Изобретение относится к электротехнике и нанотехнологиям, в частности к способу изготовления термоэлектрического элемента для термоэлектрических устройств, например термоэлектрической батареи, и может быть использовано в потребительской электронике, медицине, лабораторном оборудовании и других областях.
Известен способ изготовления термоэлектрического элемента для термоэлектрических устройств, при котором на подложку в виде гибкой ленты на основе полиимидного полимера осуществляют вакуумное напыление термоэлектрического материала, причем напыление выполняют на противоположные ее стороны с формированием термоэлектрических и коммутационных участков (US 3554815A, 12.01.1971). В известном способе напыление осуществляют путем испарения термоэлектрического материала, термоэлектрические участки создают из висмута и сурьмы, которые обладают низкой эффективностью. Кроме того, асимметричное расположение полупроводниковых слоев и формирование их топологии может быть создано химическим способом по методу фотолитографии.
Недостатком известной технологии является использование материалов низкой эффективности, необходимость разрыва этапа вакуумного нанесения материала за счет включения промежуточных этапов формирования необходимой топологии с помощью фотолитографии, что приводит к большому количеству высокотехнологичных и сложных операций и низким эффективности, надежности и высокой вероятности брака.
Задачей создания изобретения является повышение термоэлектрической эффективности термоэлектрического элемента, повышение производительности его изготовления, обеспечение возможности создания ленты с многокомпонентными термоэлектрическими пленками, снижение вероятности брака, отказ от использования биологически и экологически опасных химических реактивов для создания необходимой топологии термоэлектрического материала.
