ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к средствам испытаний несущей системы металлорежущих станков (НСС). В частности, настоящее изобретение относится к средствам тестирования свойств конструкции металлорежущих станков, проводимого во время исследовательских и приемосдаточных испытаний. Испытания проводятся при термических воздействиях по параметрам точности станка.
Изобретение относится к средствам испытаний металлорежущих станков. Испытанию подлежит свойство конструкции металлорежущего станка противостоять термическим воздействиям, возникающим во время рабочего процесса. Испытания проводят с целью оценки годности станка к эксплуатации после его изготовления и/или ремонта, а также модернизации.
Свойство конструкции станка препятствовать термическим воздействиям характеризуется двумя показателями. Один из них определяет скорость перехода теплового состояния конструкции из одного равновесного состояния в другое. Этот показатель используют технологи при оценке технологической производительности. Чем быстрее конструкция переходит из одного состояния в другое, тем быстрее наступает стабильное состояние конструкции в тепловом отношении, и тем быстрее стабилизируется точность станка во время эксплуатации. Этот показатель в данной заявке не рассматривается.
Другой показатель определяет свойство конструкции препятствовать изменению точности. Этот показатель формируется конструктором станка. При оценке качества конструкции после изготовления станка и/или ремонта, а также модернизации, производят оценку достигнутого уровня качества на количественном уровне путем испытаний.
Способность конструкции противостоять тепловому воздействию скрыта от внешнего наблюдателя. Для оценки количественного значения этого свойства применяют измерительное преобразование. Измерительное преобразование состоит в том, что конструкцию подвергают внешним термическим воздействиям известной величины и оценивают реакцию конструкции. Количественное выражение свойства определяют как отношение реакции конструкции к величине термического воздействия [1]. В качестве реакции конструкции используют выходные параметры в виде геометрической точности конструкции, определяющие точность станка. Выходными параметрами являются пять координат по степеням свободы НСС, а именно линейные перемещение базы под инструмент относительно базы под заготовку по трем осям координат, и две угловые координаты, определяющие угловые положения баз (см., например, фиг 1).
В качестве количественного значения параметров термического воздействия на конструкцию несущей системы используют различные параметры. Это либо температура конструкции, либо параметры режимов эксплуатации, характеризующие тепловое воздействие, а также влияние температуры окружающей среды.
Для того чтобы по результатам испытаний составить вывод о годности станка к эксплуатации, необходим критерий истинности такого утверждения [2]. Критерий истинности утверждения, характеризующий то, что станок годен к эксплуатации, состоит из двух признаков. Первый признак требует наличия допуска на величину испытуемого параметра и правила вывода о годности станка к эксплуатации. Величины допусков на выходные параметры определяют либо нормативные документы, либо его назначает разработчик станка. Вывод о годности заключается в следующем. Если эта величина показателя свойства меньше или равна допустимой величине, то станок признается годным к эксплуатации, и не годен, если эта величина больше допустимой.
Второй признак требует знания величины текущего параметра свойства противодействия термическим воздействиям вновь созданной конструкции станка или вышедшей из ремонта. Текущее значение этого параметра получают в результате испытаний конструкции при действии термических воздействий по разработанной методике, которая согласована с методом формирования допустимой величины на каждый параметр.
УРОВЕНЬ ТЕХНИКИ
Из уровня техники известно, например, решение Jungnickel [3] по проведению испытания металлорежущего станка. В этом решении рассматриваются два параметра свойства, характеризующие термическое состояние станка. Один параметр характеризует тепловую стабильность конструкции. Первый параметр важен с позиций производительности процесса производства. Важно, чтобы время стабилизации было короче. В данной заявке он не рассматривается.
Другой параметр определяет способность конструкции противодействовать термическим воздействиям. Правило вывода о годности станка к эксплуатации заключается в следующем: чем выше это значение у нового станка, тем точнее этот станок, следовательно, он годен к эксплуатации. В количественном выражении этот параметр определяется следующим отношением:

где
- Sterm количественное значение показателя свойства конструкции станка противодействовать термическим воздействиям, с целью сохранения точности станка;
- d(ΔP) - дифференциал изменения теплового потока ΔP, используется как параметр внешнего воздействия на конструкцию теплом;
-  - максимально возможная деформация между базами под инструмент и заготовку за время tк, как результат реакции конструкции на тепловое воздействие. Тот параметр определяет точность станка.
