Область техники, к которой относится изобретение
Настоящее изобретение относится к абразивному продукту, имеющему абразивную поверхность. Настоящее изобретение также относится к ленте из абразивного продукта, рулону из абразивного продукта и способу изготовления абразивного продукта.
Уровень техники
Абразивный продукт используется для обработки поверхности. Поверхность подвергается обработке для достижения желательного результата, который может представлять собой, например, гладкость, шероховатость, структуру или дизайн поверхности. Для различных желательных результатов могут потребоваться абразивные продукты различных типов. Для получения различных желательных результатов могут потребоваться несколько абразивных продуктов и несколько технологических стадий.
Сущность изобретения
Задача настоящего изобретения заключается в том, чтобы упростить процесс обработки поверхности. Данная задача решается посредством предложения мультиабразивного продукта, который позволяет получать различные результаты абразивной обработки с использованием единственного продукта на единственной технологической стадии.
Согласно варианту осуществления, абразивный продукт содержит основу и абразивную поверхность, причем абразивная поверхность включает по меньшей мере первую абразивную область и вторую абразивную область, и при этом абразивные свойства первой абразивной области отличаются от абразивных свойств второй абразивной области.
Вариант осуществления включает ленту из абразивного продукта согласно вариантам осуществления. Еще один вариант осуществления включает рулон из абразивного продукта согласно вариантам осуществления.
Согласно варианту осуществления, способ изготовления абразивного продукта включает основу и абразивную поверхность, включающую по меньшей мере две абразивные области. Способ включает изготовление первой абразивной области, имеющей абразивные свойства, и изготовление второй абразивной области, имеющей иные абразивные свойства, чем абразивные свойства первой абразивной области.
Абразивный продукт может означать абразивный материал и/или абразивный предмет и/или абразивное изделие. Абразивный материал может означать материал, который включает абразивные зерна. Например, абразивная пленка может называться абразивным материалом, или рулон из абразивного материала может называться абразивным предметом или абразивным изделием.
Краткое описание чертежей
Далее варианты осуществления настоящего изобретения описаны более подробно с помощью сопровождающих чертежей, в числе которых:
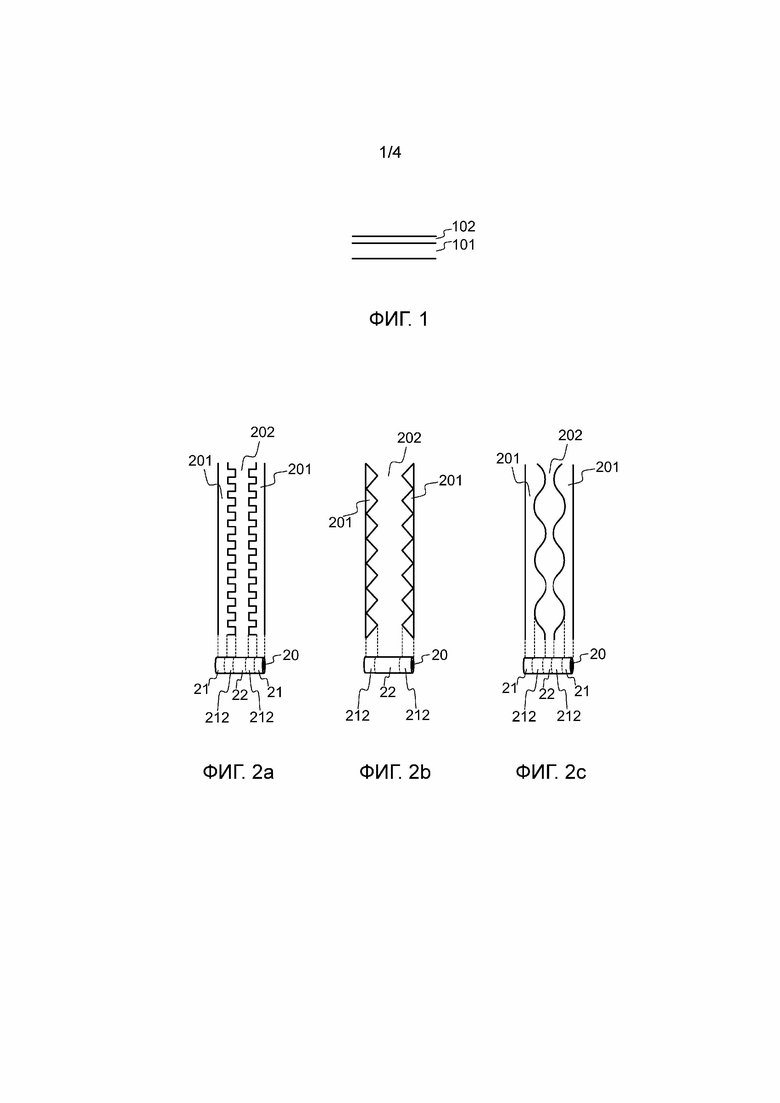
Фиг.1 иллюстрирует вид сбоку абразивного продукта согласно варианту осуществления.
Фиг.2a иллюстрирует абразивную поверхность абразивного продукта согласно варианту осуществления.
Фиг.2b иллюстрирует абразивную поверхность абразивного продукта согласно варианту осуществления.
Фиг.2c иллюстрирует абразивную поверхность абразивного продукта согласно варианту осуществления.
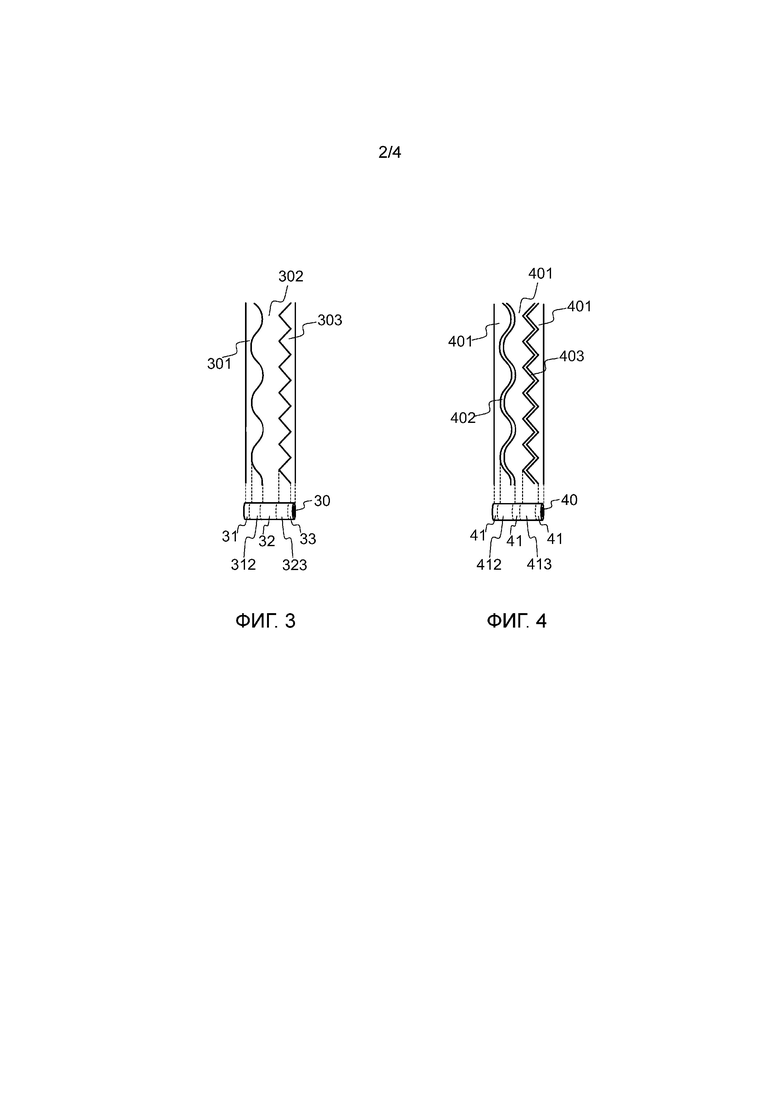
Фиг.3 иллюстрирует абразивную поверхность абразивного продукта согласно варианту осуществления.
