Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к удаляющему агрегаты фильтрующему материалу, способу удаления агрегатов, фильтру для удаления лейкоцитов и способу фильтрования продукта крови.
Уровень техники
[0002] В области переливания крови в последние годы распространилось переливание крови, перед которым из продукта крови удаляют лейкоциты, содержащиеся в продукте крови, так называемый лейкаферез. Это связано с тем, что были обнаружены относительно незначительные побочный эффекты, такие как головная боль, тошнота, озноб, лихорадочное негемолитическое реагирование на переливание, которые связаны с переливанием крови, а также были обнаружены серьезные побочные эффекты, такие как аллоантигенная сенсибилизация, вирусная инфекция, а также гомологичная болезнь (GVHD) (реакция "трансплантат против хозяина") после переливания крови, которые могут плохо влиять на реципиентов крови, вызываются лейкоцитами, смешанными с продуктом крови, который применяется, главным образом, для переливания крови.
[0003] Способ удаления лейкоцитов из продукта крови ориентировочно подразделяют на два типа: способ отделения центрифугированием для отделения и удаления лейкоцитов путем использования разделяющей центрифуги, используя разницу в удельных весах между компонентами клетки крови; и способ фильтрования для удаления лейкоцитов путем адгезии или абсорбции с использованием фильтрующих материалов, состоящей из волокнистой сборки, а именно, нетканого материала, пористой структуры, имеющей непрерывные поры, или тому подобного. Среди них способ фильтрования для удаления лейкоцитов путем адгезии или абсорбции является легко управляемым, а также имеет преимущество низкой стоимости и тому подобное, поэтому широко распространился.
[0004] Много фильтровальных устройств для удаления лейкоцитов, которые в настоящее время доступны на рынке, составлены из многообразных типов фильтрующих материалов, и в прямой близости от впускного канала (порта) для крови размещают крупнозернистый, удаляющий агрегаты фильтрующий материал для удаления агрегатов продукта крови. Кроме того, в нижней по потоку части на стороне выпускного канала (порта) размещают мелкозернистый, удаляющий лейкоциты фильтрующий материал для удаления лейкоцитов. Агрегат получается путем агрегации эритроцитов, лейкоцитов, тромбоцитов, фибрина, фибриногена, других денатурированных белков, жирового шарика и тому подобного.
[0005] Агрегат имеет размер от примерно равный размеру наименьшего лейкоцита, до лейкоцита превышающего 1 мм у наибольшего лейкоцита, и обогащен слипанием. К тому же, что касается агрегата, есть тенденция, что чем дольше время хранения продукта крови, и/или чем ниже температура хранения, тем больше число агрегатов, а также больше размер. Следовательно, если продукт крови обрабатывают только удаляющим лейкоциты фильтрующим материалом без применения удаляющего агрегаты фильтрующего материала, то может быть случай, когда удаляющий лейкоциты фильтрующий материал закупоривается агрегатами, и становится трудно поддерживать ожидаемую скорость потока.
[0006] К тому же, для того чтобы улучшить качество продукта крови, преобладающую тенденцию имеет удаление лейкоцитов перед хранением, которое осуществляет удаление лейкоцитов в день взятия крови или на следующий день после взятия крови. В последние годы, для того чтобы эффективно осуществлять удаление лейкоцитов, число приспособлений для осуществления удаления уменьшают, а число продуктов крови, обработанных в одном приспособлении повышается. В приспособлении, из-за того что кровь берут также на далеком расстоянии, количество фильтруемой крови после хранения в охлажденном состоянии для одного дня увеличивается, поэтому количество крови, производящей агрегаты, также увеличивается. Соответственно, во время фильтрации производится прекращение подачи, а если фильтрация останавливается, то продукт крови должен быть выброшен, следовательно, драгоценный продукт крови пропадает. Следовательно, есть большая необходимость в фильтре, в который ввели удаляющий агрегаты фильтрующий материал.
[0007] Для того чтобы направить усилия на такую проблему, например, в Патентной литературе 1 было раскрыто устройство для фильтрации, имеющее конструкцию, в которой вверху по потоку фильтрующего материала для удаления лейкоцитов размещены два или более типов фильтрующих материалов для удаления агрегатов, которые выбирают из группы, состоящей из нетканого материала, текстильной ткани, а также трикотажного полотна, и имеют объемную плотность, отличающуюся друг от друга в интервале 0,1-1,0 г/см3, а объемная плотность удаляющего агрегаты фильтрующего материала увеличена в нижней части стороны внизу по потоку.
[0008] В Патентной литературе 2 раскрыли фильтрующее устройство, составленное из многих типов волокнистых материалов, а также определяемое XY среднего волоконного диаметра X и среднего волоконного интервала Y волокон. Это фильтрующее устройство имеет конструкцию, в которой фильтрующий материал с XY>50 размещен в направлении вверх по потоку для захвата больших агрегатов, фильтрующий материал с 50≥XY>7 размещен в направлении вниз по потоку для захвата относительно меньших агрегатов, а фильтрующий материал с 7≥XY размещен дополнительно в направлении вниз по потоку для удаления лейкоцитов.
[0009] В Патентной литературе 3 раскрыли фильтрующий материал для удаления агрегатов, в котором находятся, по меньшей мере, два типа групп пор группы пор А, имеющей диаметр отдельных пор 500 мкм или более, и группа пор В, имеющая диаметр отдельных пор 150-500 мкм, и средний диаметр пор группы пор А составляет 600-1500 мкм, средний диаметр пор группы пор В составляет 200-450 мкм, и коэффициент отверстия составляет 40% или более.
[0010] В Патентной литературе 4 раскрыли фильтрующее устройство, в котором содержатся от одного до трех элементов, и первый элемент установлен в качестве фильтрующего материала для удаления геля (это синоним относительно большого агрегата), второй элемент установлен в качестве фильтрующего материала мельчайших агрегатов, и третий элемент установлен в качестве фильтрующего материала для удаления лейкоцитов.
[0011] В Патентной литературе 5 раскрыли удаляющий агрегаты фильтрующий материал, состоящий из нетканого материала спанлейс, использующего короткие волокна. К тому же, в Патентной литературе 6 раскрыли удаляющий агрегаты материал, использующий тканевую основу из длинных волокон, а также использующий короткие волокна.
Список ссылок
Патентная литература
[0012] Патентная литература 1: Японская выложенная патентная заявка (JP-A) No. H03-173824
Патентная литература 2: JP-A No. H01-236064
Патентная литература 3: JP-A No. H07-67958
Патентная литература 4: Национальная Японская публикация патентной заявки No. H03-502094
Патентная литература 5: JP-A No. 2010-213820
Патентная литература 6: Международная Публикация WO 2009/128435
Сущность изобретения
Техническая проблема
[0013] удаляющие агрегаты фильтрующие материалы, которые были раскрыты в вышеописанных (ссылках) на Патентную литературу 1-3, могут применяться без наличия каких-либо проблем, если фильтруется продукт крови, содержащий относительно малое количество агрегатов. Однако, что касается продукта крови через длительное время хранения, то продукт крови, хранящийся при низкой температуре, такой температуре как температура ниже 4°C, скорректированный продукт крови, наряду с тем, что смеси антикоагулянтного реагента с продуктом крови недостаточно, или подобного, в случае, когда обрабатывают продукт крови, который как ожидается, содержит относительно большое количество больших агрегатов, скорость фильтрации значительно снижается за счет закупоривания. К тому же, существует проблема, что фильтрация останавливается, не закончившись во многих случаях. В случае, когда время фильтрации чрезмерно увеличивается, эффективная площадь удаления лейкоцитов уменьшается, а еще может уменьшаться производительность удаления лейкоцитов.
[0014] Предполагается, что причиной того, почему получается проблема удаления большеразмерных агрегатов, является то, что волокнистая форма удаляющего агрегаты фильтрующего материала, примененного в ссылках 1-3 Патентной литературы, имеет плотную структуру, а также высокую объемную плотность. Такой фильтрующий материал имеет диаметр пор меньше, чем диаметр большеразмерного агрегата, имеющего размер в несколько десятков мкм или более. Следовательно, считают, что когда фильтруется кровь, содержащая большеразмерные агрегаты, то агрегаты остаются вблизи поверхности фильтрующего материала и получается закупоривание.
[0015] Более того, первым элементом, раскрытым в ссылке 4 Патентной литературы, называется полотно из стального волокна, и стальное волокно, полученное путем прошивания иглой и механического переплетения волокон, и нетканый материал использующий короткие волокна, имеющие короткую длину волокна. В первом элементе переплетение волокон не является сильным, поэтому, по мере нахождения в таких условиях, могут получаться деформация растяжения, разрыв и тому подобное. Поэтому, первый элемент, описанный в ссылке 4 Патентной литературы, подвергают предварительной обработке, называемой горячим сжатием, во время загрузки в фильтрующее устройство. С помощью этого горячего сжатия может удерживаться форма первого элемента. Однако была проблема, что сопротивление движению воздуха фильтрующего материала становится высоким за счет горячего сжатия, сопротивление закупориванию агрегатами уменьшается, и производительность не является стабильной.
