Изобретение относится к области обработки металлов давлением, в частности к способам формообразования отростков на боковой поверхности трубы, и может быть использовано для изготовления тонкостенных тройников из трубной заготовки.
Известен способ формообразования тройников, в котором изготовление тройника осуществляется путем формовки бокового отростка внутренним давлением жидкости при одновременном осевом сжатии трубной заготовки осевыми пуансонами (Давыдов О.Ю., Егоров В.Г., Невструев Ю.А. Штамповка неравнопроходных тройников из трубных заготовок в разъемных матрицах. - Заготовительные производства в машиностроении, № 6, 2005. С. 40-44).
Недостаток известного способа заключается в малой высоте отростка готового изделия. При отрезке дна отростка вместе с дном удаляется и зона радиусного перехода от дна к стенкам отростка, что снижает высоту готового отростка. Для осуществления данной схемы формоизменения заготовки необходимы специализированные прессы для гидроштамповки, которые имеют ограниченное применение.
Наиболее близким по технической сущности к заявляемому способу, который принят за прототип, является способ, который осуществляется следующим образом (Лукьянов В.П., Маткава И.И., Бойко В.А. Штамповка, гибка деталей для сварных сосудов, аппаратов и котлов. М.: Машиностроение, 2003 г., стр. 386, рис. 166). На боковой поверхности трубной заготовки осуществляется формовка отростка с дном внутренним давлением при осевом сжатии трубной заготовки с наполнителем. После этого осуществляют вырезку отверстия в дне отростка, которое затем подвергается отбортовке жестким пуансоном. Поскольку диаметр пуансона для отбортовки несколько больше, чем диаметр отверстия в дне отростка, происходит увеличение диаметра и вытягивание стенок отростка. Увеличивается высота отростка при отбортовке отверстия. Отпадает необходимость в удалении зоны радиусного скругления отформованного отростка.
Внутреннее давление, с помощью которого осуществляют формовку отростка, должно быть определенной регламентированной величины. Превышение этого давления приводит к разрушению отростка в его полюсе на стадии формовки отростка.
Недостаток известного способа также заключается в малой высоте изготавливаемого отростка на боковой поверхности трубной заготовки.
Задачей заявляемого изобретения является увеличение высоты штампуемого отростка и снижение трудозатрат на изготовление детали.
Поставленная задача решается за счет того, что в способе формообразования тонкостенных тройников, включающем формовку отростка на боковой поверхности трубной заготовки внутренним давлением регламентированной величины Ррегл при одновременном осевом сжатии заготовки, последующее изготовление отверстия в дне отростка и его отбортовку жестким пуансоном, по заявляемому способу диаметр отверстия Дотв в дне отростка, изготавливают величиной, определяемой по зависимости:
Дотв=Дотр/еδ
где Дотр - диаметр готового отростка тройника;
δ - относительное равномерное удлинение материала тройника при испытании на одноосное растяжение;
а после установки жесткого пуансона в отверстие внутренней полости отростка последующую отбортовку отверстия осуществляют при одновременном осевом сжатии заготовки путем приложения избыточного внутреннего давления величиной
Ризб=(1,2-1,25) Ррегл
Завершающая стадия процесса формообразования тройника, в которой происходит отбортовка отверстия, помимо простой отбортовки сопровождается осевым сжатием трубной заготовки в отличии от прототипа. Это позволяет продолжать втягивание металла в боковой отросток из тела трубы, продолжая увеличивать высоту отростка за счет формовки. На этой стадии высота отростка увеличивается за счет двух процессов: увеличение высоты борта в результате отбортовки и увеличение высоты отростка в результате подачи металла из тела трубной заготовки. Это приводит к увеличению общей высоты штампуемого отростка. Способ штамповки поясняется чертежами:
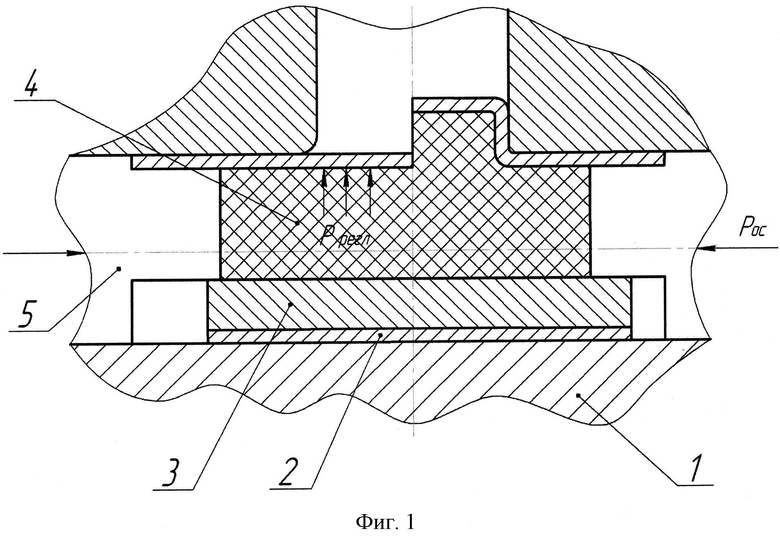
На фигуре 1 слева от оси симметрии показано исходное положение деформируемой заготовки, а справа - завершение предварительной стадии формообразования отростка на боковой поверхности трубы с помощью внутреннего давления регламентированной величины Ррегл.
