Область техники, к которой относится изобретение
Данное изобретение относится к области абразивных продуктов, применению абразивных продуктов и способу получения абразивного продукта.
Уровень техники
Абразивные продукты используют для обработки поверхностей объектов. Поверхности объектов могут содержать разнообразные материалы, такие как дерево, металл или полимер. Обработка обычно включает удаление материала с поверхности объекта с получением желаемых свойств поверхности объекта, таких как гладкость или шероховатость, или особой структуры. Разные материалы или области приложения могут предъявлять разные требования к надлежащему выполнению абразивным продуктом своей функции.
Сущность изобретения
В зависимости от цели абразивный продукт может иметь разные свойства. Поверхность объекта и материал, подлежащий абразии, могут предъявлять требования к абразивному продукту. В общем, желательно, чтобы абразивный продукт обладал прилегаемостью и гибкостью, приспосабливаясь к поверхности объекта для получения гладких и однородных результатов абразии. В то же время, абразивный продукт должен быть эффективным и долговечным. Дополнительно, определенное применение абразивного продукта может предъявлять особые требования, которые следует идентифицировать.
Цель изобретения заключается в том, чтобы предоставить усовершенствованный способ получения абразивного продукта, имеющего улучшенные свойства. Дополнительная цель изобретения заключается в том, чтобы предоставить заключается в том, чтобы предоставить абразивный продукт, имеющий такие улучшенные свойства. Улучшенные свойства могут быть использованы в различных областях приложения для получения лучшего абразивного качества. Улучшенные свойства могут дополнительно продлевать жизненный цикл продукта.
На поверхности абразивного продукта может быть создано множество абразивных зон, которые несет опорный слой, так что каждая абразивная зона может быть окружена взаимосвязанными канальными участками. Канальные участки могут быть расположены так, чтобы иметь такие размеры и рисунок, что абразивный продукт имеет улучшенную гибкость, и образовавшийся при абразии материал может быть эффективно удален с поверхности абразивного продукта. Для канальных участков могут быть предусмотрены возрастающие уровни и объемы, чтобы улучшить промывку поверхности абразивного продукта и эффективное удаление отделенного материала, что снижает риск засорения. Дополнительно может быть предусмотрено, что абразивный продукт обладает одновременно как гибкостью, чтобы прилегать к поверхности объекта, так и износостойкостью, чтобы выдерживать применение в машинной абразии и/или ручной абразии.
Способ получения такого абразивного продукта может включать в себя предоставление опорного слоя и формирование множества абразивных зон, которые несет опорный слой, где каждая абразивная зона может быть окружена взаимосвязанными канальными участками, имеющими поперечный размер, где канальные участки содержат первые канальные участки с первым поперечным размером и второй канальный участок со вторым поперечным размером, большим чем первое поперечный размер. Дополнительно, способ получения абразивного продукта может включать в себя предоставление опорного слоя и формирование повторяющихся единиц абразивных зон на опорном слое, где границы повторяющихся единиц, расположенные напротив друг друга, имеют конгруэнтную кривизну, формируя комплементарную пару с тесной подгонкой повторяющихся единиц друг к другу. Предпочтительно, предоставленный абразивный продукт может содержать поверхность, обеспечивающую возможность однонаправленной абразии.
Гибкость абразивного продукта может быть дополнительно улучшена путем предоставления опорного слоя, содержащего поверхностные отклонения по высоте, такие как углубленные области и приподнятые области, которые могут быть использованы для прикрепления абразивного слоя, содержащего абразивные зоны на опорном слое. Альтернативно, абразивные зоны могут быть предоставлены на по существу плоском опорном слое, так что поверхностные отклонения сформированы абразивным слоем, содержащим множество абразивных зон, окруженных взаимосвязанными канальными участками.
Цели и варианты осуществления изобретения дополнительно описаны в независимых и зависимых пунктах формулы изобретения, приведенной в данной заявке.
Описание чертежей
Чертежи являются схематичными и могут быть приведены с нарушением перспективы.
Чертежи служат иллюстративным целям.
На чертежах и в описании символы Sx, Sy и Sz представляют направления ортогональных координат, перпендикулярные друг другу.
На Фигуре 1 представлен упрощенный пример структуры абразивного продукта.
На Фигуре 2 представлен упрощенный пример структуры абразивного продукта, прикрепляемой к абразивному аппарату.
На Фигуре 3 представлен упрощенный пример опорного слоя, содержащего разные функциональные слои.
На Фигурах 4a и 4b представлены упрощенные примеры структуры абразивного слоя.
На Фигуре 5 представлен упрощенный пример структуры опорного слоя, содержащей углубленные области.
На Фигуре 6 представлен упрощенный пример структуры функционального слоя, содержащей углубленные области.
На Фигуре 7 представлен упрощенный пример абразивного слоя, примыкающего к опорному слою, содержащему углубленные области.
На Фигуре 8 представлен упрощенный пример поперечного сечения C-C абразивного продукта.
На Фигуре 9 представлен упрощенный пример абразивного продукта в виде сверху.
На Фигуре 10 представлен упрощенный пример поверхности абразивного продукта, содержащей абразивные зоны и канальные участки.
На Фигуре 11 представлен упрощенный пример канальных участков, содержащих кривизну.
На Фигуре 12 представлен упрощенный пример вторых канальных участков, имеющих линейную длину.
На Фигуре 13 представлен упрощенный пример сети взаимосвязанных канальных участков.
На Фигуре 14 представлен упрощенный пример элементарного рисунка на поверхности абразивного продукта.
На Фигуре 15 представлен упрощенный пример отверстия.
На Фигурах 16a по 16f представлен неограничивающий пример деформирования геометрической формы для предоставления элементарных рисунков на поверхности абразивного продукта.
На Фигурах 17a по 17e представлен неограничивающий пример предоставления элементарных рисунков на поверхности абразивного продукта без деформирования геометрических форм.
На Фигурах 18a по 18g представлен другой неограничивающий пример деформирования геометрической формы для предоставления элементарных рисунков на поверхности абразивного продукта.
На Фигурах 19a по 19e представлен неограничивающий пример сети элементарных рисунков, содержащих угловатость.
На Фигурах 20a по 20f представлен другой неограничивающий пример предоставления сети, содержащей элементарные группы и элементарные рисунки на поверхности абразивного продукта.
На Фигурах 21a по 21e представлен дополнительный неограничивающий пример предоставления сети, содержащей элементарные группы и элементарные рисунки на поверхности абразивного продукта.
На Фигуре 22 представлен дополнительный неограничивающий пример предоставления сети, содержащей элементарные группы и элементарные рисунки на поверхности абразивного продукта.
Подробное описание изобретения
Абразивные продукты могут быть использованы в различных областях приложения, и среди некоторых из них можно назвать такие, как автомобильная промышленность, корабли и лодки, стройплощадки и строительные объекты, а также промышленность композиционных материалов. Области приложения абразивных продуктов могут дополнительно включать разнообразные материалы, такие как дерево, металл, композиты, пластмассы, минералы или различные покрытия, такие как краски и лаки. Удаление материалов с различными свойствами и поведением может также требовать различных свойств от абразивного продукта. Общепринятые способы абразивной обработки могут включать в себя, например, шлифовку, полировку, глянцевание, хонингование, резку, сверление, заострение, доводку с притиркой или зашкуривание. Форма объектов, которые требуют абразии, может варьироваться. Когда форма поверхности объекта не является планарной и содержит отклонения по высоте, желательно, чтобы абразивный продукт являлся гибким. Гибкий абразивный продукт лучше приспосабливается к форме поверхности объекта, подвергающейся абразии. Типичный недостаток жесткого абразивного продукта состоит в том, что одна часть абразивного продукта может быть прижата к поверхности объекта сильнее, чем другая часть, что может приводить к неоднородному качеству, другими словами, некоторые участки могут быть подвергнуты абразии, в то время как другие могут подвергаться меньшей абразии или вовсе не подвергаться ей. Предпочтительно, для прочности, сдвигающего напряжения, ударного напряжения и модуля упругости абразивного продукта следует использовать такое техническое решение, чтобы они отвечали требованиям области приложения. Абразивные продукты можно использовать, например, во влажных или сухих условиях в зависимости от цели.
В описании термин “канал” относится к углубленной области, расположенной по обеим сторонам абразивной зоны. Канал имеет ширину, длину и высоту. Термин “канальный участок” относится к кратчайшему расстоянию на поверхности между двумя точками разветвления или пересечениями канала между двумя абразивными зонами, обозначаемому как “длина канального участка”. Канальный участок имеет по существу постоянную ширину и высоту вдоль длины канального участка.
На Фигуре 1 показан упрощенный пример абразивного продукта 100, имеющего поверхность 110 с абразивными свойствами. Абразивный продукт 100 содержит опорный слой 101 с первой стороной 107 и второй стороной 108 и абразивный слой 111, примыкающий к одной стороне опорного слоя 101. Абразивный слой может примыкать к первой стороне 107 или второй стороне 108 опорного слоя 101 или находиться на его обеих сторонах. Абразивный продукт 100 может содержать необязательный несущий слой 121, имеющий переднюю сторону и заднюю сторону. Передняя сторона несущего слоя 121 может быть соединена со второй стороной 108 опорного слоя 101, например, ламинированием или адгезией.
На Фигуре 2 показан упрощенный пример несущего слоя 121, имеющего переднюю и заднюю сторону. Передняя сторона несущего слоя 121 может примыкать ко второй стороне 108 опорного слоя 101. Несущий слой 121 может содержать улучшающий прикрепление слой 126 и вспененный слой 123. Улучшающий прикрепление слой 126 может представлять собой, например, полимерную пленку, ламинированную к опорному слою, или слой, улучшающий механическое прикрепление, например, систему приклеивания или прикрепление, основанное на зацеплении, такое как Velcro. Альтернативно или дополнительно, улучшающий прикрепление слой 126 может содержать слой чувствительного к давлению адгезива, примыкающий ко второй стороне 108 опорного слоя 101. Альтернативно или дополнительно, улучшающий прикрепление слой 126 может содержать фрикционное покрытие. Фрикционное покрытие может быть использовано, чтобы увеличить поверхностное трение второй стороны 108 абразивного продукта 100, если вторая сторона 108 не содержит абразивного слоя 111. Например, продукт 100 может содержать фрикционное покрытие, нанесенное на вторую сторону 108 опорного слоя 101. Предпочтительно, фрикционное покрытие может содержать увеличивающий трение материал в точечноподобных образованиях. Например, увеличивающий трение материал может быть размещен в виде двумерного ряда точек с областями, свободными от увеличивающего трение материала, окружающими данные точки. Экспериментально наблюдали, что одинаковое количество фрикционного покрытия, нанесенного в виде ряда точек или точек, например, посредством машины трафаретной печати, гравированного валика, установки электростатического нанесения покрытия или капельного нанесения из дозировочного транспортера или с помощью вибрационного устройства, в виде точечноподобных образований, может обеспечивать повышенное трение во влажном абразивном продукте 100. Когда вспененный слой 123 находится непосредственно вплотную к опорному слою 101, дополнительный зацепляющий слой 122 может быть прикреплен к стороне, не обращенной к опорному слою 101. Опорный слой 101 может содержать отверстия 226, простирающиеся через опорный слой 101 в направлении Sz.
Аппарат 300 может содержать абразивный продукт 100. Несущий слой 121 может быть использован для того, чтобы прикрепить абразивный продукт 100 к аппарату 300, который может представлять собой инструмент, используемый для абразии. Несущий слой 121 может быть использован для того, чтобы прикрепить аппарат 300 или инструмент для абразии к абразивному продукту 100. Альтернативно, несущий слой 121 может быть использован для того, чтобы удалить абразивный продукт 100 из аппарата 300 или инструмента, используемого для абразии. Это обеспечивает возможность легкой замены одного абразивного продукта 100 на другой на инструменте или аппарате, содержащем поверхность 301 для прикрепления абразивного продукта 100. Аппарат может содержать средство прикрепления, совместимое с абразивным продуктом 100. Совместимое средство может представлять собой, например, улучшающий прикрепление слой 301, имеющий заднюю сторону и переднюю сторону. Улучшающий прикрепление слой 301 может содержать систему 302 механического прикрепления, такую как крючки или велюр, такую как система Velcro, виниловый слой или слой чувствительного к давлению адгезива. Аппарат 300 может содержать, например, средство для линейной машинной абразии или вращательной машинной абразии. Аппарат 300 может содержать средство для создания колебательных движений, такое как стержень и опорная подложка, содержащая поверхность 301.
На Фигуре 3 показан упрощенный пример структуры опорного слоя 101. Опорный слой 101 может быть изготовлен с возможностью обеспечения функциональности. Функциональность может быть введена путем изготовления опорного слоя 101, содержащего один или более функциональных слоев 102, 103, 104, 104, 105, 106, 107, 108, имеющих первую сторону и вторую сторону. Первая сторона первого функционального слоя 102, 103, 104, 104, 105, 106, 107, 108 может примыкать к первой или второй стороне второго функционального слоя, отличного от первого функционального слоя. Функциональные слои 102, 103, 104, 104, 105, 106, 107, 108 могут быть соединены друг с другом, например, ламинированием или совместной экструзией. Например, абразивный продукт 100 может содержать первый функциональный слой 102, примыкающий ко второму функциональному слою 103 или третьему функциональному слою 104. Следовательно, опорный слой 101 может содержать более одного примыкающего слоя, например, два, три, четыре, пять, шесть или семь примыкающих слоев. Функциональные слои могут быть сформированы таким же образом, что опорный слой 101. Некоторые из функциональных слоев могут иметь одинаковую химическую композицию. Альтернативно, химическая композиция каждого функционального слоя может отличаться. Кроме того, толщина каждого функционального слоя может быть одинаковой или отличаться от других. Функциональные слои 102, 103, 104, 104, 105, 106, 107, 108 могут содержать слои с разными функциями, например, слои с тиснением, антистатические слои, такие как слои для блокировки ультрафиолетового света или радикалов (UV/EB), способствующие адгезии слои, противоскользящие слои, армирующие слои или слои-наполнители. Некоторые из функциональных слоев могут быть одинаковыми, то есть опорный слой 101 может содержать два или более функциональных слоя 102, 103, 104, 104, 105, 106, 107, 108, идентичные друг другу по химической композиции и/или толщине. Один функциональный слой может иметь более одной функции. Примеры разных функциональных слоев 102, 103, 104, 104, 105, 106, 107, 108, которые могут представлять собой часть опорного слоя 101, приведены ниже. Примеры с 1 по 9 можно использовать в одиночку или можно сочетать. В частности, функциональный слой 102, 103, 104, 104, 105, 106, 107, 108 можно сочетать с другим функциональным слоем 102, 103, 104, 104, 105, 106, 107, 108.
Пример 1. Функциональный слой 102, 103, 104, 104, 105, 106, 107, 108 может представлять собой вспененный слой 123. Вспененный слой 123 может содержать, например, сложный полиэфир, полипропилен, полистирол или полиэтилен. Вспененный слой 123 может содержать пористую структуру, создаваемую газообразным веществом или расширяющимися добавками. Например, вспененный слой 123 может быть сформирован с помощью подходящего газа, такого как диоксид углерода. Альтернативно, для формирования пор можно использовать добавки, расширяющиеся или высвобождающие газообразные соединения при нагревании.
Пример 2. Функциональный слой 102, 103, 104, 104, 105, 106, 107, 108 может содержать слой, способствующий созданию тиснения. Слой, способствующий созданию тиснения, может содержать термопласт, например, поливиниловый спирт, поливинилхлорид (PVC), полипропилен (PP) или полиэтилен (PE). Слой, способствующий созданию тиснения, может быть использован, например, для того, чтобы создать на верхней поверхности 107 поверхностные отклонения по высоте.
Пример 3. Функциональный слой 102, 103, 104, 104, 105, 106, 107, 108 может содержать антистатический слой. Опорный слой 101 может быть технически исполнен с антистатическим функциональным слоем 102, 103, 104, 104, 105, 106, 107, 108, чтобы обеспечить хорошие статические характеристики во избежание искр, которые могут повредить продукты или воспламенить пары растворителя, или во избежание слипания листов или во избежание привлечения пыли. Материалы, которые можно использовать, чтобы уменьшить статическое электричество и, таким образом, свести к минимуму статический заряд, содержат полимерные добавки, соли, проводящие полимеры, волокна и частицы или наполнители, поверхностно-активные вещества, агенты контроля заряда, углеродные нанотрубки, сажу или слюду.
Пример 4. Опорный слой 101 может содержать блокирующий UV/EB функциональный слой 102, 103, 104, 104, 105, 106, 107, 108, чтобы защитить материал от разрушающих эффектов, вызываемых светом, ультрафиолетовым светом и/или радикалами, такими как свободнорадикальные соединения. Примеры соединений UV/EB-стабилизаторов, подходящих для блокирующего UV/EB слоя, если назвать лишь немногие, включают бензофеноны, бензотриазолы, салицилаты, акрилонитрилы, затрудненные амины, такие как различные производные 2,2,6,6-тетраметилпиперидина, или другие полимеры, содержащие ароматические кольца в своей структуре, пигменты, такие как сажа или оксид титана. UV/EB-Стабилизаторы весьма эффективны в низких концентрациях.
Пример 5. Функциональный слой 102, 103, 104, 104, 105, 106, 107, 108 может содержать улучшающий прикрепление слой 126, такой как улучшающий адгезию слой; полипропилен плохо связывается с различными смолами, поскольку представляет собой нереакционноспособный полимер. Чтобы улучшить связывание, различными обработками поверхности могут быть введены полярные функциональные группы. Обработки поверхности включают в себя коронный разряд, плазменное травление, пламенную обработку, прививку адгезионного слоя на главной цепи полипропилена в состоянии расплава в ходе экструзии. Улучшающий адгезию слой может содержать улучшающие адгезию соединения, такие как одно или сочетание следующих: кислый сополимер, натриевый иономер, цинковый иономер или другие иономеры металлов, такие как иономеры Surlyn, полиэтилен низкой или высокой плотности, сополимеры этилена-винилацетата (сополимер EVA), сополимеры этилена-акрилатных сложных эфиров, включающие бутилакрилат (сополимер EBA), метилакрилат (сополимер EMA) и 2-этилгексилакрилат (2EHA), терполимеры этилена-винилацетата, которые представляют собой неупорядоченные терполимеры этилена, винилацетата, малеинового ангидрида, терполимеры этилена-акриловых сложных эфиров, включающие в себя различные сочетания типов акрилового сложного эфира (метил-, этил- или бутилакрилат) и мономера, такого как малеиновый ангидрид (MAH), глицидилметакрилат (GMA). Другими словами, функциональный слой (102, 103, 104, 104, 105, 106, 107, 108) может содержать улучшающее адгезию соединение, выбираемое из группы, состоящей из сополимера этилена высокой плотности, сополимера этилена низкой плотности, сополимера этилена-бутилакрилата (EBA), сополимера этилена-винилацетата (EVA), сополимера этилена-метилакрилата (EMA), сополимера этилена-бутилакрилата (EBA), сополимера 2-этилгексилакрилата (2EHA), терполимера этилена-акрилового сложного эфира, где тип акрилового сложного эфира представляет собой метил-, этил- или бутилакрилат, терполимера этилена-винилацетата, где тип акрилового сложного эфира представляет собой метил-, этил- или бутилакрилат.