- максимально возможная деформация между базами под инструмент и заготовку за время tк, как результат реакции конструкции на тепловое воздействие. Тот параметр определяет точность станка.
Для определения истинности вывода о годности станка к эксплуатации необходимо иметь допуск на параметр Sterm. В качестве такой величины автором предлагается использовать величину, полученную в отношении прототипа.
Область применения этого критерия заключается в проведении сравнительных испытаний двух станков, один из которых прототип. Выбор режимов испытаний произвольный, но ограничен временем испытаний tк. Время tк - время стабилизации теплового процесса. Для определения количественного значения параметра требуется определять количественное значение «изменения теплового потока ΔP». Методы и средства получения данной величины являются уникальными и требуют как специальной подготовки испытателей, так и наличия сложных технических средств.
В данном предложении:
1. Не обеспечивается достоверность результатов оценки и их однозначность относительно состояния испытуемого станка из-за неопределенности процедуры получения информации о текущем состоянии станка (Выбор режимов испытаний произвольный, проблема получения данного показателя с прототипа).
2. Для формирования допуска на исследуемый параметр требуется знание параметра прототипа. Количественное значение требований к прототипу формировалось при его создании под ранее существовавшие условия. Новый станок требует выполнения новых требований, отличных от прототипа. Допуск в этом случае является достаточно неопределенной величиной.
3. Технически сложно выполнение «изменения теплового потока ΔP».
4. Отсутствует влияние температуры окружающей среды на тепловое состояние конструкции при проведении испытаний.
Методика имеет право на применение для оценки состояния вновь созданного станка при наличии соответствующей информации с прототипа и имеет ограниченное применение.
Существующие ограничения относятся к признаку необходимости, т.е. воспроизводству термического воздействия на конструкцию и выработке допуска на испытуемый параметр. Данные условия не обеспечивают достоверности получаемой информации о состоянии станка при проведении испытаний по параметрам точности при действии термических воздействий.
Из уровня техники так же известно решение ПОЛЯКОВА [4]. Данное решение преследует цель сокращения времени в получении информации о термическом состоянии станка. Сокращение времени испытаний является центральным вопросом любых известных предложений. В данном решении сокращение времени основано на процедуре прогнозирования изменения параметров точности станка. Прогнозу подвергается время наступления стабильного значения как температуры, так и выходных параметров по параметрам точности станка.
Прогнозирование, как процесс предвидения будущего развития термического состояния станка, состоит из двух частей. Первая часть заключается в определении вида закона прогноза изменения температуры во время теплового действия. Вторая часть заключается в определении количественных значений температуры конструкции станка.
В предлагаемой методике закон развития параметра свойства изменения теплового состояния определяют с помощью нейронных сетей. Структура нейронной сети определяет закон изменения параметров теплового состояния станка. Процесс многостадийный.
Основу составляет подбор архитектуры нейронных сетей. После этого для прогноза требуется информация о количественных значениях температуры конструкции. Однако температура конструкции представляет собой непрерывную величину, распределенную по конструкции. Для определенности количественного значения температуры, определяют положение, температуру в одной точке конструкции. Для этого осуществляют поиск этой точки на конструкции. Такая точка своей величиной температуры однозначно характеризует термическое состояние конструкции. После определения такой точки проводят исследования изменения теплового состояния станка в течение короткого времени. Параметры формы закона, а также показания температур с определенных точек конструкции, полученных за короткое время испытаний, поступают в вычислительную машину. По разработанной программе производится обработка поступивших исходных данных. В результате получают прогноз времени наступления «горячего равновесного состояния» станка. Правило вывода гласит: если время стабилизации по данному значению точности станка меньше заданной величины, то станок годен к эксплуатации и наоборот.
Представленное предложение характеризуется следующими положениями:
1. Сложный аппарат прогнозирования: выбор архитектуры сети (вида закона изменения выходного параметра во времени) зависит от квалификации оператора.
2. Процедура нахождения определенной точки на конструкции станка длительна и достаточно сложна, в связи с многомерностью температурного поля конструкции.
