Настоящее изобретение относится к способу обеспечения проставок на подлежащем склеиванию конструктивном элементе и к соответствующему конструктивному элементу. Проставки или дистанционные элементы устанавливают предопределенную толщину клеевого зазора, которая не должна быть занижена даже при местных подпрессовках.
DE 19737966 А1 раскрывает клеевое соединение между двумя конструктивными элементами с помощью отверждаемой пластмассы. Один из конструктивных элементов имеет отформованные на нем или же навинченные дистанционные элементы, которые в области поверхности склеивания прилегают к другому конструктивному элементу и образуют при этом клеевой зазор с предопределенной толщиной клеевого зазора. Дистанционные элементы предусмотрены в виде утолщений, которые по сравнению с поверхностью склеивания образованы в виде точек и расположены с распределением в клеевом зазоре.
Задачей настоящего изобретения является предоставление в распоряжение улучшенного способа обеспечения проставок на подлежащем склеиванию конструктивном элементе, который, прежде всего, обеспечивает проставки с малыми затратами.
Данная задача решается посредством способа обеспечения проставок на подлежащем склеиванию конструктивном элементе и посредством такого конструктивного элемента согласно признакам независимых пунктов формулы изобретения. Предпочтительные формы выполнения и усовершенствования следует брать из зависимых пунктов формулы изобретения и из последующего описания.
Способ обеспечения проставок на подлежащем склеиванию конструктивном элементе содержит следующие этапы:
- на подлежащий склеиванию конструктивный элемент накладывают поверхностный элемент. Поверхностный элемент имеет протоки.
- в протоки поверхностного элемента вводят отверждаемую жидкость, так что жидкость после отверждения и снятия поверхностного элемента образует на подлежащем склеиванию конструктивном элементе проставки. При склеивании конструктивного элемента проставки обеспечивают предопределенную толщину клеевого зазора.
Другими словами и в качестве примера формы выполнения: необходимо склеить два конструктивных элемента, по меньшей мере один из которых состоит из волоконного композиционного материала, и причем должен быть выдержан предопределенный клеевой зазор. Перед отверждением обоих конструктивных элементов по меньшей мере на один из конструктивных элементов наносится поверхностный элемент. Поверхностный элемент может быть пленкой и имеет протоки или же отверстия. На поверхностный элемент с протоками наносится отверждаемая жидкость, и жидкость проникает в протоки поверхностного элемента. Данная отверждаемая жидкость может поступать, например, из уже пропитанного смолой препрега или может быть нанесена инфузионным способом. После отверждения жидкости и снятия поверхностного элемента на конструктивном элементе остаются только структуры из отвержденной жидкости. При склеивании конструктивного элемента с другим конструктивным элементом эти выпуклые структуры или штифты служат в качестве проставок и таким образом могут обеспечивать предопределенную толщину клеевого зазора. После снятия поверхностного элемента может быть нанесен клей и оба конструктивных элемента могут быть склеены друг с другом.
Способ согласно изобретению может быть применен при склеивании конструктивных элементов при изготовлении, монтаже, техническом обслуживании, ремонте и т.д. и существенно снижает затраты на обеспечение проставок. Гарантировано, что будет достигнута предопределенная толщина клеевого слоя или не будет занижена минимальная толщина клеевого слоя. Возможно использование обычной, немодифицированной оснастки. При склеивании не нужны дополнительные вспомогательные материалы или дистанционные элементы. Не требуется также другая оснастка и соответствующее подготовительно-заключительное время.
Способ согласно изобретению пригоден, прежде всего, при использовании пастообразных клеев, так как крайне трудоемкое позиционирование обычных проставок в пастообразных клеях становится ненужным. Помимо этого способ согласно изобретению является очень хорошо совместимым с современными методами (предварительной) обработки поверхностей и со способами изготовления, как, например, плазменный и лазерный способ.
Преимущественным образом поверхностный элемент с отверждаемой или уже отвержденной жидкостью может оставаться на первом конструктивном элементе до момента непосредственно перед склеиванием со вторым конструктивным элементом или до момента непосредственно перед обработкой поверхности и, таким образом, действовать, например, в качестве защитной пленки.
Преимущественным образом может быть обеспечена также минимальная толщина клеевого зазора.
Преимущественным образом, конструктивные элементы состоят из волоконных композиционных материалов, пластмассы или подобного.
Поверхностный элемент может быть пленкой, тканью, вязаным полотном, трикотажем или подобным. Поверхностный элемент может содержать волокна, предпочтительно полимерные волокна, и более предпочтительно фторполимерные волокна.