Пример 6. Функциональный слой 102, 103, 104, 104, 105, 106, 107, 108 может содержать противоскользящий слой: Опорный материал может быть технически исполнен с противоскользящим функциональным слоем 102, 103, 104, 104, 105, 106, 107, 108, чтобы повысить коэффициент трения. Функциональный слой может быть сформирован любыми мягкими, клейкими резиноподобными покрытиями и/или любым наполнителем, диспергированным в подходящем связующем материале и нанесенным в отдельном процессе на опорный материал в качестве ровного или структурированного покрытия. Избранные наполнители могут быть также введены в расплав в ходе осуществления способа экструзии. Оксид алюминия, частицы типа высокодисперсного силиката, карбонат кальция и диоксид кремния представляют собой примеры материалов, которые можно использовать в целях создания противоскользящего эффекта.
Пример 7. Армирующий слой (армирующие наполнители): Функциональный слой может способствовать оптимизации механических свойств продукта 100 в целевой области приложения. С данной целью можно использовать различные типы наполнителей, например, материалы, которые увеличивают механическую прочность. Примеры наполнителей включают в себя стекловолокно, графитовое волокно, арамидное волокно, углеродное волокно, наноцеллюлозу, углеродные нанотрубки, карбонат кальция, тальк, каолин и слюду. Различные наполнители можно использовать в одиночку или в сочетании. Наполнители можно использовать, чтобы модифицировать механические свойства функционального слоя 102, 103, 104, 104, 105, 106, 107, 108 или опорного слоя 101. Однако наполнители можно также использовать для того, чтобы модифицировать различные свойства, такие как термическое расширение, оптические свойства, термическая стабильность, противоскользящие свойства или электрические свойства, такие как антистатические свойства.
Пример 8. Улучшающий резку слой: Примерами материалов, используемых в данном функциональном слое, являются поликарбонаты, акриловые, уретановые, эпоксидные смолы.
Пример 9. Ламинирующий слой или слой системы “скрепления”: Данный слой может быть сформирован любым полимером, содержащим группы, которые реагируют при нагревании или с другими химикатами, приобретая клееподобные свойства. В частности, соединения, упомянутые в контексте улучшающего адгезию слоя, можно использовать для ламинирования, чтобы прикрепить два примыкающих слоя друг к другу. Ламинирование можно использовать в качестве предпочтительного способа прикрепления друг к другу функциональных слоев 102, 103, 104, 104, 105, 106, 107, 108.
На Фигурах 4a и 4b представлены упрощенные примеры структуры абразивного слоя 111. Абразивный слой 111 содержит абразивный материал для осуществления абразии поверхности объекта. Абразивный слой 111 может содержать абразивные зоны 118, окруженные взаимосвязанными канальными участками 221, 222. Абразивные зоны содержат абразивный материал.
Абразивный продукт 100 относится к изделию, которое можно использовать для абразии. Абразивный продукт 100 может быть сформирован из абразивного листа. Абразивный лист может содержать множество абразивных продуктов 100. Абразивный продукт 100 может быть сформирован из абразивного листа любым известным способом. Иллюстративным путем формирования абразивного продукта из абразивного листа является резание штампованием. Абразивный продукт 100 может быть сформирован из абразивного листа, предпочтительно с использованием лазерной технологии, чтобы получить абразивный продукт 100 желаемой формы. Абразивный продукт 100 может быть также изготовлен таким образом, что литьевое формование используют для придания формы абразивному продукту 100.
Поверхность 110, в общем, содержит абразивный материал, такой как абразивные зерна 113, примыкающие к смоле 112. Типичные материалы, используемые в качестве абразивных зерен 113, представляют собой твердые минералы, которые могут являться синтетическими или встречаться в природе. Иллюстративный список минералов, используемых в качестве абразивных зерен 113, содержит
- кубический нитрид бора,
- карбид бора,
- оксид алюминия,
- оксид железа,
- оксид церия,
- карбид кремния,
- циркониевый корунд и
- алмаз.
Более того, абразивные зерна 113 могут содержать керамические зерна или искусственные зерна.
Смола 112, называемая нижним (первым) адгезивным покрытием, может представлять собой смесь, где абразивные зерна 113 смешаны со смолой 112. На Фигуре 4a показан пример смеси, называемой абразивной суспензией, которая может быть осаждена на опорном слое 101 и отверждена посредством нагрева или излучения с формированием абразивного слоя 111. На Фигуре 4b показан пример другого пути получения абразивного слоя 111, где абразивный слой 111 может быть покрыт таким образом, что абразивные зерна 113 могут быть ориентированы на слое нижнего адгезивного покрытия, содержащем смолу 112, например, посредством гравитации или электростатического нанесения покрытия, и затем зафиксированы слоем второго адгезивного покрытия 114, который мог бы быть таким же, что слой нижнего покрытия, содержащий смолу 112, или отличаться от него. Данные два способа отличаются друг от друга, поскольку абразивная суспензия содержит абразивные зерна 113 во множестве слоев, тогда как слой покрытия содержит только по существу монослой абразивных зерен 113, предпочтительно ориентированных так, что острые концы абразивных зерен направлены по существу в противоположном направлении от опорного слоя 101. Абразивный слой может дополнительно содержать адгезивное покрытие 114 для улучшения прикрепления единственного слоя абразивных зерен 113. Более того, верхнее покрытие 115 может быть нанесено сверху адгезивного покрытия 114, чтобы закрыть абразивные зерна 113. Единственный слой абразивных зерен может быть изготовлен так, чтобы быть износостойким. Другими словами, прикрепление абразивных зерен на опорном слое 101 может быть прочнее. Стабильный абразивный слой 111 может обеспечивать возможность более точной абразии. При использовании суспензии, содержащей абразивные зерна, формирование абразивных областей обычно включает в себя множество слоев абразивного материала. При использовании абразивный материал начинает разрушаться и истирается, что приводит к отделению абразивных зерен и адгезивного материала и обнажает новые абразивные зерна из глубины. Отделившийся абразивный материал может свободно размещаться на поверхности объекта и может, например, сцепиться либо с поверхностью объекта, либо с абразивным слоем, приводя к неоднородному абразивному рисунку на поверхности объекта. Это может наблюдаться как царапины. Путем использования абразивного слоя 111, содержащего по существу единственный слой смолы 112 и абразивных зерен 113, которые могут быть ориентированы, процедуру абразии можно лучше контролировать. Чертежи приведены не в масштабе; следовательно, абразивный слой 111 может иметь по существу плоскую поверхность.
Абразивный продукт 100 содержит опорный слой 101. Опорный слой 101 может содержать первую сторону 107 и вторую сторону 108. Опорный слой 101 может содержать разнообразные материалы, такие как бумага, ткань или полимер. Опорный слой может содержать объект, изготовленный инжекционным формованием, такой как металл, полимер или композиционный объект. Опорный слой 101 может представлять собой лист или пленку. Пленка может находиться в форме пленочной сетки на катушке. Альтернативно, опорный слой 101 может представлять собой изделие, изготовленное инжекционным формованием. Абразивный продукт может быть присоединен к аппарату, используемому для машинной абразии. В частности, абразивный продукт может быть присоединен, например, к подложке и удален с нее.
Свойства опорного слоя 101 могут быть выбраны в зависимости области приложения. Материалы с твердой поверхностью объекта могут требовать износостойкого и жесткого абразивного продукта 100, тогда как поверхности объекта, имеющие поверхностные отклонения или некоторую форму, могут требовать более приспосабливаемого абразивного продукта. Увлажнение образовавшегося при абразии материала предотвращает переход частиц во взвешенную пыль. Взвешенная пыль вредна и может вызывать проблемы со здоровьем. При абразии во влажном режиме используют текучую среду, такую как воду или жидкость, содержащую воду, чтобы уменьшить образование пыли. Влажный режим может быть использован в случае абразивных продуктов, для которых влага не является проблемой. Во влажном режиме абразивный продукт и поверхность могут быть увлажнены жидкостью. Жидкость может представлять собой воду, жидкость на основе воды, органический растворитель, полярный или неполярный растворитель или любое их сочетание. Использование жидкости обеспечивает возможность промывки водой поверхности объекта и абразивной поверхности 110. Воду можно использовать, чтобы связать образовавшийся при абразии материал, отделившийся от поверхности объекта, называемый абразивным шламом. Абразия во влажном режиме выполняется путем промывки водой пространства между поверхностью объекта и поверхностью 110 абразивного продукта и уноса образовавшегося при абразии материала. Чтобы абразия во влажном режиме была эффективной, пространство между поверхностью объекта и поверхностью 110 абразивного продукта должно удерживать достаточное количество воды так, чтобы поверхность подвергалась абразии и чтобы образовавшийся при абразии материал или абразивный шлам уносился. Если образовавшийся при абразии материал накапливается между поверхностями, эффективность абразии будет уменьшаться.
В общем, в качестве материала опорного слоя 101 можно использовать бумагу, ткань или полимер. Однако в случае абразии во влажном режиме бумага в качестве материала опорного слоя 101 создает проблемы. При абразии с водой требуется, чтобы материал опорного слоя 101 являлся водостойким. Для таких целей бумагу можно специально обработать. Однако специально обработанная бумага является дорогим материалом. Более того, свойства бумажного материала могут отличаться для разных производственных партий или даже в одной и той же партии, что может создавать проблему в отношении качества производства абразивного продукта 100. Более проблематичным затруднением является то, что характеристики бумажного материала часто изменяются в ходе производства абразивного продукта. Хотя бумага может быть пропитана и на ее обе стороны может быть нанесено барьерное покрытие, покрытие может быть не полностью водостойким. Более того, поверхности бумаги могут быть не полностью плоскими. При намокании продукта в воде бумага может набухать больше, чем слой покрытия и продукт может скручиваться. В частности, бумага может быть выполнена с возможностью устранения скручивания после нанесения покрытия, но может скручиваться снова, например, при изменении влажности. Преимущество полимера, такого как полипропилен, заключается в том, что скручивание может быть меньше или его можно отрегулировать путем нагрева. По сравнению с бумагой полимерная пленка может быть стабильной после такого регулирования.
Полимерный материал может быть более подходящим в качестве материала для опорного слоя 101. Преимущество полимерного материала заключается в том, что полимеры можно формовать литьем и перерабатывать с получением желаемой формы и толщины. Кроме того, путем выбора предпочтительного полимерного материала опорный слой 101 может быть модифицирован так, чтобы обладать желаемыми свойствами. Опорный слой 101 задает основные свойства абразивного продукта 100. Предпочтительно, опорный слой 101 одновременно должен быть как гибким, чтобы приспосабливаться к поверхности объекта, так и износостойким, чтобы выдерживать применение в машинной абразии и/или ручной абразии. Износостойкость в данном отношении относится к прочности при растяжении и жесткости при изгибе или прочности при удлинении опорного слоя 101.
Предпочтительно, опорный слой 101 может содержать термопластичный полимер. Термопластичные полимеры могут быть переработаны в слои способами, известными специалисту в данной области, такими как экструзия, совместная экструзия или инжекционное формование или ламинирование. Термопластичные полимеры могут быть сформированы так, чтобы иметь точную композицию, они легко повергаются литьевому формованию и переработке и являются, таким образом, предпочтительными в плане непрерывного предоставления опорного слоя 101 с однородным качеством. Термопластичный полимер может быть расплавлен и переработан в опорный слой 101. Более того, термопластичный полимер может быть выбран так, чтобы обладать сочетанием упругих и пластичных свойств, которые являются подходящими для области приложения изготавливаемого абразивного продукта. При предоставлении опорного слоя 101, содержащего термопластичный полимер, можно выбирать толщину опорного слоя 101. Толщина слоя оказывает влияние на гибкость продукта. В частности, опорный слой, имеющий ту же толщину, но содержащий другой полимер, может иметь другое свойство, такое как гибкость.
В качестве материала опорного слоя 101 для абразивного продукта 100 можно использовать сложные полиэфиры или полиолефины. Оба данных типа термопластичных полимеров коммерчески легкодоступны и могут быть переработаны в лист или пленку желаемой толщины. Дополнительно, оба данных типа термопластичных полимеров являются по существу водонепроницаемыми. Примерами сложных полиэфиров и полиолефинов, подходящих для материалов опорного слоя 101, являются полиэтилентерефталат (PET) и термопластичные полиолефины, такие как полиэтилен (PE), полипропилен (PP), полиметилпентен (PMP) или полибутен-1 (PB-1). Температуры плавления и значения прочности при растяжении данных полимеров описаны ниже в Таблице 1:
Абразивный продукт 100 можно использовать в качестве прикрепляемого и удаляемого объекта. Абразивный продукт 100, содержащий опорный слой 101, изготовленный экструзией, совместной экструзией или литьем под давлением, обычно имеет толщину в диапазоне от 50 микрометров до 5 миллиметров. Предпочтительно, опорный слой 101 является приспосабливаемым в нескольких направлениях Sx, Sy и Sz. Для придания опорному слою 101 желаемой гибкости, толщина опорного слоя 101 может находиться в диапазоне предпочтительно от 70 до 250 микрометров. Предпочтительнее, толщина опорного слоя 101 составляет 90 микрометров или более, либо составляет 200 микрометров или менее.
Как можно видеть из Таблицы 1, сложные полиэфиры обычно имеют более высокую температуру плавления в диапазоне от 250°C до 270°C, чем полиолефины. Более того, сложные полиэфиры имеют высокую жесткость. Термопластичный сложный полиэфир, такой как, например, полиэтилентерефталат (PET) имеет весьма высокую прочность при растяжении. Опорный слой 101 с той же толщиной, содержащий сложный полиэфир, является менее гибким, чем опорный слой 101, содержащий полиолефин, например, полипропилен. В частности, в случае абразивного продукта 100 может быть необходимо сгибание во множестве направлений, как, например, в направлении первой стороны 107 и/или второй стороны 108 опорного слоя 101. Сгибание может быть проведено в трех измерениях. В таких ситуациях более высокая гибкость является преимуществом. Предпочтительно, опорный слой 101 содержит полимер, который обладает как упругими, так и пластичными свойствами и совместим с другими слоями, примыкающими к опорному слою 101. Среди полиолефинов полипропилен обладает желаемыми свойствами, такими как подходящая температура переработки, составляющая более 120°C. Полипропилен может содержать гомополимер пропилена или сополимер пропилена. В данной заявке полипропилен относится к алкеновому полимеру, где алкеновый полимер мог бы представлять собой полипропиленовый гомополимер, неупорядоченный сополимер пропилена и этилена или, альтернативно, пропилена и алкена, блок-сополимер пропилена и этилена или, альтернативно, пропилена и алкена. Можно использовать сополимеры пропилена с алкенами вплоть до C8. К предпочтительным алкенам относятся C2-C4-алкены, причем наиболее предпочтительным является полипропилен из-за возможности его повторного использования. Полиэтилен и полипропилен также доступны в виде продуктов с высокими степенями чистоты, не содержа остатков, которые могут затруднять осуществление способа получения.
Опорный слой 101 может представлять собой единственный слой, содержащий только полипропилен. Полипропилен может также представлять собой полимерную смесь, содержащую полипропилен в качестве главного ингредиента и малые количества других полимерных ингредиентов. Например, полимерная смесь может также содержать малое количество неполимерных добавок, таких как пластификаторы или размягчители. Когда опорный слой 101 представляет собой многослойную структуру, композиции разных слоев должны быть по меньшей мере частично совместимы друг с другом. Опорный слой 101 может содержать гомополимер пропилена. Дополнительно, опорный слой может содержать сополимеры пропилена. Сополимеры пропилена могут быть использованы, например, для того, чтобы уменьшить жесткость опорного слоя. Это может увеличивать гибкость абразивного продукта 100. В многослойной структуре опорный слой 101 может содержать полипропилен в количестве по меньшей мере 20%, предпочтительно по меньшей мере 50%, предпочтительнее по меньшей мере 60% или по меньшей мере 70%. Опорный слой 101 может содержать один или более функциональных слоев 102, 103, 104, 104, 105, 106, 107, 108, которые, каждый, могут иметь разную композицию. Функциональный слой 102, 103, 104, 104, 105, 106, 107, 108 может содержать, например, от 40% до 100% полипропилена. Альтернативно, функциональный слой 102, 103, 104, 104, 105, 106, 107, 108 может содержать менее 100% полипропилена, как, например, в диапазоне от 5% до 99%. Опорный слой 101 может содержать структуру из нескольких слоев, где по меньшей мере один из функциональных слоев 102, 103, 104, 104, 105, 106, 107, 108 не содержит полипропилена. Процентные доли полипропилена в каждом слое, таком как опорный слой 101 или функциональный слой 102, 103, 104, 104, 105, 106, 107, 108, представляют собой процентные доли по массе в расчете на суммарную массу полимера в опорном слое 101. Например, опорный слой 101 может содержать от 40% до 100%, предпочтительно по меньшей мере 50%, полипропилена из суммарной массы полимера в опорном слое 101. Гибкость опорного слоя 101 может быть выбрана путем подбора функциональных слоев 102, 103, 104, 104, 105, 106, 107, 108, обладающих разными свойствами.
Абразивный продукт 100 может содержать опорный слой 101 с первой стороной 107 и второй стороной 108, где абразивный слой 111 примыкает к стороне опорного слоя 101, содержащего полипропилен. Опорный слой 101, содержащий полипропилен, имеет относительно низкое поверхностное натяжение. Чтобы содействовать прикреплению абразивного слоя 111 к опорному слою 101, можно использовать обработку коронным разрядом, плазмой или пламенем. Альтернативно, улучшающий адгезию слой можно использовать в качестве верхнего слоя опорного слоя 101, содержащего множество функциональных слоев 102, 103, 104, 104, 105, 106, 107, 108. Структура из множества функциональных слоев может содержать один или более слоев, как, например, два или более слоя. Способ, включающий в себя обработку коронным разрядом, плазмой или пламенем, увеличивает поверхностное натяжение обработанной поверхности и его можно осуществлять применительно к одной или обеим сторонам 107, 108 опорного слоя 101. Альтернативно, улучшающие адгезию слои могут быть предусмотрены на одной или обеих сторонах 107, 108 опорного слоя 101. Наверху улучшающего адгезию слоя также можно использовать обработку коронным разрядом, плазмой или пламенем, чтобы дополнительно улучшить прикрепление абразивного слоя 111 к опорному слою 101. Абразивный слой 111 содержит смолу 112 и абразивные зерна 113. Смолу 112 используют, чтобы связать абразивные зерна с поверхностью 110 абразивного продукта 100. Полипропилен имеет относительно низкую температуру точки плавления менее 200°C и в зависимости от структуры использованного полипропилена может начинать размягчаться уже при температурах выше 100°C. Относительно низкая точка плавления полипропилена может влиять на способ отверждения абразивного слоя 111, примыкающего к опорному слою 101. Предпочтительно, для отверждения абразивного слоя 111 используют радиационное отверждение. Абразивный слой 111 может быть прикреплен к опорному слою 101, который может содержать функциональный слой 102, 103, 104, 104, 105, 106, 107, 108. Функциональный слой, смежный с абразивным слоем 111, может содержать улучшающую адгезию поверхность. Улучшающая адгезию поверхность может содержать соединения, такие как акрилатный сополимер или этилен-бутилакрилат (EBA). Дополнительно, улучшающая адгезию поверхность может содержать сополимер этилена высокой плотности или сополимер этилена низкой плотности, такой как сополимер этилена-винилацетата (EVA), этилена-метилакрилата (EMA), этилена-бутилакрилата (EBA) или 2-этилгексилакрилата (2EHA). Дополнительно, также, улучшающая адгезию поверхность может содержать сополимер этилена, такой как терполимер этилена-акрилового сложного эфира, где тип акрилового сложного эфира может представлять собой метил-, этил- или бутилакрилат. Кроме того, также, улучшающая адгезию поверхность может содержать сополимер этилена, такой как терполимер этилена-винилацетата, содержащий нерегулярный этилен, винилацетат и малеиновый ангидрид. В частности, примеры улучшающих адгезию соединений, приведенные выше, могут быть использованы в отношении поверхностей, содержащих полипропилен, который обычно имеет низкое поверхностное натяжение. Этилен-винилацетат (EVA) может быть выполнен с возможностью реагировать с другими функциональными полимерами с созданием химических связей, которые могут увеличивать адгезию, термостойкость или свойства долговременного старения. В частности, адгезия может быть дополнительно улучшена путем введения в сополимер этилена-винилацетата EVA групп глицидилметакрилата (GMA) или малеинового ангидрида (MAH). Акриловые сложные эфиры можно использовать для того, чтобы уменьшить кристалличность полимеров опорного слоя, что может расширить рабочий диапазон улучшающего адгезию соединения. Дополнительно, акриловые сложные эфиры могут улучшить механические свойства абразивного слоя 111 или опорного слоя 101. Следовательно, абразивный слой 111 или опорный слой 101 могут содержать улучшающее адгезию соединение, выбираемое из группы, состоящей из сополимера этилена высокой плотности, сополимера этилена низкой плотности, сополимера этилена-бутилакрилата (EBA), сополимера этилена-винилацетата (EVA), сополимера этилена-метилакрилата (EMA), сополимера этилена-бутилакрилата (EBA), сополимера 2-этилгексилакрилата (2EHA), терполимера этилена-акрилового сложного эфира, где тип акрилового сложного эфира представляет собой метил-, этил- или бутилакрилат, терполимера этилена-винилацетата, где тип акрилового сложного эфира представляет собой метил-, этил- или бутилакрилат, или кислого сополимера, натриевого иономера, цинкового иономера или других иономеров металлов, таких как иономеры Surlyn. Соединения могут дополнительно обеспечивать термическую стабильность. Малеиновый ангидрид можно использовать для того, чтобы увеличить адгезию к полярным подложкам. Дополнительно, малеиновый ангидрид можно использовать в качестве сшивающего агента для создания химических связей на подложках, таких как волокна, полимеры или нетканые материалы.
