Изобретение относится к обработке металлов давлением, в частности к способам формовки тройников, и может быть использовано в различных отраслях машиностроения для изготовления штампованных и штампосварных тройников трубопроводов.
Известен способ изготовления тройников из трубных заготовок, включающий нагрев заготовки, дифференцированное охлаждение и смазку боковых поверхностей в зоне разъема матриц, овализацию воздействием усилий на боковые ее поверхности с одновременным подпором пуансон-оправкой заготовки в зоне формовки патрубка, обжим концов заготовки с предварительной ее формовкой, вытяжку патрубка с нагревом и утонением стенок на 2-5% от исходной толщины заготовки при одновременной вырубке отверстия и его отбортовке (см. А.С. СССР №1082513 на изобретение «Способ изготовления тройников из трубных заготовок», МПК3: В21С 37/29, заявл. 18.08.1982).
Недостатком способа является сложность в дифференцированном охлаждении и в самом процессе овализации с одновременным подпором пуансон-оправкой, что требует использование специализированного оборудования с рабочими органами, двигающимися в двух плоскостях и сложной конструкции штамповой оснастки, кроме того в данном способе изготовление тройника осуществляется два нагрева заготовки, что приводит к ухудшению механических свойств готовой детали.
Известен способ изготовления тройников из трубных заготовок, включающий нагрев заготовки, ее дифференцированное охлаждение, поперечный обжим концов заготовки для предварительной формовки патрубка, выполнение отверстия, повторный нагрев заготовки и отбортовку патрубка, отличающийся тем, что дифференцированное охлаждение осуществляют путем охлаждения части заготовки, большей ее половины, расположенной диаметрально противоположно формируемому патрубку, до температуры, не менее чем в 1,5 раза ниже температуры нагретой части заготовки.
Представленный способ содержит в себе операцию охлаждения части заготовки, не подвергаемой деформации, что приводит к увеличенному времени нахождения зоны отбортовки ответвления на воздухе и, как следствие её охлаждению, приводящему к увеличению предела текучести деформируемой части тройника и увеличению усилия при отбортовке. Кроме того, при продольном обжиме заготовки в зоне с большей температурой происходит значительное увеличение толщины стенки магистрали тройника что в итоге приводит к ступенчатому перепаду толщины стенки по периметру окружности торца магистрали тройника и высокой вероятности расслоения металла в данных зонах.
Известен способ изготовления тройников (патент РФ №2510679, В21С 37/29, опубл. 10.04.2014) из трубных заготовок на установке, состоящей из подающей тележки, передаточного механизма, пресса с матрицей и консоли поддержки пуансона, включающий вырезку в трубной заготовке овального отверстия, установку и закрепление трубной заготовки с овальным отверстием на подающей тележке, нагрев кромок упомянутого отверстия заготовки до температуры от 900 до 1100°С с помощью цилиндрическо-сегментного индуктора, установленного на наружной поверхности заготовки, подачу тележки с нагретой заготовкой посредством передаточного механизма в рабочую зону пресса с одновременным введением внутрь заготовки пуансона, установленного на консоли поддержки, подачу заготовки к матрице до упора в матрицу или подачу матрицы к заготовке до упора в заготовку, фиксацию подающей тележки с заготовкой в рабочей зоне пресса, отбортовку на заготовке патрубка путем протягивания не нагретого пуансона через отверстия в заготовке и матрице с одновременным охлаждением поверхности заготовки пуансоном, выдачу готового тройника из рабочей зоны пресса, открепление и снятие его с подающей тележки.
Данный способ подразумевает только локальный нагрев зоны вытяжки ответвления, что в свою очередь накладывает ограничения на размеры изготавливаемых тройников, а также ограничивает несущую способность оснастки, используемой для отбортовки ответвления.