Фиг.4 иллюстрирует абразивную поверхность абразивного продукта согласно варианту осуществления.
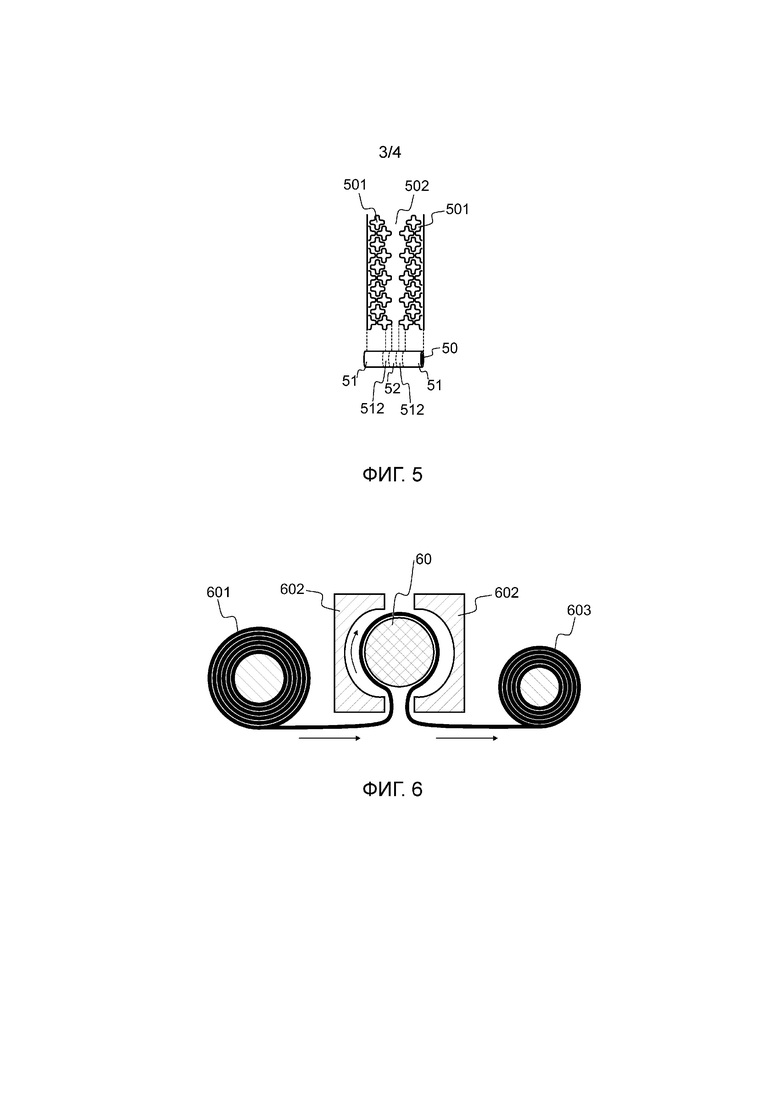
Фиг.5 иллюстрирует абразивную поверхность абразивного продукта согласно варианту осуществления.
Фиг.6 иллюстрирует рулон из абразивного продукта согласно варианту осуществления.
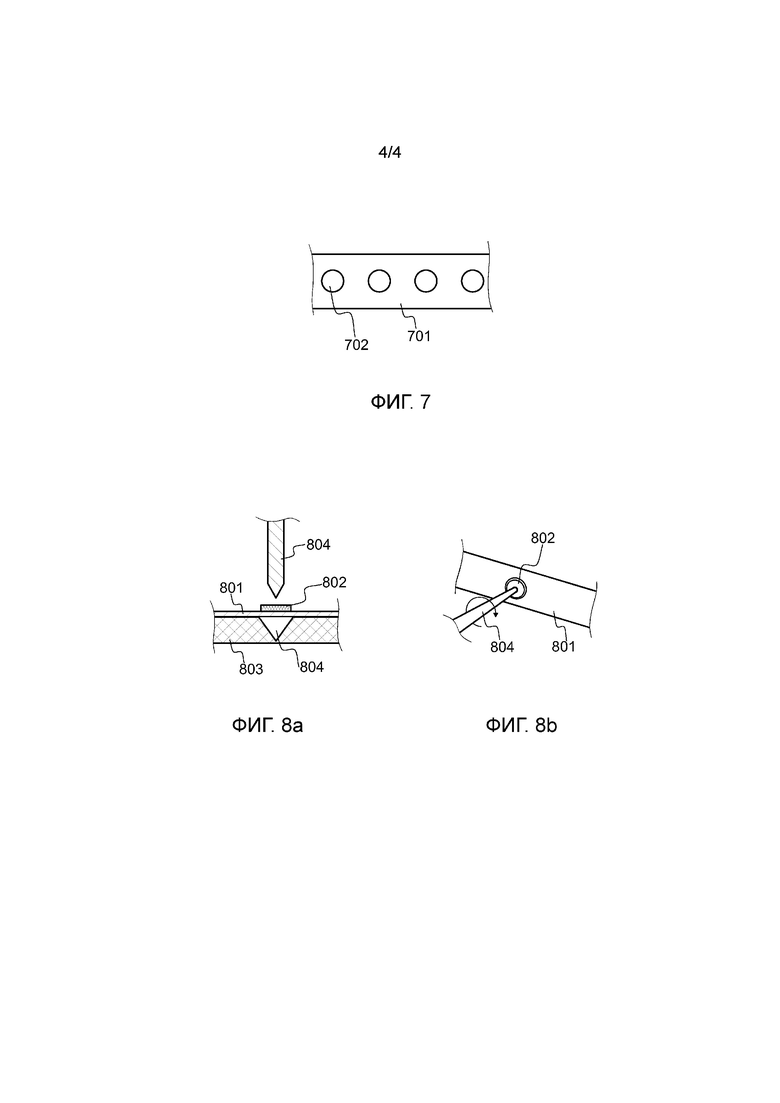
Фиг.7 иллюстрирует абразивную поверхность абразивного продукта согласно варианту осуществления.
Фиг.8a иллюстрирует гибкий абразивный продукт согласно варианту осуществления.
Фиг.8b иллюстрирует гибкий абразивный продукт согласно варианту осуществления.
Подробное описание вариантов осуществления
Фиг.1 иллюстрирует вид сбоку абразивного продукта согласно варианту осуществления. Абразивный продукт включает основу 101 и абразивную поверхность 102. Основа 101 может включать один или несколько слоев. Основа 101 может включать ламинированные или совместно экструдированные слои. Слой основы 101 может включать аналогичные или различные функции, химические композиции, толщины и другие свойства.
Основа 101 может быть гибкой. Материал гибкой основы может включать термопластический материал, бумагу, полимер, полотно, пеноматериал на ткани, многослойный материал или нити. Основа 101 может включать пленку, металлическую пленку, пластмассовую пленку, текстиль, тканый текстиль, изготовленный из сгорающих волокон, лист, включающий вулканизированные волокна. Материал гибкой основы может соответствовать форме поверхности, которая подвергается абразивной обработке. В качестве гибкого абразивного продукта может присутствовать абразивный лист, диск, рулон, лента, полоска или аналогичная непрерывная продолговатая деталь или ее часть. Чтобы обеспечить желательную гибкость, толщина слоя основы 101 может составлять, например, от 50 до 250 мкм.