Обычно абразивный продукт 100, содержащий опорный слой 101, изгибают после формирования абразивного слоя 111. Изгибание требуется из-за адгезива, который обычно вызывает сморщивание абразивного продукта 100. В частности, это представляет собой проблему, когда в качестве материала опорного слоя 101 используют бумагу или ткань, содержащую волокна. Нанесение покрытия на опорный слой 101, содержащий бумагу, из суспензии, содержащей смолу 112, обычно проводит к бумаге, пропитанной по меньшей мере в некоторой степени смолой 112. Смола 112, использованная в отношении абразивного слоя 111, может не полностью оставаться на первой стороне 107 или второй стороне 108 опорного слоя 101, но может частично абсорбироваться волокнами. Когда смолу 112 отверждают, образовавшийся абразивный слой 111 может затвердевать и сморщиваться. Тогда абразивный продукт 100 может становиться более хрупким и может легко растрескиваться. Дополнительно, сморщивание деформирует абразивный продукт 100, что затрудняет обращение с ним и его использование. Все волокнистые тканые и нетканые материалы, такие как бумага и ткань, могут вызывать по меньшей мере в некоторой степени похожие недостатки, когда адгезивы пропитывают волокна. Абразивный продукт 100 с опорным слоем 101, содержащим бумагу или ткань, может нуждаться в предварительной обработке для содействия и улучшения абразии. В частности, абразивный продукт 100, содержащий водонепроницаемую бумагу, может нуждаться в вымачивании в течение нескольких часов перед осуществлением задач, требующих точной абразии. Когда отверждают абразив, поверхность 110 абразивного продукта может образовывать твердую корку. Сморщивание дополнительно вызывает искривление и скручивание абразивного продукта 100, который тогда нуждается в растягивании под несколькими углами и в нескольких направлениях, чтобы восстановить по меньшей мере часть гибкости опорного слоя 101 и вернуть форму абразивного продукта 100. Абразивный продукт 100 может быть изогнут путем его растяжения в направлении Sx на нескольких валиках для изгибания или балках в разных направлениях, которые разбивают абразивный слой 111 на малые части. Это выравнивает абразивный слой 110 снова по существу в плоскую форму и улучшает гибкость абразивного листа 100. Однако операция изгибания улучшает гибкость абразивного слоя 110 лишь в направлении второй стороны 108 опорного слоя 101, которая не содержит абразивного слоя 111. Дополнительно, изгибание не улучшает сгибание абразивного листа в направлении абразивного слоя 111. Дополнительно, также, изгибание представляет собой дополнительную операцию, которая может увеличивать производственные затраты и может ослаблять прочность опорного слой 101 и абразивного продукта 100. Полипропиленовая пленка вместе с малыми абразивными зонами, окруженными каналами, может обеспечивать альтернативу изгибанию за счет наличия гибкости более чем в одном направлении. Абразивные зоны могут быть отделены каналами. Более того, гибкость и упругость полипропиленовой пленки может обеспечивать возможность движения отдельных малых островков твердого абразивного покрытия относительно друг друга. Это может давать абразивный продукт 100, который одновременно сочетает в себе абразивный слой 111, имеющий стабильное связывание и долговечное покрытие, с гибким опорным слоем 101. Такой продукт 100 может лучше сохранять предпочтительные характеристики компонентов в конструкции.
Выбором полипропиленового материала для опорного слоя 101 и оптимизацией способа изготовления опорного слоя улучшают гибкость абразивного продукта. Более того, полипропиленовый материал для опорного слоя 101 устраняет необходимость в предварительной обработке материала пропитыванием. Дополнительно, также, материал опорного слоя 101 может быть выбран и изготовлен так, чтобы обеспечивать функциональность опорному слою более чем в одном направлении. Опорный слой 101 может быть сформирован, например, экструзией, совместной экструзией или инжекционным формованием с получением желаемой толщины слоя 101. Совместную экструзию можно использовать, чтобы соединить друг с другом более чем один слой, результатом чего является формирование более стабильного прикрепления примыкающих слоев по сравнению с достигаемым в способе ламинирования. Совместная экструзия обеспечивает достаточную адгезию между поверхностями двух слоев без дополнительного промежуточного связующего слоя. Предпочтительно, опорный слой может быть сформирован литьем под давлением, чтобы уменьшить ориентацию опорного слоя 101 в машинном направлении или поперечном направлении. В случае литья под давлением растягивание сформированного опорного слоя минимально, результатом чего является опорный слой с по существу симметричной прочностью как в машинном, так и в поперечном направлениях, и с минимальной склонностью к сморщиванию. Это дает преимущество получения абразивного продукта с однонаправленным опорным слоем, позволяя с большей свободой предложить техническое решение для абразивной поверхности 111 на абразивном слое. Предпочтительно, опорный слой 101 может иметь по существу симметричную прочность при растяжении в диапазоне от 1600 до 5000 Н/мм2 как в машинном, так и в поперечном направлении. Предпочтительнее, у абразивного продукта, содержащего полипропиленовый опорный слой, прочность при растяжении может находиться в диапазоне от 800 до 1000 Н/см2. Предпочтительно, опорный слой 101 может иметь по существу симметричную жесткость при изгибе в диапазоне от 50 до 300 Нм как в машинном, так и в поперечном направлении. Предпочтительнее, у абразивного продукта 100, содержащего полипропиленовый опорный слой 101, удлинение может находиться в диапазоне от 15 до 125 Нм. Способы, использованные для измерения жесткости при изгибе и прочности пленки при растяжении и растяжения, описаны ниже. Значения, полученные в данных испытаниях, показаны в Таблице 2. Прочностные свойства при растяжении (прочность при растяжении и жесткость при изгибе или удлинение пленки при разрыве) могут быть измерены согласно международному стандарту ISO 527-3, используя измерительный прибор, например, такой как прибор для испытаний Lloyd LRX 2K5. В Таблице 2 показаны значения механических свойств пленок PET и PP с различными значениями толщины.
75 мкм
125 мкм
90 мкм
110 мкм
175 мкм
Жесткость материала при изгибе определяли измерением силы изгиба в мН, когда материал сгибали точно на угол 15 градусов в приборе для испытания на изгиб от Lorentzen & Wettre. Перед испытанием испытываемый материал следует выдерживать в условиях климатизируемого помещения (23±2°C) в течение по меньшей мере 3 часов. Перед испытанием измеряли среднюю толщину испытываемых полос размером 40×40 мм. Испытание повторяли два раза для двух разных образцов, и силу изгиба определяли в мН. Результат приводили как среднее двух измерений.
Экспериментально было показано, что данные значения для жесткости при изгибе и прочности при растяжении являются желательными для получения полипропиленового опорного слоя 101, обладающего как упругими, так и пластичными свойствами в соотношении, которое обеспечивает гибкость для сгибания и приспосабливания. Дополнительно, жесткость абразивного продукта 100 подходит как для машинной, так и для ручной абразии, и абразивный продукт 100 можно сгибать в нескольких направлениях Sx, Sy и Sz без повреждения опорного слоя 101 или разрушения абразивного слоя 111 также благодаря хорошей адгезии абразивного слоя 111 к опорному слою 101. Выбор подходящего полимерного материала, такого как полипропилен, для опорного слоя 101 обеспечивает возможность изготовления абразивного продукта с большей гибкостью во множестве направлений и уменьшенной необходимостью в последующем изгибании. Например, абразивный продукт 100, содержащий опорный слой 100 из полипропилена, можно складывать путем сгибания несколько раз без формирования видимых складок в случае областей приложения с ручной абразией.
На Фигурах 5, 6 и 7 представлены упрощенные и простые примеры поперечного сечения абразивного продукта 100. Первая сторона 107 (Фигуры 5 и 6) или поверхность 110 (Фигура 7) абразивного продукта 100 могут содержать поверхностные отклонения по высоте в направлении Sz.
На Фигурах 5 и 6 показан упрощенный пример структуры опорного слоя 101 в поперечном сечении. Опорный слой 101 может содержать углубленные области 201, 202, 203, имеющие глубину r1, r2, r3, как показано на Фигуре 5. В углубленных областях 201, 202, 203 могут быть предусмотрены отверстия 226. Предпочтительно, отверстия 226 предусмотрены таким образом, что расстояние hop в направлении Sz, по существу перпендикулярное к поверхности 107, которое представляет собой протяженность отверстия, простирающегося через опорный слой 101, является кратчайшим расстоянием, когда отверстия 226 расположены примыкающими к углубленным областям 203. Другими словами, отверстия 226 могут быть предусмотрены предпочтительно так, чтобы соответствовать углубленным областям 203, имеющим наибольшую глубину r3. Гибкость опорного слоя 101 может быть дополнительно улучшена путем предоставления опорного слоя 101, содержащего углубленные области 201, 202, 203.
Как показано на Фигуре 6, опорный слой 101 может быть предусмотрен таким образом, что по существу плоский функциональный 102 примыкает к верхнему функциональному слою 103, содержащему поверхностные отклонения по высоте в направлении Sz. Такие поверхностные отклонения по высоте могут быть получены на верхнем функциональном слое 103, например, литьевым формованием или используя гравированный цилиндр или каландрованием с обратным рисунком. Функциональный слой 103 может быть присоединен, нанесен в виде покрытия или отвержден вплотную к по существу плоскому функциональному слою 102 так, что на поверхности первой стороны 107 опорного слоя 101 предоставлены углубленные области 201, 202, 203, имеющие глубину r1, r2, r3. Более того, похожим образом могут быть предоставлены приподнятые области 206, окруженные углубленными областями 201, 202, 203.
Как показано на Фигуре 7, приподнятые области 206 могут быть использованы для прикрепления абразивного слоя 111, содержащего абразивные зоны 118 на опорном слое 101. Абразивные зоны 118 могут быть расположены на приподнятых областях 206. Кроме того или дополнительно, абразивные зоны 118 могут естественным образом возвышаться на величину своей толщины h118. Абразивная зона 118 может быть ограничена канальными участками 221, 222, 223, по существу совпадающими с углубленными областями 201, 202, 203. Канальные участки 221, 222, 223 или углубленные области 201, 202, 203 могут иметь террасные границы. Например, канальный участок 221, 222, 223, имеющий разную высоту h1, h2, h3, может также иметь разную ширину w1, w2. Следовательно, канальные участки 221, 222, 223 могут иметь разные поперечные размеры td1, td2. Первый канальный участок 201 может иметь первый поперечный размер td1, а второй канальный участок 202 может иметь второй поперечный размер td2. Второй поперечный размер td2 может быть больше, чем первый поперечный размер td1. Поперечный размер td1, td2, который отличается для первых канальных участков 221 и вторых канальных участков 222, может иметь длину L1, L2, ширину w1, w2, высоту h1, h2, h3. Размеры длины L1, L2, ширины w1, w2 и высоты h1, h2, h3 по существу перпендикулярны друг другу. Поперечный размер может оставаться по существу постоянным на всем протяжении канального участка 221, 222. Канальные участки 221, 222 и/или углубленные области 201, 202 могут быть выдавлены или сформированы на опорном слое 101 рядом способов, как, например, использованием цилиндрических валиков с гравировкой, или такими способами, как каландрование, гравюрная или глубокая печать или прессование. Ротационные способы могут быть предпочтительными, поскольку углубленные области могут формировать повторяющийся рисунок, который может быть выгравирован на цилиндрическом валике. Гибкость опорного слоя 101 может быть дополнительно улучшена подбором первого поперечного размера td1 первого канального участка 221. Предпочтительно, опорный слой 101 экструдируют, отливают под давлением или получают инжекционным формованием, и он содержит углубленные области, такие как первые канальные участки 221 с первым поперечным размером td1, расположенные так, чтобы улучшать гибкость абразивного продукта 100. Первые канальные участки 221 имеют меньшую ширину, чем вторые канальные участки 222. Следовательно, первые канальные участки 221 обеспечивают более высокую суммарную площадь абразивных зон 118 на поверхности 110 абразивного продукта. Другими словами, первые канальные участки 221 и рисунок, сформированный первыми канальными участками 221, может быть использован для подразделения абразивного слоя 111 на абразивные зоны 118 с подходящими размерами. Первые канальные участки 221 могут, таким образом, действовать как линии перегиба, которые улучшают гибкость опорного слоя 101 без чрезмерного уменьшения суммарной площади абразивных зон 118. Кроме того, первые канальные участки 221, подразделяющие абразивный слой 111 на абразивные зоны 118, уменьшают скручивание абразивного продукта 100, так как первые канальные участки 221 могут не содержать адгезива. Следовательно, всякое сморщивание, если оно имеется, при отверждении нижнего адгезивного покрытия, содержащего смолу 112, и/или второго адгезивного покрытия 114 происходит в малых отдельных областях и эффективно ослабляется. Сочетание гибкого опорного слоя 101 и первых канальных участков 221 может быть использовано для того, чтобы получить абразивный продукт 100, для которого может не требоваться изгибание после отверждения абразивного слоя 111, содержащего смолу 112.
Приведенные примеры предоставляют способ получения абразивного продукта 100, включающий в себя
- предоставление опорного слоя 101; и
- формирование множества абразивных зон 118, которые несет опорный слой 101; где каждая абразивная зона 118 окружена взаимосвязанными канальными участками 221, 222, имеющими поперечный размер td1, td2, и канальные участки 221, 222 содержат первые канальные участки 221 с первым поперечным размером td1 и вторые канальные участки 222 со вторым поперечным размером td2, большим чем первый поперечный размер td1.
В частности, поперечный размер td1, td2 может иметь ширину w1, w2, и вторые канальные участки 222 могут быть выполнены так, что возможен унос образовавшегося при абразии материала с поверхности 110. Более того, абразивный продукт 100 может содержать полипропиленовый опорный слой 101 и абразивный слой 111 с несплошным покрытием, так что малые абразивные зоны 118 могут быть окружены неабразивными канальными участками 201, 202. Гибкий опорный слой 101, имеющий несплошное абразивное покрытие, позволяет поверхности 110 продукта действовать наподобие рыбьей чешуи. Хотя каждая абразивная зона может быть жесткой, упругие свойства опорного слоя 101 обеспечивают возможность движения абразивных зон относительно друг друга по меньшей мере в некоторой степени.
Когда используют абразивные продукты 100, может происходить засорение, которое относится к абразивному материалу, накапливающемуся на поверхности 110 абразивного продукта 100. Засорение может приводить к неоднородному качеству абразии и/или снижению скорости срезания. Для промывки поверхности объекта и абразивной поверхности 110 можно использовать воду. Предпочтительно, поверхность объекта и поверхность 110 абразивного продукта можно промывать непрерывным образом, чтобы качество абразии оставалось хорошим. Промывка должна обеспечивать достаточное количество воды, чтобы уносить образовавшийся при абразии материал в смеси с водой. Дополнительно, также, воду следует предоставлять и удерживать в достаточных количествах для того, чтобы продолжать промывку образующегося при абразии материала. Когда смесь воды и образовавшегося при абразии материала, называемая абразивным шламом, эффективно не удаляется, образовавшийся при абразии материал может вызывать засорение. По мере того, как образовавшийся при абразии материал примешивается в абразивный шлам, вязкость абразивного шлама может увеличиваться из-за недостаточной промывки. Это в свою очередь может увеличивать трение и приводить к тому, что поверхность 110 абразивного продукта присасывается к поверхности объекта. Чтобы уменьшить присасывание, на поверхности 110 абразивного продукта могут быть предусмотрены канальные участки 221, 222. Путь к уменьшению засорения заключается в том, чтобы снабдить абразивный продукт 100 поверхностью 110, содержащей каналы для переноса шлама и воды с целью промывки поверхности 110. В частности, может быть предусмотрена поверхность 110 абразивного продукта, содержащая первые канальные участки 221, чтобы уменьшить присасывание, и вторые канальные участки 222 для уноса образовавшегося при абразии материала. Отверстия 226 могут быть предусмотрены для переноса воздуха и жидкостей к абразивной поверхности 110 и от нее через абразивный продукт в направлении Sz. Отверстия могут примыкать к канальным участкам 221, 222, обеспечивая средство уменьшения засорения и присасывания.
На Фигуре 8 представлен пример изображения поперечного сечения абразивного продукта 100. Пунктирная линия с отметкой C-C на Фигуре 8 указывает на сечение C-C поверхности 110, представленной на Фигуре 9. Абразивный продукт 100, показанный на Фигуре 8, может содержать опорный слой 101 и абразивный слой 111. Необязательно, абразивный продукт 100 может содержать отверстия 226 и вспененный слой 123. Отверстия 226, простирающиеся через опорный слой 101 и абразивный слой 111, могут быть использованы для уноса образовавшегося при абразии материала контролируемым образом через опорный слой 101. Вспененный слой 123 может быть присоединен ко второй стороне 108 опорного слоя 101, например, ламинированием. Вспененный слой 123 может быть использован, чтобы обеспечить абразивному продукту 100 возможность лучшего сцепления. Дополнительно, вспененный слой 120 может обеспечивать постоянное и более однородное распределение давления по поверхности 110 абразивного продукта, когда поверхность 110 абразивного продукта придавливают к поверхности объекта. Дополнительно, также вспененный слой 120 может содержать пористую структуру, позволяющую слою 123 абсорбировать или переносить жидкости. Вместе с отверстиями 226 вспененный слой 123 может быть использован для уноса воды и абразивного шлама с поверхности. При использовании продукта давление, прилагаемое для удерживания продукта 100 вплотную к поверхности объекта, может изменяться. В частности, продукт 100, содержащий вспененный слой 123 и отверстия 226, может быть выполнен наподобие насоса, где вспененный слой 123 может переносить воду к поверхности 110 и от нее через отверстия 226, тем самым приводя к промывке поверхности 110 абразивного продукта 100. Таким образом, сочетание вспененного слоя 123 и отверстий 226 может быть использовано для промывки и охлаждения поверхности 110. Когда диаметр отверстия 226 выбирают таким образом, что незакрепленные образовавшиеся при абразии частицы могут быть перенесены с водой, данная конфигурация может также обеспечивать способ поддержания поверхности 110 продукта более чистой. Эффективность насосного движения можно регулировать выбором толщины вспененного слоя 123. В зависимости от толщины вспененного слоя 123 вспененный слой 123 может удерживать различные количества жидкости. При увеличении толщины вспененный слой 123 может абсорбировать большие объемы жидкости, чем структура абразивной поверхности 110.