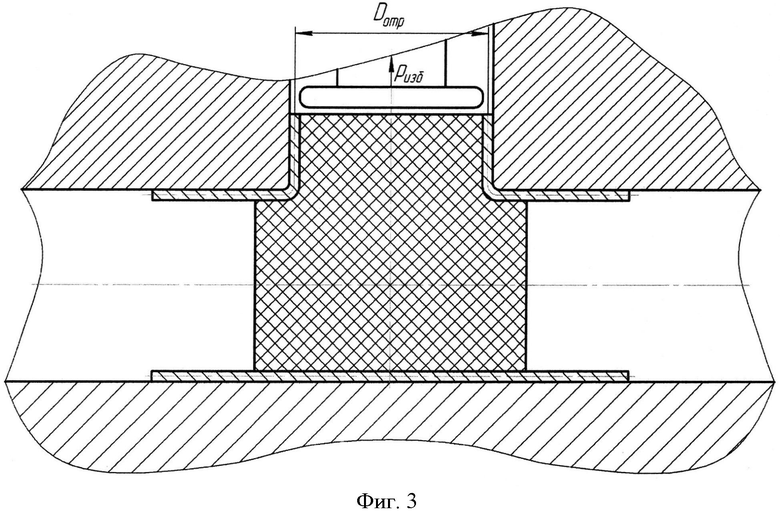
На фигуре 2 показана заготовка, в дне отростка которой изготовлено отверстие диаметром Дотв. В это отверстие установлен пуансон, а во внутренней полости заготовки создается давление избыточной величины Ризб.
На фигуре 3 изображено окончание процесса формообразования полого тройника, при которой завершена формовка отростка и отбортовка отверстия в дне тройника.
На чертежах принято следующее обозначение.
На плоскости разъема полуматриц 1 выполнена рабочая фильера, которая состоит из сквозной цилиндрической полости для размещения исходной трубной заготовки 2 и перпендикулярной ей полости для формовки отростка. Внутри рабочей фильеры полуматриц расположены осевые пуансоны 5. На цилиндрической поверхности осевых пуансонов выполнены уступы, на которые опираются торцы трубной заготовки и с помощью которых осуществляется осевое сжатие деформируемой заготовки. Внутри заготовки 2 располагают комбинированный пуансон, состоящий из металлической вставки 3 и эластичного сегмента 4, дополняющих друг друга до окружности. С торцов заготовки 2 располагают ступенчатые пуансоны 5, которые первоначально соприкасаются с эластичным сегментом 4 и верхним выступающим торцом трубной заготовки 2.
Рабочие торцы осевых пуансонов 3 имеют ступенчатую форму рабочей поверхности. Выступающая часть рабочей поверхности пуансонов осуществляет сжатие эластичного элемента 4, в то время как уступ пуансона фиксирует положение жесткой внутренней вставки 3.
Изготовление отвода на боковой поверхности трубной заготовки в заявляемом устройстве осуществляется одновременно в результате действия двух процессов - формовки отвода за счет утонения и растяжения заготовки в очаге деформации и поступления в очаг деформации дополнительного объема металла в результате осевого сжатия заготовки. Для успешного протекания процесса штамповки тройника необходимо регламентированная величина внутреннего давления Ррегл от сжатия эластичного элемента, которая к тому же должна быть связанной определенным соотношением с величиной перемещения торца заготовки.