[0016] Удаляющий агрегаты фильтрующий материал, раскрытый в ссылке 5 Патентной литературы, использует короткие волокна, следовательно, есть проблема, что прочность является низкой. В случае, когда прочность является низкой, то есть проблема, что нетканый материал растягивается во время изготовления фильтра и сопротивление закупориванию снижается или получается усадочная деформация в процессе стерилизации, в котором производят нагрев, структура нетканого материала становится плотной и сопротивление закупориванию снижается. Кроме того, удаляющий агрегаты фильтрующий материал, состоящий из тканевой основы из длинных волокон, а также из коротких волокон, который был раскрыт в ссылке 6 Патентной литературы, прочность может быть улучшена путем повышения поверхностной плотности длинноволокнистой части, тем не менее, существует проблема, что если поверхностная плотность избыточно увеличивается, для того чтобы получать достаточную прочность, то переплетение коротких волокон затрудняется, и не проявляется сопротивление агрегации. Вдобавок, ухудшение производительности может получаться из-за падения коротких волокон.
[0017] Более того, в ссылках 4-6 Патентной литературы применяют короткие волокна, однако обычно, короткие волокна легко отпадают, следовательно, была проблема, что если короткие волокна переплетены, то прочность становится слабой, а снижение производительности получается из-за выпадения коротких волокон, связанного с применением, в результате которого производительность становится нестабильной.
[0018] Как описано выше, в настоящей ситуации не был найден фильтрующий материал для удаления агрегатов, в котором сопротивление закупориванию большеразмерными агрегатами является большим, и прочность является большой, а производительность является стабильной.
[0019] Целью настоящего изобретения является обеспечение удаляющего агрегаты фильтрующего материала, в котором сопротивление закупориванию большеразмерными агрегатами является высоким, и прочность является высокой, а свойства и производительность являются стабильными, и его использование, способ удаления агрегатов, фильтр для удаления лейкоцитов, а также способ фильтрования продукта крови.
Решение проблемы
[0020] Удаляющий агрегаты фильтрующий материал согласно одному аспекту настоящего изобретения представляет собой удаляющий агрегаты фильтрующий материал для удаления агрегата в продукте крови и состоит только из волокна, имеющего длину волокон 100-1000 мм и тонину 0,7-4,0 дтекс, в котором поверхностная плотность составляет 20-100 г/м2, а объемная плотность без нагрузки составляет 0,03-0,10 г.
[0021] В одном варианте осуществления содержание волокна, имеющего длину волокон 100-1000 мм, может быть 70% или более.
[0022] В одном варианте осуществления содержание волокна, имеющего длину волокон 100-1000 мм, может быть 92% или более.
[0023] В одном варианте осуществления тонина волокна может быть 1,3-2,4 дтекс.
[0024] В одном варианте осуществления волокно может иметь компонент в объемном направлении.
[0025] В одном варианте осуществления в случае, когда направление параллельно волокну установлено как ось Х, а направление в объемном направлении волокна установлено как ось Y, линию прочерчивают с интервалами в 250 мкм вдоль каждой из оси Х и оси Y для получения 16 сеток, среди 16 сеток может быть четыре или более сеток, каждая из сеток имеет волокно, имеющее угол между нижней и верхней линией сетки и волокно с 30 градусами или более, среди 16 сеток.
[0026] В одном варианте осуществления эффективная площадь фильтрации может составлять 90-100% общей площади.
[0027] В одном варианте осуществления величина, полученная делением относительного удлинения (%) в первом направлении волокна на относительное удлинение (%) в направлении, перпендикулярном к первому направлению волокна, составляет 2 или более, и ориентация может быть обеспечена в плоскостном направлении.
[0028] В одном варианте осуществления удлинение в направлении, в котором относительное удлинение становится максимальным, может составлять 2% или менее.
[0029] В одном варианте осуществления относительное удлинение в направлении, перпендикулярном к направлению, в котором относительное удлинение становится максимальным, может составлять 1% или менее.
[0030] В одном варианте осуществления удаляющим агрегаты фильтрующим материалом может быть фильерный нетканый материал, полученный из расплава способом с эжектированием высокоскоростным потоком воздуха (спанбонд способ).
[0031] В одном варианте осуществления удаляющий агрегаты фильтрующий материал может быть спанлейс нетканым материалом, полученным спанлейс способом.
[0032] В одном варианте осуществления волокно может формироваться из сложного полиэфира.
[0033] В одном варианте осуществления волокно может формироваться из полиэтилентерефталата
[0034] В одном варианте осуществления величина падения волокон может составлять 100 тысяч волокон/м2 или менее.
[0035] В одном варианте осуществления скорость фильтрования в конце фильтрации после фильтрования 460 мл продукта крови может быть обеспечена как 50% или более от скорости потока фильтрации в начале фильтрации.
[0036] В одном варианте осуществления потеря давления в конце фильтрации 460 мл продукта крови может быть удвоенной или меньше потери давления (Па) в начале фильтра.
[0037] Способ удаления агрегатов согласно одному аспекту настоящего изобретения использует вышеописанный удаляющий агрегаты фильтрующий материал.
[0038] Фильтр для удаления лейкоцитов согласно одному аспекту настоящего изобретения состоит из вышеописанного удаляющего агрегаты фильтрующего материала, а также удаляющего лейкоциты материала.
[0039] Способ фильтрования продукта крови согласно одному аспекту настоящего изобретения использует вышеописанный фильтр для удаления лейкоцитов.
Полезные эффекты изобретения
[0040] Согласно настоящему изобретению агрегаты могут быть эффективно удалены наряду с предотвращением закупоривания агрегатами.
Краткое описание чертежей
[0041] Фиг. 1 представляет собой изображение, показывающее увеличенное поперечное сечение удаляющего агрегаты фильтрующего материала согласно одному варианту осуществления, который представляет собой нетканый материал спанлейс, состоящий только из длинных волокон.
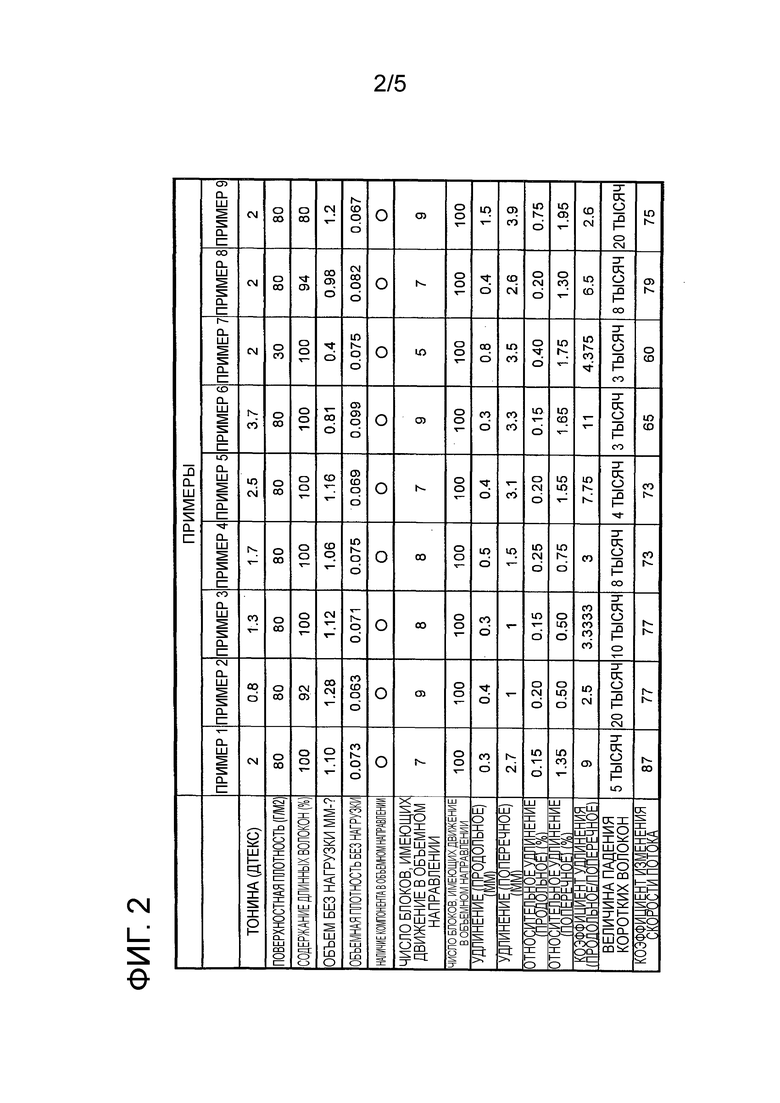
Фиг. 2 представляет собой таблицу, показывающую результаты оценки.