На Фигуре 9 представлена поверхность 110 абразивного продукта 100. Поверхность 110 содержит каналы, которые отделяют множество абразивных зон 118. Каналы могут быть подразделены на канальные участки, такие как первые канальные участки 221 и вторые канальные участки 222. Первые канальные участки 221 могут иметь первый поперечный размер td1, а вторые канальные участки 222 могут иметь второй поперечный размер td2. Первый поперечный размер td1 может иметь ширину w1, длину L1, как показано на Фигуре 10, или высоту h1, как показано на Фигуре 7. Второй поперечный размер td2 может иметь ширину w2, длину L2, как показано на Фигуре 10, или высоту h2, как показано на Фигуре 7. В частности, первые канальные участки 221 содержат первые канальные объемы 10A, 10B, а вторые канальные участки 222 содержат вторые канальные объемы 20A, 20B, где данные объемы могут быть определены из соответствующих ширины w1, w2, длины L1, L2 и высоты h1, h2 канального участка 221, 222. Более крупные поперечные области лучше переносят материал и текучие среды, следовательно, предпочтительно поперечный размер td1, td2 может также представлять собой двумерную область, определяемую как ширина w1, w2 на высоту h1, h2 канального участка 221, 222. Например, ширина w2 на высоту h2 канального участка 222, определенная как поперечный размер td2, может быть больше, чем ширина w1 на высоту h1 канального участка 221, определенная как поперечный размер td1. Канальные участки 221, 222 предпочтительно могут содержать кривизну. В частности, вторые канальные участки 222, содержащие кривизну, являются предпочтительными в плане удержания воды на абразивной поверхности 110. Когда поверхность 110 содержит сеть взаимосвязанных канальных участков 221, 222, содержащих кривизну, движение воды в единственном направлении ограничено разветвлением и искривлением канальных участков 221, 222. В данном отношении кривизна канальных участков 221, 222 относится к нелинейному продолжению канальных участков 221, 222 вдоль длины L1, L2 канального участка 221, 222, такому как дуга или изгиб. Кривизна также может быть угловой, такой как короткие линейные отрезки, взаимосвязанные с образованием угла. Например, первые канальные объемы 10A и 10B взаимосвязаны с образованием угла. Может подразумеваться, что примыкающие первые канальные участки 221, взаимосвязанные с образованием угла, могут совместно формировать более длинный первый канальный участок 221, имеющий угловатость. На Фигуре 11 показан пример первого канального участка 221, разделяющего абразивные зоны 118, где первые канальные участки 221 имеют форму дуг и содержат кривизну. Альтернативно, канальные участки 221, 222 могут быть линейными, но иметь максимальную линейную длину L5, как показано на Фигуре 12.
Ограниченная линейная длина канальных участков 221, 222 снижает риск полос засечек. Полосы засечек могут возникать, когда колеблющийся аппарат 300, содержащий абразивный продукт 100, свободно вращается и край абразивного продукта 100 сильно прижат и удерживается на одном и том же месте. Тогда колеблющийся абразивный продукт 100 может начать действовать как стержень и получать возвратно-поступательное движение в находящейся под давлением периферийной области. Когда возвратно-поступательное движение совпадает с направлением линейных канальных участков 221, 222, на поверхности объекта могут образовываться полосы. Риск засечек может быть снижен путем предоставления канальных участков 221, 222, имеющих нелинейные или закругленные формы. Предпочтительно, вторые канальные участки 222 имеют максимальную линейную длину L5, которая в 2,5 раза меньше амплитуды колебаний абразивного аппарата 300, совместимого с указанным абразивным продуктом 100, например, в 2,5 раза меньше 2,5 мм или в 2,5 раза меньше 5 мм, или в 2,5 раза меньше 8 мм. Другими словами, амплитуда колебаний аппарата 300 может составлять, например, 2,5 мм, 5 мм или 8 мм. Колебание может осуществляться в любом направлении. За счет линейной длины, в 2,5 раза меньшей амплитуды колебаний аппарата 300, риск засечек может быть понижен.
Предпочтительно, канальные участки 221, 222 расположены на поверхности 110 абразивного продукта 100 таким образом, который допускает гибкость и приспособляемость. В то же время желательной является эффективная промывка образовавшегося при абразии материала и удержание воды. Этого можно достичь путем предоставления опорного слоя 101 и формирования множества абразивных зон 118, которые несет опорный слой 101, где каждая абразивная зона 118 окружена взаимосвязанными канальными участками 221, 222, имеющими поперечный размер td1, td2, и канальные участки 221, 222 содержат первые канальные участки 221 с первым поперечным размером td1 и вторые канальные участки 222 со вторым поперечным размером td2, большим чем первый поперечный размер td1, выполненные так, что возможен унос образовавшегося при абразии материала с поверхности 110. Опорный слой 101 может содержать один или более функциональных слоев 102, 103, 104, 104, 105, 106, 107, 108, сформированных литьем под давлением, экструзией, совместной экструзией или инжекционным формованием. Предпочтительно, опорный слой 101 может содержать гомополимер или сополимер пропилена. Опорный слой 101 может быть снабжен углубленными областями 201, 202 для уноса воды или образовавшегося при абразии материала. Углубленные области 201, 202 и приподнятые области 206 могут быть получены непрерывным литьевым формованием структуры на плоском функциональном слое 102, 103, 104, 104, 105, 106, 107, 108, наполнением гравированной структуры валика или каландрированной пленки средой для нанесения покрытия и приведением плоского функционального слоя 102, 103, 104, 104, 105, 106, 107, 108 в контакт с наполненной гравированной поверхностью и отверждением покрытия. Предпочтительно, покрытие можно отверждать одновременно с приведением плоского функционального слоя 102, 103, 104, 104, 105, 106, 107, 108 в контакт с наполненной гравированной поверхностью. Альтернативно, желаемая структура из углубленных областей 201, 202 и приподнятых областей 206 на поверхности 110 также может быть нанесена в виде покрытия на опорный слой 101 способами трафаретной печати. Положению углубленных областей 201, 202 на опорном слое 101 может быть придана такая конфигурация, чтобы они по существу совпадали с положением вторых канальных участков 222. За счет наличия по меньшей мере части углубленных областей 201, 202 под вторыми канальными участками 222 объем вторых канальных участков 222 может быть увеличен. В то время как первые канальные участки 221 являются предпочтительными в плане гибкости, они сами по себе могут быть недостаточны для промывки поверхности 110. Вторые канальные участки 222 могут быть выполнены так, чтобы обеспечивать возможность суспендирования воды, переноса смеси воды и образовавшегося при абразии материала и охлаждения поверхности 110 абразивного продукта.
В частности, поверхность 110 абразивного продукта может содержать сеть взаимосвязанных канальных участков 221, 222, которая задает элементарный рисунок. Неограничивающий пример такой сети, содержащей повторяющиеся сетевые рисунки RNP2, показан на Фигуре 13, где взаимосвязанные вторые канальные участки 222 образуют повторяющиеся рисунки RP4 шестиугольных форм. Неограничивающий пример повторяющегося рисунка RP4 проиллюстрирован на Фигуре 14, где первые канальные участки 221 соединены с гексагональными формами, образованными вторыми канальными участками 222, задающими сеть взаимосвязанных канальных участков 221, 222.
Во избежание присасывания и чтобы получить хорошее соотношение между скоростью абразивного срезания и эффективной промывкой, часть поверхности 110 абразивного продукта может содержать абразивные зоны 118 в диапазоне от 40% до 80% площади поверхности 110. Предпочтительно, по меньшей мере 20% площади поверхности 110 не имеет абразивных зон 118, чтобы обеспечить возможность формирования сети канальных участков 221, 222 между абразивными зонами 118. Когда более 50% площади поверхности 110 не имеет абразивных зон 118, абразивный эффект может уменьшаться до уровней, которые являются недостаточными. Дополнительно, если более чем половина поверхности 110 абразивного продукта не содержит абразивного слоя 111, абразивный продукт может изнашиваться быстрее, чем того желают. Другими словами, предпочтительно, суммарная площадь канальных участков 221, 222 находится в диапазоне от 20% до 60% суммарной площади абразивного продукта 100. Наиболее предпочтительно, суммарная площадь канальных участков 221, 222 находится в диапазоне от 40% до 50% суммарной площади абразивного продукта 100. При техническом решении для абразивной поверхности 110 следует рассматривать возможность применения абразивного продукта 100 с абразивным аппаратом 300. Типичная амплитуда колебания абразивного аппарата 300, используемого с абразивным продуктом 100, составляет 2,5 мм, 5 мм или 8 мм. Амплитуда колебания играет роль в определении оптимальных диапазонов размеров абразивной зоны, а также поперечных размеров канальных участков 221, 222. Дополнительно, также, канальные участки 221, 222, имеющие линейную длину L1, L2 или ширину w1, w2, равную амплитуде колебания абразивного аппарата 300 или превышающую амплитуду колебания абразивного аппарата 300, увеличивают риск линейной засечки. Другими словами, аппарат может начать резонировать или действовать как стержень, что может повредить поверхность объекта или вызвать дефекты на поверхности подвергаемого абразии объекта. Во избежание этого поперечные размеры td1, td2, предпочтительно длина L1, L2 или ширина w1, w2, канальных участков 221, 222 предпочтительно должны быть меньше амплитуды колебаний абразивного аппарата 300, используемого с абразивным продуктом 100, например, меньше 2,5 мм или меньше 5 мм, или меньше 8 мм. В частности, вторые канальные участки 222 предпочтительно имеют максимальную линейную длину L5, в 2,5 раза меньшую амплитуды колебаний абразивного аппарата 300, используемого с абразивным продуктом 100. Дополнительно, применение поверхности 110, содержащей сеть NT1, в которой взаимосвязанные канальные участки 221, 222 задают повторяющиеся единицы, уменьшает расстояние, которое образовавшийся при абразии материал должен преодолеть, прежде чем он достигнет канального участка 221, 222. По этой же причине, чтобы уменьшить линейную засечку, также следует учитывать площадь поверхности каждой абразивной зоны 118. Площадь поверхности абразивной зоны может находиться в диапазоне от 0,5 до 75 квадратных миллиметров (мм2). Предпочтительно, когда размер шлифовального зерна находится в диапазоне от 3 до 40 микрометров, площадь абразивной зоны 118 может находиться в диапазоне от 0,5 до 35 квадратных миллиметров (мм2), так что размах абразивной зоны 118 находится в диапазоне от 2 до 6 миллиметров. Другими словами, предпочтительно, поверхность абразивной зоны 118 содержит расстояния в диапазоне от 2 до 6 миллиметров. Предпочтительно, когда размер шлифовального зерна находится в диапазоне от 30 до 300 микрометров, площадь абразивной зоны 118 может находиться в диапазоне от 15 до 75 квадратных миллиметров (мм2).
Желательно, чтобы абразивный продукт 100 в дополнении к тому, что он содержит поверхность 110, которая легко не присасывается к поверхности объекта и способна в достаточной степени удерживать воду для получения в результате точной и высококачественной абразии, можно было бы использовать в любом направлении на поверхности со схожими результатами абразии. Другими словами, абразивный продукт 100 предпочтительно содержит поверхность 110, которая обеспечивает возможность однонаправленной абразии. Это обеспечивает возможность применения абразивного продукта без какого-либо предпочтительного направления на поверхности. При техническом решении для структуры поверхности 110, следует принимать меры для уменьшения не проявляющих абразивные свойства областей, простирающихся вдоль поверхности 110 в линейном направлении. Например, если канальные участки 221, 222 линейно продолжаются без ветвления или пересечений вдоль множества абразивных зон 118, участки поверхности объекта могут подвергаться меньшей абразии или вовсе ей не подвергаться, что приведет к неоднородным результатам абразии, таким как гребни. Более того, такие линейные канальные участки 221, 222 могут не удерживать воду настолько хорошо, как таковые с кривизной. Дополнительно, для улучшения промывки абразивной поверхности 110 и переноса образовавшегося при абразии материала каждый возрастающий уровень канальных участков 221, 222 может иметь суммарный объем, по меньшей мере равный объему предыдущего уровня или больший объема предыдущего уровня. Суммарный объем в данном контексте относится к суммарной площади поверхности в поперечных размерах канальных участков 221, 222, задаваемой поперечными расстояниями td1, td2 в двух перпендикулярных направлениях, из которых по меньшей мере одно представляет собой Sz. Например, суммарный объем вторых канальных участков 222 является по меньшей мере таким же или превосходит суммарный объем первых канальных участков 221. Это улучшает характеристики течения жидкости в канальных участках 221, 222, поскольку каждый возрастающий уровень канальных участков способен принимать объем жидкости, содержащийся на предшествующем уровне канального участка.
Абразивные зоны 118 могут быть предоставлены путем нанесения покрытия с помощью валика для нанесения или гравированного валика. Путем подбора подходящей массы покрытия абразивный материал, содержащий смолу 112 и абразивные зерна 113, может быть ограничен только приподнятыми поверхностями 206. Подходящую массу покрытия задают так, что абразивный материал может быть удержан на приподнятых областях в ходе отверждения. При использовании плоского опорного слоя 101 поверхность 110 абразивного продукта, содержащая канальные участки 221, 222 и абразивные зоны 118, может быть сформирована рядом способов, таких как нанесение покрытия цилиндрическими валиками с гравировкой, или такими способами, как каландрование, гравюрная или глубокая печать или прессование. Ротационные способы могут быть предпочтительными, поскольку канальные участки 221, 222 могут формировать повторяющуюся единицу, которая может быть реализована цилиндрическим валком, например как зеркальное отображение. Предпочтительно, поверхность 110 абразивного продукта содержит канальные участки 221, 222, и абразивные зоны 118 могут быть сформированы аппаратом трафаретной печати. Трафаретная печать может быть использована для формирования одиночных слоев или слоев абразивной суспензии. Трафаретная печать может быть использована для предоставления различных типов форм или рисунков на поверхности 110. Формы могут содержать текст, числа или фигуры. Например, рисунок может содержать информацию о продукте, такую как наименование, номер, штрихкод, размер зерен, логотип или любое их сочетание. Наименование, номер, штрихкод, размер зерен, логотип или любое их сочетание, именуемые как “информационный рисунок”, могут быть поделены на фрагменты канальными участками 221, 222. Деление информационного рисунка на более мелкие фрагменты в соответствии с канальными участками 221, 222 улучшает поведение информационного рисунка аналогично другим абразивным зонам 118, окруженным канальными участками 221, 222. Кроме того, трафаретная печать может быть использована также для предоставления поверхности 110, содержащей повторяющиеся единицы. Альтернативно, трафаретная печать обеспечивает возможность печати абразивного слоя 111, содержащего адгезивные зоны 118 с самоподобной формой. Способ трафаретной печати обеспечивает простой путь к получению рисунков, которые могут быть приведены в соответствие с углубленными областями 201, которые могут быть предусмотрены на опорном слое 101.
Альтернативно, способы, такие как струйная печать, могут быть использованы для нанесения смолы 112. Струйная печать может быть использована так, что смолу 112 отпечатывают только на приподнятых областях 206. Предпочтительно, струйная печать может быть использована, чтобы согласовать положение абразивных зон 118 на приподнятых областях 206. Кроме того, струйная печать может обеспечивать способ получения приподнятых областей 206, содержащих абразивные зоны 118, оставляя каналы 221, 222 свободными от адгезива 113. Более того, струйная печать может обеспечивать способ получения абразивных зон 118 на поверхности 110 продукта, оставляя углубленные области 201, 202 свободными от адгезива 113. Кроме того, также, хотя струйная печать может быть использована для отпечатывания смолы 112 на всей поверхности 110, углубленные области 201, 202 могут быть оставлены незаполненными. Предпочтительно, за струйной печатью может следовать электростатическое нанесение абразивных зерен 113. При электростатическом нанесении большинство абразивных зерен 113 осаждается в местах, где напряжение поля является наивысшим. На поверхности 10, имеющей отклонения по высоте, наивысшее напряжение поля обычно существует на приподнятых областях 206.
На опорном слое 101 могут быть предусмотрены углубленные области 201, согласующиеся со вторыми канальными участками 222. Положение углубленных областей 201 на опорном слое 101 может по существу совпадать с положением вторых канальных участков 222 на абразивном слое 111, чтобы увеличить объем канальных участков 221, 222 и, в частности, объем каждого возрастающего уровня канальных участков, таких как вторые канальные участки 222. Другими словами, абразивный слой 111 может быть осажден в виде абразивных зон 118 на приподнятых областях 206, чтобы не заполнить углубленные области 201, предусмотренные для канальных участков 221, 222 на опорном слое 101. Абразивный слой 111, примыкающий к опорному слою 101, может содержать первые канальные участки 221, вторые канальные участки 222 и множество абразивных зон 118. Это представляет собой удобный путь увеличения высоты h1, h2 канальных участков 221, 222. Альтернативный путь увеличения высоты h1, h2 канальных участков заключался бы в предоставлении углубленным областям 201 большей глубины в опорном слое 101. Однако прочность опорного слоя 101 может уменьшаться за счет углубленных областей 201, и при увеличенной глубине может требоваться опорный слой 101 с увеличенной толщиной. Это в свою очередь может вести к тому, что для опорного слоя 101 используется больше материала, что может увеличивать затраты на производство абразивного продукта 100.