Известен способ изготовления тройника (патент РФ №2492952, В21С 37/29, C21D 8/10 опубл. 20.09.2013), включающий нагрев заготовки прямоугольной формы до температуры 750-1000°C, формирование цилиндрической обечайки путем гибки заготовки и выполнения продольного сварного соединения, нагрев до температуры 800-1000°C, производят продольный обжим, выполняют отверстие для ответвления в обечайке, нагревают заготовку до температуры 800-1000°C, производят радиальное ее обжатие, охлаждают более половины заготовки, расположенной противоположно выполненному отверстию, до температуры не выше 550°C, осуществляют поперечный обжим заготовки с одновременной отбортовкой ответвления пуансоном, диаметр которого не превышает 1,5 диаметра выполненного отверстия, нагревают заготовку до температуры 800-1000°C, выдерживают заготовку при этой температуре не менее 1 мин на 1 мм толщины заготовки и выполняют отбортовку ответвления пуансоном, диаметр которого равен внутреннему диаметру ответвления, отличающийся тем, что гибку заготовки выполняют с формированием обечайки, диаметр которой не превышает 5-20% наружного диаметра магистрали тройника.
Данный способ является низко производительным и требует высоких энергозатрат за счет выполнения нагрева перед каждой формоизменяющей операцией.
Наиболее близким к предлагаемому изобретению является способ изготовления тройников (патент РФ №2635491, В21С 37/29 опубл. 13.11.2017), включающий изготовление цилиндрической обечайки путем гибки заготовки прямоугольной формы и выполнения продольного сварного соединения, овализацию обечайки с последующим продольным обжимом, нагрев обечайки до температуры 800÷1000°C, поперечный обжим с предварительным формированием ответвления, повторный нагрев до температуры 800÷1000°C и окончательный поперечный обжим с одновременной отбортовкой ответвления пуансоном при температуре не ниже 700°C через предварительно выполненное отверстие.Кроме того, гибку заготовки осуществляют с формированием обечайки, наибольший диаметр которой превышает наружный диаметр магистрали тройника менее чем на 5%. Кроме того, отверстие для ответвления в заготовке прямоугольной формы выполняют перед её гибкой или в предварительно сформированном ответвлении обечайки, а отбортовку ответвления осуществляют пуансоном, установленным на опорной поверхности.
Недостатком данного способа является высокая трудоёмкость и высокие затраты на дополнительное оснащение для выполнения продольного обжима. Двойной нагрев заготовки перед формообразующими операциями ухудшает микроструктуру основного металла тройника.
Технической задачей является повышение производительности изготовления тройников, снижение энергозатрат и улучшение микроструктуры основного металла тройников при сохранении качества изготавливаемого тройника на требуемом уровне.
Технический результат достигается в способе изготовления тройника, включающем изготовление прямоугольной заготовки с круглым или эллиптическим отверстием для ответвления, с последующим формированием на листогибочной машине (вальце) прямоугольной заготовки в форму двух полуокружностей, соединенных прямыми участками, которые в сумме составляют 1-25% от суммы длин полуокружностей, выполнение продольного сварного соединения стыка загнутых краев, нагревание до температуры 750-1150°С, поперечный обжим и отбортовку ответвления тройника пуансоном, установленном на тянущем устройстве.
В предлагаемом способе изготовление заготовки в форме двух полуокружностей, соединенных прямыми участками, которые в сумме составляют 1-25% от суммы длин полуокружностей, и наличием круглого или эллиптического отверстия, выполненного во время вырезки прямоугольной заготовки, исключает необходимость овализации цилиндрической обечайки и вырезки отверстия после поперечного обжима, что приводит к уменьшению трудоёмкости и повышению производительности, а также обеспечивает достижение максимальной высоты ответвления.
Выполнение поперечного обжима заготовки и отбортовка ответвления осуществляется без дополнительного нагрева (нагрев, установка в штамп и формообразование), что приводит к существенному уменьшению затрат на энергетические ресурсы при изготовлении тройников.
Улучшение микроструктуры основного металла достигается за счет того, что производится только один нагрев заготовки.