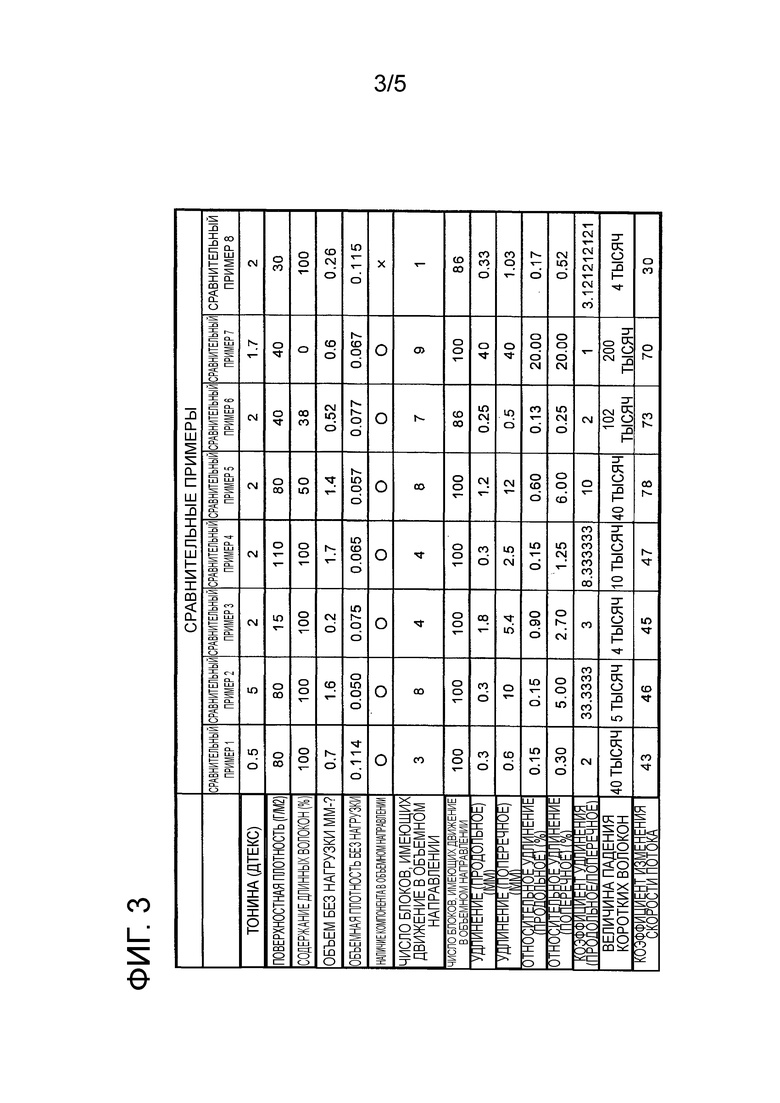
Фиг. 3 представляет собой таблицу, показывающую результаты оценки.
Фиг. 4 представляет собой изображение, показывающее увеличенное поперечное сечение нетканого материала спанлейс, состоящего из длинных волокон и коротких волокон.
Фиг. 5 представляет собой изображение, показывающее увеличенное поперечное сечение фильерного нетканого материала (спанбонд), состоящего только из длинных волокон.
Описание вариантов осуществления
[0042] В дальнейшем в этом документе пригодный вариант осуществления настоящего изобретения будет описан подробно. Фиг. 1 представляет собой изображение, показывающее увеличенное поперечное сечение удаляющего агрегаты фильтра согласно одному варианту осуществления, то есть нетканый материал спанлейс, состоящий только из длинных волокон. Удаляющий агрегаты фильтрующий материал, показанный на фиг. 1, представляет собой удаляющий агрегаты фильтрующий материал для удаления агрегатов в продукте крови. Удаляющий агрегаты фильтрующий материал состоит только из волокна, имеющего длину волокон 100-1000 мм и тонину 0,7-4,0 дтекс, а также имеет поверхностную плотность 20-100 г/м2 и объемную плотность без нагрузки 0,03-0,10 г/см3. К тому же, "продукт крови", описанный в настоящем описании, означает различные продукты крови, использующиеся в переливании крови, а именно, препарат цельной крови, концентрированный препарат эритроцитов, а также концентрированный препарат тромбоцитов. В дальнейшем в этом документе удаляющий агрегаты фильтрующий материал будет описан подробно.
[0043] Как описано выше, тонина удаляющего агрегаты фильтрующего материала составляет 0,7-4,0 дтекс. В случае, когда тонина составляет менее 0,7 дтекс, ячейки сети чрезвычайно малы, поэтому есть тенденция, что удаление большеразмерных агрегатов станет трудным. С другой стороны, в случае, когда плотность превышает 4,0 дтекс, запутанность волокон уменьшается, и есть тенденция, что прочность становится недостаточной. Тонина удаляющего агрегаты фильтрующего материала составляет предпочтительно 1,0-3,0 дтекс, и более предпочтительно 1,3-2,4 дтекс. В случае, когда тонина составляет 1,3 дтекс и более, переплетение волокон является среднераспределенным, и большеразмерные агрегаты также легко удаляются, следовательно, это является предпочтительным. В случае, когда плотность составляет 2,4 дтекс или менее, может быть сохранена достаточная прочность, если удаляющий агрегаты фильтрующий материал используют в качестве фильтра, следовательно, это является предпочтительным.
[0044] Кроме того, в настоящем варианте осуществления "тонина" представляет собой величину, определенную длиной и весом волокон, оговоренную в Японских промышленных стандартах JIS L0104 и JIS L1013. Более того, в случае, когда волокна имеют приблизительно цилиндрическую столбчатую форму, диаметр волокна определяется следующими процедурами, а затем определенный диаметр волокна может быть преобразован в диаметр волокна путем использования плотности волокна (г/см3). Что касается диаметра волокна, во-первых, получают произвольные пять или более образцов от фильтрующего материала, и изображения образцов делают с помощью сканирующего электронного микроскопа или тому подобного при соответствующем увеличении, при котором диаметр волокна может быть измерен. Далее сеткообразный лист помещали на изображения, и диаметр 100 или более волокон измеряли в узлах сетки. Диаметр в настоящем описании означает ширину волокна в направлении, перпендикулярном оси волокна. Величина (средняя величина), полученная делением суммы диаметров измеренных волокон на число волокон устанавливается как диаметр волокна, и "тонина" может определяться путем использования такой величины и плотности волокна.
[0045] Однако, в случае, когда многочисленные волокна перекрываются друг с другом, и ширина не может быть измерена из-за того, что они скрыты за другими волокнами, или в случае, где многочисленные волокна расплавлены или тому подобное, и становятся толстым волокном, и более того, в случае, когда волокна, имеющие диаметр, значительно отличающийся друг от друга, а также тому подобное, полученные данные вычеркиваются. Кроме того, в случае, когда смешаны многочисленные типы волокон, имеющие диаметр, видимо отличающийся друг от друга, каждая тонина определяется из средней величины диаметров соответствующих волокон, а в случае, когда определенная плотность находится в интервале 0,7-4,0 дтекс, удаляющий агрегаты фильтрующий материал включен в волокно настоящего варианта осуществления.
[0046] Как форма поперечного сечения, которая может быть использована для удаляющего агрегаты фильтрующего материала, не только круглая форма, но любая форма также может быть использована. Например, может использоваться модифицированная структура поперечного сечения, как описано в JP-ANo. H08-170221, JP-ANo. H08-291424, JP-ANo. 2002-61023, JP-ANo. 2004-225184, JP-ANo. 2005-82939 или тому подобное. Однако с точки зрения продуктивности самого волокна, структура поперечного сечения предпочтительна в круглой форме.
[0047] Удаляющий агрегаты фильтрующий материал состоит только из волокон, имеющих длину волокон 100-1000 мм. Состоящий только из волокон, имеющих длину волокон 100-1000 мм, означает, что доля (содержание) волокон, имеющих длину волокон 100-1000 мм составляет 70% или более. Доля волокон, имеющих длину волокон 100-1000 мм, составляет предпочтительно 80% и более, более предпочтительно 90% или более, и еще более предпочтительно 92% или более. Когда доля волокон, имеющих длину волокон 100-1000 мм, составляет 92% или более, то подтверждено, что прочность исключительно высока. В случае, когда доля волокон, имеющих длину волокон 100-1000 мм, составляет 94% или более, обрывание волокна меньше, и падение волокон становится меньше, следовательно, это является предпочтительным. В случае когда доля волокон, имеющих длину волокон 100-1000 мм составляет 98% или более, короткие волокна едва ли содержатся, следовательно, не вызываются изменения в физических свойствах нетканого материала, которые получаются с учетом ворса коротких волокон, в процессе производства и стерилизации, поэтому может проявляться высокая производительность.