На углубленных областях 201 на опорном слое 101 могут быть предусмотрены отверстия 226, согласующиеся с положением канальных участков 221, 222, чтобы улучшить промывку или удаление образовавшегося при абразии материала. На Фигуре 15 показан пример отверстия 226, имеющего длину L3 и ширину w3. Предпочтительно, диаметр отверстий 226 является достаточно большим, чтобы позволить прохождение жидкости и воздуха. Более того, образовавшийся при абразии материал и вода могут быть, таким образом, перенесены через абразивный продукт 100 в направлении Sz также из центральных участков поверхности 110 абразивного продукта. Предпочтительно, поверхность 110 абразивного продукта 100 может содержать отверстия 226, простирающиеся через опорный слой 101 и абразивный слой 111, для уноса образовавшегося при абразии материала. Отверстия могут иметь максимальную ширину w3 отверстия, равную ширине w2 второго канала, и максимальную длину L3 отверстия, равную максимальной длине L5 вторых канальных участков 222. Альтернативно, отверстия 220 могут иметь ширину w3 отверстия, равную или меньшую ширины углубленной области 116, и максимальную длину L3 отверстия, в десять раз превышающую ширину углубленной области 202, 203. Отверстия 226 могут быть круговыми, так что диаметр отверстия представляет собой ширину w3 отверстия, причем указанная ширина w3 равна длине L3 отверстия. Предпочтительно, диаметр отверстия меньше амплитуды колебаний абразивного аппарата 300. Предпочтительно, отверстия 226 могут быть расположены так, что они улучшают перенос воздуха, жидкости, образовавшегося при абразии материала или пыли с поверхности 110 абразивного продукта через абразивный продукт 100. Отверстия 226 могут быть предоставлены, например, при вырезании абразивного продукта из абразивного листа или сети. Отверстия 226 могут иметь длину L3, которая расположена так, чтобы быть перпендикулярной длине L1, L2 канального участка 221, 222. Отверстия 226 могут быть предоставлены так, некоторые из канальных участков покрыты отверстиями 226. Однако отверстия не являются необходимыми на каждой повторяющейся единице. Отверстия 226 могут быть получены перфорированием продукта 100. Перфорация для создания отверстий 226 может быть осуществлена либо до, либо после нанесения абразивного слоя 111. Перфорация, такая как пробивка отверстий или вырубная штамповка, также может быть осуществлена лазерным светом. Использование лазерного света представляет собой точный способ предоставления отверстий 226. Предпочтительно, лазерный свет может быть использован, чтобы выжечь отверстия желаемой длины L3 и ширины w3 и чтобы согласовать положение отверстий 226 с положением канальных участков 221, 222 и углубленных областей 202, 203. Предпочтительно, отверстия 226 по меньшей мере частично взаимодействуют с канальными участками 221 и 222, улучшая промывку или удаление жидкостей. Предпочтительно, положения отверстий 226 может быть согласовано с рисунком поверхности 110.
Поверхность абразивного продукта может содержать повторяющиеся единицы абразивных зон 118, где границы повторяющихся единиц, расположенные напротив друг друга, могут иметь конгруэнтную кривизну, формируя комплементарную пару с тесной подгонкой повторяющихся единиц друг к другу. Фраза “повторяющиеся единицы абразивных зон 118” относится к повторяющимся единицам, которые могут содержать абразивные зоны 118, и к тому, что абразивные зоны 118 могут быть окружены канальными участками 221, 222. Предпочтительно, абразивные зоны 118 имеют конгруэнтные формы, чтобы получались канальные участки 221, 222, имеющие по существу постоянные значения ширины. Повторяющиеся единицы могут изменяться. Предпочтительно, повторяющиеся единицы на поверхности 110 абразивного продукта содержат самоподобные или конгруэнтные формы. Повторяющаяся единица может содержать абразивную зону 118, отделенную канальными участками 221, 222 от другой повторяющейся единицы. Повторяющиеся единицы могут быть предоставлены, например, созданием рисунков, содержащих конгруэнтные или самоподобные формы. Здесь термин “конгруэнтные” относится к фигурам или объектам, которые имеют одинаковую форму и размер. Зеркальное отображение формы может быть также использовано, когда базовая геометрическая форма не является симметричной. Зеркальное отображение формы также является конгруэнтным исходной форме. Две конгруэнтные формы могут быть трансформированы друг в друга изометрическими операциями, такими как сочетание трансляций, поворотов и отражений. Самоподобные формы относятся к формам, которые могут отличаться по размеру, но не по форме. Фракталы представляют собой самоподобные рисунки, которые могут быть абсолютно одинаковыми при каждом масштабе или почти одинаковыми при разных масштабах. Мозаичные формы относятся к формам, созданным путем формирования мозаичного рисунка, где двумерная поверхность может быть создана повторением геометрической формы без нахлестов и пробела. Мозаичный рисунок и фракталы являются предпочтительными в техническом решении для поверхности 110 абразивного продукта, содержащей повторяющиеся единицы, и в случае, когда следует избегать линейной засечки.
Поверхность 110 абразивного продукта, содержащая повторяющиеся единицы, которые могут быть тесно подогнаны друг к другу, может быть предоставлена из базовой геометрической формы. Граница повторяющихся единиц относится к линии контакта между двумя примыкающими повторяющимися единицами. Другими словами, граница представляет собой линию раздела между двумя повторяющимися единицами. Базовая геометрическая форма может представлять собой по существу любой вид геометрической формы, содержащей прямые стороны и углы, такой как треугольник, четырехугольник, крест или шестиугольник. Предпочтительно, геометрическая форма может содержать четное число сторон, так что каждая сторона имеет пару, имеющую ту же длину. Базовую геометрическую форму с углами можно также деформировать с получением конгруэнтной или самоподобной формы, содержащей кривизну. Фраза “тесно ” относится к повторяющимся единицам, имеющим конгруэнтную форму, обеспечивающую повторяющимся единицам способность к подгонке друг к другу, так что поверхность 110 может быть полностью покрыта повторяющимися единицами.
На Фигурах 16a по 16f представлены неограничивающие примеры поверхности 110 абразивного продукта, которая может быть предоставлена на абразивном продукте. Предпочтительно создавать абразивную зону 118 и канальные участки 221, 222, используя формы, обозначенные как повторяющиеся единицы RU1, которые могут быть тесно подогнаны друг к другу для заполнения всей поверхности 110 абразивного продукта 100. Повторяющаяся единица RU1 может содержать абразивную зону 118, отделенную канальными участками 221, 222 от другой повторяющейся единицы RU1. Поверхность 110 абразивного продукта, содержащая повторяющиеся единицы RU1, которые могут быть тесно подогнаны друг к другу, может быть предоставлена из базовой геометрической формы SH1, пример которой показан на Фигуре 16a. Базовая геометрическая форма SH1 может быть деформирована, как представлено на Фигурах 16a и 16b, где шестиугольная форма SH1, содержащая четное число сторон A11, A12 с совпадающими линейными длинами, деформирована изгибом сторон A11, A12. Стороны A11, A12 изогнуты парным образом, как показано на Фигуре 16b, где каждая пара сторон A11, A12 с совпадающими линейными длинами деформирована похожим образом. Первая сторона A12 пары изогнута наружу, в то время как вторая сторона A11 той же пары изогнута внутрь в зеркальном отображении первой стороны. Это позволяет остаться суммарной площади геометрической формы 226 той же самой и предоставляет пару двух сторон A11, A12, содержащих конгруэнтную кривизну. Затем процедуру повторяют в отношении оставшихся пар сторон. Нет необходимости в том, чтобы базовая геометрическая форма SH1 являлась симметричной. Однако, предпочтительно, базовая геометрическая форма SH1 содержит четное число сторон A11, A12, образующих пары. Кроме того, две стороны, образующие пару, имеют совпадающие линейные длины, которые тогда могут быть деформированы с получением конгруэнтных линий, которые являются комплементарными друг другу. На Фигуре 16c показана повторяющаяся единица RU1, сформированная из деформированной геометрической формы SH1, где пространство 220 для канальных участков 221, 222 может быть предоставлено путем вырезки. Вырезку предпочтительно выполняют от границы к центру деформированной геометрической формы SH1 таким образом, что от периметра деформированной геометрической формы SH1 удаляется по существу постоянная ширина. Это приводит к первой области REG1 в центре деформированной геометрической формы SH1, которая может быть использована для предоставления абразивных зон 118. Вторая область, обозначенная как пространство 220, может быть использована для формирования канальных участков 221, 222 путем тесного соединения нескольких повторяющихся единиц RU1, сформированных из деформированной геометрической формы SH1, друг с другом, не оставляя пробелов между повторяющимися единицами RU1. Повторяющаяся единица RU1, содержащая первую область REG1, формирующую абразивную зону 118, пространство 220, формирующее канальные участки 221, 222, окружающие абразивную зону 118, показана на Фигуре 16c. На Фигурах 16d и 16e несколько повторяющихся единиц RU1 примыкают друг к другу так, что границы повторяющихся единиц RU1 обращены друг к другу, не оставляя пробелов между повторяющимися единицами RU1 и демонстрируя формирование канальных участков 221, 222. Данные несколько повторяющихся единиц RU1, соединенные друг с другом, можно обозначить как повторяющийся рисунок RP1, RP2. Повторяющиеся рисунки могут быть соединены в повторяющийся сетевой рисунок RNP1.
Можно использовать альтернативные пути предоставления канальных участков 221, 222 и абразивных зон 118. На Фигурах 17a по 17e представлены неограничивающие примеры поверхности 110 абразивного продукта, которая может быть предоставлена на абразивном продукте 100. Альтернативный путь предоставления канальных участков 221, 222 и абразивных зон 118 может представлять собой способ сжатия, где первая область в центре деформированной базовой геометрической формы SH2 может быть получена сжатием деформированной базовой геометрической формы SH2 таким образом, что исходная и деформированная базовая геометрическая форма SH2 являются концентрическими. Однако вырезка предпочтительно предоставляет канальные участки 221, 222, имеющие по существу постоянную ширину w1, w2 каналов. Деформированная базовая геометрическая форма SH2 может быть самоподобной абразивной зоне 118 внутри деформированной базовой геометрической формы SH1. Первая область в центре деформированной базовой геометрической формы SH2 может содержать абразивную зону 118. Неограничивающий и иллюстративный список базовых геометрических форм, подходящих для деформации, содержит шестиугольники, квадраты и ромбы. Предпочтительно, поверхность 110 абразивного продукта содержит повторяющиеся единицы RU2 абразивных зон 118, где границы повторяющихся единиц RU2, расположенные напротив друг друга, содержат конгруэнтную кривизну, формируя комплементарную пару с тесной подгонкой повторяющихся единиц друг к другу, формируя повторяющиеся рисунки RP3, RP4. Повторяющиеся рисунки RP3, RP4 могут формировать повторяющийся сетевой рисунок RNP2, как показано на Фигуре 17e. Форма сформированного повторяющегося сетевого рисунка RNP2 может также изменяться, как и форма повторяющихся единиц RU2 или повторяющихся рисунков RP3, RP4. Предпочтительно, повторяющиеся единицы RU2 на поверхности 110 абразивного продукта имеют самоподобные или конгруэнтные формы. Это обеспечивает возможность тесного размещения повторяющихся единиц RU2 для заполнения всей поверхности 110 абразивного продукта 100, как показано на Фигуре 17e. С данной целью могут быть использованы повторяющиеся единицы RU2, содержащие периодическую форму, самоподобную форму, фрактальный рисунок или мозаичный рисунок. Пример сети повторяющихся сетевых рисунков RNP1, содержащих кривизну, показан на Фигуре 16f, которая также представляет собой пример сети, содержащей мозаичный рисунок.
В частности, повторяющиеся рисунки RP1, RP2 могут содержать различные количества повторяющихся единиц RU1, так что повторяющемуся сетевому рисунку RNP1 может быть придан разный рисунок, как показано на Фигурах 16d, 16e и 16f. Кроме того, повторяющийся рисунок RP2 может представлять собой основу для повторяющегося сетевого рисунка RNP1, так что окружающее пространство 220 повторяющегося рисунка RP2 может быть расширено для формирования более широкого канала 222 в повторяющемся сетевом рисунке RNP1.
На Фигурах 17a-17e показан неограничивающий пример, где другая базовая геометрическая форма SH2, содержащая четное число сторон A13, A14 с совпадающими линейными длинами, может быть тесно подогнана к другим формам, что предоставляет повторяющиеся единицы RU2 без деформации базовых геометрических форм SH2. На Фигуре 17a в качестве базовой геометрической формы SH2 использован ромб. Как показано на Фигуре 17b, вырезка ромба может быть выполнена образом, подобным используемому в случае других базовых геометрических форм, и предпочтительно ее выполняют от границы к центру ромба таким образом, что от периметра ромба удаляется по существу постоянная ширина. Подобно вырезке, проиллюстрированной на Фигуре 16c, вырезка ромба также дает в результате первую область REG1 в центре ромба, которая может быть использована для предоставления абразивной зоны 118, и периметр, обозначенный как пространство 220, окружающее первую область REG1, где данный периметр может формировать канальные участки 221, 222. Сформированная таким образом повторяющаяся единица RU2 может быть тесно присоединена к другим конгруэнтным повторяющимся единицам RU2, формируя повторяющийся рисунок RP3, RP4, имеющий шестиугольную форму, как показано на Фигурах 17c и 17d. Продолжая тесно заполнять поверхность 110 абразивного продукта повторяющимися единицами RU2, можно сформировать повторяющийся сетевой рисунок RNP2, имеющий самоподобную форму относительно повторяющегося рисунка RP4, как показано на Фигуре 17e. Наконец, как показано на Фигуре 17e, может быть сформирована сеть, содержащая повторяющиеся сетевые рисунки RNP2. В частности, повторяющийся рисунок RP4 и повторяющийся сетевой рисунок RNP2 имеют одинаковую шестиугольную форму при разных масштабах, и канальные участки 221, 222 могут содержать объемы, которые соответственно возрастают при разных масштабах. Это представляет собой предпочтительный путь получения поверхности 110 абразивного продукта с повторяющимися единицами и повторяющимися сетевыми рисунками, имеющими самоподобные формы при разных масштабах.
На Фигурах 18a-18g показан другой неограничивающий пример, где базовая геометрическая форма SH3, содержащая четное число сторон A1, A2, B1, B2 с совпадающими линейными длинами, может быть тесно подогнана к другим формам, что предоставляет повторяющуюся единицу RU3. На Фигуре 18a в качестве базовой геометрической формы SH3 использован ромб. Ромб содержит четыре стороны A1, A2, B1 и B2, из которых A1 и B1 формируют первую пару, а A2 и B2 формируют вторую пару сторон. Каждая пара имеет стороны, имеющие равные длины. Другими словами, длина A1 равна длине B1, а длина A2 равна длине B2. Каждая сторона A1, A2, B1 и B2 может иметь одну и ту же длину. На Фигурах 18b и 18c показано, как стороны A1, A2, B1 и B2 деформированы путем их изгиба парным образом. В случае каждой пары первая сторона A1, A2 пары изогнута наружу, в то время как вторая сторона B1, B2 той же пары изогнута внутрь в зеркальном отображении первой стороны A1, A2. Это позволяет остаться суммарной площади базовой геометрической формы SH3 неизменной и предоставляет пару двух сторон A1, B1 и A2, B2, содержащих конгруэнтную кривизну. Для геометрической формы, содержащей более четырех сторон, процедура может быть повторена к каждым парам сторон с совпадающими линейными длинами. Как показано на Фигуре 18c, результатом процедуры является деформированная базовая геометрическая форма SH3, содержащая кривизну. Предпочтительно, каждая пара изогнута одинаковым образом, что приводит к каждой стороне A1, A2, B1 и B2, имеющей конгруэнтные формы. Следовательно, как показано на Фигурах 18d и 18e, повторяющаяся единица RU3, предоставленная деформацией ромба, может тесно примыкать к другим конгруэнтным повторяющимся единицам RU3 с образованием повторяющегося рисунка RP5, как показано на Фигуре 18e. Продолжая тесно заполнять поверхность 110 абразивного продукта повторяющимися единицами RU3, можно сформировать другой повторяющийся рисунок RP6 и/или повторяющийся сетевой рисунок RNP3, как показано на Фигурах 18f и 18g. Наконец, как показано на Фигуре 9f, может быть сформирована сеть повторяющихся сетевых рисунков RNP3. Интересно, что форма повторяющегося рисунка RP5 самоподобна форме повторяющейся единице RU1, показанной на Фигуре 16c. В частности, когда повторяющийся рисунок RP5 и повторяющаяся единица RU1 имеют одинаковый размер, они имеют конгруэнтные формы, и их можно было бы соединить так, чтобы они тесно примыкали друг к другу. Это приводило бы к сети наподобие RNP3, показанной на Фигуре 18g, но с другой конфигурацией канальных участков 221, 222 в сети.
Неограничивающий пример повторяющегося сетевого рисунка RNP4, имеющего угловатость, показан на Фигурах 19a по 19e, что также является примером сети, содержащей фракталоподобный рисунок. В данном примере в качестве базовой геометрической формы SH4 для получения повторяющейся единицы RU4 может быть использован крест. Базовая геометрическая форма SH4 и повторяющаяся единица RU4 может иметь одинаковую форму. Базовая геометрическая форма SH4 подобна повторяющемуся рисунку RP7 и повторяющемуся сетевому рисунку RNP4. В данном случае сеть сформирована тесным соединением повторяющихся рисунков RP8 друг с другом. В частности, повторяющийся рисунок RP8 сформирован из пяти примыкающих единиц повторяющегося рисунка RP7. Соответственно, повторяющийся рисунок RP7 сформирован из пяти примыкающих повторяющихся единиц RU4, демонстрируя фрактальное поведение сети, содержащей повторяющиеся единицы RU4. Другой пример сети повторяющегося сетевого рисунка RNP2, имеющего угловатость, показан на Фигурах 13 и 14, которые также представляют собой пример сети, имеющей фрактальное поведение. Повторяющийся сетевой рисунок RNP2 содержит повторяющийся рисунок RP4 из шестиугольных форм, где данные шестиугольные формы могут быть обнаружены в малом масштабе внутри повторяющегося рисунка RP4. В данном контексте угловатость можно рассматривать как особый пример кривизны, используемой во избежание линейной засечки.
На Фигурах 20a по 20f показан другой неограничивающий пример, где квадрат, содержащий четное число сторон с совпадающими линейными длинами, использован в качестве базовой геометрической формы SH5, которая может быть деформирована и тесно присоединена к конгруэнтным формам, что дает сеть, содержащую повторяющийся сетевой рисунок RNP5, который, кроме того, содержит повторяющиеся единицы RU5 и повторяющиеся рисунки RP9, RP10.
На Фигурах 21a по 21e показан еще один другой неограничивающий пример, где симметричный шестиугольник, имеющий четное число сторон с совпадающими линейными длинами использован в качестве базовой геометрической формы SH6, которая может быть тесно присоединена к конгруэнтным формам, что дает сеть, содержащую повторяющиеся единицы RU6 и повторяющийся рисунок RP12 и повторяющийся рисунок RP11. Повторяющийся сетевой рисунок RNP6 имеет форму, которая подобна в малом масштабе находящемуся внутри него повторяющемуся рисунку RP12. Кроме того, повторяющийся сетевой рисунок RNP6 может примыкать к конгруэнтным формам.
На Фигуре 22 показан еще один другой неограничивающий пример, где несимметричный шестиугольник, имеющий четное число сторон использован в качестве базовой геометрической формы SH7. Стороны могут быть деформированы путем их изгибания, чтобы получить повторяющуюся единицу RU7, парным образом наподобие того, как было описано в примерах, проиллюстрированных на Фигурах 18a по 18g. Повторяющийся сетевой рисунок RNP7 содержит повторяющийся рисунок RP14. Повторяющийся рисунок RP14 может содержать два, три или более повторяющихся рисунков RP13, тесно примыкающих друг к другу.
Примеры, описанные на Фигурах с 16 по 22 можно использовать в качестве вариантов осуществления. Кроме того, вышеописанные примеры предоставляют способ получения абразивного продукта 100, включающий в себя предоставление опорного слоя 101 и формирование повторяющихся единиц RU1, RU2, RU3, RU4, RU5, RU6, RU7 абразивных зон 118 на опорном слое 101, где границы повторяющихся единиц RU1, RU2, RU3, RU4, RU5, RU6, RU7, расположенные напротив друг друга, содержат конгруэнтную кривизну, формируя комплементарную пару с тесной подгонкой повторяющихся единиц RU1, RU2, RU3, RU4, RU5, RU6, RU7 друг к другу.