По мере перемещения осевых пуансонов 5 навстречу друг другу они начинают сжимать эластичный сегмент 4, создавая внутреннее давление во внутренней полости деформируемой заготовки 2. Величина давления определяется соотношением между размером жесткой металлической вставки 3 и эластичного сегмента 4. Чем больше поперечное сечение эластичного сегмента 4, тем большая величина смещенного объема эластичного элемента подается во внутреннюю полость заготовки 2, тем большее давление создается внутри деформируемой заготовки. Требуемая величина давления на предварительной стадии формовки отростка должна быть вполне определенной регламентированной величины, которая предотвращает разрушение заготовки. Эту величину давления и создает комбинированный пуансон, состоящий из металлического сегмента и дополняющего его до окружности эластичного сегмента (см. авторское свидетельство СССР № 1238824. Устройство для формовки полых изделий с отводами. Опубл. 23.06.86 г., бюл. № 23).
Жесткая оправка 3, которая входит в составной пуансон, играет двойную роль. Во-первых - она сохраняет форму заготовки в процессе формовки отвода и предотвращает искажение формы заготовки. Во-вторых, при изменении площади ее поперечного сечения появляется возможность регулировать величину внутреннего давления от сжатия эластичного элемента.
Регламентированной величиной внутреннего давления можно считать такую, при которой величины смещенных объемов эластичного элемента, подаваемого с торцов заготовки и поступающего во внутреннюю полость формируемого отростка, должны быть приблизительно равны.
Уступы, выполненные на цилиндрических поверхностях осевых пуансонов 5 одновременно со сжатием эластичного элемента 4, осуществляют осевое сжатие заготовки 2, подавая металл в очаг деформации металла при формовке отростка.
Величина регламентированного давления Ррегл может быть определена
в первом приближении по следующей методике (Исаченков Е.И. Штамповка резиной и жидкостью. М.: Машиностроение, 1967. стр. 171, формула 207):
q=S(σ1/R1+σ2/R2)
q - величина давления, необходимого для деформирования заготовки;
S - толщина деформируемой заготовки
σ1 - величина напряжения, действующего в меридиональном направлении;
R1 - радиус кривизны заготовки в меридиональном направлении;
σ2 - величина напряжения, действующего в тангенциальном направлении;
R2 - радиус кривизны заготовки в тангенциальном направлении;
После того как произошла формовка отростка с выходом на цилиндрический участок заготовки, боковая поверхность отростка прилегла к матрице и стала прямолинейной, можно принимать, что на этом участке действует одноосное растяжение и σ2=0 (см. Романовский В.П. Справочник по холодной штамповке. Л.: Машиностроение, 1971. стр. 108, рис. 92).Тогда второе слагаемое в этом уравнении превращается в ноль.
R1 - радиус кривизны заготовки в меридиональном направлении равен радиусу скругления зоны перехода от дна к цилиндрической стенке отростка. Обычно этот радиус не выполняют слушком малым и принимают равным R1=(5-6)S толщины деформируемой заготовки (см. Романовский В.П. Справочник по холодной штамповке. Л.: Машиностроение, 1971. стр. 226, табл. 87).
σ1 - величина напряжения деформирования с учетом деформационного упрочнения материала, может быть принята равной условному пределу прочности материала заготовки σb.
Тогда с учетом выше сказанного регламентированная величина давления, необходимая для устойчивой формовки отростка на боковой поверхности трубной заготовки, может быть в первом приближении определена как
Ррегл=(0,16-0,2)σb;
где: σb - условный предел прочности материала заготовки σb.
Если создавать давление для формовки отростка значительно больше этой величины, это может привести к чрезмерному утонению и разрушению заготовки.
Если давление формовки будет меньше этой величины, то на цилиндрической стенке трубной заготовки будут возникать складки и гофры от действия усилия осевого сжатия заготовки.
Под действием Ррегл на предварительном этапе деформирования заготовки на боковой поверхности трубной заготовки отформовывается отросток высотой Нотр. К этому моменту происходит деформационное упрочнение штампуемого металла и дальнейшее деформирование заготовки начинает происходить неустойчиво и сопровождаться определенными сложностями. Поэтому в этот момент дальнейшее деформирование заготовки прекращают, ее отжигают для восстановления первоначальной пластичности.