[0048] В случае, когда удаляющий агрегаты фильтрующий материал имеет длину волокон менее 100 мм, волокна легко выпадают, и есть тенденция, что сопротивление закупориванию снижается. С другой стороны, в случае, когда удаляющий агрегаты фильтрующий материал имеет длину волокон 100 мм или более, компоненты в объемном направлении уменьшаются и есть тенденция, что сопротивление закупориванию снижается. К тому же, ″длина волокна″ в настоящем описании представляет собой величину, полученную измерением длины волокна, отобранного как образец путем разрезания нетканого материала по 20см х 20см и выдергивания произвольно волокон из центральной части нетканого материала, используя анализатор изображения, линейку или тому подобное. Однако, обрыв волокна во время выдергивания не подвергают измерению. ″Доля волокон, имеющих длину волокон 100-1000 мм″ представляет собой величину, полученную осуществлением измерения длины волокна у 50 волокон, путем деления на число волокон, имеющих длину волокон 100-1000 мм, на число измеренных волокон, и путем умножения на 100.
[0049] Удаляющий агрегаты фильтрующий материал, состоящий из волокон, имеющих длину волокна 100-1000 мм, может быть получен путем обрабатывания нетканого материала, состоящего только из длинных волокон, с помощью подходящего способа, а также путем резания нетканого материала на подходящий размер, который будет использоваться для фильтрующего материала. Следовательно, в случае, когда используется нетканый материал, который получен путем переплетения друг с другом намеренно коротких волокон, имеющих длину волокна около 1-80 мм, доля волокон, имеющих длину волокна короче, чем 100-1000 мм, увеличивается, следовательно, не может быть получен удаляющий агрегаты фильтрующий материал настоящего изобретения.
[0050] В качестве одного примера, то, что получено резанием фильерного нетканого материала (спанбонд), полученного способом спанбонд, на подходящий размер, может быть применено в качестве фильтра. Кроме того, может быть использовано то, что получено осуществлением другого обрабатывания, такого как методом спанлейс на фильерном нетканом материале. В это же время стало известно, что увеличиваются волокна, имеющие длину волокна 300-1000 мм или 500-1000 мм
[0051] Удаляющий агрегаты фильтрующий материал имеет поверхностную плотность 100 г/м2. В случае, когда удаляющий агрегаты фильтрующий материал имеет поверхностную плотность менее чем 20 г/м2, есть тенденция, что эффективность удаления агрегатов уменьшается, и вызывается недостаточная прочность. С другой стороны, в случае, когда удаляющий агрегаты фильтрующий материал имеет превышение поверхностной плотности 100 г/м2, может быть случай, когда становится трудной загрузка в фильтрующее устройство. Кроме того, в случае, когда поверхностная плотность превышает 100 г/м2, если удаляющий агрегаты фильтрующий материал загружен в устройство фильтрования вместе с фильтрующим материалом для удаления лейкоцитов, и тому подобным, то может быть случай, когда удаляющий лейкоциты фильтрующий материал сжимается, и скорость потока фильтрации продукта крови снижается. Поверхностная плотность удаляющего лейкоциты фильтрующего материала составляет предпочтительно 40-90 г/м2, и более предпочтительно 70-90 г/м2. К тому же, ″поверхностную плотность фильтрующего материала″ определяют, например, путем отбора трех или более частей от произвольных частей, имеющих размер 5 см х 5 см, и имеющих физические свойства, которые по-видимому, однородны, измерением веса каждого фильтрующего материала для определения средней величины, а также преобразованием средней величины относительно веса на единицу квадратный метр.
[0052] Удаляющий агрегаты фильтрующий материал имеет объемную плотность без нагрузки 0,03-0,10 г/см3. Объемная плотность без загрузки составляет более предпочтительно 0,04-0,10 г/см3, и кроме того более предпочтительно 0,06-0,10 г/см3. В удаляющем агрегаты фильтрующем материале, в случае, когда объемная плотность без нагрузки составляет менее чем 0,03 г/см3, прочность нетканого материала становится недостаточной, а производительность удаления агрегатов не является стабильной. С другой стороны, в удаляющем агрегаты фильтрующем материале в случае, когда объемная плотность без загрузки составляет менее чем 0,10 г/см3 или более, нетканый материал имеет плотную структуру, и производительность удаления агрегатов не обеспечивается. К тому же, объемная плотность без загрузки определяется делением поверхностной плотности на объем без нагрузки. Объем без нагрузки представляет собой объем нетканого материала, измеренный путем исследования поперечного сечения нетканого материала при атмосферном давлении с помощью микроскопа или электронного микроскопа, а толщину измеряют без нагрузки. Более точно, измерение осуществляли согласно следующему способу. Во-первых, нетканый материал нарезали по размеру 5 см х 5 см ножницами или тому подобным, так чтобы по возможности не прикладывать давление, и три стороны нетканого материала фиксировали зажимом. Затем одну сторону, которую не закрепили, изучали в перпендикулярном направлении к поперечному сечению с помощью цифрового микроскопа (Тип VHX-900, произведенный KEYENCE), измеряли толщину трех или более частей из произвольных частей нетканого материала, и определяли среднюю величину.
[0053] Кроме того, что касается удаляющего агрегаты фильтрующего материала, введенного в фильтр, который единожды сформировали, измеряют объем без нагрузки, и может быть определена объемная плотность без нагрузки. В данном случае, удаляющий агрегаты фильтрующий материал, вынимаемый при демонтаже фильтра, оставляют на время около одного часа, затем толщину части, к которой ребро (острый край) и тому подобное не примыкает при формировании фильтра (части, не имеющей истории деформации), измеряют тем же способом, как указано выше, и полученная величина устанавливается как объем без нагрузки. К тому же, толщина может изменяться в результате того, что часть удаляющего агрегаты фильтрующего материала была сжата в зависимости от структуры ребра и тому подобного внутри фильтра, однако выяснили, что изменение в толщине в части, не имеющей истории деформации, до и после формирования фильтра составляет около 3%. К тому же, даже если фильтрующий материал после разборки фильтра оставляют на время один час или более, то подтвердили, что едва ли производится изменение в толщине. Кроме того, если рассчитывают поверхностную плотность, то требуется объем нетканого материала, и использование величины, полученной умножением площади нетканого материала в это время на объем без нагрузки, полученный измерением согласно способу, описанному выше как объем, вес (поверхностная плотность) на единицу объема может быть рассчитан.
[0054] Объемная плотность без нагрузки удаляющего агрегаты фильтрующего материала в фильтре после формирования составляет 0,03-0,10 г/см3, более предпочтительно 0,04-0,10 г/см3, и кроме того более предпочтительно 0,06-0,10 г/см3.
[0055] Один пример способа получения удаляющего агрегаты фильтрующего материала, описанного выше, будет описан подробно. Во-первых, гранулы смолы, которая должна быть сырьем, нагревают и расплавляют, и экструдируют из фильеры, имеющей определенный диаметр, и непосредственно прядут. Далее, длинные волокна, которые непрерывно прядут без их разрезания, загружают на конвейерную ленту путем перекрывания заданного числа волокон, и формируются в нетканый материал. Нетканый материал в этом состоянии представляет собой нетканый материал в состоянии перекрывания длинных волокон друг с другом, и прочность является недостаточной. Поэтому обрабатыванием нетканого материала способом спанлейс или иглопробивным способом, можно получать нетканый материал, имеющий значительную прочность.
[0056] Способ спанлейс представляет собой способ переплетения длинных волокон синтетического полимера струями воды под высоким давлением, и с помощью которого может быть получен нетканый материал, имеющий объемистость и чрезвычайно сильную прочность. Кроме этого, иглопробивной способ представляет собой способ переплетения волокон путем вставления иглы, имеющей надсечку, называемой крючком, для спутывания волокон из числа верхних и нижних, и может получаться нетканый материал, имеющий объемистость и значительную прочность.
[0057] Кроме того, если нетканый материал обрабатывают методом спанлейс или иглопробивным методом, кроме метода обрабатывания в длинные волокна сразу после прядения, то нетканый материал, который заранее обработали способом спанбонд, сматывают единожды в рулон, и затем может быть обработан способом спанлейс или иглопробивным методом. Этот метод будет описан подробно.
[0058] Во-первых, гранулы смолы, которые должны быть сырьем, нагревают и расплавляют, и расплавленную смолу экструдируют из фильеры, имеющей определенный диаметр, и непосредственно прядут. Затем, длинные волокна, которые непрерывно прядут без их разрезания, загружаются на конвейерную ленту путем перекрывания заданного числа волокон, и формируются в нетканый материал. Далее, нетканый материал приклеивают на валок, называемый каландровым валком, и наматывают как фильерный нетканый материал. Более подробно, каландровый валок, имеющий гравировку, нагревают от 120°C до 200°C, и нетканый материал приклеивается на каландровый вал. В этот момент температуру и давление для добавления к каландру предпочтительно устанавливают слабее, чем те, которые используют для обычного фильерного нетканого материала (спанбонд). С помощью этой процедуры переплетение гидроструйным соединением или иглой осуществляется эффективно. Осуществляя способ спанлейс или иглопробивной способ для так произведенного фильерного нетканого материала, может быть получен нетканый материал, имеющий объемность и значительную прочность.