3. Не определены условия воспроизведения термического воздействия на конструкцию при проведении испытаний. Условия воспроизведения термического воздействия зависят от степени универсальности станка и имеют весьма широкий диапазон условий эксплуатации.
4. Отсутствует влияние температуры окружающей среды на тепловое состояние конструкции при проведении испытаний.
В связи с указанными условиями способ не обеспечивает достоверности получаемой информации о термическом состоянии конструкции.
Выполнение указанных требований при применении данного подхода дает результат в специально организованных лабораториях, со специально подготовленными специалистами, методиками и средствами испытаний.
Применение данного способа, при проведении приемосдаточных работ в заводских условиях, требует значительных материальных затрат.
Из уровня техники также известно решение Jacob [5], в котором раскрыто предложение испытаний по двум параметрам свойства. Один показатель характеризует свойство конструкции станка, другая группа показателей относится к вопросам технологии испытаний. Что в данной заявке не рассматривается.
Способ оценки свойства конструкции предусматривает оценку «термически обусловленного конструкторского качества станка, которое является частным от деления потерь мощности на возникшую максимальную деформацию в выбранных координатах при определенном числе оборотов».
Cn=pv/Δmax
В качестве параметра в данном случае использован параметр Cn, характеризующий свойство конструкции противодействия термическим воздействиям как «обусловленное конструкторское качество станка». Количественное значение этого параметра определяется как отношение потерь мощности, возникающей при проведении испытаний к максимальному изменению выходного параметра станка по координатам за это же время.
Измерение величины деформации конструкции известно чем и как измерять. Остается не ясным понятия параметра «потеря мощности», как и чем производить измерение «потери мощности», относительно какого исходного значения мощности измерять потери.
1. Для того чтобы воспользоваться данным предложением во время проведения испытаний, необходимо иметь возможность установить допустимое значение «величины обусловленного конструкторского качества станка». При формировании допуска предлагается применять сравнение данного параметра с прототипом (требуется привязка частоты вращения шпинделя испытуемого станка к прототипу). При этом отсутствует правило вывода о годности станка к эксплуатации.
2. Воспроизводство теплового воздействия на конструкции производят при определенном числе оборотов шпинделя. Под понятием «определенное число оборотов» шпинделя можно реализовывать разные значения, конкретного числа оборотов не предполагается, и нет предложения по формированию принципа его выбора.
3. Отсутствует принцип измерения (метод и средство) каким образом измерять «потерю мощности».
4. Отсутствует влияние температуры окружающей среды на тепловое состояние конструкции при проведении испытаний.
Совокупность этих положений определяет применение предложения в каждом ограниченном случае. Совокупность указанных условий не обеспечивает достоверность получаемой информации из-за неопределенности принципа формирования допуска и воспроизводства теплового воздействия на конструкцию при проведении испытаний. Не способствуют обеспечению однозначности выводов о термическом состоянии конструкции станка вследствие следующих причин.
Из уровня техники также известно решение способа по оценке количественного значения параметра свойства противодействия тепловым воздействиям, раскрытое в разделе 6 стандарта: «Тепловые деформации вследствие вращения шпинделя», Международный стандарт ISO 230-3, вторая редакция от 15.08.2007. Инструкция по испытаниям металлорежущих станков. Часть 3. Определение тепловых воздействий. [6, с. 7].
В известном уровне техники сравнимость получаемой информации о текущем термическом состоянии станков разных моделей, разных габаритов, испытуемых в разные периоды жизненного цикла станка, как правило, обеспечивается за счет воспроизводства нормализованного закона термического нагружения конструкции теплом для всех испытуемых станков.
Для количественной оценки показателя предусматривается наличие состава реакции станка в виде выходных параметров станка в количестве пяти параметров. Для количественной оценке предусмотрена система отсчета параметров теплового движения конструкции. Она имеет прямоугольную систему координат, первичные преобразователи для оценки изменения положения базы под инструмент относительно базы под заготовку, хронометр для оценки временных параметров теплового движения конструкции станка.
В качестве теплового воздействия на конструкцию станка сформирован закон воспроизводства набора частот вращения шпинделя, необходимых для термического воздействия. Закон содержит положение по учету влияния окружающей среды на тепловое состояние конструкции.