Отверждаемая жидкость может быть эпоксидной смолой, пластмассой или подобным. Отверждаемая жидкость может быть также отверждаемой пеной. Отверждение может происходить с течением времени, посредством температуры, действия газа или подобным образом.
Проставки могут образовывать на подлежащем склеиванию конструктивном элементе выпуклую структуру. Протоки поверхностного элемента, которыми будут образовываться проставки, могут быть варьируемыми относительно их формы, высоты, величины, плотности и/или распределения относительно поверхностного элемента. Поперечные сечения протоков могут быть, например, кругообразными, крестообразными, овальными, имеющими углы, в форме линии и/или звездообразными. Базовые и торцевые поверхности протоков или же проставок, которые будут примыкать к обоим склеиваемым конструктивным элементам, могут иметь ту же самую или другую опорную поверхность. Это означает, что диаметр или поперечное сечение протока или же проставки может сужаться или расширяться по его высоте. То есть проток или же проставка может иметь форму конуса, усеченного конуса, двойного конуса, пирамиды, винта или песочных часов или подобную форму. Форма проставки определяется формой протока в поверхностном элементе. Протоки могут быть распределены по поверхности поверхностного элемента равномерно или постепенно. Их форма, высота, размер, плотность и/или распределение по поверхности поверхностного элемента тоже могут быть равномерными или варьирующимися. Это означает, что в одной части поверхностного элемента могут иметься иначе отформованные, более высокие, большие, иначе распределенные протоки или больше протоков, чем в другой части поверхностного элемента.
Протоки могут быть образованы в поверхностном элементе во время изготовления поверхностного элемента, то есть во время тканья, вязанья, вязки трикотажа и т.д. оставлены свободными или же затканы, обвязаны или обработаны при вязке трикотажа. Протоки могут быть также проштампованы, просверлены, продавлены, например пробиты, посредством лазера или подобного, или просто оставлены свободными при изготовлении поверхностного элемента.
Помимо этого настоящее изобретение относится к конструктивному элементу с подобным поверхностным элементом и протоками.
Другие признаки, преимущества и возможности применения настоящего изобретения вытекают из последующего описания примеров выполнения и фигур. При этом все описанные и/или представленные графически признаки сами по себе и любой комбинации образуют предмет изобретения также независимо от их состава в отдельных пунктах формулы изобретения или их обратных ссылках. Для одинаковых или подобных объектов на фигурах применены одинаковые ссылочные обозначения.
Далее с помощью приведенных чертежей подробнее разъясняются примеры выполнения изобретения.
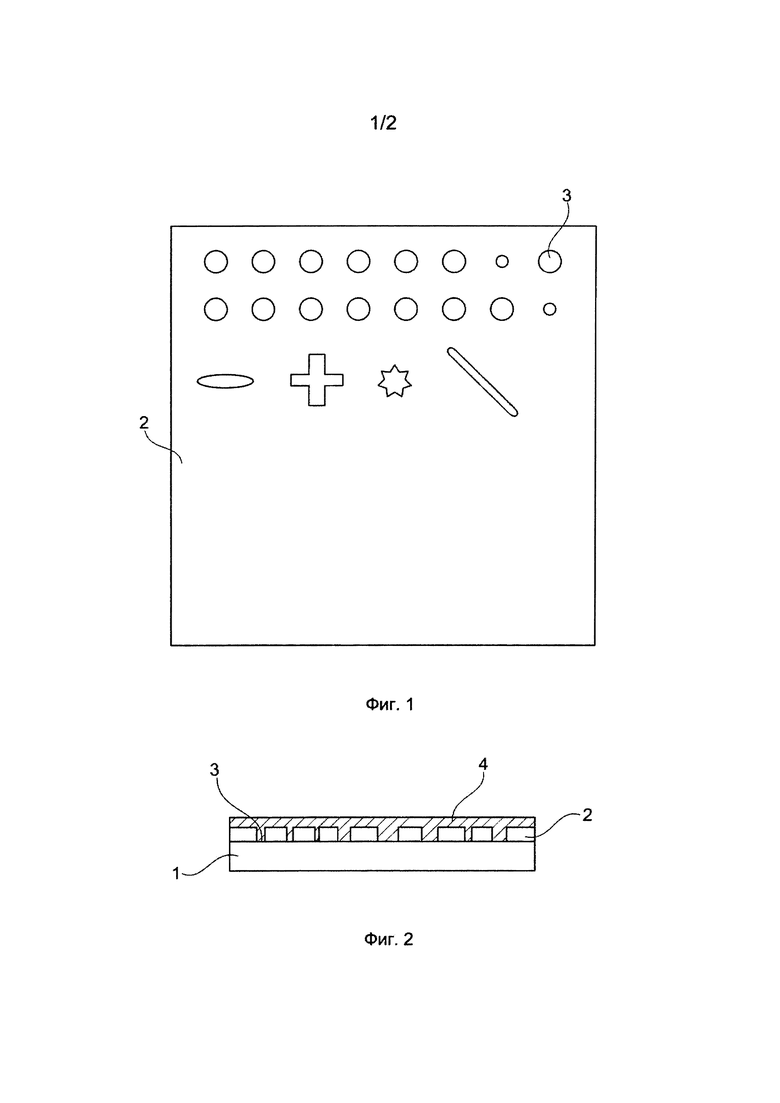
Фиг. 1 показывает вид сверху на поверхностный элемент в форме пленки в схематическом изображении.