Полимерный материал может представлять собой подходящий материал для основы 101. Полимерный материал может подвергаться ламинированию или формованию и обрабатываться, приобретая желательную форму и толщину. Посредством выбора подходящего полимерного материала основа 101 может модифицироваться, приобретая желательные свойства. Основа 101 может быть одновременно гибкой, чтобы соответствовать форме поверхности, которая подвергается абразивной обработке, и устойчивой, чтобы выдерживать использования в машинной абразивной обработке. Устойчивость включает такие свойства, как прочность при растяжении, жесткость при изгибе и/или прочность при удлинении основы 101.
Основа 101 может включать термопластический полимер. Термопластические полимеры могут быть обработаны посредством экструзии, совместной экструзии, инжекционного формования или ламинирования. Могут быть получены термопластические полимеры, имеющие точный состав, они могут легко обрабатываться и обеспечивать изготовление основы 101, имеющей равномерное качество. Может быть выбран термопластический полимер, имеющий в сочетании свойства эластичности и пластичности, которые являются подходящими для абразивного продукта. Толщина термопластической полимерной основы влияет на гибкость продукта. Кроме того, слои основы, имеющие одинаковую толщину, но состоящие из различных полимеров, могут иметь различные свойства, такие как гибкость.
Абразивная поверхность 102 или абразивный слой располагается на основе 101. Абразивная поверхность может включать абразивные зерна, адгезионно прикрепленные к основе 101 с помощью клея. В качестве клея может присутствовать по меньшей мере один материал, такой как клей на водной основе, клей на основе растворителя, акриловая смола или формальдегидная смола. Основа 101, включающая полипропилен, имеет относительно низкое поверхностное натяжение. Чтобы обеспечить прикрепление абразивной поверхности 102 к основе 101, может использоваться обработка в коронном разряде, плазме или пламени. Обработка в коронном разряде, плазме или пламени увеличивает поверхностное натяжение обработанной поверхности и может осуществляться по меньшей мере на одной поверхности слоя основы. В качестве альтернативы, усиливающая адгезию композиция может располагаться на слое основы 101. Тип, концентрация и количество усиливающей адгезию композиции могут быть выбраны согласно размерам прикрепляемых абразивных зерен. Усиливающая адгезию композиция может включать смолы, клеи и/или лаки. В частности, усиливающая адгезию композиция может включать жидкие фенольные или карбамидные смолы.
Согласно варианту осуществления, основа 101 предназначается для функционирования в качестве клея. Основа может включать смолу, армированную волокнами. Зерна могут частично погружаться в пластичную пленку или в слой органического и/или неорганического покрытия. Согласно варианту осуществления, основа 101 может включать несгораемый материал, например, металлическую проволоку или частицы наполнителя.
Согласно варианту осуществления, два или более абразивных слоев могут располагаться на основе 101. Абразивная поверхность 102 может включать несколько слоев. Абразивные слои могут иметь аналогичные размеры и/или формы, или размеры и/или форма слоев могут различаться. Тонкий абразивный слой может располагаться на основе 101, и грубый абразивный слой может располагаться на поверхности тонкого абразивного слоя. Наружная поверхность абразивных слоев может разрушаться вследствие механического воздействия, такого как давление или сдвиговое усилие. Дополнительные абразивные слои могут располагаться друг на друге. Абразивный продукт, имеющий несколько абразивных слоев, является менее подверженным износу по сравнению с абразивным продуктом, имеющим единственный абразивный слой.
Абразивные зерна могут быть нанесены на материал основы. Абразивные зерна, нанесенные на материал основы, могут быть выбраны для каждого применения, например, согласно составу и размеру зерен или обработке поверхности. Типичные материалы, используемые в качестве абразивных зерен, представляют собой твердые минералы, которые могут быть синтетическими или природными. Минералы, используемые в качестве абразивных зерен, могут включать кубический нитрид бора (c-BN), карбид бора (BC), оксид алюминия (Al2O3), оксид титана (TiO2), оксид железа (Fe2O3), оксид церия (CeO2), карбид кремния (SiC), цирконат алюминия и алмаз, например, синтетические алмазные зерна. В качестве дополнения или в качестве альтернативы, абразивные зерна могут включать керамические зерна или модифицированные зерна.
Абразивные зерна могут быть просеянными или непросеянными. Просеянные зерна представляют собой зерна, которые имеют заданный средний размер и/или заданное распределение по размерам. Зерна могут иметь средний размер от 0,1 до 600 мкм. Заданное распределение по размерам может быть относительно узким. Непросеянные зерна представляют собой зерна, которые не были выбраны согласно размеру. Например, тип зерен может использоваться в качестве основания для выбора в качестве дополнения или альтернативы размера зерен.
Абразивные материалы могут использоваться в различных производственных процессах для отделочных операций в целях обеспечения желательной поверхностной отделки. Когда он используется для абразивной обработки, абразивный продукт, включающий абразивный материал, может выдерживать только от нескольких минут до нескольких часов, в зависимости от конечного применения. Срок службы гибкого абразивного продукта в промышленном применении может составлять, как правило, от нескольких секунд до несколько минут.
Следующие фиг.2a, 2b, 2c, 3-5 иллюстрируют варианты абразивных поверхностей абразивных продуктов. Абразивный продукт может представлять собой гибкий продолговатый лист, который располагается в свернутом виде. Абразивный продукт может представлять собой абразивную ленту. Абразивная поверхность располагается на основе. Продолговатая абразивная поверхность может располагаться рядом с поверхностью, которая подвергается абразивной обработке. Абразивный продукт может предназначаться для перемещения, например, с одного рулона на другой, находясь при этом в контакте с деталью/поверхностью, которая подвергается абразивной обработке. Деталь/поверхность, которая подвергается абразивной обработке, может находиться в движении, например, вращаться рядом с абразивным продуктом.
Фиг.2a иллюстрирует абразивную поверхность абразивного продукта согласно варианту осуществления. Абразивная поверхность включает первую абразивную область 201 и вторую абразивную область 202. Первая абразивная область 201 может включать абразивные зерна иного типа, вторая абразивная область 202. Согласно варианту осуществления, вторая абразивная область 202 не включает абразивные зерна. Согласно варианту осуществления, вторая абразивная область 202 не имеет абразивных свойств, но состоит из материала плоской поверхности основы, которая может подвергаться покрытию или поверхностной обработке. Согласно варианту осуществления, только первые абразивные области 201 на боковых краевых частях продольного абразивного листа являются абразивными, в то время как не является абразивной средняя часть в поперечном направлении продольного абразивного листа, между абразивными краевыми частями. Абразивный продукт согласно фиг.2a может использоваться, например, для абразивной обработки на оси или валу 20, где определенный тип абразивной обработки оказывается желательным на концах вала 21, в то время как средняя часть поверхности вал 22 желательно остается гладкой и не подвергается абразивной обработке. Вал располагается в контакте с абразивным продуктом на фиг.2a таким образом, что вторая абразивная 202 область абразивного продукта располагается в контакте со средней частью вала 22 и обеспечивает желательный результат абразивной обработки локально на соответствующей поверхности вала 20. Первые абразивные области 201 располагаются в контакте с концевыми частями 21 вала и обеспечивают желательный результат абразивной обработки локально на соответствующей поверхности вала 20. Граничная линия первой и второй абразивных областей 201, 202 отличается от прямой линии в продольном направлении продолговатого или свернутого абразивного продукта. Таким образом, на поверхности вала 20, который располагается в поперечном продолговатом или свернутом абразивном продукте, существует область 212, которая обрабатывается за счет свойств обеих абразивных областей 201, 202. Результат абразивной обработки поверхности 212 вала, между концом 21 и средними поверхностями 22, будет представлять собой абразивную обработку абразивными областями 201, 202 обоих типов. Полуабразивная область указанного типа, имеющая свойства обеих абразивных областей, прилегающих к ней, позволяет избежать прямой границы или ступени между подвергнутыми абразивной обработке областями 21, 22. Вместо этого она обеспечивает плавный переход между подвергнутыми абразивной обработки концами 21 вала и средней областью 22.