Вместо допуска на показатель свойства при проведении испытаний, введено определенное условие. При проведении испытаний не производится количественная оценка параметра свойства противодействия тепловым воздействиям. Результатом испытаний является построение графической зависимости изменения выходных параметров и температуры конструкции за время испытаний при действии закона теплового воздействия путем работы шпинделя.
В качестве вывода о годности станка к эксплуатации вместо допуска предлагается следующее соглашение «Когда испытания требуются для приемосдаточных работ, это дело пользователя выбирать, по соглашению с поставщиком или производителем, какие испытания, относящиеся к свойствам конструктивных элементов станка, представляют интерес» [7, с. 2].
В данном случае остается у производителя и потребителя на основе обоюдного соглашения право на установление как набора выходных параметров, так и допусков на них, а также правило вывода о годности станка к применению.
Данное условие представляет широкие возможности для неконтролируемых действий, влекущих за собой различные толкования по достоверности информации о тепловом состоянии конструкции.
Указанное выше решение было выбрано заявителем в качестве наиболее близкого аналога к предлагаемому способу испытания металлорежущих станков, как содержащее перечень составляющих критерия оценки годности станка к эксплуатации. Причем важным, по отношению к достоверности оцени теплового состояния станка, является в наиболее близком аналоге к предлагаемому способу испытания металлорежущих станков подходе следующее:
1. Изменение выходных параметров во время испытаний рассматривается как движение конструкции под действием теплоты. Для чего используется система отсчета, как обязательная необходимость в исследовании параметров движения.
2. Однозначным образом определен параметр теплового воздействия на конструкцию в виде закона чередования частот вращения шпинделя и пауз.
3. Сформировано требование учета изменения температуры окружающей среды во время испытаний.
Недостатками данного решения является то, что в нем не решается задача количественной оценки параметра свойства теплового состояния станка, предложено лишь качественное решения задачи. Такое положение не создает оснований для единства в оценке термического состояния испытуемых станков. Данное решение не предполагает возможности сравнения качества сборки не только станков одного типа, но и даже двух станков одной конструкции, поскольку это зависит лишь от согласия договаривающихся сторон, а именно, производителя и потребителя. Следовательно, применение известного решения приводит к отсутствию достоверности получаемой информации о тепловом состоянии станка.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является устранение указанных выше недостатков, известных из существующего уровня техники. Техническим результатом заявленного изобретения является повышение достоверности оценки состояний станка при проведении испытаний. Это осуществляется путем получения количественной оценки показателя свойства и сравнения ее с базовым требованием станка, годного к эксплуатации, опытного образца модели будущей серии станков.
Указанный технический результат обеспечивается за счет того, что предлагаемый в настоящем изобретении способ позволяет в автоматическом режиме оценивать техническое состояние конструкции каждого вышедшего после сборки нового станка, после ремонта или модернизации в течение рабочей смены с нормированным уровнем достоверности, обеспечиваемым воспроизводством заданного закона воздействия термическим возмущением для каждого испытуемого станка в отдельности, а также посредством задания допусков на выходные параметры, которыми являются три линейных и два угловых параметра геометрической точности станка. Допуск на эти выходные параметры формируется один раз при проведении исследовательских испытаний опытного станка данной модели, который признан годным к эксплуатации (после проведения всех стандартных проверок). Значение величины изменения геометрической точности опытного станка при действии тепловых воздействий, при проведении испытаний по данному способу, признаются допусками. Далее они используются как допуска при испытаниях серийных станков данной модели во время проведения тестовых приемосдаточных испытаний.
В заявленном способе годность серийного станка к эксплуатации определяют путем сравнения параметра его свойства конструкции, полученного как отношение величины каждого выходного параметра, выраженного в микрометрах (мкм), полученного после завершающего цикла по отношению к величине потребленной электрической энергии на входе станка за это же время этого цикла, выраженной в Киловатт-час (кВт⋅чс), и сравнения этого значения с аналогичным значением, полученным при исследовании параметров опытного образца станка, испытанного с применением предлагаемого способа, являющихся допустимой величиной для серийных станков, признанного ранее годным к эксплуатации, и также тем, что серийный станок признается годным к эксплуатации тогда и только тогда, если значение указанного параметра по всем выходным параметрам является меньшим значения указанной допустимой величины.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Сущность заявленного способа испытания металлорежущих станков заключается в следующем.