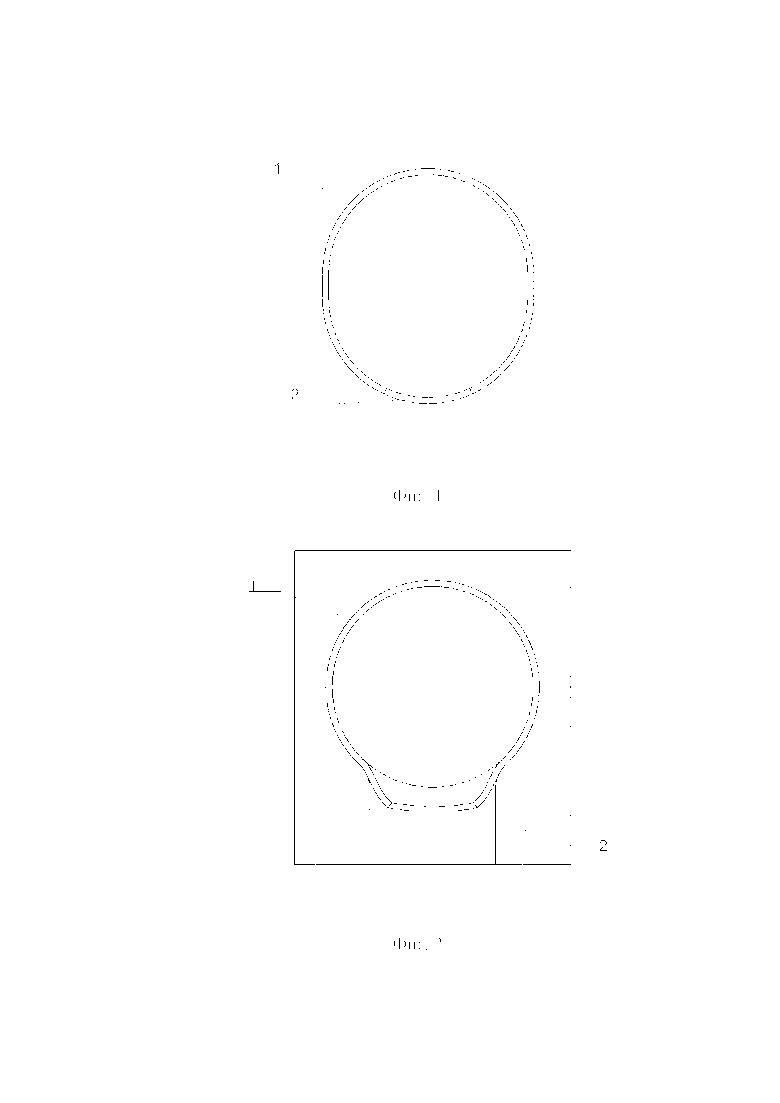
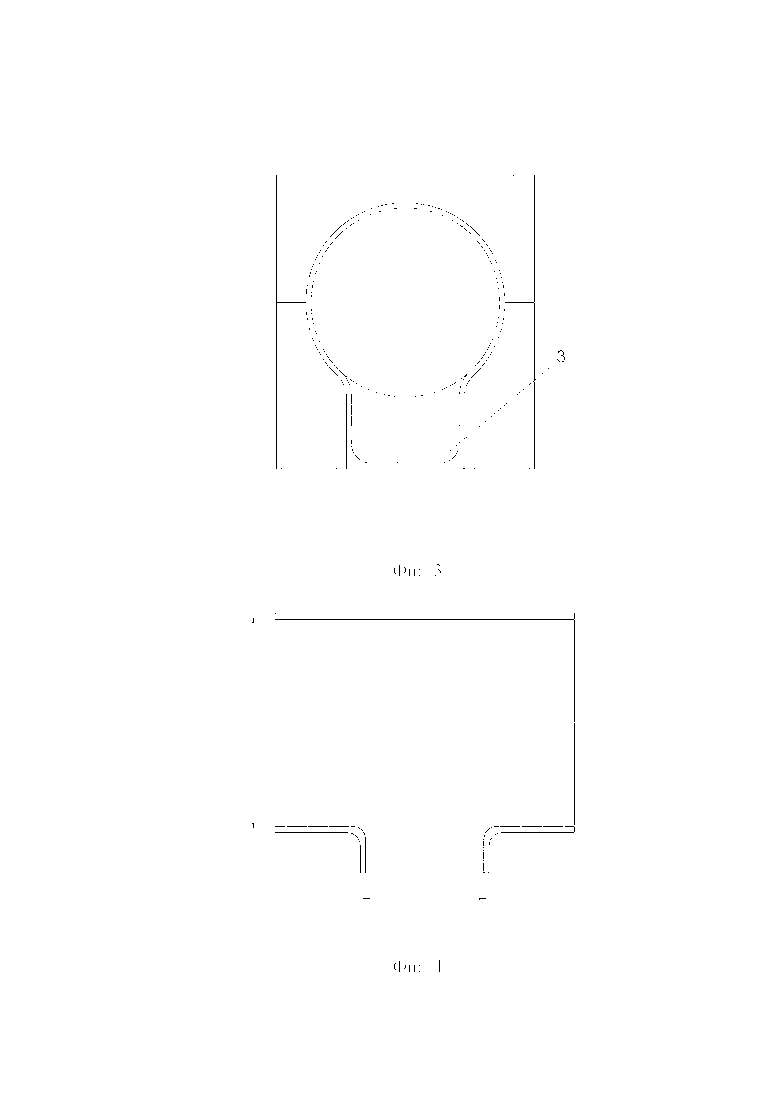
Изобретение поясняется рисунками: на фиг. 1 показана прямоугольная заготовка, загнутая в форме двух полуокружностей, соединенных прямыми участками, с отверстием; на фиг. 2 – стадия поперечного обжима заготовки; на фиг. 3 – стадия отбортовки ответвления пуансоном; на фиг. 4 – готовый тройник.