Граничная линия или область между первой абразивной областью 201 и второй абразивной областью 202 является непрямой, например, волнообразной или угловой, в продольном направлении абразивного продукта. На фиг.2a граничная линия между двумя областями 201, 202 образует угловую волну, проходящую в продольном направлении листа с абразивной поверхностью. В качестве альтернативы, область между двумя абразивными областями 201, 202 может включать поверхность первой абразивной области 201 и поверхность второй абразивной области 202, причем поверхности имеют аналогичные размеры и формы, представляя собой, например, квадраты или прямоугольники. Краевые области абразивной поверхности включают абразивные свойства первого типа в качестве первой абразивной области 201. Средний область абразивной поверхности имеет абразивные свойства второго типа, которые отличаются от первого типа в качестве второй абразивной области 202. Между двумя различными абразивными областями 201, 202 существует продольная область, имеющая абразивные свойства первой абразивной области 201 и второй абразивной области 202. В продольном направлении полуабразивную область составляют оба типа: первая абразивная область 201 и вторая абразивная область 202. Полуабразивная область может разделяться между первой и второй абразивными областями в подходящих соотношениях. На фиг.2a абразивные области чередуются в направлении продольной угловой волны, которая образует граничную линию между двумя различными областями. Это производит эффект плавно изменяющейся поверхности, подвергнутой абразивной обработке от первого типа до второго типа. В случае вала, который подвергается абразивной обработке, краевые части подвергаются абразивной обработке за счет абразивных свойств первой абразивной области, и средняя часть вала подвергается абразивной обработке за счет абразивных свойств второй абразивной области. Между двумя областями отсутствует острый край, перепад или переход, но результат абразивной обработки плавно изменяется от полуабразивной области, которая имеет абразивные свойства обеих соседних областей.
Поверхность абразивного продукта может иметь геометрическую форму, которая повторяется в продольном направлении абразивного листа или полотна. Повторяющаяся геометрическая форма может представлять собой квадрат или прямоугольник. Геометрическая форма границы представляет собой граничную линию или линию контакта между двумя поперечно прилегающий абразивные области. Граница представляет собой граничную линию между двумя продольно проходящими абразивными областями различных типов. Геометрическая форма может представлять собой геометрическую форму практически любого типа, включая прямые или закругленные стороны и углы. Геометрическая форма, имеющая углы, может также деформироваться, образуя конгруэнтную или самоподобную форму, включающую кривизну.
Фиг.2b иллюстрирует абразивную поверхность абразивного продукта согласно варианту осуществления. Абразивная поверхность включает первую абразивную область 201 на наружных краевых частях продолговатого листа абразивного материала и вторую абразивную область 202 в средней области продолговатого листа абразивного материала. Первая абразивная область 201 и вторая абразивная область 202 имеют различные абразивные свойства. Например, зерна различных типов и/или зерна различных размеров и/или зерна различной плотности на единице площади. Первая абразивная область 201 и вторая абразивная область 202 располагаются рядом друг с другом в поперечном направлении и проходят вдоль продольного листа или полотна абразивного материала. На фиг.2b граничная линия между абразивными областями 201, 202 является зубчатой. Первая абразивная область 201 может включать повторяющиеся области треугольной формы в поперечных краевых частях продольного абразивного продукта. В качестве альтернативы, края абразивного продукта могут включать непрерывную первую абразивную область рядом с зубчатой областью. Зубчатая граничная область между абразивными областями различных типов может иметь форму относительно большого треугольника или меньших треугольников в более плотном расположении. Результат абразивной обработки является иным, когда абразивная обработка осуществляется посредством первой или второй абразивных областей. На фиг.2b граничная линия между двумя областями имеет непрямую зубчатую форму. Это производит эффект создания гладкий переход между результатами абразивной обработки двух различных типов. Еще один эффект представляет собой предотвращение острых краев между прилегающими абразивными областями с различными типами абразивной обработки. На фиг.2b средний часть 22 вала, подвергаемая абразивной обработке, будет воспринимать результат абразивной обработки согласно свойствам второй абразивной области 202. Краевые части 212 вала будут воспринимать результат абразивной обработки согласно абразивным свойствам первой и второй абразивных областей 201, 202.
Фиг.2c иллюстрирует абразивную поверхность абразивного продукта согласно варианту осуществления. Первая абразивная область 201 и вторая абразивная область 202 имеют между собой граничную линию волнообразной формы. Согласно варианту осуществления, на фиг.2c результат абразивной обработки вала 20 между двумя абразивными областями 201, 202 включает результат абразивной обработки 212, одновременно имеющий абразивные свойства первой абразивной области 201 и второй абразивной области 202. Соответственно, объединенные свойства абразивных областей используются между абразивными областями различных типов. Это производит эффект создания непрерывной поверхности, подвергнутой абразивной обработке и имеющей абразивные области по меньшей мере двух различных типов. Абразивные области различных типов постепенно переходят из одного типа в другой вдоль поверхности, подвергнутой абразивной обработке.
Фиг.3 иллюстрирует абразивную поверхность абразивного продукта согласно варианту осуществления. Абразивная поверхность включает абразивные области 301, 302, 303 трех различных типов. Абразивные области 301, 302, 303 могут иметь различные абразивные свойства. Граничная линия между абразивными областями различных типов прямо проходит в продольном направлении продолговатого абразивного листа. На фиг.3 абразивные области 301 и 302 имеют между собой общую волнообразную граничную линию. Абразивные области 302 и 303 имеют между собой общую зубчатую граничную линию. Абразивный продукт может включать две, три или более различных абразивных областей, имеющих различные абразивные свойства и проходящих рядом друг с другом в поперечном направлении продольного абразивного листа. Граничная линия между областями может иметь аналогичные или различные формы. Граничная линия может отличаться от прямой линии в продольном направлении абразивного листа, чтобы обеспечивать плавное изменение между результатами абразивной обработки различных типов. Форма граничной линии и плотность выбранной повторяющейся геометрии могут быть заданы согласно желательному результату. Результат абразивной обработки вала 30 включает первую поверхность 31 вала, подвергнутую абразивной обработке за счет свойств первой абразивной области 301, вторую поверхность 32 вала, подвергнутую абразивной обработке за счет свойств второй абразивной области 302, третью поверхность 33 вала, подвергнутую абразивной обработке за счет свойств третьей абразивной области 303. Поверхность 312 вала между первой поверхностью 31 вала и второй поверхностью 32 вала включает абразивные свойства первой абразивной области 301 и второй абразивной области 302. Поверхность 323 вала между второй поверхностью 32 вала и третьей поверхностью 33 вала включает абразивные свойства второй абразивной области 302 и третьей абразивной областью 303.
По меньшей мере согласно некоторым вариантам осуществления, абразивные зерна первой абразивной области имеют средний размер 40 мкм, и абразивные зерна второй абразивной области имеют средний размер 15 мкм. Размеры зерен для отделки изготовленного изделия могут включать области, проходящие параллельно рядом друг с другом, где размеры зерен составляют 40, 20 и 15 мкм.