[0059] Удаляющий агрегаты фильтрующий материал, полученный согласно способу, описанному выше, является предпочтительным по сравнению с тем, который получен способом скрепления волокон друг с другом, а именно, способом термоскрепления, а также способом химического скрепления, поскольку может быть приготовлен нетканый материал с низкой объемной плотностью. Нетканый материал, полученный вышеописанным способом обрабатывания, использующим фильерный способ (спанлейс) или иглопробивной способ настоящего изобретения, возможно сделать более объемным по сравнению с фильерным нетканым материалом, состоящим только из длинных волокон.
[0060] Вышеописанный способ спанлейс будет описан подробно. В способе спанлейс воду проливают через нетканый материал и дают возможность влиться перед осуществлением обрабатывания гидроструйным переплетением, в результате которой количество воды, отраженной волокнами во время гидроструйного переплетения, уменьшается, следовательно, эффективность гидроструйного переплетения улучшается. Целевой фильтрующий материал может получаться в условиях обрабатывания со скоростью обрабатывания при обработке 3-20 м/мин, давление воды 40-200 кгс/см2, диаметр патрубка льющейся струей воды 80-150 мкм, и наклоне патрубка 0,5-2,0 мм.
[0061] В способе спанлейс, если скорость обрабатывания при обработке более медленная, чем 3 м/мин, то продуктивность снижается. С другой стороны, в способе спанлейс, если скорость обрабатывания более быстрая, чем 20 м/мин, достаточной прочности гидроструйным переплетением может не получаться. В способе спанлейс, если скорость обрабатывания более быстрая, чем 20 м/мин, то требуется увеличивать число форсунок с двух до трех форсунок и вверху и внизу. Более предпочтительная скорость обрабатывания в способе спанлейс составляет 4-15 м/мин.
[0062] В способе спанлейс, когда давление воды ниже, чем 40 кгс/см2, переплетение не проходит достаточно, и требуемая прочность не может получаться. С другой стороны, в способе спанлейс, если давление воды выше, чем 200 кгс/см2, получается резание волокон и переплетение проходит чрезмерно, в результате которого объем может уменьшаться. Более предпочтительное давление воды в способе спанлейс составляет 50-150 кгс/см2.
[0063] В способе спанлейс, если диметр форсунки меньше, чем 80 мкм, потеря давления в части форсунки становится большой, требуемое давление становится чрезвычайно высоким, следовательно, обрабатывание затрудняется. С другой стороны, в способе спанлейс, если диаметр форсунки больше, чем 150 мкм, то давление уменьшается, следовательно, не может гарантироваться требуемое давление для переплетения волокон. Более предпочтительный диаметр форсунки в способе спанлейс составляет 90-140 мкм.
[0064] В способе спанлейс, если наклон сопла составляет 0,5 мм или менее, то расстояние между форсункой и форсункой является коротким, следовательно, обрабатывание затруднено. С другой стороны, в способе спанлейс, если наклон больше, чем 2,0 мм, то уменьшается часть, переплетающаяся струями воды, и не получаются достаточно объемность и прочность. Более предпочтительным наклоном сопла в способе спанлейс является 0,7-1,8 мм, и более предпочтительно 0,9-1,5 мм.
[0065] Кроме того, нетканый материал, в котором относительное содержание волокон, имеющих длину волокон 100-1000 мм, составляет 92% или более, может быть произведен способом, использующим вышеописанный способ спанлейс. В способе спанлейс условия производства регулируют, так чтобы были давление 40-150 кгс/см2, диаметр сопла 90-150 мкм и наклон 0,7-2,0 мм. В результате, сила воды не становится достаточной, чтобы резать волокна, следовательно, волокна в процессе производства едва ли режутся, и может производиться нетканый материал, в котором относительное содержание волокон, имеющих длину волокон 100-1000 мм, является высоким.
[0066] Иглопробивной способ будет описан подробно. В иглопробивной способе скорость обрабатывания устанавливают 3-50 м/мин, и еще используют иглу, имеющую диаметр 0,5-2,0 мм. В иглопробивном способе используют иглу с треугольным или звездообразным поперечным сечением, число крючков устанавливают от 1 до 3, число уколов на единицу площади устанавливают от 30 до 500 отверстий/см2, а глубину укола иглой устанавливают до 5-15 мм, в результате чего получается предполагаемый фильтрующий материал.
[0067] В иглопробивном способе, если скорость обрабатывания является медленнее 3 м/мин, то продуктивность уменьшается. С другой стороны, в иглопробивном способе, если скорость обрабатывания больше, чем 50 м/мин, то для того чтобы сохранить число уколов иглой на единицу площади в интервале, описанном выше, требуются много иглопробивных обрабатывающих машин. Следовательно, в иглопробивном способе не является предпочтительным увеличивать скорость обрабатывания, чтобы была больше, чем 50 м/мин. Более предпочтительная скорость обрабатывания в иглопробивном способе составляет 5-30 м/мин.
[0068] В иглопробивном способе, если используют иглу, имеющую диаметр меньше, чем 0,5 мм, то увеличивается риск поломки иглы, следовательно, это не является предпочтительным. С другой стороны, в иглопробивном способе, если используют иглу, имеющую диаметр больше, чем 2,0 мм, то остается отверстие от иглы на нетканом материале после укола иглой. В результате, агрегат течет через отверстие от иглы на нижний нетканый материал, а нижний нетканый материал может закупориваться агрегатом. Более предпочтительный диаметр иглы в иглопробивном способе составляет 0,55-1,8 мм.
[0069] В иглопробивном способе, когда число крючков на каждой стороне - ноль, волокна не переплетаются друг с другом с помощью укола иглой, и прочность становится недостаточной. С другой стороны, в иглопробивной технологии, если число крючков на каждой стороне составляет 4 или более, то прочность иглы уменьшается, а риск поломки иглы увеличивается. Более предпочтительное количество крючков на каждой стороне в иглопробивном способе составляет два или три.
[0070] В иглопробивном способе, если число уколов иглой на единицу площади устанавливают как менее 30 отверстий/см2, прочность переплетения становится недостаточной, в результате чего прочность как волокна становится недостаточной. С другой стороны, в иглопробивном способе, если число уколов иглой на единицу площади устанавливают более чем 500 отверстий/см2, число уколов иглой становится экстремально большим и длинное волокно вырубается, прочность снижается, и, кроме того, увеличивается риск выпадения оборванных волокон. Более предпочтительное число уколов иглой на единицу площади в иглопробивном способе составляет 40-350 отверстий/см2, и более предпочтительно 60-250 отверстий/см2.
[0071] В иглопробивном способе, если глубина укола иглой является мельче, чем 5 мм, то переплетение не продвигается, и не может получаться достаточной прочности как волокна. С другой стороны, в иглопробивном способе, если глубина укола иглой глубже, чем 15 мм, волокна, переплетенные крючками, вырубаются, прочность снижается, и, кроме того, риск выпадения резаных волокон увеличивается. Более предпочтительной глубиной укола иглой в иглопробивном способе является 6 мм-13 мм, и более предпочтительно 7 мм-12 мм.
[0072] Возвращаемся к объяснению удаляющего агрегаты фильтрующего материала. Волокно удаляющего агрегаты фильтрующего материала имеет компонент в объемном направлении. Наличие компонента в объемном направлении означает состояние наличия волокон, переплетенных друг с другом в объемном направлении, и волокно, полученное способом спанлейс или иглопробивным способом, имеет компонент в объемном направлении во многих случаях. С другой стороны, волокно, полученное аэродинамическим способом из расплава, состоит только из волокна в поверхностном направлении во многих случаях, и нельзя сказать, что волокно имеет компонент в объемном направлении. Присутствие или отсутствие компонента в объемном направлении может быть исследовано количественно следующим способом. Во-первых, поперечное сечение нетканого материала исследуют с помощью микроскопа в направлении, перпендикулярном поперечному сечению нетканого материала, и направление, параллельное нетканому материалу устанавливают как ось x, и объемное направление нетканого материала устанавливают как ось y. Затем, линии прочерчиваются с интервалами 250 мкм соответственно вдоль оси x и оси y, чтобы приготовить сетку. Выбирают непрерывных 16 сеток, и предпочтительно, чтобы было четыре сетки или более, каждая из сеток имела волокно, имеющее угол между нижней линией или верхней линией сетки и волокном 30 градусов или более, среди 16 сеток. Кроме того, предпочтительно чтобы было семь сеток или более среди 16 сеток. В настоящем описании нетканый материал, полученный методом спанлейс или иглопробивным способом, имеет четыре или более сеток среди 16 сеток во многих случаях, однако очень возможно, что нетканый материал, полученный аэродинамическим способом из расплава, не имеет компонента в объемном направлении, а число сеток составляет менее чем четыре сетки.
