях, как сегментированный сердечник, магнитопровод трансформатора и т.п.

Изобретение относится к области металлургии. Для увеличения плотности магнитного потока в направлении прокатки стального листа стальной сляб, содержащий, мас.%: 0,01-0,1 C, не более 4 Si, 0,05-3 Mn, не более 3 Аl, не более 0,005 S, не более 0,005 N, остальное Fe и неизбежные примеси, подвергают горячей прокатке, холодной прокатке и окончательному отжигу, при этом окончательный отжиг проводят в таких условиях, что средняя скорость возрастания температуры в ходе нагрева листа составляет не менее 100°C/с, а температура выдержки находится в температурном диапазоне 750-1100°C. 2 з.п. ф-лы, 2 ил., 1 табл.
1. Способ получения листа из неориентированной электротехнической стали, включающий получение сляба, содержащего, мас.%: 0,01-0,1 C, не более 4 Si,0,05-3 Mn, не более 3 Al, не более 0,005 S, не более 0,005 N, остальное Fe и неизбежные примеси, горячую прокатку, холодную прокатку и окончательный отжиг, отличающийся тем, что окончательный отжиг проводят путем нагрева листа со средней скоростью возрастания температуры в процессе нагрева не менее 100°C/с до температуры выдержки в диапазоне 750-1100°C.
2. Способ по п.1, в котором стальной сляб дополнительно содержит по меньшей мере один из Sn и Sb в количестве 0,005-0,1 мас.% соответственно.
3. Способ по п.1 или 2, в котором после окончательного отжига проводят обезуглероживающий отжиг.
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1994 |
|
RU2085598C1 |
| СПОСОБ ПОЛУЧЕНИЯ КУБИЧЕСКОЙ ТЕКСТУРЫ В ТРАНСФОРМАТОРНОЙ СТАЛИ | 0 |
|
SU326250A1 |