Фиг. 2 показывает поперечное сечение конструктивного элемента с наложенным поверхностным элементом в схематическом изображении.
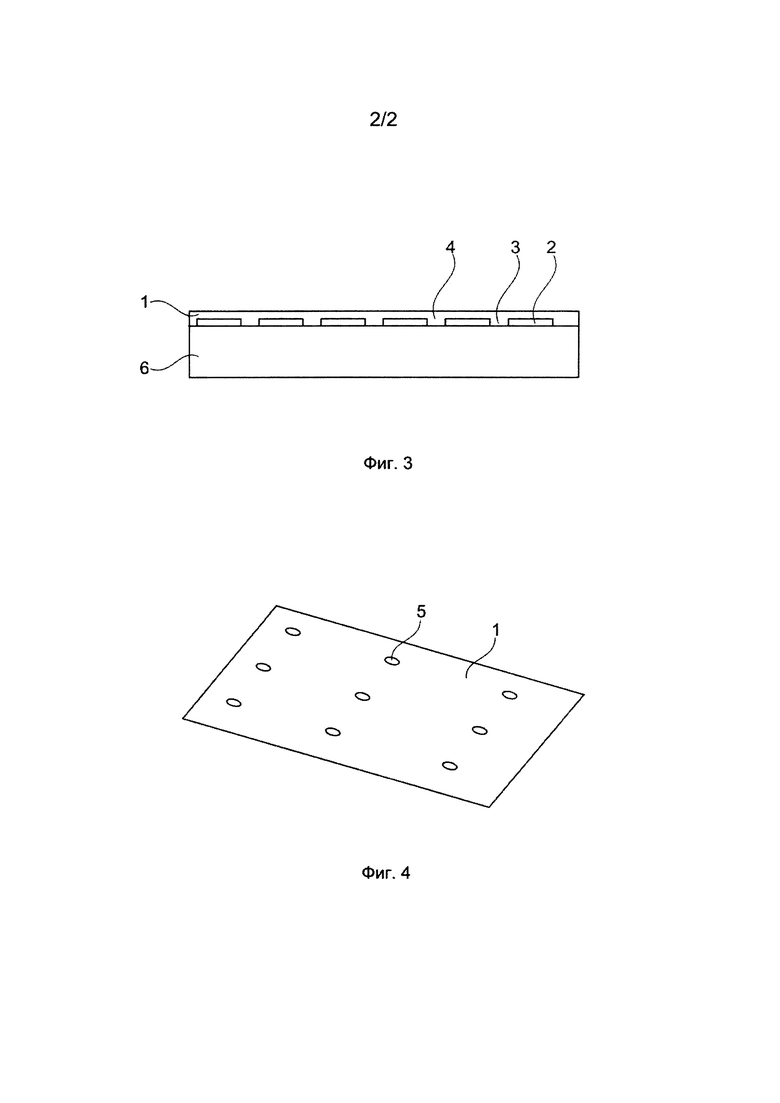
Фиг. 3 показывает оснастку и конструктивный элемент с поверхностным элементом в схематическом изображении.
Фиг. 4 показывает пространственное изображение подлежащего склеиванию конструктивного элемента с проставками в схематическом изображении.
Фиг. 1 показывает вид сверху на поверхностный элемент 2 в форме пленки в схематическом изображении. В качестве примера показаны разные формы проходов 3 или же отверстий, например кругообразная, овальная, крестообразная, звездообразная и в форме линии. Проходы 3 имеют различные размеры.