Фиг.4 иллюстрирует абразивную поверхность абразивного продукта согласно варианту осуществления. Абразивная поверхность включает абразивную поверхность 401 первого типа, которая может включать неабразивную поверхность. Существует абразивная поверхность 402 второго типа, имеющая абразивные свойства второго типа. В поперечном направлении листообразного абразивного продукта абразивная поверхность 402 второго типа имеет на обеих своих сторонах абразивный продукт первого типа. Абразивная поверхность 402 является относительно тонкой по сравнению с поперечным направлением листообразного абразивного продукта. Абразивная поверхность 402 включает волнообразные граничные линии в продольном направлении листообразного абразивного продукта рядом с абразивной поверхностью 401 первого типа. Аналогичным образом, абразивная поверхность 403 третьего типа проходит вдоль продольного листообразного абразивного продукта, имеющего зубчатые граничные линии с прилегающим к нему абразивными поверхностями 401 первого типа. Подвергнутый абразивной обработке вал включает области 41, обработанные первой абразивной областью 401. Область 412 вала включает свойства первой абразивной области 401 и второй абразивной области 402. Область 413 вала включает свойства первой абразивной области 401 и третьей абразивной области 403.
Фиг.5 иллюстрирует абразивную поверхность абразивного продукта согласно варианту осуществления. По меньшей мере, одна из первой абразивной области и второй абразивной области включает форму фрактала. На фиг.5 первая абразивная область 501 включает повторяющийся рисунок абразивных зон. Абразивные зоны располагаются рядом друг с другом и могут образовывать геометрический рисунок или фрактал. Фрактал состоит из аналогичных блоков, которые повторяются. Небольшие блоки, расположенные рядом друг с другом, могут образовывать более крупный блок определенного типа. Поверхность абразивного продукта может включать повторяющиеся блоки абразивных зон, где границы повторяющегося блока, противоположные друг другу, могут иметь конгруэнтную кривизну, чтобы образовывать комплементарную пару и совмещать повторяющиеся блоки друг с другом. Абразивные зоны могут быть окружены канальными частями, которые могут иметь свойства второй абразивной области 502 или абразивные свойства другого типа. На фиг.5 абразивные зоны первой абразивной области 501 включают перекрестные формы, которые повторяются друг за другом и могут разделяться канальной частью. Абразивные зоны могут иметь конгруэнтные формы, и канальные части могут иметь практически постоянные значения ширины. Форма повторяющихся блоков может изменяться. Повторяющиеся блоки на поверхности абразивного продукта могут включать самоподобные или конгруэнтные формы. Конгруэнтность означает рисунки или предметы, которые имеют одинаковые формы и размеры. Если геометрическая форма не является симметричной, может использоваться зеркальное изображение формы. Зеркальное изображение формы также является конгруэнтным исходной форме. Две конгруэнтные формы могут располагаться рядом друг с другом в порядке чередования, например, как трансляции, повороты и отражения. Самоподобные формы означают формы, которые могут различаться по размеру, но не по форме. Фракталы представляют собой самоподобные рисунки, которые могут быть точно одинаковыми в каждом масштабе или приблизительно одинаковыми в различных масштабах. Двумерная поверхность первой абразивной области 501 может быть получена посредством использования повторения геометрической формы без перекрытий и промежутков. Фракталы естественно образуют непрямую граничную линию между абразивными областями 501, 502. Форма граничной линии зависит от фракталов, например, форм фракталов. Может использоваться различные типы фрактальных структур и, соответственно, различные формы граничных линий.
Ранее CBN (кубический нитрид бора) использовался для шлифовки твердой стали. Материал основы представляет собой жесткую подложку, такую как абразивные колеса, которые состоят из металлического тела со слоем зерен CBN. Слой зерен CBN может наноситься в электрогальваническом процессе или спекаться или прикрепляться к металлическому телу посредством одной или нескольких органических смол. Частицы скрепляются в соединении, специально предназначенном для шлифования с охладителем или без него. Зерно CBN имеет точный размер. Однако могут оказываться желательными различные типы результатов абразивной обработки. Например, может оказаться желательным вал с выпуклой барабаноподобной формой, а не прямой вал. Получаемый в результате вал имеет иной диаметр в своих концевых частях по сравнению со своей средней частью. Различие между диаметрами на протяжении вала может быть относительно небольшим, составляя, например, от 3 до 5 мкм. Переход от меньшего диаметра к большему диаметру должен быть плавным и неступенчатым. Если используется технология CBN, различные колеса CBN требуются для всех различных диаметров и форм вала. Таким образом, требуется множество колес для получения вала, имеющего изменчивость диаметра и формы. Абразивные колеса CBN являются весьма дорогостоящими и изнашиваются в процессе шлифования или абразивной обработки. Когда колеса изнашиваются в процессе использования, они должны быть восстановлены до своей исходной формы. Таким образом, требуются несколько инструментов (колес) и несколько технологических стадий. В то же время, в случае гибкого абразивного листа согласно вариантам осуществления требуется меньшее число инструментов и технологических стадий. Согласно вариантам осуществления, обработанный вал может подвергаться шлифовке/абразивной обработке как прямой вал, имеющий одинаковый диаметр на протяжении своей длины с помощью колес CBN. Одно колесо может оказаться достаточным, поскольку оно может перемещаться вдоль отрезка с одинаковым диаметром. Отделка и образование желательной формы с желательными локальными диаметрами могут осуществляться с использованием абразивного продукта согласно вариантам осуществления. Абразивный лист согласно вариантам осуществления может использоваться для абразивной обработки цилиндрических или круглых предметов, таких как валы. Абразивный лист может присутствовать на контактном рулоне, который находится в контакте с предметом, подвергаемым абразивной обработке. По меньшей мере, один или оба из подвергаемого абразивной обработке предмета и контактного рулона имеют возможность вращения. Абразивный лист на рулоне может вращаться, находясь в контакте с плоской поверхностью. Таким образом, круглые или плоские поверхности могут подвергаться абразивной обработке.
Фиг.6 иллюстрирует рулон из абразивного продукта согласно варианту осуществления. Абразивный продукт представляет собой лист из гибкого материала, который является свернутым. Рулон 601 из абразивного материала находится рядом с поверхностью предмета, подвергаемого абразивной обработке, например, вала 60. Фиксирующие башмаки 602 могут использоваться, чтобы удерживать абразивный материал 601 рядом с предметом, подвергаемым абразивной обработке. Фиксирующие башмаки 602 могут соответствовать форме обрабатываемого предмета 60, такого как вал, подвергаемый абразивной обработке, который располагается между фиксирующими башмаками 602. Гидравлические цилиндры могут толкать фиксирующие башмаки 602 к обрабатываемому предмету. Абразивный материал располагается рядом с фиксирующими башмаками 602, между фиксирующим башмаком 602 и предметом, подвергаемым абразивной обработке 60, таким образом, что абразивная поверхность обращена к предмету 60. Когда фиксирующие башмаки 602 толкают предмет, подвергаемый абразивной обработке 60, имеющий абразивную поверхность материал вступает в контакт с предметом, подвергаемый абразивной обработке 60. Абразивный материал включает абразивные области по меньшей мере двух различных типов, которые обеспечивают различные результаты абразивной обработки. Таким образом, предмет 60 между фиксирующими башмаками 602 подвергается одновременной абразивной обработке абразивными поверхностями по меньшей мере двух различных типов. Так может осуществляться отделка предмета на единственной стадии абразивной обработки.