[0073] Более подробно, исследование компонента в объемном направлении нетканого материала осуществляли следующим способом. Нетканый материал режут размером 5 см х 5 см, три стороны нетканого материала фиксировали зажимом, а одну сторону, которую не закрепили, исследовали в направлении, перпендикулярном поперечному сечению нетканого материала, с помощью цифрового микроскопа (Type VHX-900, производимого компанией KEYENCE). После этого, линии рисовали с интервалами 250 мкм соответственно вдоль и оси x и оси y, чтобы приготовить сетку, выбирали непрерывных 16 сеток, и исследовали волокно в каждой сетке.
[0074] Кроме того, что касается удаляющего агрегаты фильтрующего материала, единожды сформированного в фильтр, присутствие или отсутствие компонента в объемном направлении могут быть подтверждены. В это же время, поперечное сечение исследуют в перпендикулярном направлении с помощью цифрового микроскопа, и 16 сеток выбирают в части, которая не деформирована формированием.
[0075] В удаляющем агрегаты фильтрующем материале эффективная площадь фильтрации составляет 90-100% от общей площади нетканого материала. В случае, когда эффективная площадь фильтрации составляет менее чем 90%, площадь, где течет жидкость, уменьшается, и достаточного сопротивления агрегации не проявляется. Кроме того, площадь эффективной фильтрации представляет собой площадь окрашенной части, полученной разрезанием нетканого материала размером 5 см х 5 см, погружением резаного нетканого материала в красные чернила в количестве, достаточном для пропитывания в них резаного нетканого материала, а также закреплением результата резаного нетканого материала за 10 минут.
[0076] Волокно удаляющего агрегаты фильтрующего материала имеет ориентацию в плоскостном направлении. Наличие ориентации в плоскостном направлении показывает, что при рассмотрении двух направлений продольного направления и поперечного направления валка для нетканого материала, величина, полученная делением относительного удлинения (%) в поперечном направлении на относительное удлинение (%) в продольном направлении составляет 2 или более. То есть, это значит, что волокна располагаются в продольном направлении. В случае, когда волокна располагаются, если нетканый материал обрабатывается при движении, в продольном направлении валка для нетканого материала во время обрабатывания способом спанлейс или иглопробивным способом, то увеличивается количество волокон, захваченных струей воды или иглой. Следовательно, переплетение волокон легко протекает, и более высокая производительность удаления агрегатов оказывается обеспеченной по сравнению с нетканым материалом, имеющей меньше ориентации.
[0077] Это может быть подтверждено получением величины 2 или более, которую получают делением относительного удлинения (%) в одном направлении на относительное удлинение (%) в направлении, перпендикулярном к одному направлении при рассмотрении двух направлений одного направления и направления, перпендикулярного одному направлению волокна, что волокно удаляющего агрегаты фильтрующего материала имеет ориентацию в плоскостном направлении. Кроме того, удлинение в направлении, в котором относительное удлинение удаляющего агрегаты фильтрующего материала становится максимальным, составляет предпочтительно 2% или менее, и относительное удлинение в направлении, перпендикулярном к направлению, в котором относительное удлинение становится максимальным, составляет предпочтительно 1% или менее.
[0078] В измерении относительного удлинения фильтрующего материала полученный фильтрующий материал режут по 5см в ширину и 30 см в длину, и три из них отрезанных готовят, и их прикрепляют к универсальной испытательной машине серии Автограф (type AG-1, произведенной Shimadzu Corporation). Затем, расстояние между зажимными устройствами устанавливали до 20 см, фильтрующий материал постепенно тянули в продольном направлении, расстояние между зажимными устройствами измеряли после растягивания с силой 2 Н (0,4 Н/см), определяли среднюю величину, а относительное удлинение (%) определяли с помощью следующего уравнения (1).
(Средняя величина расстояния между зажимными устройствам после нагрузки - 20)/20×100 (%) (1)
Относительное удлинение составляет предпочтительно 2% или менее. В случае, когда относительное удлинение выше, чем 2%, прочность как волокна недостаточна, обработка в процессе является сложной, а сопротивление агрегации не может стабильно проявляться.
[0079] В качестве волокна, использованного для удаляющего агрегаты фильтрующего материала, применяют синтетический полимер, как материал, и любой может использоваться без ограничения, пока нет влияния на кровь. Примеры материала включают в себя полиамид, полиэстер (сложный полиэфир), полиакрилонитрил, полиуретан, поливинилформаль, поливинилацеталь, политрифторхлорэтилен, поли(мет)акрилат, полисульфон, полистирол, полиэтилен, полипропилен, целлюлоза, ацетат целлюлозы. Среди них предпочтителен сложный полиэфир, такой как полиэтилентерефталат и полибутилентерефталат, который особенно является очень универсальным, а также легко переплетает волокна друг с другом с помощью иглопробивного или спанлейс способа.
[0080] Удаляющий агрегаты фильтрующий материал, имеющий описанную выше структуру, может предотвращать закупоривание из-за агрегатов, а также может эффективно удалять агрегаты, даже если, объектом является продукт крови, содержащий относительно большие агрегаты в большом количестве. Кроме того, может быть улучшена низкая прочность, которая становится проблемой в обычном удаляющем агрегаты фильтрующем материале, содержащем короткие волокна. Это обусловлено тем, что использованием волокна, имеющего тонину и длину волокна, которые пригодны для настоящего применения, придается достаточная прочность. В результате, удаляющий агрегаты фильтрующий материал согласно настоящему варианту осуществления еще обрабатывают в разных технологических процессах обрабатывания промывкой водой,
термической обрабатывания и тому подобным, изменения в физических свойствах не производятся, и может быть реализовано стабильное производство. Кроме того, изменения в физических свойствах малы, следовательно, осуществление захвата агрегатов может быть стабилизировано.
[0081] Кроме того, в удаляющем агрегаты фильтрующем материале согласно настоящему изобретению, падение волокон меньше и может быть ослаблено уменьшение производительности в процессе производства фильтра. Собранный фильтр имеет 100 миллионов - 300 миллионов волокон на квадратный метр, и если величина падения волокон составляет 100 тысяч волокон/м2 или более, то структура меняется, а производительность удаления агрегатов снижается. Следовательно, величина падения волокон в процессе производства удаляющего агрегаты фильтра может быть 100 тысяч волокон/м2 или менее, и предпочтительно 20 тысяч волокон/м2 или менее. В фильтрующем агрегаты материале, обработанном спанлейс способом, как правило, величина падения волокон меньше, и структура является стабильной, поэтому едва ли получается уменьшение производительности удаления агрегатов. С другой стороны, в удаляющем агрегаты фильтрующем материале, обработанном иглопробивным способом, величина падения волокон является большой, и структура является нестабильной, поэтому легко получается уменьшение производительности удаления агрегатов.
[0082] Кроме того, характеристика ″превосходный по сопротивлению закупориванию агрегатами″ означает, например, если продукт крови, содержащий агрегаты фильтруют с помощью фильтра, то нет значительной разницы между скоростью потока (мл/мин) в начале фильтрации и скоростью потока фильтрации (мл/мин) в конце фильтрации почти всего количества продукта крови. Более конкретно, описание означает случай, когда скорость потока фильтрации в конце фильтрации после профильтрованных 460 мл продукта крови обеспечивает 50% или более от скорости потока фильтрации в начале фильтрации. Предпочтительно, скорость потока фильтрации в конце фильтрации составляет 70% или более, и более предпочтительно, если скорость потока фильтрации составляет 80% или более, то может быть ослаблено уменьшение скорости фильтрования.
[0083] Более того, характеристика ″превосходный по сопротивлению закупориванию агрегатами″ означает, в случае, когда допускается, что фильтрация осуществляется с определенной скоростью потока, потеря давления в конце фильтрации почти всего количества продукта крови чрезмерно не увеличивается по сравнению с потерей давления в начале фильтрации. Более подробно, характеристика означает случай, когда потеря давления в конце фильтрации 460 мл продукта крови в два раза больше или менее потери давления (Па) в начале фильтрации. Потеря давления в конце фильтрации составляет предпочтительно 1,5 раза или менее. Однако продукт крови имеет чрезвычайно большую индивидуальную особенность, и высота, если фильтрация осуществляется путем естественного напора, скорость потока в случае определенной скорости потока, и еще температура продукта крови, влияют на скорость потока фильтрации и фильтрационное давление, следовательно, как ориентир, показывающий сопротивление закупориванию, они предназначены для показа в настоящем описании.
[0084] Если удаляющий агрегаты фильтрующий материал настоящего варианта осуществления размещают на самой верхней стороне по потоку аппарата фильтрации крови с удаляющим лейкоциты фильтром или тому подобным, то закупоривание большеразмерными агрегатами предотвращается, и фильтрование продукта крови может быть реализовано при поддерживании благоприятной скорости потока. Вообще, от продукта крови, фильтрацию которого не закончили должны отказаться, однако, удаляющий агрегаты фильтрующий материал настоящего варианта осуществления является превосходным по сопротивлению закупориванию, поэтому, продукт крови, имеющий много агрегатов, который являлся объектом, от которого до сих пор отказывались, может быть спасен. В результате, настоящее изобретение может значительно способствовать эффективному использованию драгоценного продукта крови, и становится чрезвычайно полезным также в социальном отношении.