Поверхностный элемент 2 с проходами 3 накладывают на подлежащий склеиванию конструктивный элемент 1 (см. фиг. 2). Проходы 3 заливают отверждаемой жидкостью 4 и поверхностный элемент 2 снова снимают с конструктивного элемента 1. Затвердевшая в проходах 3 жидкость 4 остается стоять на конструктивном элементе 1 в форме, например, штифтов. При склеивании конструктивного элемента 1 с другим конструктивным элементом данными штифтами образуются проставки 5 (см. фиг. 4), которые обеспечивают предопределенную толщину клеевого зазора или предотвращают занижение предопределенной толщины клеевого зазора даже при местных подпрессовках. Проходы 3 или же последующие проставки 5 могут быть единообразными или различающимися по поверхности поверхностного элемента 2 относительно их формы, высоты, размера, плотности и/или распределения. Это означает, что в одном и том же поверхностном элементе 2 могут быть расположены проходы 3 с разными формами и размерами. Их плотность или же распределение тоже может варьироваться по поверхности поверхностного элемента 2 или быть равномерной(-ым).
Толщина поверхностного элемента 2 может составлять от 0,001 до 10 мм, преимущественным образом от 0,01 до 1 мм, более предпочтительно от 0,1 до 0,3 мм.
Поверхностный элемент 2 может быть пленкой, тканью, вязаным полотном, трикотажем или подобным. Поверхностный элемент 2 может содержать волокна, предпочтительно полимерные волокна, и более предпочтительно фторполимерные волокна.
Диаметр или же поперечное сечение прохода 3 или же отверстия может составлять от 0,1 до 5 мм, преимущественным образом от 0,2 до 3 мм, более предпочтительно от 1 до 2 мм.
Отверждаемая жидкость может быть эпоксидной смолой, пластмассой или подобным.
Склеиваемые конструктивные элементы состоят из волоконных композиционных материалов, или из пластмассовых материалов, или из подобного.
Фиг. 2 показывает поперечное сечение конструктивного элемента 1 с наложенным поверхностным элементом 2 в схематическом изображении. Поверхностный элемент 2 имеет протоки 3 или же отверстия. Протоки 3 распределены по поверхностному элементу 2 неравномерно. Протоки 3 являются разными по размеру или же ширине.
Проходы 3 заливаются отверждаемой жидкостью 4, которая чаще всего заканчивается заподлицо с поверхностным элементом 2, однако здесь (также в целях наглядности) выступает над поверхностным элементом 2 и покрывает его.
Протоки 3 могут быть образованы в поверхностном элементе 2 во время изготовления поверхностного элемента 2, то есть во время тканья, вязанья, вязки трикотажа и т.д. оставлены свободными или же затканы, обвязаны или обработаны при вязке трикотажа. Протоки 3 могут быть также проштампованы, просверлены, продавлены, например пробиты посредством лазера или подобного, или просто оставлены свободными при изготовлении поверхностного элемента 2.
Если конструктивный элемент 1 склеивается с другим конструктивным элементом (не показан), то другой конструктивный элемент может быть снабжен проставками 5 тоже таким же способом. При склеивании проставки 5 могут находиться на одной линии друг с другом или быть смещенными относительно друг друга.
Способ согласно изобретению может быть применен при склеивании конструктивных элементов 1 при изготовлении, монтаже, техническом обслуживании, ремонте и т.д.
Фиг. 3 показывает в схематическом изображении оснастку 6, которая определяет контур подлежащего склеиванию конструктивного элемента 1. Здесь она является прямой, но может быть отформована также волнистой или иной. Оснастка 6 может быть отформована, например, по вышлифованному дефекту в компоненте летательного аппарата. На оснастку 6 накладывается подлежащий склеиванию конструктивный 1, например в виде ламината, с поверхностным элементом 2, например в виде снимаемой пленки, и протоками 3 и таким образом передает свой контур. Заливается отверждаемая жидкость 4 и затвердевает в протоках 3. Подлежащий склеиванию конструктивный 1 с поверхностным элементом 2 и отвержденной жидкостью 4 снимается с оснастки 6, снимается поверхностный элемент 2, и конструктивный элемент 1 с образованными таким образом из отвержденной жидкости 4 проставками 5 (см. фиг. 4) вклеивается в компонент летательного аппарата на место вышлифованного дефекта.