В дне отростка изготавливают отверстие диаметром Дотв, величину которого определяют по зависимости
Дотв=Дотр/eδ
где Дотр - диаметр готового отростка тройника;
δ - относительное равномерное удлинение материала тройника при испытании на одноосное растяжение;
Использование такого отверстия позволяет получить максимальную возможную величину высоты отростка после отбортовки отверстия и, естественно, снизить общие трудозатраты на формообразование тройника.
Дело в том, что при отбортовке отверстия в заготовке наблюдается сложное напряженно-деформированное состояние (см. Попов Е.А. Основы теории листовой штамповки. Учебное пособие для вузов. М.: Машиностроение, 1977. стр. 239, рис. 89). Максимальная деформация растяжения наблюдается в кольцевом элементе отверстия с минимальным радиусом, расположенном на кромке отверстия. Именно на этом элементе и начинается разрушение заготовки при превышении предельной деформации. Максимальная величина деформации растяжения этого элемента до разрушения зависит, в основном, от пластических свойств металла деформируемой заготовки. Пластические свойства материала заготовки определяются при испытании на одноосное растяжение и характеризуются величиной относительного равномерного удлинения δ (см. Мельников Э.Л. Холодная штамповка днищ. М.: Машиностсроение, 1976. стр. 17, таблица 2). При превышении деформации растяжения кольцевого элемента этой величины и начинается разрушение заготовки.
Максимальная величина растяжения на кромке исходного отверстия определяется как
εθ=lnДотр/Дотв
где: Дотр - диаметр готового отростка тройника;
Дотв - диаметр отверстия, изготавливаемого в дне отростка. Эта деформация не может быть по величине больше, чем относительное равномерное удлинение δ для данного материала. То есть
ε0=8
Зная заданную величину диаметра готового отростка на тройнике и механические свойства штампуемого металла (относительное равномерное удлинение δ), можно определить величину исходного диаметра отверстия Дотв, при раздаче которого не произойдет разрушение заготовки и величина деформации отбортовки, а следовательно, и высота отростка, будет максимальной.
Дотв=Дотр/еδ
Использование этой зависимости позволяет максимально использовать пластические свойства металла. Для малопластичных материалов оно позволяет предотвратить разрушение заготовки при отрбортовке, а для высокопластичных - добиться максимальной деформации при обортовке отверстия и изготовить отросток максимально возможной высоты.
После изготовления отверстия в дне отростка и термической обработки заготовки для восстановления первоначальной пластичности в полость отростка в отверстие с внутренней стороны отростка устанавливается плоский пуансон для отбортовки 6, а затем эластичный элемент 7. Процесс деформирования заготовки продолжается путем сжатия эластичного элемента 7 осевыми пуансонами 8, которые имеют уже плоский торец для сжатия, а не ступенчатый, как на предыдущей стадии. Своими ступенчатыми уступами пуансоны 8 при этом сжимают заготовку 2, продолжая заталкивать ее в очаг деформации, увеличивая высоту отростка на заготовке. То есть идет совмещение процесса формовки отростка с осевым сжатием трубной заготовки.
На этой стадии процесса комбинированный пуансон, состоящий из жесткой вставки 3 и эластичного сегмента 4, заменяется на сплошной эластичный пуансон 7, полностью занимающий все поперечное сечение заготовки. При сжатии такого пуансона 7 осевыми пуансонами 8 с плоскими торцами объем смещенного объема со стороны торцов заготовки становится больше, чем величина смещенного объема, требуемого для формовки отростка ниже пуансона для отбортовки.
В результате этого начинает возрастать давление внутри заготовки по сравнению с предыдущей величиной Ррегл. Это избыточное давление начинает воздействовать на пуансон для отбортовки. Под действием этого избыточного давления и начинается процесс отбортовки отверстия, выполненного в дне предварительно отформованного отростка. Диаметр отверстия начинает увеличиваться и начинает увеличиваться и высота отростка.
Таким образом, после установки пуансона для отбортовки начинают происходить одновременно два процесса. Один - формовка отростка при осевом сжатии трубной заготовки (как было на первоначальной стадии формоизменения заготовки), что увеличивает высоту отростка. Второй - отбортовка отверстия и выпрямление стенок с увеличением высоты отростка.