При проведении испытаний воспроизводится внешнее воздействие на конструкцию станка по закону, являющемуся постоянным для всех испытуемых станков.
Одновременно производят измерение потребляемой мощности на входе в энергетическую систему станка посредством стандартных ваттметров.
Реакцию станочной системы оценивают по перемещениям базы под инструмент относительно базы под заготовку по пяти степеням свободы, используя при этом первичные преобразователи, основанные на любых принципах для измерения линейных перемещений. В частности, используются механические приборы: рычажные, с зубчатой передачей, с пружинной передачей, с рычажно-зубчатой передачей, либо оптико-механические приборы: оптиметры, пружинно-оптические головки, а также первичные преобразователи на электро-магнитных принципах с цифровым выходом для автоматической обработкой данных и результатов испытаний.
Параллельно с действиями по измерению реакции конструкции, получаемой при действии тепловых воздействий согласно закону воспроизводства частот вращения шпинделя, оценивают действие температуры окружающей среды. Изменение температуры за время испытаний учитывают при определении показателя свойства конструкции противодействия тепловым воздействиям, внося коррективы в величины изменения параметров геометрической точности станка.
Все действия при проведении испытаний синхронизируют во времени, применяя стандартные таймеры.
Полученные данные со всех преобразователей преобразуются в результат. В результате получают параметр свойства конструкции противодействовать термическим возмущениям в количественном выражении. Для линейных величин это мкм/кВт⋅час и для угловых град/кВт⋅час. Данное свойство определяют по каждому выходному параметру станка как отношение величины перемещения к моменту окончания очередного цикла термического воздействия к величине потребленной энергии на это время. Измерение потребляемой мощности на входе станка производится согласно инструкции по эксплуатации ваттметров, синхронно с включением вращения шпинделя. Данное действие выполняется для каждого элементарного цикла термического воздействия. В конце полного цикла испытаний формируется три количественных значения свойства конструкции, задаваемых в качестве реперных точек. Для каждого полного цикла испытаний составляют структуру количественного значения параметра свойства противодействия термическим возмущениям, которое выражено в трех значениях.
Для того чтобы избавиться зависимости от прототипа, предлагается в качестве допуска устанавливать величины выходных параметров, полученных с опытного образца станка. Опытный образец станок изначально проверен по всем нормативным документам (далее - опытный образец). Он соответствует требованиям всех стандартов на продукцию, допускаемую к применению в государстве. В завершении процедуры испытания опытного образца его признают годным к эксплуатации. Опытный образец станка испытывают по термическим воздействиям с использованием предлагаемого способа. Данные о количественных значениях выходных параметрах опытного образца по термическим воздействиям представляют нормативный допуск и в последующем используются как величины, обязательные к применению при приведении тестовых приемосдаточных испытаний серийных станков данной модели.
Выходными параметрами являются линейные координаты перемещения оси шпинделя по осям координат. Для этого используют два первичных преобразователя, расположенных на одном уровне. Они формируют информацию об изменении положения оси шпинделя в горизонтальной плоскости по соответствующим осям координат. На расстоянии в 100 мм расположены еще два преобразователя, которые совместно с предыдущими формируют информацию об угловых изменениях оси шпинделя и угловых перемещения оси шпинделя относительно базы под заготовку.
В предлагаемом способе годность к эксплуатации серийного станка или вышедшего из ремонта определяют путем сравнения параметра свойства конструкции со значениями, полученными с опытного образца станка. В заявленном способе серийный станок признается годным к эксплуатации тогда и только тогда, когда значение указанного параметра свойства по всем выходным параметрам является меньшим значения указанной допустимой величины.
Список цитируемых источников
1. Новицкий П.В. Основы информационной теории измерительных устройств. Л.; Энергия, 1968. - 248 с.
2. Математика в понятиях, определениях и терминах. / Под ред. Л.В. Сабинина. М.: Просвещение, в 2-х частях, ч. 1 - 319 с., ч. 2 - 351 с.
3. Jungnickel G. Warmeubertragung durch freie Konvektion an Maschinenbauteilen. Maschintnbautechnik. /1979/ vol. 28 /N. 72/ pp. 568-573.