Для этого в способе изготовления термоэлектрического элемента для термоэлектрических устройств, включающем изготовление подложки в виде гибкой ленты на основе полиимидного полимера и вакуумное напыление термоэлектрического материала на противоположные ее стороны, сначала полученную гибкую ленту наматывают на барабан, который располагают в вакуумной камере, и осуществляют вакуумное напыление термоэлектрического материала на противоположные ее стороны, при этом ленту последовательно протягивают с помощью отклоняющих и натяжных роликов через первую зону нагрева и импульсного лазерного осаждения термоэлектрического материала p-типа проводимости на нагретый участок одной стороны ленты, осуществляют переворот ленты в устройстве разворота и протягивают ленту через вторую зону локального нагрева до заданной температуры и импульсного лазерного осаждения термоэлектрического материала n-типа проводимости на нагретый участок противоположной стороны ленты, после чего протягивают ленту через зону одновременного формирования на двух сторонах ленты технологического рисунка путем лазерного испарения термоэлектрического материала на каждой из ее сторон, после чего осуществляют намотку ленты с полученным двусторонним технологическим рисунком на второй барабан.
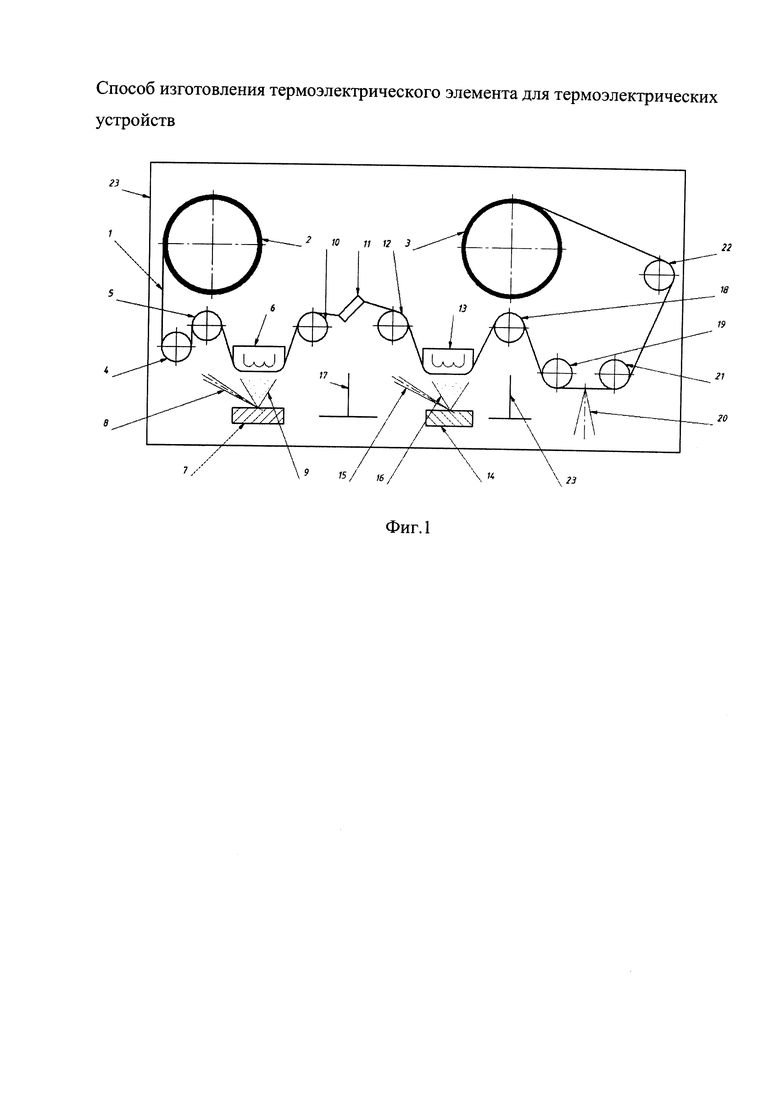
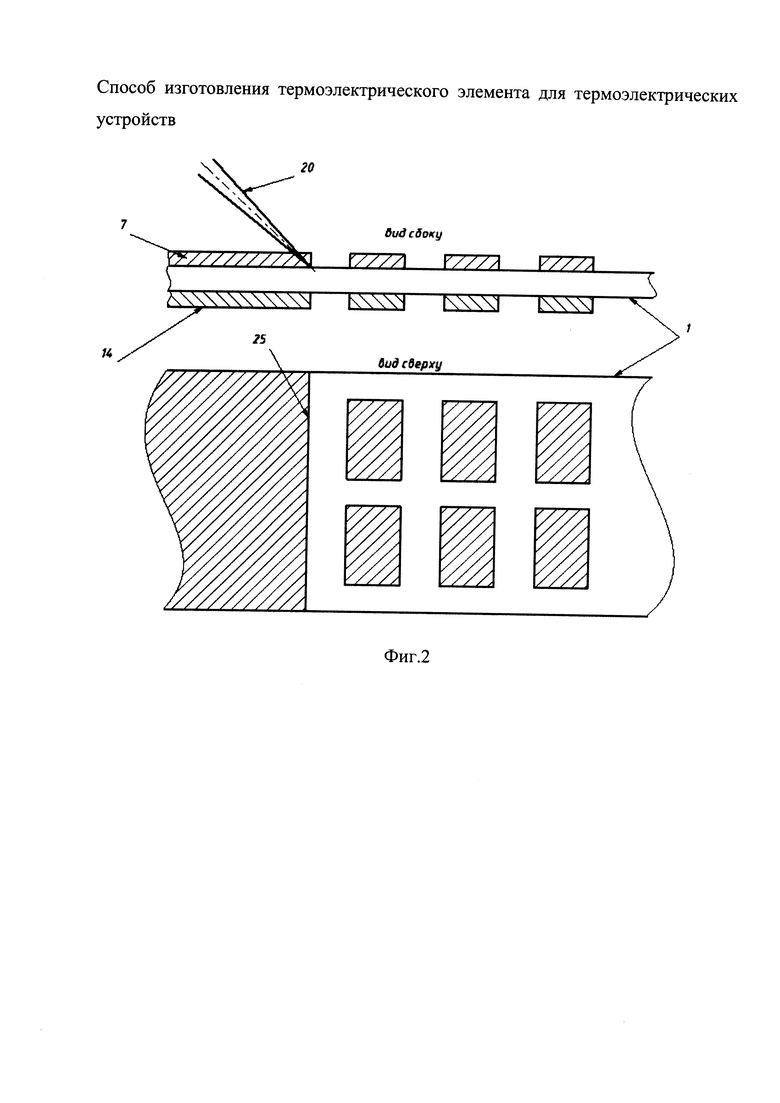
На фиг. 1 представлена схема осуществления способа изготовления термоэлектрического элемента, на фиг. 2 - вид сбоку и вид сверху фиг. 1.
Способ создания термоэлектрического элемента в виде гибкой ленты основан на использовании метода импульсного лазерного осаждения, который позволяет создавать пленки сложного химического состава, которые обладают большей термоэлектрической эффективностью.