Способ реализуют следующим образом.
Сначала изготавливают заготовку в форме двух полуокружностей, соединенных прямыми участками, которые в сумме составляют 1-25% от суммы длин полуокружностей. Величина прямолинейных участков зависит от геометрических параметров тройника, так для тройника с диаметром ответвления DО в два раза меньшим диаметра магистрали DМи меньшей толщиной стенки принимается минимальное значение величины прямолинейного участка равного 1% и наоборот, если диаметр ответвления DО равен диаметру магистрали DМ и имеет большую толщину стенки, то следует принимать максимальное значение величины прямолинейного участка, вплоть до 25%, при значениях больше 25% происходит потеря устойчивости заготовки при обжиме и как следствие брак изделия, если же значение меньше 1%, то прямолинейные участки слишком малы и при обжиме не достигается требуемого эффектаформирования «пукли».
Заготовку изготавливают путем гибки из прямоугольной заготовки с круглым или эллиптическим отверстием и выполняют продольное сварное соединение. Причем диаметр полуокружностей заготовки выполняют равным диаметру магистрали тройника DМ.
Затем заготовку нагревают до температуры 750-1150°С, температура нагрева зависит от марки стали из которой изготавливается тройник, чем прочнее сталь, тем выше температура, и толщины стенки магистрали тройника, чем толще стенка, тем выше температура, это связано с уменьшением усилия штамповки при изготовлении толстостенных тройников при этом нагрев до температур выше 1150°С не рационален, так как механические свойства сталей при более высоких температурах не изменяются что приводит к бессмысленности дальнейшего нагрева заготовок и перерасходу энергоресурсов, в то время как нагрев до температур ниже 750°С не обеспечивает достаточного размягчения стали для штамповки и применяется для тонкостенных тройников для снижения вероятности потери устойчивости прямолинейных участков.
Нагретую заготовку транспортируют в штамп и производят поперечный обжим заготовки, после которого сразу же осуществляют отбортовку ответвления пуансоном, установленном на тянущем устройстве, через предварительно выполненное отверстие.
Пример выполнения тройника диаметром магистрали DМ=1020 мм и с ответвлением DО=720 мм из листа с толщиной стенки 30 мм на АО «НФТ».
Из листа металла толщиной 30 мм была вырезана прямоугольная заготовка с эллиптическим отверстием. Затем прямоугольная заготовка была согнута на листогибочных машинах (вальцах) в заготовку в форме двух полуокружностей, соединенных прямыми участками длиной 114 мм каждый (7% от суммы длин полуокружностей), выполнен продольный сварной шов. Далее заготовка нагревалась до температуры 930°С в печи, после чего транспортировалась в разъемный штамп погрузчиком с дорном, производился поперечный обжим заготовки, во время которого на тянущее устройство устанавливался пуансон. Сразу после окончания поперечного обжима была произведена отбортовка ответвления тройника. Заявленным способом был получен тройник 1020х720 мм с высотой ответвления 140 мм и толщиной его стенки 24 мм.