Предпочтительно, в качестве базовой геометрической формы SH1, SH2, SH3, SH4, SH5, SH6 для получения повторяющейся единицы RU1, RU2, RU3, RU4, RU5, RU6 без деформирования формы можно использовать четырехугольник, такой как квадрат или ромб, симметричный шестиугольник или симметричный крест. Однако геометрическую форму SH1, SH2, SH3, SH4, SH5, SH6, SH7 можно деформировать. Повторяющиеся единицы RU1, RU2, RU3, RU4, RU5, RU6, RU7 могут быть присоединены к конгруэнтным повторяющимся единицам RU1, RU2, RU3, RU4, RU5, RU6, RU7 и тесно подогнаны друг к другу, что дает сеть повторяющихся рисунков RP1, RP2, RP3, RP4, RP5, RP6, RP7, RP8, RP9, RP10, RP11, RP12, RP13, RP14, содержащих кривизну. В частности, аналогичные формы могут быть получены, использованием, например, круга в качестве геометрической формы и делением периметра круга на равное число эквивалентных длин, подлежащих деформации. Форма повторяющиеся единицы RU1, RU2, RU3, RU4, RU5, RU6, RU7 может быть получена несколькими путями. Вырезка обеспечивает возможность формирования каналов, которые могут быть соединены друг с другом. Дополнительно, самоподобные формы предоставляют удобный путь формирования канальных участков 221, 222, имеющих разные значения ширины w1, w2, такие как первые значения ширины w1 каналов и вторые значения ширины w2 каналов. Кроме того, таким образом может быть получена по существу постоянная ширина w1, w2 канального участка 221, 222. Путем предоставления опорного слоя 101 с углубленными областями 201, 202, 203, согласующимися с рисунком поверхности 110 абразивного продукта, также можно углубить более широкие вторые канальные участки 222, что дает в результате увеличенный объем вторых канальных участков 202. Техническое решение для канальных участков с возрастающими уровнями и объемами может являться предпочтительным также в плане эффективного уноса свободных абразивных зерен 113, открепившихся от абразивного слоя 111. Когда такие открепившиеся абразивные зерна 113 не удаляют, они могут приводить к царапанию поверхности объекта. В частности, в то время как улучшенные объемные соотношения канальных участков 221, 222, могут приводить эффективному удалению абразивного материала, нелинейное протяжение канальных участков 221, 222 также обеспечивает усовершенствованный подход к удержанию воды, использованной при влажной абразии. В общем, сеть NT1 взаимосвязанных канальных участков 221, 222 может задавать повторяющийся рисунок RP1, RP2, RP3, RP4, RP5, RP6, RP7, RP8, RP9, RP10, RP11, RP12, RP13, RP14. При по существу постоянной ширине w1, w2 канального участка 221, 222 это означает, что повторяющаяся единица RU1, RU2, RU3, RU4, RU5, RU6, RU7 является конгруэнтной, но вырезка пространства 220 может быть выполнена как на повторяющейся единице, так и на повторяющихся рисунках RP1, RP2, RP3, RP4, RP5, RP6, RP7, RP8, RP9, RP10, RP11, RP12, RP13, RP14. Это предоставляет удобный способ получения как первых канальных участков 221, так и вторых канальных участков 222. Ширина w2 канального участка 222 на более высоком уровне или масштабе фрактальности может быть расширена путем размещения повторяющихся рисунков RP1, RP2, RP3, RP4, RP5, RP6, RP7, RP8, RP9, RP10, RP11, RP12, RP13, RP14 на большем расстоянии друг от друга. Однако при использовании мозаичных форм, где повторяющаяся единица может быть несимметричной или содержит кривизну, вырезка пространства 220 может быть проведена на повторяющихся рисунках RP1, RP2, RP3, RP4, RP5, RP6, RP7, RP8, RP9, RP10, RP11, RP12, RP13, RP14, выполненных как наиболее крупные рисунки, окруженные канальными участками 222, путем вырезки внутри повторяющегося рисунка. Следовательно, ширина w1, w2 вдоль канального участка 221, 222 может изменяться в диапазоне от 0 до 30% средней ширины канального участка 221, 222.
Специалисту в данной области будет ясно, что мыслимыми являются модификации и варианты продуктов по настоящему изобретению. Чертежи являются схематичными. Конкретные примеры, описанные выше со ссылкой на прилагаемые чертежи, являются лишь иллюстративными и не подразумеваются в качестве ограничивающих объем изобретения, которое определяется прилагаемой формулой изобретения.
Нумерованные пункты
2.1. Абразивный продукт 100, содержащий поверхность 110 с множеством абразивных зон 118, которые несет опорный слой 101, причем каждая абразивная зона 118 окружена взаимосвязанными канальными участками 221, 222, имеющими поперечный размер td1, td2, отличающийся тем, что канальные участки 221, 222 содержат первые канальные участки 221 с первым поперечным размером td1 и вторые канальные участки 222 со вторым поперечным размером td2, большим чем первый поперечный размер td1.
2.2. Абразивный продукт 100 по нумерованному пункту 1, содержащий более двух уровней канальных участков 201, 202, увеличивающихся в поперечном размере.
2.3. Абразивный продукт 100 по нумерованному пункту 1 или 2, в котором поперечный размер td1, td2 является по существу постоянным на всем протяжении канального участка 201, 202.
2.4. Абразивный продукт 100 по любому из нумерованных пунктов 1-3, в котором поперечный размер td1, td2 представляет собой ширину w1, w2 на высоту h1, h2.
2.5. Абразивный продукт 100 по любому из нумерованных пунктов 1-4, в котором опорный слой 101 экструдирован, отлит под давлением или получен инжекционным формованием и содержит первые канальные участки 221 с первым поперечным размером td1, выполненные с возможностью улучшать гибкость абразивного продукта 100.
2.6. Абразивный продукт 100 по любому из нумерованных пунктов 1-5, в котором вторые канальные участки 222 содержат кривизну во избежание линейной засечки.
2.7. Абразивный продукт 100 по любому из нумерованных пунктов 1-6, в котором вторые канальные участки 222 имеют максимальную линейную дину L5, которая в 2,5 раза меньше амплитуды колебаний абразивного аппарата 300, совместимого с указанным абразивным продуктом 100, например, в 2,5 раза меньше 2,5 мм или в 2,5 раза меньше 5 мм, или в 2,5 раза меньше 8 мм.
2.8. Абразивный продукт 100 по любому из нумерованных пунктов 1-7, в котором вторые канальные участки 222 задают сеть NT1 взаимосвязанных канальных участков 221, 222.
2.9. Абразивный продукт 100 по нумерованному пункту 8, в котором сеть NT1 взаимосвязанных канальных участков 221, 222 задает повторяющийся рисунок RP1, RP2, RP3, RP4, RP5, RP6, RP7, RP8, RP9, RP10, RP11, RP12, RP13, RP14.
2.10. Поверхность 110 абразивного продукта, содержащая повторяющиеся единицы RU1, RU2, RU3, RU4, RU5, RU6, RU7 абразивных зон 118, отличающаяся тем, что границы повторяющихся единиц RU1, RU2, RU3, RU4, RU5, RU6, RU7, расположенные напротив друг друга, имеют конгруэнтную кривизну, формируя комплементарную пару с тесной подгонкой повторяющихся единиц RU1, RU2, RU3, RU4, RU5, RU6, RU7 друг к другу.
2.11. Поверхность 110 абразивного продукта по нумерованному пункту 10, на которой несколько повторяющихся единиц RU1, RU2, RU3, RU4, RU5, RU6, RU7 тесно расположены для заполнения всей поверхности 110 абразивного продукта 100.
2.12. Поверхность 110 абразивного продукта по нумерованному пункту 10 или 11, на которой повторяющиеся единицы RU1, RU2, RU3, RU4, RU5, RU6, RU7 имеют самоподобные или конгруэнтные формы.
2.13. Абразивный продукт 100 по нумерованному пункту 1, в котором площадь абразивной зоны 118 находится в диапазоне от 0,5 до 75 мм2 и в котором суммарная площадь канальных участков находится в диапазоне от 20 до 50% суммарной площади абразивного продукта 100.
2.14. Абразивный продукт 100 по нумерованному пункту 1 или 10, в котором абразивные зоны 118 имеют конгруэнтные формы.
2.15. Абразивный продукт 100 по нумерованному пункту 10, в котором абразивный слой 111, примыкающий к опорному слою 101, содержит первые канальные участки 221, вторые канальные участки 222 и множество абразивных зон 118.
2.16. Абразивный продукт 100 по нумерованному пункту 1 или 10, в котором углубленные области 201, 202, 203, согласующиеся со вторыми канальными участками 222, предоставлены на опорном слое 101.
2.17. Абразивный продукт по нумерованному пункту 16, в котором положение углубленных областей 201, 202, 203 на опорном слое 101 по существу совпадает с положением вторых канальных участков 222 на абразивном слое 111 для увеличения объема вторых канальных участков 222.
2.18. Абразивный продукт 100 по нумерованному пункту 1 или 10, содержащий отверстия 226, простирающиеся через опорный слой 101 и абразивный слой 111 с максимальной шириной w3 отверстия, равной ширине w2 второго канала, и максимальной длиной L3 отверстия, равной максимальной длине L5 вторых канальных участков 222.
2.19. Абразивный продукт 100 по нумерованному пункту 1, в котором вторые канальные участки 222 выполнены так, чтобы обеспечивать возможность суспендирования воды, переноса смеси воды и образовавшегося при абразии материала и охлаждения поверхности 110 абразивного продукта.
2.20. Абразивный продукт 100 по нумерованному пункту 1, содержащий гибкий абразивный продукт.
2.21. Абразивный продукт 100 по любому из нумерованных пунктов 1-20, содержащий вспененный слой 123, прикрепленный к опорному слою 101 для переноса воздуха или жидкости.
2.22. Абразивный продукт 100 по нумерованному пункту 21, в котором отверстия 226 контактируют с вспененным слоем 123 для переноса воздуха, жидкости или образовавшегося при абразии материала между вспененным слоем и поверхностью 110 абразивного продукта.
2.23. Аппарат 300, содержащий абразивный продукт 100 по любому из нумерованных пунктов 1-22.
2.24. Применение абразивного продукта 100 по любому из нумерованных пунктов 1-22 с текучей средой, содержащей воду, для уноса образовавшегося при абразии материала.
2.25. Применение абразивного продукта 100 по любому из нумерованных пунктов 1-22 в аппарате 300 для машинной абразии.
2.26. Способ получения абразивного продукта, включающий в себя
- предоставление опорного слоя 101; и
- формирование множества абразивных зон 118, которые несет опорный слой 101, отличающийся тем, что каждая абразивная зона 118 окружена взаимосвязанными канальными участками 221, 222, имеющими поперечный размер td1, td2, и тем, что канальные участки 221, 222 содержат первые канальные участки 221 с первым поперечным размером td1 и вторые канальные участки 222 со вторым поперечным размером td2, большим чем первый поперечный размер td1.
2.27. Способ получения абразивного продукта 100, включающий в себя
- предоставление опорного слоя 101; и
- формирование повторяющихся единиц RU1, RU2, RU3, RU4, RU5, RU6, RU7 абразивных зон 118 на опорном слое 101, отличающийся тем, что границы повторяющихся единиц RU1, RU2, RU3, RU4, RU5, RU6, RU7, расположенные напротив друг друга, имеют конгруэнтную кривизну, формируя комплементарную пару с тесной подгонкой повторяющихся единиц RU1, RU2, RU3, RU4, RU5, RU6, RU7 друг к другу.
2.28. Способ по нумерованному пункту 26 или 27, в котором опорный слой 101 содержит один или более функциональных слоев 102, 103, 104, 104, 105, 106, 107, 108, сформированных литьем под давлением, экструзией, совместной экструзией или инжекционным формованием.
2.29. Способ по нумерованному пункту 26 или 27, дополнительно включающий в себя увеличение поверхностного натяжения опорного слоя 101 обработкой коронным разрядом.
2.30. Способ по любому нумерованному пункту из нумерованных пунктов 26-29, дополнительно включающий в себя нанесение фрикционного покрытия на вторую сторону 108 опорного слоя 101.
2.31. Способ по любому из нумерованных пунктов 26-30, дополнительно включающий в себя предоставление опорного слоя 101 с углубленными областями 201, 202, 203 для уноса воды или образовавшегося при абразии материала.
2.32. Способ по любому из нумерованных пунктов 26-31, дополнительно включающий в себя размещение углубленных областей 201, 202, 203 на опорном слое 101 в положении, которое по существу совпадает с положением вторых канальных участков 222, для увеличения объема вторых канальных участков 222.
2.33. Способ по любому нумерованному пункту из нумерованных пунктов 26-32, дополнительно включающий в себя формирование отверстий 226, простирающихся через опорный слой 101, причем отверстия 226 расположены на углубленных областях 201, 202, 203 и имеют ширину w3 отверстия, равную или меньшую ширины углубленной области, и максимальную длину L3 отверстия, равную максимальной длине L5 вторых канальных участков 202.
2.34. Способ по любому нумерованному пункту из нумерованных пунктов 26-33, в котором опорный слой 101 содержит полипропиленовый гомополимер, неупорядоченный сополимер пропилена и этилена или пропилена и алкена, блок-сополимер пропилена и этилена или, альтернативно, пропилена и алкена.
2.35. Способ по любому из нумерованных пунктов 28-34, в котором функциональный слой 102, 103, 104, 104, 105, 106, 107, 108 содержит улучшающее адгезию соединение, выбираемое из группы, состоящей из сополимера этилена высокой плотности, сополимера этилена низкой плотности, сополимера этилена-бутилакрилата (EBA), сополимера этилена-винилацетата (EVA), сополимера этилена-метилакрилата (EMA), сополимера этилена-бутилакрилата (EBA), сополимера 2-этилгексилакрилата (2EHA), терполимера этилена-акрилового сложного эфира, где тип акрилового сложного эфира представляет собой метил-, этил- или бутилакрилат, терполимера этилена-винилацетата, где тип акрилового сложного эфира представляет собой метил-, этил- или бутилакрилат.
2.36. Способ по любому нумерованному пункту из нумерованных пунктов 26-35, дополнительно включающий в себя предоставление опорного слоя 101 с приподнятыми областями 206.
2.37. Способ по номерованному пункту 36, в котором приподнятые области 206 предоставляют каландрованием поверхности опорного слоя 101.
2.38. Способ по номерованному пункту 36, в котором приподнятые области 206 предоставляют нанесением абразивного покрытия на опорный слой 101.
2.39. Способ по номерованному пункту 36, в котором приподнятые области 206 предоставляют каландрованием поверхности опорного слоя 101 и нанесением абразивного покрытия на каландрированную поверхность опорного слоя 101.
2.40. Абразивный продукт 100, полученный по любому из нумерованных пунктов 26-39.
4.1. Абразивный продукт 100, содержащий абразивный слой 111, примыкающий к одной стороне опорного слоя 101, причем указанный опорный слой 101 содержит по меньше мере два функциональных слоя 102, 103, 104, 104, 105, 106, 107, 108.
4.2. Абразивный продукт 100, содержащий опорный слой 101 с первой стороной 107 и второй стороной 108, отличающийся тем, что абразивный слой 111 примыкает к одной стороне опорного слоя 101, содержащего полипропилен.
4.3. Абразивный продукт 100 по нумерованному пункту 2, в котором полипропилен представляет собой полипропиленовый гомополимер, неупорядоченный сополимер пропилена и этилена или пропилена и алкена, блок-сополимер пропилена и этилена или, альтернативно, пропилена и алкена.
4.4. Абразивный продукт 100 по нумерованному пункту 2 или 3, в котором опорный слой 101 содержит один или более функциональных слоев 102, 103, 104, 104, 105, 106, 107, 108.
4.5. Абразивный продукт 100 по любому из нумерованных пунктов 1-4, имеющий функциональный слой 102, 103, 104, 104, 105, 106, 107, 108, содержащий сополимер этилена, содержащий карбоксильную функциональность.
4.6. Абразивный продукт 100 по любому из нумерованных пунктов 1-5, имеющий функциональный слой 102, 103, 104, 104, 105, 106, 107, 108, содержащий улучшающее адгезию соединение, выбираемое из группы, состоящей из сополимера этилена высокой плотности, сополимера этилена низкой плотности, сополимера этилена-бутилакрилата (EBA), сополимера этилена-винилацетата (EVA), сополимера этилена-метилакрилата (EMA), сополимера этилена-бутилакрилата (EBA), сополимера 2-этилгексилакрилата (2EHA), терполимера этилена-акрилового сложного эфира, где тип акрилового сложного эфира представляет собой метил-, этил- или бутилакрилат, терполимера этилена-винилацетата, где тип акрилового сложного эфира представляет собой метил-, этил- или бутилакрилат.
4.7. Абразивный продукт 100 по нумерованному пункту 6, где улучшающее адгезию соединение выбирают из группы, состоящей из кислого сополимера, натриевого иономера, цинкового иономера или других иономеров металлов, таких как иономеры Surlyn.
4.8. Абразивный продукт 100 по любому из нумерованных пунктов 1-7, в котором опорный слой 101 сформирован экструзией, совместной экструзией, инжекционным формованием или ламинированием.
4.9. Абразивный продукт 100 по любому нумерованному пункту из нумерованных пунктов 1-8, в котором опорный слой 101 сформирован литьем под давлением, чтобы уменьшить ориентацию опорного слоя 101 в машинном направлении или поперечном направлении.
4.10. Абразивный продукт 100 по любому нумерованному пункту из нумерованных пунктов 1-9, в котором опорный слой 101 имеет по существу симметричную прочность при растяжении в диапазоне от 1600 до 5000 Н/мм2 как в машинном, так и в поперечном направлении.
4.11. Абразивный продукт 100 по любому нумерованному пункту из нумерованных пунктов 1-10, в котором опорный слой 101 имеет по существу симметричную жесткость при изгибе в диапазоне от 50 до 300 Нм как в машинном, так и в поперечном направлении.
4.12. Абразивный продукт 100 по любому из нумерованных пунктов 1-11, в котором опорный слой 101 содержит полипропилен в диапазоне от 20 до 100% суммарной массы полимера в опорном слое 101.
4.13. Абразивный продукт 100 по любому из нумерованных пунктов 1-12, в котором абразивный слой 111 содержит по существу единственный слой абразивных зерен 113.
4.14. Абразивный продукт 100 по любому из нумерованных пунктов 1-13, в котором опорный слой 101 является водонепроницаемым.
4.15. Абразивный продукт 100 по любому из нумерованных пунктов 1-14, в котором опорный слой 101 содержит углубленные области 201, 202, 203 для уноса воды или образовавшегося при абразии материала с поверхности 110 абразивного продукта.
4.16. Абразивный продукт 100 по любому нумерованному пункту из нумерованных пунктов 1-15, в котором абразивный слой 111 содержит канальные участки 221, 222 для уноса воды или образовавшегося при абразии материала с поверхности 110 абразивного продукта 100.
4.17. Абразивный продукт 100 по любому из нумерованных пунктов 1-16, содержащий отверстия 226, простирающиеся через опорный слой 101, причем отверстия 226 расположены на углубленных областях 201, 202, 203 и имеют диаметр отверстия, меньший амплитуды колебаний абразивного аппарата 300.
4.18. Абразивный продукт 100 по любому из нумерованных пунктов 1-17, содержащий вспененный слой 123, прикрепленный к опорному слою 101 для переноса воздуха или жидкости.