Подложку 1 в виде гибкой ленты на основе полиимидного полимера, намотанной на барабан 2, загружают в напылительную вакуумную камеру 24. Через отклоняющий ролик 4 и натяжной ролик 5 ленту подают на нагреватель 6, образуя с ним скользящий термический контакт и нагревают локально до заданной температуры. С помощью импульсного лазера 8 распыляют термоэлектрический материал 7 p-типа проводимости, который испаряясь в виде газоплазменного облака 9 осаждается на нагретом участке подложки. Далее ленту после натяжного ролика 10 переворачивают в устройстве разворота ленты 11 и после натяжного ролика 12 подают на нагреватель 13, образуя с ним скользящий термический контакт, и нагревают локально до заданной температуры. С помощью импульсного лазера 15 распыляют термоэлектрический материал 14 n-типа проводимости, который, испаряясь в виде газоплазменного облака 16, осаждается на нагретом участке подложки. Далее после отклоняющего ролика 18 ленту натягивают роликами 19 и 21, между которыми ленту 1 с нанесенными сплошными пленками термоэлектрического материала 7 и 14 обрабатывают лазерным лучом 20 для формирования симметричной топологии термоэлектрических участков.
Ленту с полученным технологическим рисунком отклоняющим роликом 22 наматывают на второй барабан 3. Технологические участки обработки ленты разделены заслонками 17 и 23. При формировании технологического рисунка на сторонах ленты лазерный луч 20 фокусируют на поверхности ленты 1 и с помощью сканатора обрабатывают ленту в зоне обработки 25. Лазерное излучение испаряет одновременно термоэлектрические материалы 7 и 14, проникая через ленту 1 и не разрушая ее, т.к. подложка хорошо прозрачна для длины волны лазерного луча 20. В результате получают ленту с зеркальными участками термоэлектрического материала разного типа проводимости по разные стороны ленты. Шаблон обработки лазером 20 создают заранее на ПК. В случае многорядного производства термоэлектрической ленты далее следует этап разделения ленты на единичные ленты.
Техническим результатом является использование более эффективных термоэлектрических материалов за счет использования метода импульсного лазерного осаждения, который позволяет создавать многокомпонентные термоэлектрические пленки, отличающиеся высокой термоэлектрической эффективностью; отсутствие необходимости использования процесса фотолитографии, который обладает низкой производительностью и необходимостью использования перечня опасных и дорогих химических реактивов, что приводит к высокой производительности производства термоэлектрической ленты и низкой стоимости; возможность напыления и формирования топологии сразу нескольких лент на единой подложке, обеспечивая высокую производительность процесса и снижение себестоимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЗДАНИЯ ГИБКОГО ТЕРМОЭЛЕКТРИЧЕСКОГО МОДУЛЯ | 2014 |
|
RU2601209C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ УГЛЕРОДНЫХ НАНОТРУБОК | 2013 |
|
RU2567283C2 |
| КОМПЛЕКС ПО ПРОИЗВОДСТВУ МИКРОЭЛЕКТРОННОЙ ПРОДУКЦИИ НА ГИБКИХ ПОДЛОЖКАХ | 2024 |
|
RU2829707C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО ГЕНЕРАТОРА | 2013 |
|
RU2525322C1 |
| СПОСОБ СОЗДАНИЯ ТОКОПРОВОДЯЩИХ ДОРОЖЕК | 2012 |
|
RU2494492C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОПЛАТ С ПЕРЕХОДНЫМИ МЕТАЛЛИЗИРОВАННЫМИ ОТВЕРСТИЯМИ | 2018 |
|
RU2697814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТЕКТОРОВ ТЕРАГЕРЦОВОГО ДИАПАЗОНА | 2014 |
|
RU2545497C1 |
| Способ изготовления электронных детекторов терагерцовой частоты | 2022 |
|
RU2804385C1 |