4. Поляков A.H., Дьяконов П.И. Исследование теплового состояния станков с помощью нейронных сетей. / СТИН, 2006, с. 10-13.
5. Jacob K. Beurteilungskriterien fur das termische Verhalten von Werkzeugmaschinen. Maschinenbautechnik. 1981, v. 30. №12. P. 540-544.
6. Международный стандарт ISO 230-3, вторая редакция от 15.08.2007. Инструкция по испытаниям металлорежущих станков. Часть 3. Определение тепловых воздействий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытаний авиационного газотурбинного двигателя | 2019 |
|
RU2746378C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ И РЕМОНТА ОДНОРАЗОВЫХ И КОРОТКОРЕСУРСНЫХ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2008 |
|
RU2365892C1 |
| СПОСОБ УПРАВЛЕНИЯ ВЫСОКОСКОРОСТНЫМ МОТОР-ШПИНДЕЛЕМ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2012 |
|
RU2509627C1 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ И РАЗМЕРНОЙ НАСТРОЙКИ ВЫСОКОТОЧНОГО МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1997 |
|
RU2116869C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ И РЕМОНТА ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2008 |
|
RU2365891C1 |
| СПОСОБ ДИАГНОСТИКИ И ОЦЕНКИ ВИБРОАКТИВНОСТИ СТАНКОВ, РАБОТАЮЩИХ С ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2332652C1 |
| СПОСОБ ОЦЕНКИ ИЗНОСА ПОКРЫТИЙ И КАЧЕСТВА ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН В РАЗЛИЧНЫХ СРЕДАХ | 2005 |
|
RU2308701C2 |
| Способ контроля температур и тепловых деформаций металлорежущего станка и устройство для его осуществления | 1981 |
|
SU998092A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ИЗГОТОВЛЕНИЯ ЖИДКОСТНОГО КОЛЛЕКТОРА ПАНЕЛИ КОСМИЧЕСКОГО АППАРАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2311321C2 |
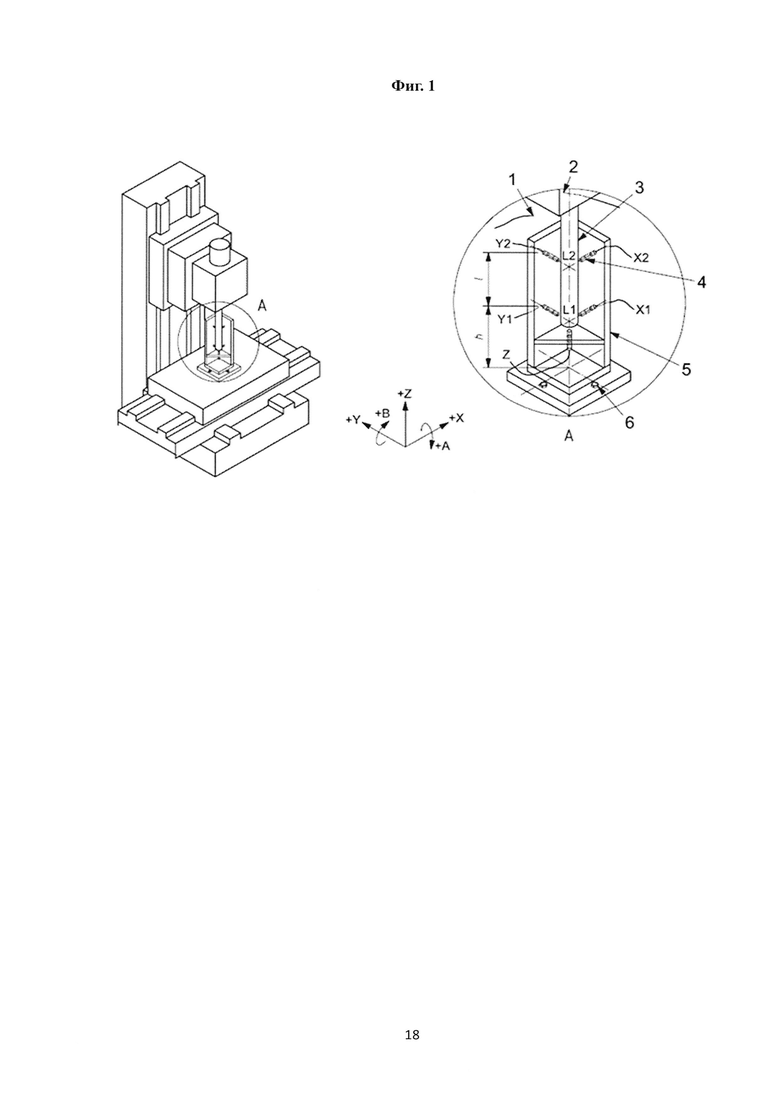
Изобретение относится к области испытаний металлорежущих станков при действии термических воздействий. В качестве параметров, характеризующих термическое состояние станка, используют отклонение положения оси шпинделя станка по двум линейным координатам в горизонтальной плоскости, отклонение углового положения оси шпинделя и угловое перемещение оси шпинделя относительно базы под заготовку, которые измеряют посредством расположенных на разных уровнях шпинделя двух пар преобразователей линейных перемещений шпинделя после завершения стандартного цикла работы станка при проведении тестовых испытаний. Указанные отклонения соотносятся к величине потребленной станком электрической энергии за время этого цикла, а годность испытываемого станка к эксплуатации определяют путем сравнения полученных отношений с аналогичным допустимым значением, полученным при проведении испытаний опытного образца станка. Использование изобретения позволяет повысить достоверность оценки термического состояний серийного станка при проведении приемосдаточных испытаний. 1 ил.