Выполнение способа в совокупности и последовательности предлагаемых операций позволяет существенно повысить производительность, уменьшить трудозатраты и энергозатраты, а также улучшить микроструктуру основного металла тройника, сохранная при этом качество изготавливаемого тройника на требуемом уровне за счет обеспечения требуемой толщины стенки ответвления при его максимальной высоте.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| Способ изготовления тройников | 2020 |
|
RU2745218C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2333064C2 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Способ изготовления тройниковиз ТРубНыХ зАгОТОВОК | 1978 |
|
SU795610A1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| Пуансон для отбортовки ответвления в стенке трубной заготовки (варианты) | 2016 |
|
RU2632309C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| СПОСОБ БЕЗМАТРИЧНОЙ ГОРЯЧЕЙ ШТАМПОВКИ НЕФТЕ-ГАЗО-ВОДОПРОВОДНЫХ СТАЛЬНЫХ ТРОЙНИКОВ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2410180C1 |
Изобретение относится к обработке металлов давлением, в частности к способам формовки тройников. Изготавливают прямоугольную заготовку с круглым или эллиптическим отверстием для ответвления. На листогибочной машине формируют прямоугольную заготовку в форму двух полуокружностей, соединенных прямыми участками. Выполняют продольный сварной шов для соединения стыка загнутых краев. Затем нагревают до температуры 750-1150°С. Осуществляют поперечный обжим и отбортовку ответвления тройника пуансоном, установленным на тянущем устройстве. Улучшается микроструктура основного металла тройников. 1 з.п. ф-лы, 4 ил.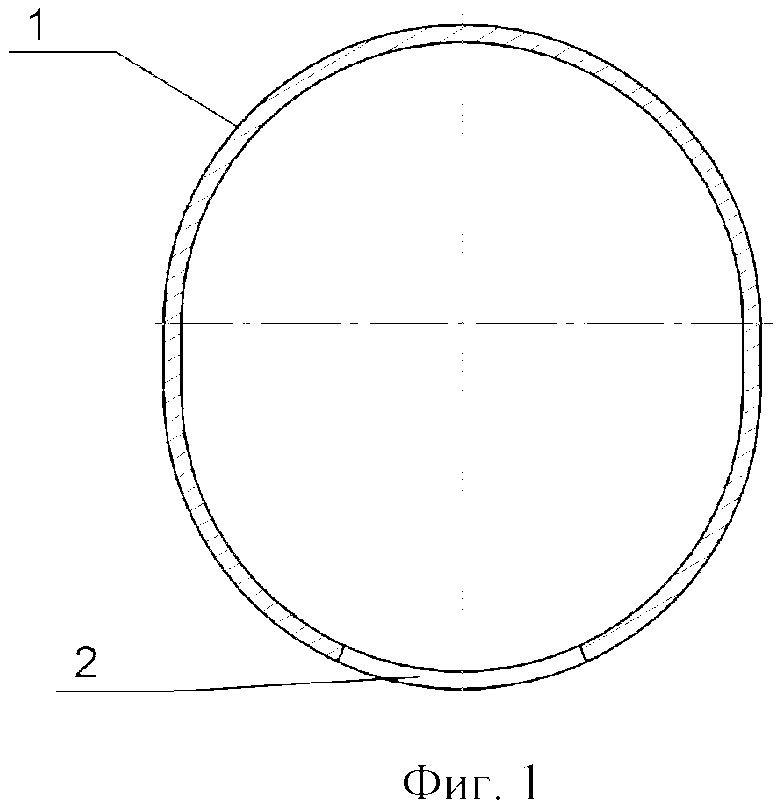
1. Способ изготовления тройника, включающий изготовление прямоугольной заготовки с круглым или эллиптическим отверстием для ответвления, формирование на листогибочной машине в форму двух полуокружностей, соединенных прямыми участками, выполнение продольного сварного соединения стыка загнутых краев, нагревание до температуры 750-1150°С, поперечный обжим и отбортовку ответвления пуансоном, установленным на тянущем устройстве.
2. Способ по п.1, отличающийся тем, что протяженность прямых участков в сумме составляет 1-25% от суммы длин полуокружностей.
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| SU 11618479 A1, 07.01.1991 | |||
| US 6202460 B1, 20.03.2001. | |||