4.19. Абразивный продукт 100 по нумерованному пункту 18, содержащий отверстия 226, простирающиеся через опорный слой 101, в котором отверстия 226 контактируют с вспененным слоем 123 для переноса воздуха, жидкости или образовавшегося при абразии материала между вспененным слоем и поверхностью 110 абразивного продукта.
4.20. Аппарат 300, содержащий абразивный продукт 100 по любому из нумерованных пунктов 1-19.
4.21. Применение абразивного продукта 100 по любому из нумерованных пунктов 1-19 с текучей средой, содержащей воду, для уноса образовавшегося при абразии материала.
4.22. Применение абразивного продукта 100 по любому из нумерованных пунктов 1-19 в аппарате 300 для машинной абразии.
4.23. Способ получения абразивного продукта 100, включающий в себя
предоставление опорного слоя 101, содержащего один или более функциональных слоев 102, 103, 104, 104, 105, 106, 107, 108,
присоединение абразивного слоя к одной стороне опорного слоя 101.
4.24. Способ по нумерованному пункту 23, в котором опорный слой 101 формируют экструзией, совместной экструзией, инжекционным формованием или ламинированием.
4.25. Способ по нумерованному пункту 23 или 24, в котором функциональный слой 102, 103, 104, 104, 105, 106, 107, 108 содержит сополимер этилена, содержащий карбоксильную функциональность.
4.26. Способ по любому из нумерованных пунктов 23-25, дополнительно включающий в себя увеличение поверхностного натяжения опорного слоя 101 обработкой коронным разрядом, плазмой или пламенем.
4.27. Способ по любому из нумерованных пунктов 23-26, дополнительно включающий в себя нанесение фрикционного покрытия на вторую сторону 108 опорного слоя 101.
4.28. Способ по любому из нумерованных пунктов 23-27, дополнительно включающий в себя предоставление опорного слоя 101 с углубленными областями 201, 202, 203 для уноса воды или образовавшегося при абразии материала.
4.29. Способ по любому нумерованному пункту из нумерованных пунктов 23-28, в котором опорный слой 101 содержит полипропиленовый гомополимер, неупорядоченный сополимер пропилена и этилена или пропилена и алкена, блок-сополимер пропилена и этилена или, альтернативно, пропилена и алкена.
4.30. Способ по любому нумерованному пункту из нумерованных пунктов 23-29, в котором функциональный слой 102, 103, 104, 104, 105, 106, 107, 108 содержит улучшающее адгезию соединение, выбираемое из группы, состоящей из сополимера этилена высокой плотности, сополимера этилена низкой плотности, сополимера этилена-бутилакрилата (EBA), сополимера этилена-винилацетата (EVA), сополимера этилена-метилакрилата (EMA), сополимера этилена-бутилакрилата (EBA), сополимера 2-этилгексилакрилата (2EHA), терполимера этилена-акрилового сложного эфира, где тип акрилового сложного эфира представляет собой метил-, этил- или бутилакрилат, терполимера этилена-винилацетата, где тип акрилового сложного эфира представляет собой метил-, этил- или бутилакрилат.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2008 |
|
RU2453418C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2006 |
|
RU2402415C2 |
| ФОРМОВАННЫЕ АБРАЗИВНЫЕ ЧАСТИЦЫ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2014 |
|
RU2643004C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА И ИСПОЛЬЗОВАНИЯ | 2008 |
|
RU2452613C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2605721C2 |
| ПОКРЫТЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ | 2011 |
|
RU2555269C2 |
| СШИВАЕМАЯ КОМПОЗИЦИЯ ДЛЯ АБРАЗИВНОГО ИЗДЕЛИЯ, СПОСОБ ЕЕ СШИВАНИЯ И СШИТАЯ СМОЛА | 2006 |
|
RU2415890C1 |
| Абразивное изделие с покрытием | 2013 |
|
RU2620846C2 |
| АБРАЗИВНЫЙ ПРОДУКТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2717763C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1993 |
|
RU2106238C1 |
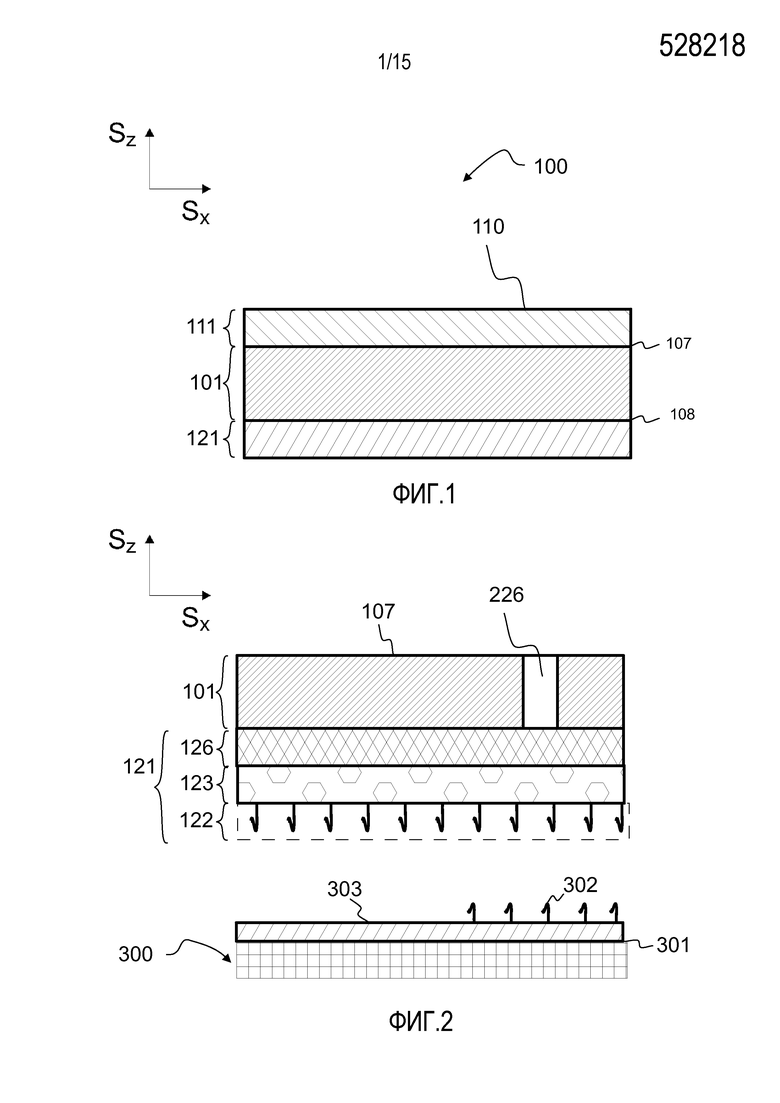

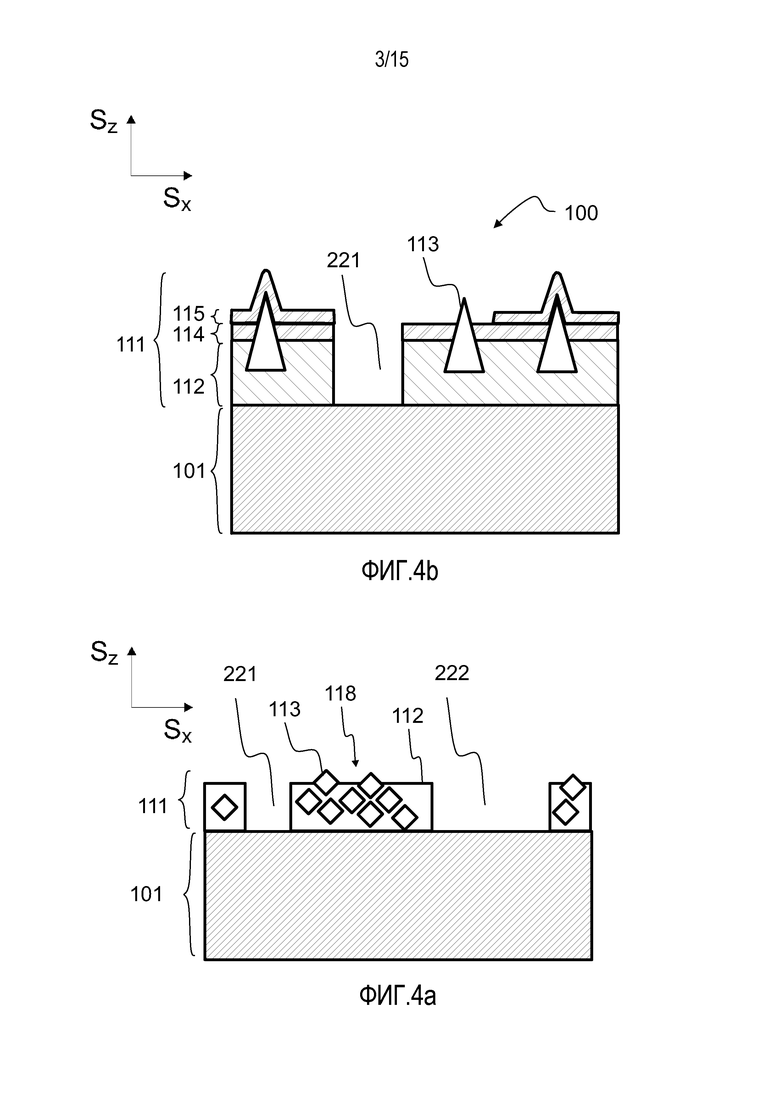
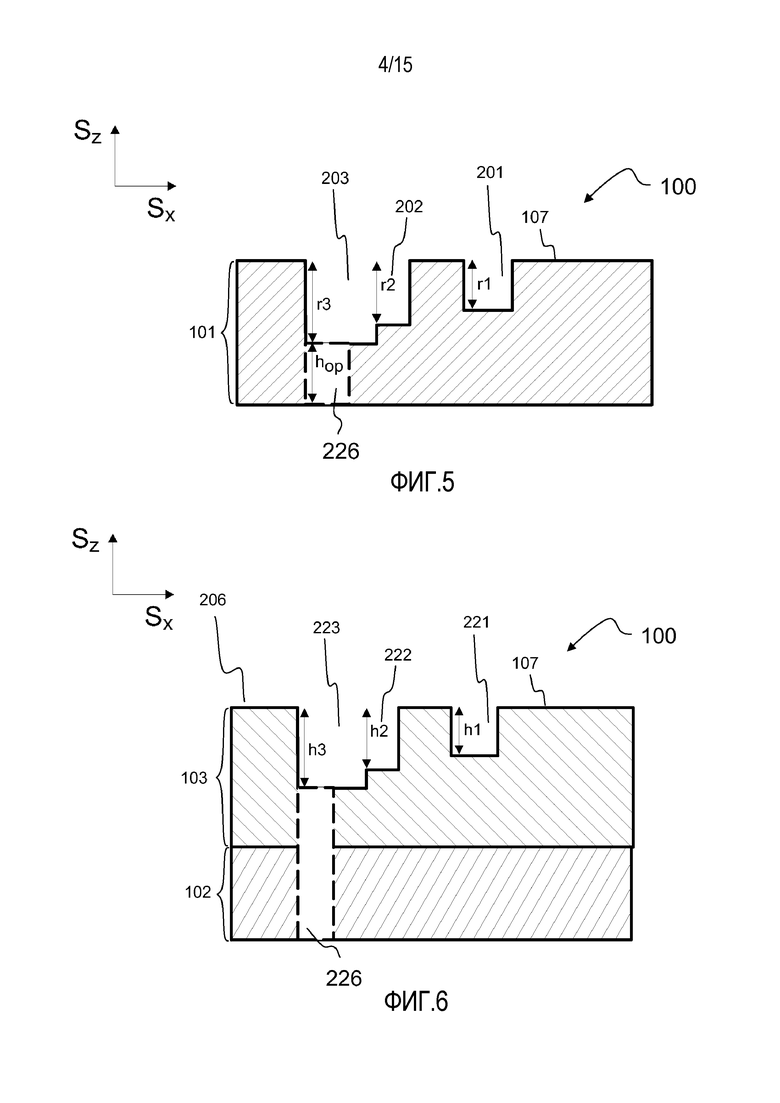
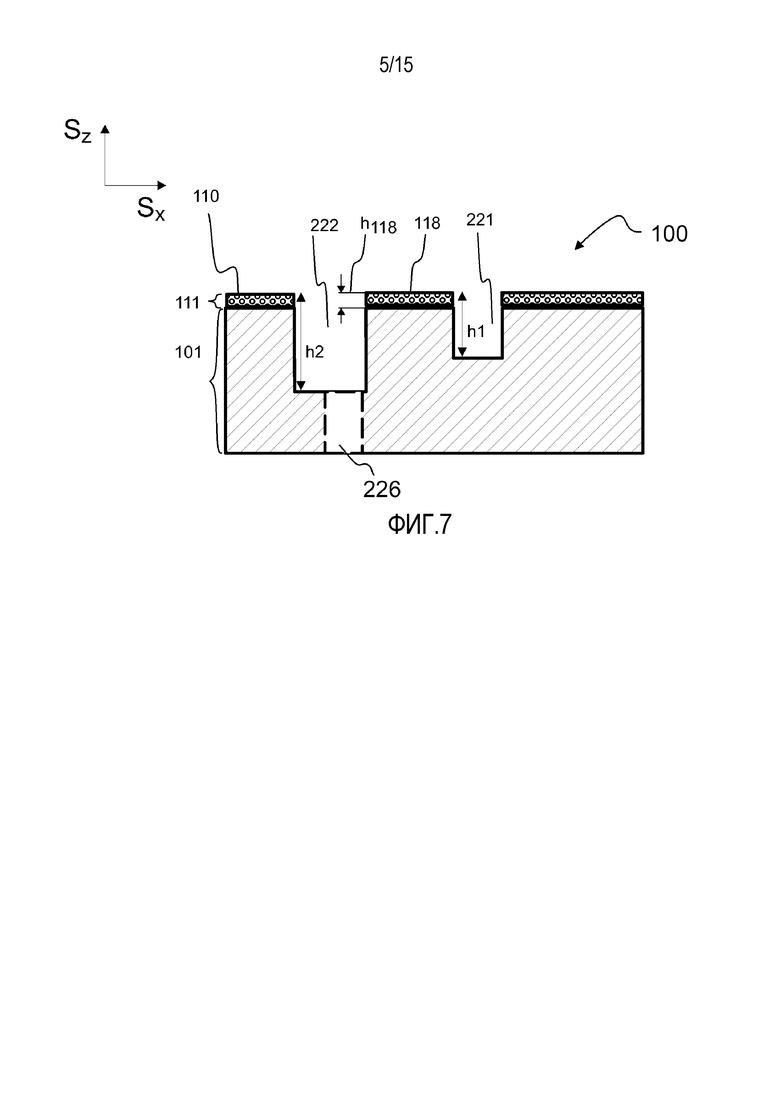

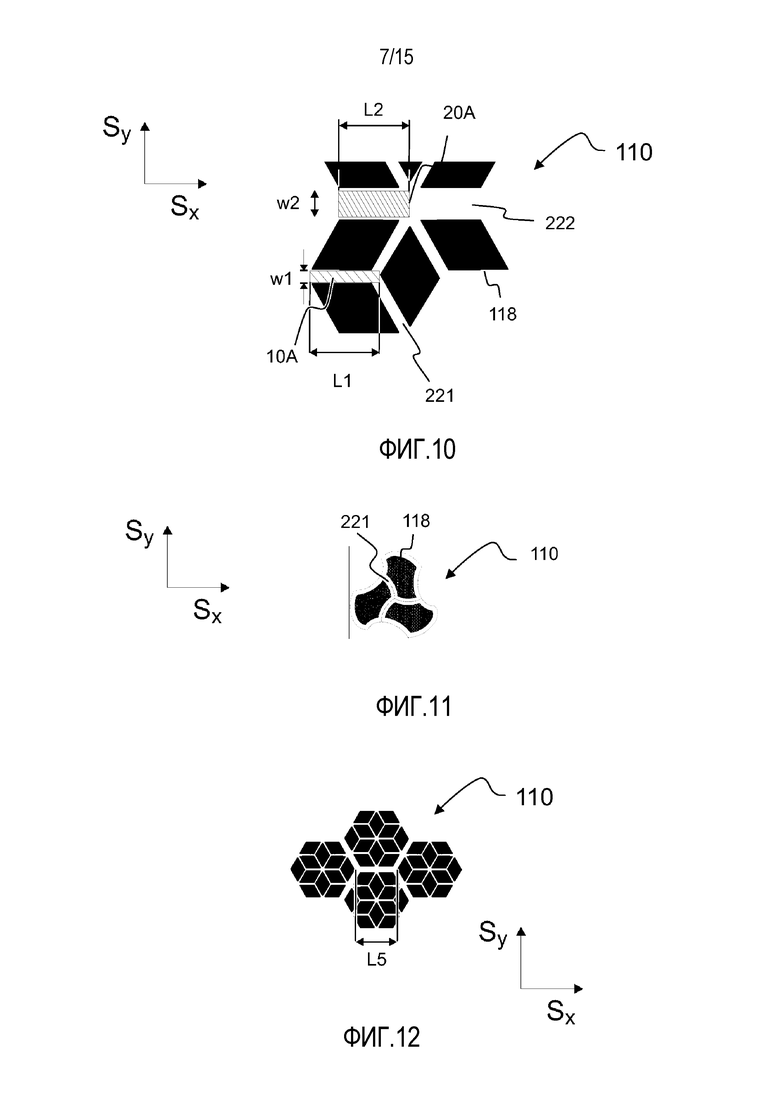
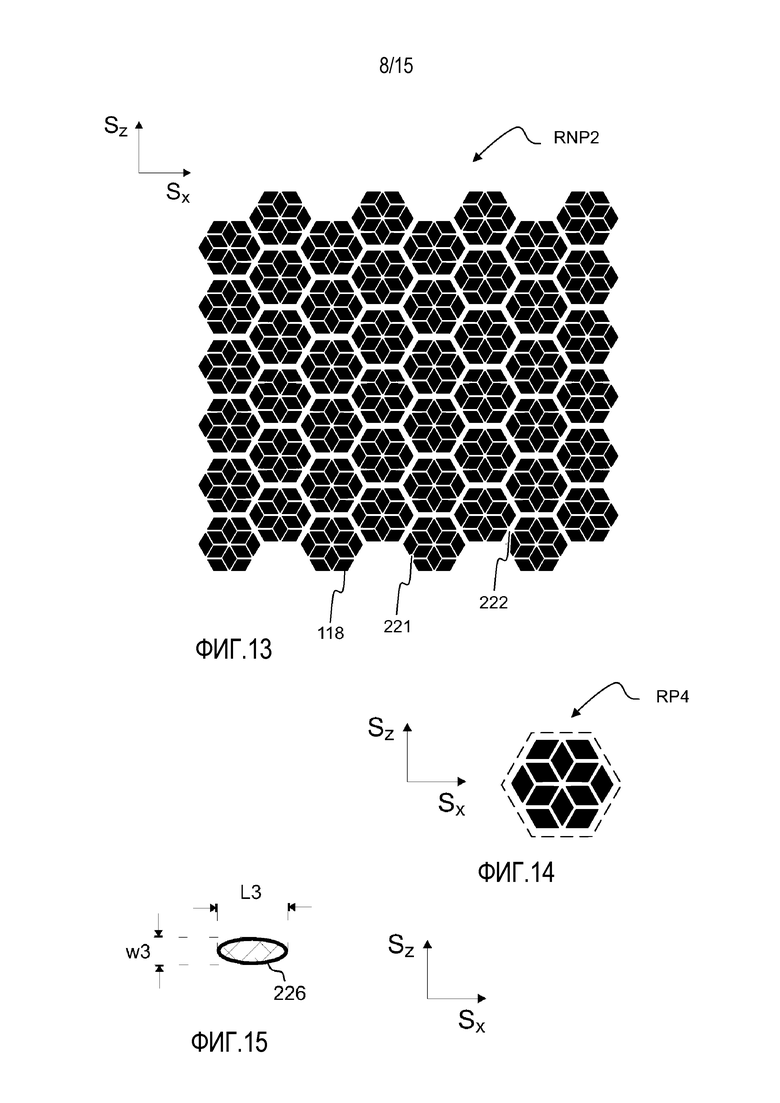
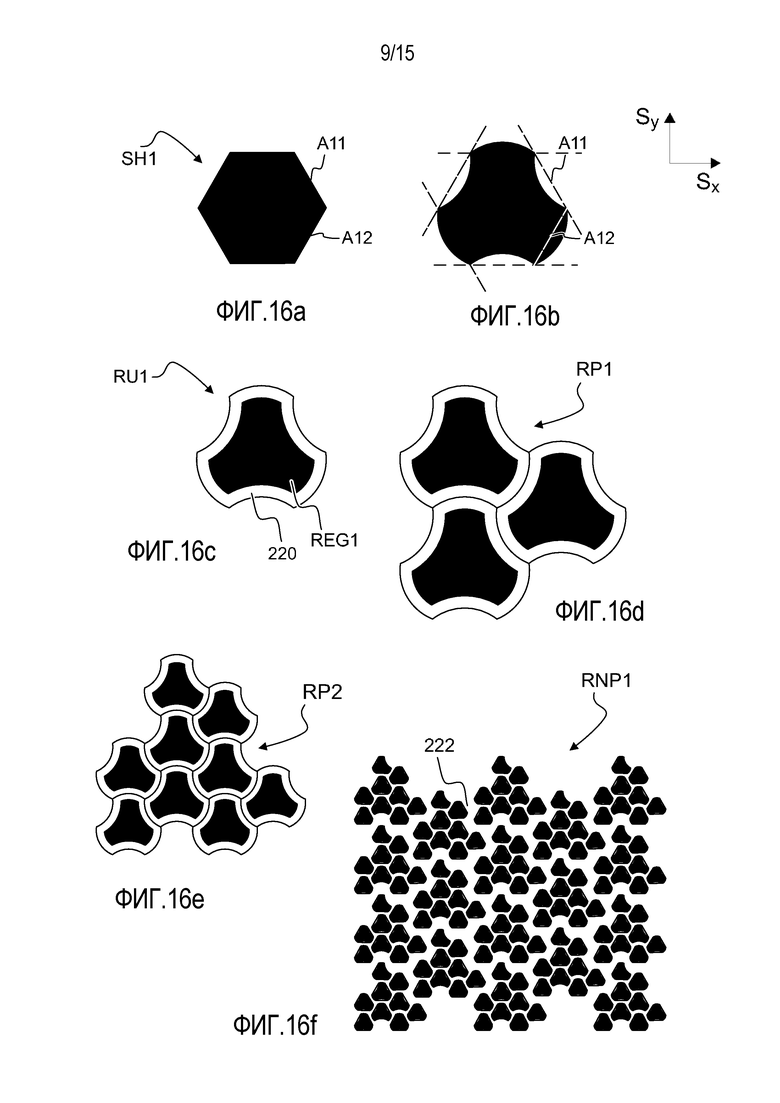

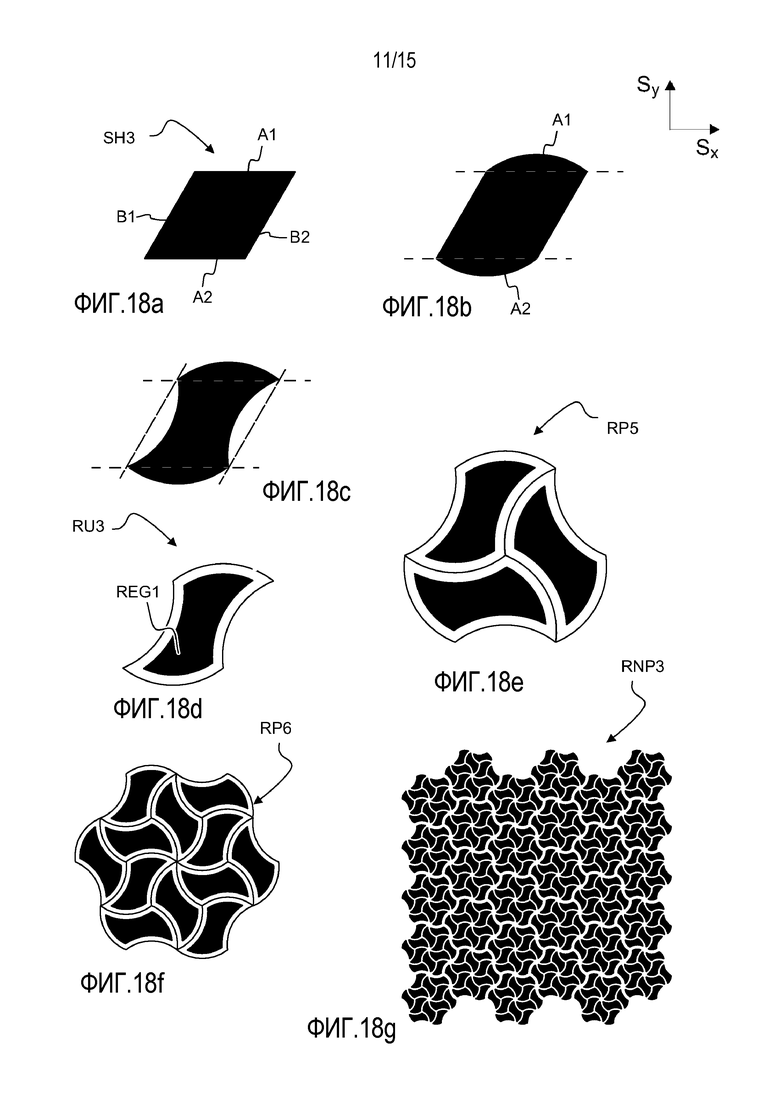
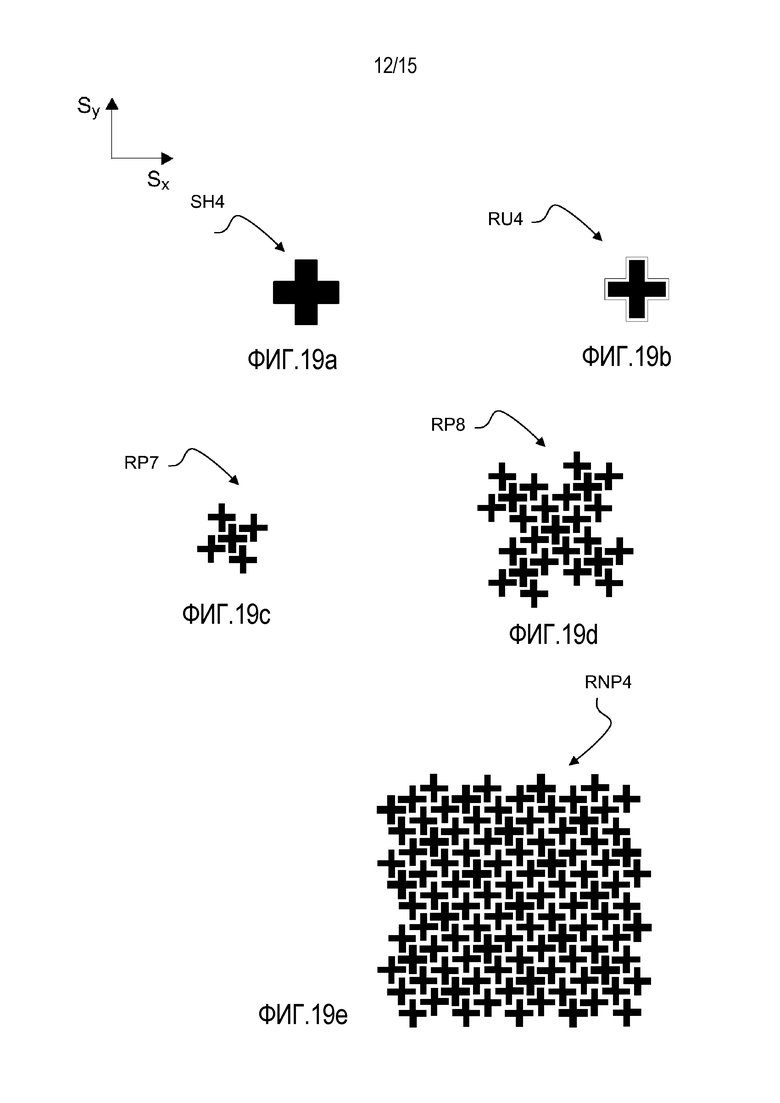


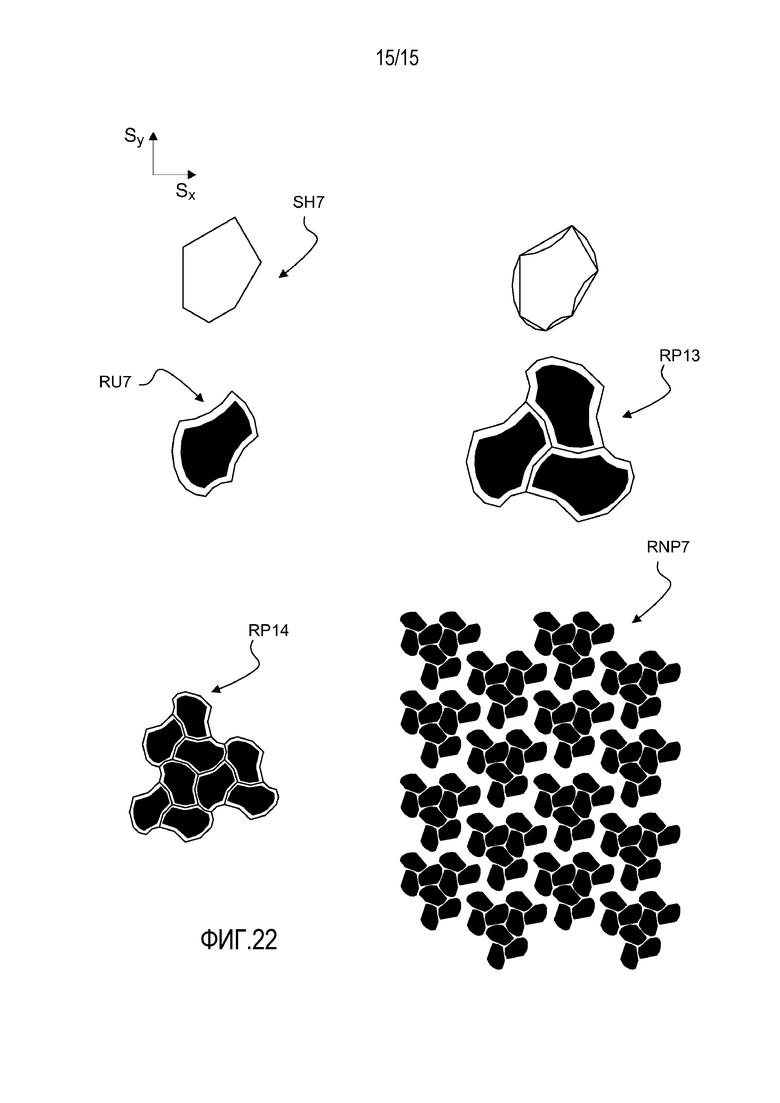
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении абразивного продукта, предназначенного для обработки разнообразных материалов. Абразивный продукт содержит поверхность с множеством абразивных зон, которые несет опорный слой. Абразивные зоны окружены взаимосвязанными канальными участками, содержащими первые канальные участки с первым поперечным размером и вторые канальные участки со вторым поперечным размером, большим, чем первый поперечный размер. В результате повышаются долговечность абразивного продукта и качество и эффективность обработки. 3 н. и 28 з.п. ф-лы, 22 ил., 2 табл. 
1. Абразивный продукт (100), содержащий поверхность (110) с множеством абразивных зон (118), которые несет опорный слой (101), причем каждая абразивная зона (118) окружена взаимосвязанными канальными участками (221, 222), имеющими поперечный размер (td1, td2), отличающийся тем, что канальные участки (221, 222) содержат первые канальные участки (221) с первым поперечным размером (td1) и вторые канальные участки (222) со вторым поперечным размером (td2), большим, чем первый поперечный размер (td1), при этом поперечный размер (td1, td2) канального участка характеризуется шириной (w1, w2) и высотой (h1, h2).
2. Абразивный продукт (100) по п.1, который содержит более двух уровней канальных участков (221, 222), увеличивающихся в поперечном размере.
3. Абразивный продукт (100) по п.1, в котором поперечный размер (td1, td2)канального участка (221, 222) является по существу постоянным на всем его протяжении.
4. Абразивный продукт (100) по п.1, в котором опорный слой (101) экструдирован, отлит под давлением или получен инжекционным формованием и содержит первые канальные участки (221) с первым поперечным размером (td1), выполненные с возможностью улучшения гибкости абразивного продукта (100).
5. Абразивный продукт (100) по п.1, в котором вторые канальные участки (222) имеют кривизну для избежания линейного пересечения.