Абразивный материал поступает с рулона 601. Когда абразивная поверхность склонна к износу, или заданный результат абразивной обработки не достигается, изношенный абразивный лист наматывается на рулон 603 для использованного абразивного материала, в то время как абразивный материал поступает в зажим между циклами абразивной обработки (индексация). Абразивный лист может иметь возможность движения с одного рулона на другой, осуществляя абразивную обработку. Предмет 60 может иметь возможность вращения, чтобы подвергаться абразивной обработке. Возможно, чтобы предмет 60 и абразивный продукт были выполнены с возможностью двигаться рядом друг с другом.
Абразивный материал может использоваться для получения изделия, например, для получения (слегка) выпуклого вала или шейки вала, вращающегося в подшипнике. Для шейки может потребоваться масло между подшипником и движущейся шейкой (валом внутри подшипника). Чтобы удерживать масло между движущимися металлическими частями, где масло необходимо для предотвращения разрушения частей, шейка может иметь шероховатую поверхность, например, резьбу в своей части, которая располагается внутри подшипника. Шероховатая поверхность может быть образована рядом с гладкой поверхностью с использованием абразивного листа согласно вариантам осуществления. Это может осуществляться на одной или нескольких стадиях абразивной обработки с использованием одного или нескольких абразивных листов согласно вариантам осуществления. Допуски для поверхностей, подвергнутой абразивной обработке и имеющих определенные желательные формы и/или размеры, являются небольшими, составляя, например, приблизительно от 0,02 до 2,0 мкм. Кроме того, абразивный лист, включающий по меньшей мере две абразивные области, имеющие различные абразивные свойства, может использоваться для создания желательного дизайна в результате абразивной обработки.
Абразивный продукт, включающий по меньшей мере две абразивные области, имеющие различные абразивные свойства, позволяет придавать поверхности шероховатость рядом с иной поверхностной шероховатостью, используя единственный абразивный продукт на единственной стадии обработки. Абразивный продукт, включающий по меньшей мере две абразивные области, имеющие различные абразивные свойства, позволяет придавать изделию желательную форму, например, выпуклую, используя единственный абразивный продукт на единственной стадии обработки. В случае осевых валов угловая конструкция, такая как прямой угол между валами, представляет собой слабое структурное звено. Во избежание прямых углов угловые части можно делать закругленными, или концевые части вала можно затачивать, получая меньший угол. Такое закругление краевой части может оказаться проблематичным, трудоемким и дорогостоящим. Отдельное затачивание не является обязательным, но варианты осуществления допускают абразивную обработку вала абразивным продуктом, включающим по меньшей мере две области с различными абразивными свойствами, и изготовление вала, имеющего переменный размер на протяжении своей длины, например, с уменьшением размера по направлению к концевым частям вала по сравнению с его средней частью. Варианты осуществления допускают изготовление плавного бесступенчатого изменения диаметра вала вдоль вала. Выпуклая продольная форма вала позволяет избегать нежелательных прямых углов между двумя валами, соединенными друг с другом.
Поперечный размер продольного абразивного продукта может быть практически постоянным. Абразивная поверхность образуется на основе. Клей может наноситься на основу, и абразивные зерна могут наноситься на клей. В качестве альтернативы, смесь клея и абразивных зерен может наноситься на основу. Абразивные области с различными абразивными свойствами в поперечном направлении продольного абразивного продукта могут быть образованы на основе посредством использования цилиндрических рулонов способами гравирования или печати, такими как каландрирование, гравюрная или глубокая печать или штамповка. Печать обеспечивает точное изготовление и уменьшение отклонений по сравнению с традиционными способами резания. Абразивный материал экономится, когда он используется только для абразивных частей, а не покрывает всю поверхность, как в предшествующих решениях, и затем частично удаляется с полностью покрытой поверхности. Для удаления одной или нескольких избыточных абразивных областей с поверхности, например, посредством резания или травления, требуется еще одна производственная стадия. Согласно по меньшей мере некоторым вариантам осуществления, получаемый в результате абразивный продукт может быть подвергнут тонкой отделке и иметь меньший размер по сравнению с производством, в котором используются предшествующие технологии.
Абразивные зоны может быть нанесены на основу посредством покрытия с помощью рулона для нанесения покрытия или гравированного рулон. Посредством вращения можно получить повторяющийся рисунок на листе продольного абразивного материала. Рулони обеспечивают повтор рисунков определенного типа или плотности клея/зерен на протяжении продольной основы. В поперечном направлении рулони позволяют обеспечивать, например, определенную плотность клея/зерен в определенных частях. Рулони могут иметь отверстия определенного размера и определенной плотности, чтобы наносить определенное количество клея/зерен на основу.
Печать может использоваться для изготовления форм или рисунков различных типов на поверхности основы. Печать может включать трафаретную печать или другие известные способы. Рисунок, имеющий по меньшей мере одну абразивную область, может включать фрактальные рисунки. Печать может использоваться для получения поверхности, включающей повторяющиеся блоки. Поверхность может включать по меньшей мере две абразивные области, которые находятся рядом друг с другом в поперечном направлении абразивного листа и непрерывно проходят вдоль листа. Способом печати можно изготовить по меньшей мере две абразивные области, имеющие различные абразивные свойства, на слое основы таким образом, что абразивные области находятся рядом друг с другом в поперечном направлении и проходят вдоль абразивного листа.
Печать такими способами, как гравюрная печать, краскоструйная печать или другая цифровая печать, может использоваться для нанесения клея/зерен на основу. Печать может использоваться для совмещения двух различных абразивных областей и возможной области между ними в соответствующих желательных местах и формах. Печать может обеспечивать создание содержащих клей областей и областей без клея согласно заданному рисунку. Печать может обеспечивать создание областей зерен двух различных типов в поперечном направлении продольного абразивного листа. Печать может использоваться для нанесения клея или клеевых зон только в определенных областях основы. Печать может использоваться для нанесения клея на всю поверхность основы по меньшей мере с двумя различными плотностями клея на единицу площади. Печать может использоваться для нанесения клея по меньшей мере с двумя различными размерами клеевых зон в определенной области основа. После печати может осуществляться электростатическое нанесение абразивных зерен. При электростатическом нанесении большинство абразивных зерен помещается в местах с наиболее высокой напряженностью поля. На поверхности переменной высоты наиболее высокая напряженность поля, как правило, присутствует в областях возвышения.
В процессе печати могут использоваться две отдельные печатные установки, которые могут располагаться рядом друг с другом. Абразивные области двух различных типов можно печатать одновременно на одной и той же печатной установке или последовательно на двух отдельных печатаных установках. Это оказывается возможным для нанесения клея на основу на первой печатной установке и зерен на второй печатной установке в целях прикрепления их к нанесенному клею. Печать клея может осуществляться, например, зонами, линиями или точками. Размер клеевых зон или точек влияет на получаемые абразивные области. Плотность клея определяет плотность областей зерен. Количество клея может влиять на определенный размер зерен, которые прикрепляются или нет. Размер зерен может в двух различных абразивных зонах может различаться.
Фиг.7 иллюстрирует абразивную поверхность абразивного продукта согласно варианту осуществления. Абразивная область 702 присутствует на основе 701 таким образом, что абразивные области 702 представляют собой отдельные области, отдельные друг от друга или окруженные поверхностью основы 701 в продольном направлении абразивного продукта. Основа 701 может быть гибкой, например, представлять собой основу из пеноматериала. Абразивные области 702 могут быть образованы на определенном расстоянии друг от друга в продольном направлении материала основы 701. Абразивные области 702 могут образовывать индивидуальные точки или анклавы на основе 701. Форма абразивной области 702 может представлять собой круг, овал, прямоугольник, квадрат или другую подходящую форму вдоль своего края, который образует граничную линию с основой 701. Абразивная область 702 может включать две абразивные области, которые имеют различные абразивные свойства. Две абразивные области могут иметь аналогичные или различные формы. Например, круглая абразивная область 702 может быть окружена круглой абразивной областью, имеющей больший диаметр и иные абразивные свойства, чем круглая абразивная область 702 в середине. Граничная линия между двумя абразивными областями может отклоняться от окружности, представляя собой, например, волнообразную окружность. В качестве другого примера, угловая звездообразная средняя абразивная область может быть окружена, т. е. находиться внутри абразивной области, имеющей круглую периферию. Абразивная область 702 может включать сквозное отверстие, например, в середине, чтобы способствовать помещению предмета, подвергаемого абразивной обработке.