Преимущественным образом поверхностный элемент 2 с отверждаемой или уже отвержденной жидкостью 4 может оставаться на первом конструктивном элементе 1 также до момента непосредственно перед склеиванием со вторым конструктивным элементом или до момента непосредственно перед обработкой поверхности и, таким образом, действовать, например, в качестве защитного слоя.
Фиг. 4 показывает пространственное изображение подлежащего склеиванию конструктивного элемента 1 с проставками 5 в схематическом изображении. Проставки 5 имеют здесь форму утолщений и являются кругообразными и равномерно рядами распределенными по конструктивному элементу. Утолщения могут обеспечивать предопределенную толщину клеевого зазора или минимальную толщину клеевого зазора.
Дополнительно следует указать на то, что «содержащий» не исключает других элементов или этапов, а «одна» или «один» не исключает большого количества. Помимо этого следует указать на то, что признаки или этапы, которые были описаны со ссылкой на вышеприведенные примеры выполнения, могут быть применены также в комбинации с другими признаками или этапами других описанных выше примеров выполнения. Ссылочные обозначения в пунктах формулы изобретения не следует рассматривать как ограничение.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАТРУБОК СИСТЕМЫ КОНДИЦИОНИРОВАНИЯ ВОЗДУХА С ИНТЕГРИРОВАННОЙ ТЕПЛОИЗОЛЯЦИЕЙ, ВЫПОЛНЕННЫЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2823047C1 |
| СПОСОБ РЕМОНТА ЗАДВИЖЕК | 1994 |
|
RU2094683C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ ИЗ ЛИТЬЕВЫХ ОТВЕРЖДАЮЩИХСЯ СМОЛ | 2012 |
|
RU2508176C1 |
| ПАНЕЛЬНЫЙ ЭЛЕМЕНТ С РАМОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2324800C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2001 |
|
RU2220038C2 |
| СКЛЕИВАНИЕ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2618055C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2316682C2 |
| ПРОИЗВОДСТВО КЛЕЕНЫХ ДЕРЕВЯННЫХ ИЗДЕЛИЙ КОРОТКОТАКТОВЫМ СПОСОБОМ | 2003 |
|
RU2309174C2 |
| КОМПОЗИТНЫЙ РУКАВ ДЛЯ РЕМОНТА НЕПЛОТНЫХ ТРУБОПРОВОДОВ ТЕКУЧЕЙ СРЕДЫ, СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО КОМПОЗИТНОГО РУКАВА И СПОСОБ РЕМОНТА НЕПЛОТНЫХ ТРУБОПРОВОДОВ ТЕКУЧЕЙ СРЕДЫ С ПОМОЩЬЮ КОМПОЗИТНОГО РУКАВА | 2016 |
|
RU2689490C2 |
| СОЕДИНЕНИЕ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2708209C2 |
Группа изобретений относится к способу обеспечения проставок (5) на подлежащем склеиванию конструктивном элементе (1) и к конструктивному элементу (1) с таким поверхностным элементом (2) с протоками (3). Способ содержит следующие этапы: на подлежащий склеиванию конструктивный элемент (1) накладывают поверхностный элемент (2), причем поверхностный элемент (2) имеет протоки (3), и в протоки (3) поверхностного элемента (2) вносят отверждаемую жидкость (4). Жидкость (4) после отверждения и снятия поверхностного элемента (2) образует на подлежащем склеиванию конструктивном элементе (1) проставки (5), которые при склеивании конструктивного элемента (1) обеспечивают предопределенную толщину клеевого зазора. Конструктивный элемент (1) пригоден для того, чтобы после внесения в протоки поверхностного элемента (2), отверждения отверждаемой жидкости (4) и снятия поверхностного элемента (2) иметь проставки. Технический результат, достигаемый при использовании группы изобретений, заключается в том, чтобы обеспечить минимальную толщину клеевого зазора и использование поверхностного элемента в качестве защитной пленки. 2 н. и 8 з.п. ф-лы, 4 ил.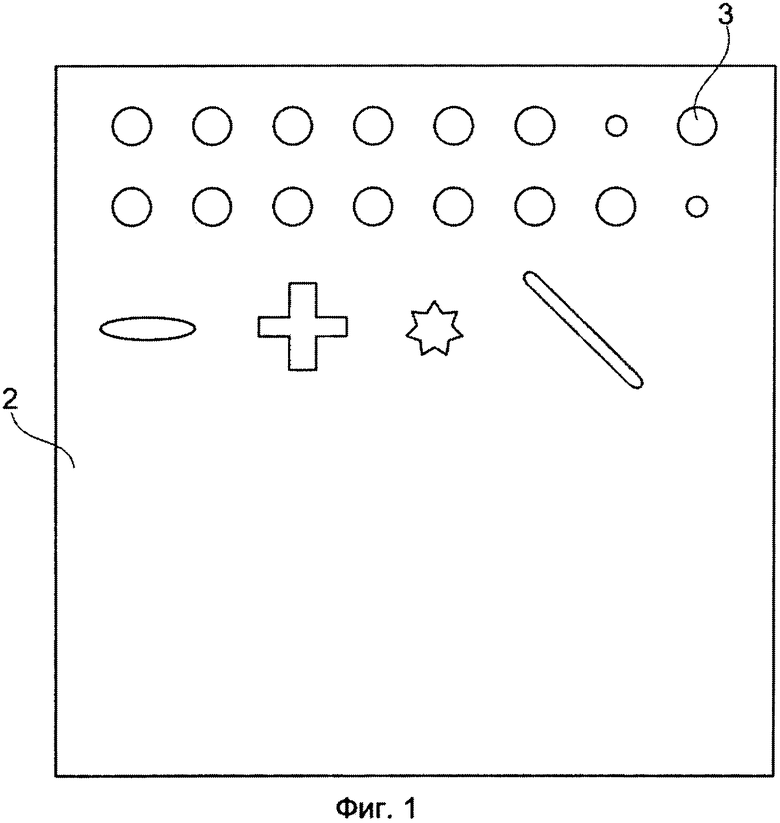