6. Абразивный продукт (100) по п.1, в котором вторые канальные участки (222) имеют максимальную линейную длину (L5), которая меньше 2,5-кратной величины от амплитуды колебаний абразивного аппарата (300), совмещенного с абразивным продуктом (100), например меньше 2,5-кратной величины от 2,5 мм, или меньше 2,5-кратной величины от 5 мм, или меньше 2,5-кратной величины от 8 мм.
7. Абразивный продукт (100) по п.1, в котором вторые канальные участки (222) задают сеть (NT1) взаимосвязанных канальных участков (221, 222).
8. Абразивный продукт (100) по п.7, в котором сеть (NT1) взаимосвязанных канальных участков (221, 222) задает повторяющийся рисунок RP1, RP2, RP3, RP4, RP5, RP6, RP7, RP8, RP9, RP10, RP11, RP12, RP13, RP14.
9. Абразивный продукт (100) по п.1, в котором площадь абразивной зоны (118) находится в диапазоне от 0,5 до 75 мм2, а суммарная площадь канальных участков находится в диапазоне от 20 до 50% суммарной площади абразивного продукта (100).
10. Абразивный продукт (100) по п. 1, в котором абразивные зоны (118) имеют конгруэнтные формы.
11. Абразивный продукт (100) по п.1, в котором углубленные области (201, 202, 203), согласующиеся со вторыми канальными участками (222), предоставлены на опорном слое (101).
12. Абразивный продукт по п.11, в котором положение углубленных областей (201, 202, 203) на опорном слое (101) по существу совпадает с положением вторых канальных участков (222) на абразивном слое (111) для увеличения объема вторых канальных участков (222).
13. Абразивный продукт (100) по п.1, который содержит отверстия (226), проходящие через опорный слой (101) и абразивный слой (111) с максимальной шириной (w3) отверстия, равной ширине (w2) второго канала, и максимальной длиной (L3) отверстия, равной максимальной длине (L5) вторых канальных участков (222).
14. Абразивный продукт (100) по п. 1, в котором вторые канальные участки (222) выполнены так, чтобы обеспечивать возможность суспендирования воды, переноса смеси воды и образовавшегося при абразивной обработке материала и охлаждения поверхности (110) абразивного продукта.
15. Абразивный продукт (100) по п. 1, который является гибким абразивным продуктом.
16. Абразивный продукт (100) по п.1, который содержит вспененный слой (123), прикрепленный к опорному слою (101) для переноса воздуха или жидкости.
17. Абразивный продукт (100) по п.16, в котором отверстия (226) контактируют со вспененным слоем (123) для переноса воздуха, жидкости или образовавшегося при абразивной обработке материала между вспененным слоем и поверхностью (110) абразивного продукта.
18. Аппарат (300) для абразивной обработки поверхностей, содержащий абразивный продукт (100) по п. 1.
19. Способ получения абразивного продукта, включающий
предоставление опорного слоя (101) и
формирование множества абразивных зон (118), которые несет опорный слой (101), отличающийся тем, что каждую абразивную зону (118) окружают взаимосвязанными канальными участками (221, 222), имеющими поперечный размер (td1, td2), причем канальные участки (221, 222) содержат первые канальные участки (221) с первым поперечным размером (td1) и вторые канальные участки (222) со вторым поперечным размером (td2), большим, чем первый поперечный размер (td1).
20. Способ по п.19, в котором опорный слой (101) содержит один или более функциональных слоев (102, 103, 104, 104, 105, 106, 107, 108), сформированных литьем под давлением, экструзией, совместной экструзией или инжекционным формованием.
21. Способ по п.19, который дополнительно включает увеличение поверхностного натяжения опорного слоя (101) обработкой коронным разрядом, плазмой или пламенем.
22. Способ по п.19, который дополнительно включает нанесение фрикционного покрытия на вторую сторону (108) опорного слоя (101).
23. Способ по п. 19, который дополнительно включает использование опорного слоя (101) с углубленными областями (201, 202, 203) для уноса воды или образовавшегося при абразивной обработке материала.
24. Способ по п.19, который дополнительно включает размещение углубленных областей (201, 202, 203) на опорном слое (101) в положении, которое по существу совпадает с положением вторых канальных участков (222), для увеличения объема вторых канальных участков (222).
25. Способ по п.19, который дополнительно включает формирование отверстий (226), проходящих через опорный слой (101), причем отверстия (226) располагают на углубленных областях (201, 202, 203) и имеют ширину (w3) отверстия, равную или меньшую ширины углубленной области, и максимальную длину (L3) отверстия, равную максимальной длине (L5) вторых канальных участков (222).
26. Способ по п.19, в котором опорный слой (101) содержит полипропиленовый гомополимер, неупорядоченный сополимер пропилена и этилена или пропилена и алкена, блок-сополимер пропилена и этилена или, альтернативно, пропилена и алкена.
27. Способ по п. 20, в котором функциональный слой (102, 103, 104, 104, 105, 106, 107, 108) содержит для улучшения адгезии соединение, выбираемое из группы, состоящей из сополимера этилена высокой плотности, сополимера этилена низкой плотности, сополимера этилена-бутилакрилата (ЕВА), сополимера этилена-винилацетата (EVA), сополимера этилена-метилакрилата (ЕМА), сополимера этилена-бутилакрилата (ЕВА), сополимера 2-этилгексилакрилата (2ЕНА), терполимера этилена-акрилового сложного эфира, причем тип акрилового сложного эфира представляет собой метил-, этил- или бутилакрилат, терполимера этилена-винилацетата, а тип акрилового сложного эфира представляет собой метил-, этил- или бутилакрилат.
28. Способ по п.19, который дополнительно включает использование опорного слоя (101) с приподнятыми областями (206).
29. Способ по п.28, в котором приподнятые области (206) обеспечивают каландрованием поверхности опорного слоя (101).
30. Способ по п.28, в котором приподнятые области (206) обеспечивают нанесением абразивного покрытия на опорный слой (101).
31. Способ по п.28, в котором приподнятые области (206) обеспечивают каландрованием поверхности опорного слоя (101) и нанесением абразивного покрытия на каландрированную поверхность опорного слоя (101).
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шлифовальная шкурка | 1987 |
|
SU1437204A1 |