Отдельные абразивные области на гибкой основе могут создавать подходящую абразивную поверхность для неровной и/или точечной поверхности, подвергаемой абразивной обработке. Гибкая основа предназначена для соответствия форме поверхности, подвергаемой абразивной обработке. Отдельные абразивные области позволяют экономить абразивные зерна по сравнению с основой, полностью покрытой абразивными зернами. Это может способствовать сбережению и эффективному использованию абразивного материала.
Фиг.8a иллюстрирует гибкий абразивный продукт согласно варианту осуществления. Абразивный лист 801 нанесен на подложку 803. Подложка 803 включает вырез 804. Абразивная область 802 абразивного продукта 801 располагается рядом с вырезом 804 подложки 803. Подвергаемый абразивной обработке предмет 804 вталкивается в гибкую абразивную область 802, которая соответствует форме и размеру предмета 804 по направлению к вырезу 803. Подвергаемый абразивной обработке предмет 804 погружается в абразивную область 802 абразивного листа 801. Таким образом, округлая концевая часть подвергаемого абразивной обработке предмета 804 подвергается абразивной обработке в своей концевой части, которая вступает в контакт с гибкой абразивной областью 802. Подвергаемый абразивной обработке предмет 804 может иметь возможность вращения своего острого конца по отношению к абразивной области 802.
Согласно фиг.8. подвергаться абразивной обработке может сферическая или коническая поверхность. Например, могут потребоваться одно или несколько инжекционных сопел для плотного соединения соответствующими деталями. Определенная геометрия требуется для концевой точки, радиуса и углов. Ранее такие части могли подвергаться абразивной обработке продольным абразивным материалом, имеющим волнообразный край, который имеет сглаженный край, что позволяло краевой части абразивного материала подниматься. Согласно варианту осуществления, никакой волнообразный край не требуется. Вместо этого, гибкая основа обеспечивает регулирование согласно геометрии и форме предмета, подвергаемый абразивной обработке.
Фиг.8b иллюстрирует гибкий абразивный продукт согласно вариантам осуществления. Подвергаемый абразивной обработке предмет 804 вталкивается рядом с абразивной областью 802 абразивного листа 801. Подвергаемый абразивной обработке предмет 804 представляет собой продолговатый предмет. Конец предмета 804 может иметь закругленную форму. Концевая часть предмета 804 погружается в абразивную область 802 гибкого абразивного продукта 801. Абразивная область 802 имеет возможность приспособления к контурам поверхности подвергаемого абразивной обработке предмета 804. Круглая концевая часть подвергается абразивной обработке посредством гибкий абразивной поверхности 802, окружающей круглую концевую часть. Стрелка иллюстрирует направление, в котором может перемещаться предмет 804. Предмет 804 может поворачиваться в противоположном направлении или в чередующемся направлении по отношению к абразивной поверхности 802. Предмет 804 может поворачиваться вокруг своей продольной оси к абразивной поверхности 802 гибкого абразивного продукта 801, в который погружается концевая часть предмета 804.
Абразивная область 802 может включать две или более абразивных областей в пределах друг друга. Два или более абразивных областей имеют различные абразивные свойства. Абразивная область может быть окружена другой абразивной областью. Могут совпадать средние точки абразивных областей, расположенных в пределах друг друга. Граничная линия между двумя областями может отличаться от прямой линии и вместо этого имеет угловую, волнообразную или аналогичную форму.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2574538C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТИ АБРАЗИВНОГО ПРОДУКТА И АБРАЗИВНЫЕ ПРОДУКТЫ, ПОЛУЧАЕМЫЕ ДАННЫМ СПОСОБОМ | 2013 |
|
RU2633127C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ЭТИКЕТКИ, ВКЛЮЧАЮЩЕЙ ИНТЕГРИРОВАННЫЙ ЭЛЕКТРОПРОВОДЯЩИЙ ШАБЛОН | 2018 |
|
RU2770353C2 |
| ГИБКИЙ АБРАЗИВНЫЙ МАТЕРИАЛ ДЛЯ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2014 |
|
RU2662182C2 |
| ФИКСИРОВАННЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ С ИСПОЛЬЗОВАНИЕМ ПОКРЫТЫХ АБРАЗИВНЫХ ЧАСТИЦ | 2009 |
|
RU2449880C1 |
| АБРАЗИВНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2450908C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ И АБРАЗИВНЫЕ ИНСТРУМЕНТЫ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2004 |
|
RU2320472C2 |
| АНТИСТАТИЧЕСКИЙ ГИБКИЙ АБРАЗИВНЫЙ МАТЕРИАЛ С КОМБИНИРОВАННОЙ ПОДЛОЖКОЙ | 2011 |
|
RU2583576C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2010 |
|
RU2508968C2 |
| ЧАСТИЦЫ ТОЧНО ЗАДАННОЙ ФОРМЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2123927C1 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении абразивного продукта, предназначенного для получения поверхностей с различной желаемой структурой. Абразивный продукт содержит основу и абразивную поверхность, которая включает по меньшей мере первую абразивную область и вторую абразивную область, причем абразивные свойства первой абразивной области отличаются от абразивных свойств второй абразивной области. В результате упрощается процесс обработки поверхностей деталей. 4 н. и 32 з.п. ф-лы, 8 ил. 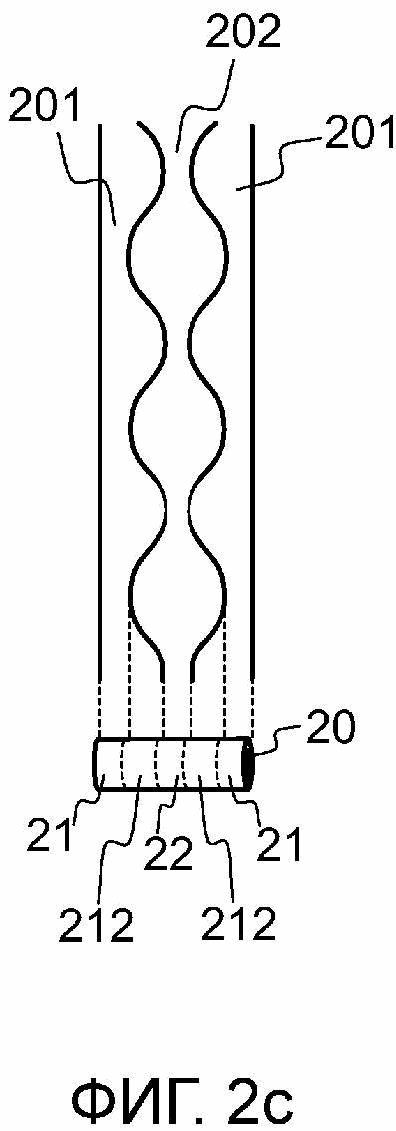
1. Абразивный продукт, содержащий основу и абразивную поверхность на основе, при этом абразивная поверхность включает по меньшей мере первую абразивную область и вторую абразивную область, причем абразивные свойства первой абразивной области отличаются от абразивных свойств второй абразивной области, и граничная линия между первой абразивной областью и второй абразивной областью включает волнообразную граничную линию.