1. Способ обеспечения проставок (5) на подлежащем склеиванию конструктивном элементе (1), содержащий следующие этапы:
на подлежащий склеиванию конструктивный элемент (1) накладывают поверхностный элемент (2), причем поверхностный элемент (2) имеет протоки (3), и
в протоки (3) поверхностного элемента (2) вносят отверждаемую жидкость (4), так что жидкость (4) после отверждения и снятия поверхностного элемента (2) образует на подлежащем склеиванию конструктивном элементе (1) проставки (5), которые при склеивании конструктивного элемента (1) обеспечивают предопределенную толщину клеевого зазора.
2. Способ по п. 1, содержащий также снятие поверхностного элемента (2).
3. Способ по п. 1, причем поверхностный элемент (1) является пленкой, тканью, вязаным полотном, трикотажем или подобным.
4. Способ по п. 1, причем проставки (5) обеспечивают минимальную толщину клеевого зазора.
5. Способ по п. 1, причем проставки (5) образуют на подлежащем склеиванию конструктивном элементе (1) выпуклую структуру.
6. Способ по п. 1, причем протоки (3) в поверхностном элементе (2) являются варьируемыми относительно их формы, высоты, размера и/или распределения.
7. Способ по п. 1, причем протоки (3) в поперечном сечении являются кругообразными, овальными, крестообразными, имеющими углы, линейными и/или звездообразными.
8. Способ по п. 1, причем поверхностный элемент (2) содержит волокна, предпочтительно полимерные волокна и более предпочтительно фторполимерные волокна.
9. Способ по одному из предшествующих пунктов, причем протоки (3) образуют в поверхностном элементе (2) во время изготовления поверхностного элемента (2) или выполняют в поверхностном элементе (2) во время процесса штамповки.
10. Конструктивный элемент (1), содержащий поверхностный элемент (2), причем поверхностный элемент (2) наложен на конструктивный элемент (1) и имеет протоки (3), так что конструктивный элемент (1) пригоден для того, чтобы после внесения в протоки (3) поверхностного элемента (2) отверждаемой жидкости (4), отверждения отверждаемой жидкости и снятия поверхностного элемента (2) имеет проставки (5), которые при склеивании конструктивного элемента (1) с другим конструктивным элементом обеспечивают предопределенную толщину клеевого зазора.
| DE 102011079410 A1, 24 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| DE 10338967 A1, 07.04.2005 | |||
| DE 19737966 A1, 06.08.1998 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ ТЕПЛОВОЙ ОБРАБОТКИ СЫПУЧИХ МАТЕРИАЛОВ | 2004 |
|
RU2264589C1 |
| DE 10242895 A1, 24.04.2003 | |||
| DE 102006017147 A1, 25.10.2007 | |||
| DE 10242895 A1, 24.04.2003 | |||
| М.С.ТРИЗНО, Е.В.МОСКАЛЕВ, Клеи и склеивание, Лениниград, Химия, 1980, с.47-69. | |||