Способ испытаний металлорежущего станка для оценки годности к эксплуатации, включающий сообщение шпинделю станка вращения с последовательностью переменной частоты 25, 100, 75 и 25 процентов от максимальной частоты в течение 15 минут на каждое ее значение, остановку вращения на 10 минут, сообщение вращения с переменной частотой вращения 25, 50, 25, 50, 75 и 25 процентов от максимальной частоты в течение 15 минут на каждое ее значение, остановку вращения на 10 минут, сообщение вращения с переменной частотой вращения 25, 50, 75, 100, 25 и 50 процентов от максимальной частоты в течение 15 минут на каждое ее значение, измерение температуры окружающей среды и затем определение параметров отклонения взаимного положения инструмента станка и заготовки в результате термического воздействия, с учетом которых производят оценку годности станка к эксплуатации, отличающийся тем, что дополнительно определяют потребление электрической энергии станком за время вращения шпинделя в соответствии с упомянутой последовательностью его вращения и остановки, при этом в качестве параметров отклонения взаимного положения инструмента станка и заготовки используют отклонение положения оси шпинделя станка по двум линейным координатам в горизонтальной плоскости, отклонение углового положения оси шпинделя и угловое перемещение оси шпинделя относительно базы под заготовку, которые измеряют посредством расположенных на разных уровнях шпинделя двух пар преобразователей линейных перемещений шпинделя, а для упомянутой оценки годности к эксплуатации используют отношения указанных величин параметров отклонения оси шпинделя, выраженных в микрометрах для линейных величин и в градусах для угловых величин, к величине потребленной электрической энергии станка, выраженной в киловатт-часах, которые сравнивают с соответствующими заданными допустимыми величинами, полученными в результате аналогичных испытаний опытного образца станка, признанного годным к эксплуатации, причем испытываемый станок признается годным к эксплуатации, если величины всех упомянутых отношений не превышают соответствующие заданные допустимые величины.
| Канальная печь-сушильня | 1920 |
|
SU230A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| ОПРЕДЕЛЕНИЕ ТЕПЛОВЫХ ВОЗДЕЙСТВИЙ | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Способ контроля температур и тепловых деформаций металлорежущего станка и устройство для его осуществления | 1981 |
|
SU998092A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ КОМПЕНСАЦИИ ТЕПЛОВЫХ СМЕЩЕНИЙ ШПИНДЕЛЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2012 |
|
RU2499658C1 |
| СПОСОБ КОМПЕНСАЦИИ ТЕПЛОВЫХ ДЕФОРМАЦИЙ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ С ЧПУ | 2014 |
|
RU2573854C1 |
| WO 9731751 A, 04.09.1997 | |||
| CN 204711699 U, 21.10.2015 | |||
| CN 103567815 A, 12.02.2014. | |||