Примеры
[0085] В дальнейшем, в этом документе настоящий вариант осуществления будет описан более подробно посредством примеров, однако, объем настоящего варианта осуществления не должен быть ограничен следующими примерами.
[0086] (Примеры 1-8 и Сравнительные примеры 1-4)
Фильерный нетканый материал из длинных волокон (спанбонд), состоящих из полиэтилентерефталата (ПЭТ), получали описанным выше способом. Конкретно, гранулы ПЭТ нагревали и расплавляли, и расплавленную смолу экструдировали из фильеры, имеющей определенный диаметр, и непосредственно пряли. После этого, длинные волокна, непрерывно прядущиеся без разрезания, складывали на конвейерную ленту и формировали в нетканый материал. После этого, при поддерживании состояния, того, при котором определенное растяжение прикладывается к длинным волокнам, выпускали струей воду под давлением 100кгс/см2 из каждой верхней форсунки и нижней форсунки, волокна переплетались друг с другом при скорости обрабатывания 10 м/мин, и получали разные спанлейс нетканые материалы, имеющие различную поверхностную плотность, а также различную объемную плотность без нагрузки (Примеры 1-8 и Сравнительные примеры 1-4). Диаметр форсунки устанавливали как 90 мкм, а наклон форсунок устанавливали как 1,0 мм. Для этих образцов оценку осуществляли путем измерения вышеописанного относительного удлинения, числа падающих волокон, анализа крови.
[0087] [Подсчет числа падающих волокон]
Что касается числа падающих волокон, во-первых, фильтрующий материал, разрезанный по 5 см×5 см, оставляли стоять в 500 мл воды. Затем, фильтрующий материал вынимали через пять минут, а воду, в которую погружали фильтрующий материал, фильтровали через мембранный фильтр (черный). Затем, мембранный фильтр исследовали с помощью микроскопа или тому подобного, и считали число падающих волокон. Полученную величину делали такой, чтобы была 400 раз, и величину устанавливали как число падающих волокон на квадратный метр.
[0088] [Тест с кровью]
Тест с кровью осуществляли путем следующих процедур, а оценку осуществляли с помощью коэффициента изменения скорости потока. Одно полотно полученного спанлейс нетканого материала готовили как удаляющий лейкоциты фильтрующий материал, и под полотном наслаивали три полотна фильерного нетканого материала (спанбонд), изготовленного из полиэтилентерефталата, который имеет тонину 1,4 дтекс и поверхностную плотность 30 г/м2. Кроме того, под полотном наслаивали два полотна нетканого материала, полученного из расплава аэродинамическим способом, с тониной 0,03 дтекс и поверхностной плотностью 60 г/м2, и 30 полотен нетканого материала, полученного из расплава аэродинамическим способом, с тониной 0,016 дтекс и поверхностной плотностью 40 г/м2. Полученное таким образом (полотно) загружали в поликарбонатный контейнер, имеющий впускной канал и выпускной канал продукта крови, и получали удаляющее лейкоциты фильтрующее устройство с площадью поперечного сечения эффективной фильтрации 45 см2 (6,7 см×6,7 см), и подвергнутое воздействию ультразвуковой сварки. Фильтрующий материал для удаления агрегатов располагали на стороне впускного канала крови, а фильтрующий материал для удаления лейкоцитов располагали на стороне выпускного канала крови.
[0089] Кроме того, 400 мл крови собирали в контейнер для крови, в котором содержался CPD (citrate-phosphate-dextrose) (ЦФД)(цитрат-фосфат-декстроза) (56 мл) для получения препарата цельной крови, и препарат хранили в холодильнике при 2°C до тех пор, пока не смогли подтвердить агрегаты. Таким образом приготовленный препарат цельной крови, содержащий агрегаты, присоединяли к фильтру через кровопроводящий контур, имеющий зажим, и дополнительно в направлении вниз по потоку прикрепляли приемочный пакет для сбора фильтрованного продукта крови. Приемочный пакет помещали на весы, и фильтрацию осуществляли при комнатной температуре 22±2°C с падением 140 см. Для сопротивления закупориванию агрегатами рассчитывали отношение (коэффициент изменения скорости потока) скорости потока в начальной стадии фильтрации и скорости потока в завершающей стадии фильтрации.
[0090] [Коэффициент изменения скорости потока]
Собранную кровь в контейнере для крови пропускали через фильтр и после того как продукт крови достигал приемочного пакета, измеряли время, требующееся пока весы не покажут 50 г, и измеренную величину устанавливали как первоначальную скорость потока фильтрации (г/мин). Дальше фильтрацию продолжали, измеряли время, требующееся для увеличения продукта крови в приемочном пакете от 350 г до 400 г, и измеренное устанавливали как конечную скорость потока фильтрации (г/мин). Величину, полученную делением первоначальной скорости потока фильтрации на конечную скорость потока фильтрации, рассчитывали как коэффициент изменения скорости потока.
[0091] Результаты оценки показателей, а также сопротивления агрегатному закупориванию (коэффициент изменения скорости потока) удаляющего агрегаты фильтрующего материала, использованного в Примерах 1-8 и сравнительных при мерах 1-4, были показаны на фиг. 2 и фиг. 3. Во всех экспериментах не наблюдалось каких-либо агрегатов в продукте крови после фильтрации.
[0092] (Пример 9 и Сравнительный пример 5)
Фильерный нетканый материал из длинных волокон (спанбонд), состоящих из полиэтилентерефталата (ПЭТ), получали таким же способом, как в Примерах 1-8 и Сравнительных примерах 1-4. После этого, при поддерживании состояния, в котором приложено определенное растяжение к длинным волокнам, волокна подвергали воздействию иглопробивного способа, и переплетались друг с другом при скорости обрабатывания 5 м/мин, и получали произведенный иглопробивным способом нетканый материал с тониной 2 дтекс и разной объемной плотностью без нагрузки. В иглопробивном способе использовали иглу, имеющую диаметр 0,5 мм, а также поперечное сечение как треугольник, с двумя крючками в каждой стороне, и число уколов иглой на единицу площади устанавливали до 100 отверстий/см2 в Примере 9, и 600 отверстий/см2 в Сравнительном примере 5, и глубину укола иглой устанавливали до 10 мм. При использовании полученного иглопробивным способом нетканого материала, получали удаляющее лейкоциты фильтрующее устройство, имеющее такую же структуру, как та, которую получали в Примере 1, и осуществляли фильтрацию продукта крови. В итоге, коэффициент изменения скорости потока имел результаты, показанные на фиг. 2 и фиг. 3. К тому же, не наблюдалось каких-либо агрегатов в приемочном пакете после фильтрации.
[0093] (Сравнительный пример 6)
Был получен фильерный нетканый материал, состоящий из длинных волокон (спанбонд), имеющий поверхностную плотность 15 г/м2, состоящий из полиэтилентерефталата. В фильерном нетканом материале температура каландровых валков и расстояние между валками устанавливают, чтобы было отличающимся от того, которое было в Примерах 1-8 и Сравнительных примерах 1-4. После этого, тканевую основу помещали на сетку, затем на тканевую основу помещали короткие волокна, имеющие тонину 1,7 дтекс и длину волокна 51 мм, при 25 г/м2, и выпускали струей воду при давлении 100 кгс/см2 из каждой нижней форсунки и верхней форсунки при скорости обрабатывания 5 м/мин, в результате чего волокна переплетались друг с другом и получали спанлейс нетканый материал. Диаметр форсунки устанавливали до 90 мкм, и наклон устанавливали до 1,0 мм.
[0094] Таким образом полученный спанлейс нетканый материал (фильтрующий агрегаты материал), состоящий из длинных волокон и коротких волокон, был показан на фиг. 4. Фиг. 4 представляет собой изображение, показывающее увеличенное поперечное сечение спанлейс нетканого материала, состоящего из длинных волокон и коротких волокон. Путем использования спанлейс нетканого материала, состоящего из длинных и коротких волокон, получали удаляющее лейкоциты фильтрующее устройство, имеющее ту же самую структуру, как структура в Примере 1, и осуществляли фильтрацию продукта крови. В итоге, коэффициент изменения скорости потока имел результаты, показанные на фиг. 3, и результаты были благоприятные. Никаких агрегатов не наблюдалось в приемочном пакете после фильтрации. Однако величина падения коротких волокон была не меньше 102 тысяч волокон.