2. Абразивный продукт по п.1, в котором первая абразивная область включает тип абразивных зерен, и/или размер абразивных зерен, и/или плотность абразивных зерен, и/или число последовательных абразивных слоев, которые отличаются от соответствующих параметров второй абразивной области.
3. Абразивный продукт по п.1 или 2, в котором абразивный продукт представляет собой продолговатый абразивный продукт, при этом первая абразивная область и вторая абразивная область располагаются так, что они включают непрерывные области в продольном направлении продолговатого абразивного продукта.
4. Абразивный продукт по п.3, включающий первую абразивную область, прилегающую ко второй абразивной области в поперечном направлении продолговатого абразивного продукта.
5. Абразивный продукт по любому из пп.1-4, в котором волнообразная граничная линия представляет собой зубчатую, угловую или закругленную граничную линию.
6. Абразивный продукт по п.3 или 4, в котором по меньшей мере первая абразивная область и вторая абразивная область располагаются параллельно друг другу в продольном направлении продолговатого абразивного продукта.
7. Абразивный продукт по любому из пп.3-5, в котором вторая абразивная область включает отдельные области, имеющие аналогичную форму и площадь и расположенные на определенном расстоянии друг от друга в продольном направлении продолговатого абразивного продукта.
8. Абразивный продукт по любому из пп.1-7, в котором основа включает по меньшей мере один материал, представляющий собой термопластический материал, бумагу, пленку, металлическую пленку, текстиль, пеноматериал или многослойный материал.
9. Абразивный продукт по любому из пп.1-8, в котором абразивная поверхность включает абразивные зерна, прикрепленные к основе посредством клея.
10. Абразивный продукт по п.9, в котором клей включает по меньшей мере один материал из клея на водной основе, клея на основе растворителя, акриловой смолы, формальдегидной смолы.
11. Абразивный продукт по п.9, в котором зерна включают по меньшей мере один материал, представляющий собой оксид алюминия, карбид кремния, нитрид бора, оксид железа, оксид церия, цирконат алюминия, керамическое зерно, алмаз.
12. Абразивный продукт по любому из пп.1, 3-11, в котором первая абразивная область включает абразивные зерна иного типа, чем вторая абразивная область.
13. Абразивный продукт по любому из пп.1, 3-12, в котором первая абразивная область включает абразивные зерна иного размера, чем вторая абразивная область.
14. Абразивный продукт по любому из пп.1, 3-13, в котором первая абразивная область включает абразивные зерна в ином количестве, чем вторая абразивная область.
15. Абразивный продукт по любому из пп.1, 3-14, в котором первая абразивная область включает абразивные зерна в ином расположении, чем вторая абразивная область.
16. Абразивный продукт по любому из пп.1-15, в котором первая абразивная область включает иной рисунок из абразивных зерен, чем вторая абразивная область.
17. Абразивный продукт по любому из пп.1-16, в котором по меньшей мере одна из первой абразивной области и второй абразивной области включает фрактальный рисунок из абразивных зерен.
18. Абразивный продукт по любому из пп.1-17, включающий полуабразивную область между первой и второй абразивными областями, при этом полуабразивная область образуется частично из первой абразивной области и частично из второй абразивной области, и полуабразивная область включает абразивные свойства обеих из первой и второй абразивных областей.
19. Лента продолговатого абразивного продукта, которая изготовлена из абразивного продукта по любому из пп.1-18.
20. Лента абразивного продукта по п.19, причем данная лента включает по меньшей мере две абразивные области в продольном направлении ленты, и упомянутые по меньшей мере две абразивные области располагаются рядом друг с другом в поперечном направлении ленты.
21. Рулон продолговатого абразивного продукта, который изготовлен из свернутого абразивного продукта по любому из пп.1-18.
22. Рулон продолговатого абразивного продукта по п.21, причем данный рулон включает по меньшей мере две абразивные области в продольном направлении продолговатого абразивного продукта и упомянутые по меньшей мере две абразивные области располагаются рядом друг с другом в поперечном направлении продолговатого абразивного продукта.
23. Способ изготовления абразивного продукта, содержащего основу и абразивную поверхность на основе, включающую по меньшей мере две абразивные области, при этом способ включает:
- обеспечение первой абразивной области, имеющей абразивные свойства, и
- обеспечение второй абразивной области, имеющей иные абразивные свойства, чем абразивные свойства первой абразивной области,
при этом первую абразивную область и вторую абразивную область обеспечивают таким образом, что граничная линия между ними включает волнообразную граничную линию.
24. Способ изготовления абразивного продукта по п.23, в котором абразивный продукт изготавливают в виде продолговатого абразивного продукта, при этом вторую абразивную область обеспечивают таким образом, чтобы она включала отдельные области, имеющие аналогичную форму и площадь и расположенные на определенном расстоянии друг от друга в продольном направлении продолговатого абразивного продукта.
25. Способ изготовления абразивного продукта по п.24, включающий расположение по меньшей мере первой абразивной области и второй абразивной области, проходящих параллельно друг другу в продольном направлении продолговатого абразивного продукта.
26. Способ изготовления абразивного продукта по любому из пп.23-25, включающий изготовление абразивных зерен на основе с использованием печатной технологии.
27. Способ изготовления абразивного продукта по п.24 или 25, включающий печать упомянутых по меньшей мере двух абразивных областей, имеющих различные абразивные свойства, рядом друг с другом в поперечном направлении продолговатого абразивного продукта, например, таким образом, что упомянутые по меньшей мере две абразивные области располагаются непрерывно в продольном направлении продолговатого абразивного продукта, который выполнен с возможностью сворачивания.
28. Способ изготовления абразивного продукта по любому из пп.23-27, включающий печать клеевых точек иного размера и/или иной плотности на первой абразивной области, чем на второй абразивной области, причем клеевые точки выполняются с возможностью приема абразивных зерен.
29. Способ изготовления абразивного продукта по любому из пп.23-28, включающий изготовление абразивных зерен иного типа на первой абразивной области, чем на второй абразивной области.
30. Способ изготовления абразивного продукта по любому из пп.23-29, включающий изготовление абразивных зерен иного размера на первой абразивной области, чем на второй абразивной области.
31. Способ изготовления абразивного продукта по любому из пп.23-30, включающий изготовление абразивных зерен с иной поверхностной плотностью на первой абразивной области по сравнению со второй абразивной областью.
32. Способ изготовления абразивного продукта по любому из пп.23-31, включающий обеспечение иного расположения абразивных зерен на первой абразивной области, чем на второй абразивной области.
33. Способ изготовления абразивного продукта по любому из пп.23-32, включающий обеспечение иного рисунка из абразивных зерен на первой абразивной области, чем на второй абразивной области.
34. Способ изготовления абразивного продукта по любому из пп.23-33, включающий обеспечение фрактального рисунка из абразивных зерен на упомянутой по меньшей мере одной из первой абразивной области и второй абразивной области.
35. Способ изготовления абразивного продукта по любому из пп.23-34, включающий печать на основе смеси из клея и абразивных зерен.
36. Способ изготовления абразивного продукта по любому из пп. 24, 25, 27, включающий обеспечение гибкой основы и печать отдельных абразивных областей на поверхности основы таким образом, что абразивные области образуют отдельные области на определенном расстоянии друг от друга в продольном направлении продолговатого абразивного продукта.
| JPS 58173462 U, 19.11.1983 | |||
| JPS 5924965 A, 08.02.1984 | |||
| WO 9706927 A1, 27.02.1997 | |||
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Приспособление для централизованной подачи аварийной смазки в буксы железнодорожных повозок | 1935 |
|
SU48490A1 |