Как показали исследования, в результате этого высота отростка увеличивается на 15-25% по сравнению с высотой, осуществляемой в прототипе изобретения.
В результате того что величина смещенного объема, подаваемого с торца заготовки плоским пуансоном при удалении жесткой металлической вставки увеличивается по сравнению с начальной стадией процесса, величина давления внутри трубной заготовки возрастает на 20-25% в зависимости от толщины и величины степени деформации отбортовки отверстия.
Как показали исследования, в результате того, что по заявляемому способу штамповки максимально используется пластические свойства металла при отбортовке, а также добавляется высота отростка в результате заталкивания при осевом сжатии на заключительной стадии процесса фомообразования тройника, высота отростка увеличивается на 15-25% по сравнению с высотой, осуществляемой в традиционном технологическом процессе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НЕРАВНОПРОХОДНЫХ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2013 |
|
RU2528927C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| Устройство для получения отводов на трубчатых заготовках | 1989 |
|
SU1712024A1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1975 |
|
SU599885A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И ФОРМОВКИ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ЗАГОТОВКИ | 2014 |
|
RU2580269C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2014 |
|
RU2567079C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
Изобретение относится к области обработки металлов давлением, в частности к способам формообразования отростков на боковой поверхности трубы, и может быть использовано для изготовления тонкостенных тройников из трубной заготовки. Способ включает формовку отростка на боковой поверхности трубной заготовки внутренним давлением регламентированной величины при одновременном осевом сжатии заготовки, изготовление отверстия в дне отростка, его отбортовку жестким пуансоном. Диаметр отверстия регламентирован
математической зависимостью. После установки жесткого пуансона в отверстие внутренней полости отростка последующую отбортовку отверстия осуществляют при одновременном осевом сжатии заготовки путем приложения избыточного давления, величина которого регламентирована математической зависимостью. 3 ил.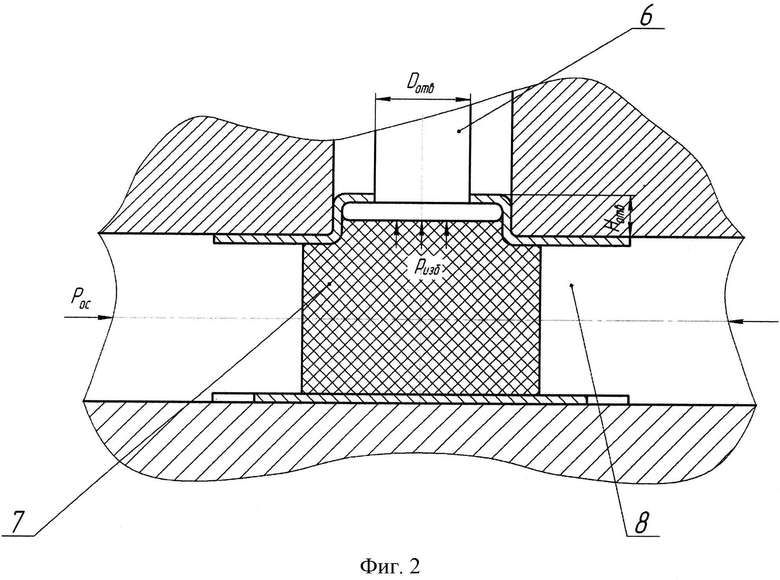
Способ формообразования тонкостенных тройников, включающий формовку отростка на боковой поверхности трубной заготовки посредством приложения внутреннего давления регламентированной величины Ррегл при одновременном осевом сжатии заготовки, изготовление отверстия в дне отростка и его последующую отбортовку жестким пуансоном, отличающийся тем, что определяют диаметр Дотв отверстия, изготавливаемого в дне отростка, по зависимости:
Дотв=Дотр/еδ
где Дотр - диаметр готового отростка тройника;
δ - относительное равномерное удлинение материала тройника при испытании на одноосное растяжение,
устанавливают жесткий пуансон в упомянутое отверстие внутренней полости отростка и осуществляют отбортовку отверстия путем приложения избыточного давления Рформ=(1,2-1,25)Ррегл при одновременном осевом сжатии заготовки.
| Способ формовки тройников | 1970 |
|
SU428641A1 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Способ изготовления тройников | 1980 |
|
SU940892A1 |
| DE 3342091 A1, 30.05.1984 | |||