| УСТРОЙСТВО КОНТРОЛЯ И УПРАВЛЕНИЯ КОМПЛЕКСОМ ИМПУЛЬСНОГО ЛАЗЕРНОГО ОСАЖДЕНИЯ | 2019 |
|
RU2732546C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОУРОВНЕВОЙ КОММУТАЦИИ ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 1992 |
|
RU2017353C1 |
Изобретение относится к электротехнике и нанотехнологиям, в частности к способу изготовления термоэлектрического элемента для термоэлектрических устройств, например термоэлектрической батареи, и может быть использовано в потребительской электронике, медицине, лабораторном оборудовании и других областях. Сначала полученную гибкую ленту наматывают на барабан, который располагают в вакуумной камере. Осуществляют вакуумное напыление термоэлектрического материала на противоположные ее стороны. Ленту последовательно протягивают с помощью отклоняющих и натяжных роликов через первую зону нагрева и импульсного лазерного осаждения термоэлектрического материала p-типа проводимости на нагретый участок одной стороны ленты. Осуществляют переворот ленты в устройстве разворота и протягивают ленту через вторую зону локального нагрева до заданной температуры и импульсного лазерного осаждения термоэлектрического материала n-типа проводимости на нагретый участок противоположной стороны ленты. Затем протягивают ленту через зону одновременного формирования на двух сторонах ленты технологического рисунка путем лазерного испарения термоэлектрического материала на каждой из ее сторон. Осуществляют намотку ленты с полученным двусторонним технологическим рисунком на второй барабан. 2 ил.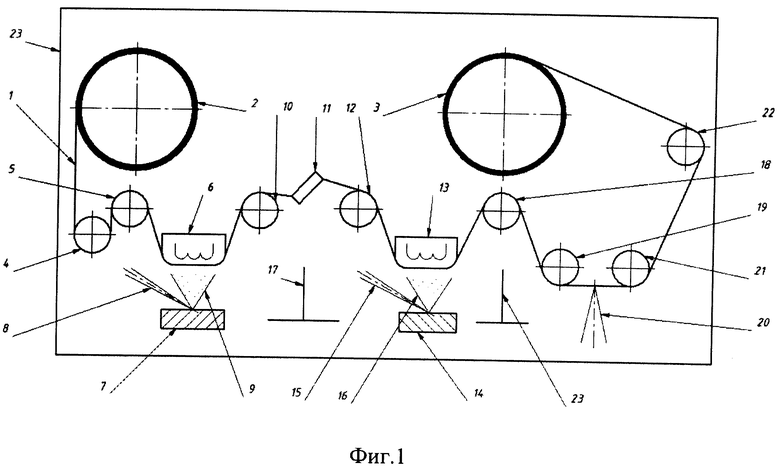
Способ изготовления термоэлектрического элемента для термоэлектрических устройств, включающий изготовление подложки в виде гибкой ленты на основе полиимидного полимера и вакуумное напыление термоэлектрического материала на противоположные ее стороны, отличающийся тем, что сначала гибкую ленту наматывают на барабан, который располагают в вакуумной камере, и осуществляют вакуумное напыление термоэлектрического материала на противоположные ее стороны, при этом ленту последовательно протягивают с помощью отклоняющих и натяжных роликов через первую зону нагрева, в которой осуществляют импульсное лазерное осаждение термоэлектрического материала p-типа проводимости на нагретый участок одной стороны ленты, затем выполняют переворот ленты в устройстве разворота и протягивают ленту через вторую зону локального нагрева до заданной температуры, в которой осуществляют импульсное лазерное осаждение термоэлектрического материала n-типа проводимости на нагретый участок противоположной стороны ленты, после чего протягивают ленту через зону одновременного формирования на двух сторонах ленты технологического рисунка путем лазерного испарения термоэлектрического материала на каждой из ее сторон, после чего осуществляют намотку ленты с полученным двусторонним технологическим рисунком на второй барабан.
| US 3554815 A, 12.01.1971 | |||
| СТРУКТУРА, ИСПОЛЬЗУЕМАЯ ДЛЯ ПРОИЗВОДСТВА ТЕРМОЭЛЕКТРОГЕНЕРАТОРА, ТЕРМОЭЛЕКТРОГЕНЕРАТОР, СОДЕРЖАЩИЙ ТАКУЮ СТРУКТУРУ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2557366C2 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ПОЛУПРОВОДНИКОВЫЙ МАТЕРИАЛ, ТЕРМОЭЛЕКТРИЧЕСКИЙ ПОЛУПРОВОДНИКОВЫЙ ЭЛЕМЕНТ С ИСПОЛЬЗОВАНИЕМ ТЕРМОЭЛЕКТРИЧЕСКОГО ПОЛУПРОВОДНИКОВОГО МАТЕРИАЛА, ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ С ИСПОЛЬЗОВАНИЕМ ТЕРМОЭЛЕКТРИЧЕСКОГО ПОЛУПРОВОДНИКОВОГО ЭЛЕМЕНТА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2326466C2 |
| US 8242348 B2, 14.08.2012 | |||
| US 20090084421 A1, 02.04.2009. | |||