[0095] (Сравнительный пример 7)
Короткие волокна, имеющие тонину 1,7 дтекс и длину волокон 51 мм, состоящие из полиэтилентерефталата, равномерно помещали на сетку при 40 г/м2, и выпускали струей воду при давлении 100 кгс/см2 из каждой нижней форсунки и верхней форсунки при скорости обрабатывания 5 м/мин, в результате чего волокна переплетались друг с другом и получали спанлейс нетканый материал. Диаметр форсунки устанавливали до 90 мкм и наклон устанавливали до 1,0 мм. Путем использования спанлейс нетканого материала получали удаляющее лейкоциты фильтрующее устройство, имеющее ту же самую структуру, как структура в Примере 1, и осуществляли фильтрацию продукта крови. В итоге, коэффициент изменения скорости потока имел результаты, показанные на фиг. 3, и результаты были благоприятные. Никаких агрегатов не наблюдалось в приемочный пакете после фильтрации. Однако оба удлинения в продольном направлении и в поперечном направлении составляли 40 мм. Кроме того, величина падения коротких волокон была не меньше 20 тысяч волокон.
[0096] (Сравнительный пример 8)
Получали фильерный нетканый материал из длинных волокон (спанбонд), состоящих из полиэтилентерефталата. Фильерный нетканый материал производили следующим образом. Длинные волокна пряли путем экструзии расплавленной смолы, конвейерная лента двигалась при 100 м/мин, и поверхностную плотность устанавливали до 30 г/м2, и затем часть волокон расплавляли и скрепляли с помощью каландровых валков при 130°C. Таким образом полученный фильерный нетканый материал (фильтрующий агрегаты материал), состоящий из длинных волокон, был показан на фиг. 5. Фиг. 5 представляет собой изображение, показывающее увеличенное поперечное сечение фильерного нетканого материала, состоящего из длинных волокон. Путем использования фильерного нетканого материала, состоящего из длинных волокон, получали удаляющее лейкоциты фильтрующее устройство, имеющее ту же самую структуру, как структура в Примере 1, и осуществляли фильтрацию продукта крови. В итоге, коэффициент изменения скорости потока составлял 30%, как показано на фиг. 3, и не проявлялось достаточного агрегатного сопротивления. Никаких агрегатов не наблюдалось в приемочном пакете после фильтрации. Величина падения коротких волокон была лишь 4 тысячи волокон.
Промышленная применимость
[0097] Фильтрующий материал для удаления агрегатов согласно настоящему варианту осуществления может применяться в областях медицинской промышленности, фармацевтической промышленности, косметической промышленности и тому подобного.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ФИЛЬТРА ОБРАБОТКИ КРОВИ, ФИЛЬТР ОБРАБОТКИ КРОВИ И СПОСОБ УДАЛЕНИЯ ЛЕЙКОЦИТОВ | 2017 |
|
RU2711368C1 |
| ФИЛЬТРУЮЩАЯ СРЕДА | 2019 |
|
RU2790319C2 |
| ФИЛЬТРУЮЩИЙ МАТЕРИАЛ | 2013 |
|
RU2655357C2 |
| ОБЛЕГЧЕННЫЙ ФИЛЬЕРНЫЙ НЕТКАНЫЙ МАТЕРИАЛ С ОСОБЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 2007 |
|
RU2435882C2 |
| РАСЩЕПЛЯЮЩЕЕСЯ СОПРЯЖЕННОЕ ВОЛОКНО, ЕГО АГРЕГАТ И ВОЛОКНИСТАЯ ФОРМА, ВЫПОЛНЕННАЯ ИЗ РАСЩЕПЛЯЮЩЕГОСЯ СОПРЯЖЕННОГО ВОЛОКНА | 2008 |
|
RU2436878C2 |
| ФИЛЬТРУЮЩИЙ МАТЕРИАЛ | 2012 |
|
RU2521378C2 |
| НЕТКАНЫЙ ФИЛЬТРУЮЩИЙ МАТЕРИАЛ ДЛЯ СУСПЕНЗИЙ | 1998 |
|
RU2142322C1 |
| ФИЛЬТРОВАЛЬНЫЙ КОМПЛЕКТ ДЛЯ ЛЕЙКОФИЛЬТРАЦИИ ГЕМОТРАНСФУЗИОННЫХ СРЕД (ВАРИАНТЫ) | 2012 |
|
RU2513858C1 |
| ФИЛЬТРУЮЩИЙ МЕШОК ДЛЯ ПЫЛЕСОСА, СОДЕРЖАЩИЙ РЕЦИКЛИРОВАННЫЙ ПЫЛЕВИДНЫЙ И/ИЛИ ВОЛОКНИСТЫЙ МАТЕРИАЛ | 2017 |
|
RU2706307C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО МАТЕРИАЛА ИЗ ВОЛОКНА | 2010 |
|
RU2507325C2 |
Изобретение относится к медицине, а именно к методам очищения крови. Фильтрующий материал, удаляющий агрегаты из крови, используют в способе удаления агрегатов и в фильтре для удаления лейкоцитов, а также в способе фильтрования продукта крови. Удаляющий агрегаты фильтрующий материал состоит только из волокон, имеющих длину волокон 100-1000 мм и тонину 0,7-4,0 дтекс, поверхностную плотность 20-100 г/м2 и объемную плотность без нагрузки 0,03-0,10 г/см3. Использование фильтрующего материала, удаляющего агрегаты из крови, обеспечивает эффективное удаление агрегатов из крови при предотвращении закупоривания агрегатами фильтрующего материала. 4 н. и 16 з.п. ф-лы, 5 ил., 8 пр.
1. Удаляющий агрегаты фильтрующий материал для удаления агрегатов в продукте крови, включающий:
волокно, имеющее длину волокна 100-1000 мм и тонину 0,7-4,0 дтекс,
при этом поверхностная плотность составляет 20-100 г/м2 и объемная плотность без нагрузки составляет 0,03-0,10 г/см3.
2. Материал по п. 1, в котором содержание волокон, имеющих длину волокна 100-1000 мм, составляет 70% или более.
3. Материал по п. 1 или 2, в котором содержание волокон, имеющих длину волокна 100-1000 мм, составляет 92% или более.
4. Материал по п. 1 или 2, в котором тонина волокна составляет 1,3-2,4 дтекс.
5. Материал по п. 1 или 2, в котором волокно имеет компонент в объемном направлении.
6. Материал по п. 5,
в котором в случае, когда направление, параллельное волокну, устанавливают как ось x, а направление в объемном направлении волокна устанавливают как ось y, линия прочерчена с интервалами 250 мкм вдоль каждой из оси x и оси у для получения непрерывных 16 сеток,
есть четыре или более сеток, каждая сетка имеет волокно, имеющее угол между нижней линией и верхней линией сетки и волокна под углом 30 градусов или более, среди 16 сеток.
7. Материал по п. 1 или 2,
в котором эффективная площадь фильтрации составляет 90-100% от общей площади.
8. Материал по п. 1 или 2,
в котором величина, полученная делением относительного удлинения (%) в поперечном направлении волокна на относительное удлинение (%) в направлении, перпендикулярном к поперечному направлению волокна, составляет 2 или более, а ориентация обеспечена в плоскостном направлении.
9. Материал по п. 1 или 2,
в котором относительное удлинение в направлении, в котором относительное удлинение становится максимальным, составляет 2% или менее.
10. Материал по п. 1 или 2,
в котором относительное удлинение в направлении, перпендикулярном к направлению, в котором относительное удлинение становится максимальным, составляет 1% или менее.
11. Материал по п. 1 или 2,
при этом удаляющий агрегаты фильтрующий материал представляет собой фильерный нетканый материал, полученный способом спанбонд.
12. Материал по п. 1 или 2,
при этом удаляющий агрегаты фильтрующий материал представляет собой нетканый материал спанлейс, полученный способом спанлейс.
13. Материал по п. 1 или 2,
в котором волокно сформировано из сложного полиэфира.
14. Материал по п. 1 или 2,
в котором волокно сформировано из полиэтилентерефталата.
15. Материал по п. 1 или 2,
в котором величина падения волокон представляет собой число падающих из фильтрующего материала волокон на квадратный метр фильтрующего материала после погружения фильтрующего материала в воду на пять минут, при этом величина падения волокон составляет 100 тысяч волокон/м2 или менее.
16. Материал по п. 1 или 2,
в котором скорость потока фильтрации в конце фильтрования после фильтрования 460 мл продукта крови обеспечена как 50% или более от скорости потока фильтрации в начале фильтрации.
17. Материал по п. 1 или 2,
в котором потеря давления в конце фильтрации 460 мл продукта крови вдвое больше или менее потери давления (Па) в начале фильтрования.
18. Способ удаления агрегатов, в котором используют удаляющий агрегаты фильтрующий материал по любому из пп. 1-17.
19. Фильтр для удаления лейкоцитов, включающий:
удаляющий агрегаты фильтрующий материал по любому из пп. 1-17, и
удаляющий лейкоциты фильтрующий материал.
20. Способ фильтрования продукта крови, в котором используют фильтр для удаления лейкоцитов по п. 19.
| Колосоуборка | 1923 |
|
SU2009A1 |
| ФИЛЬТР ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИИЯ | 2000 |
|
RU2240856C2 |
| JP 2004250795 A, 09.09.2004 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| JP 3173824 A, 29.07.1991. | |||

