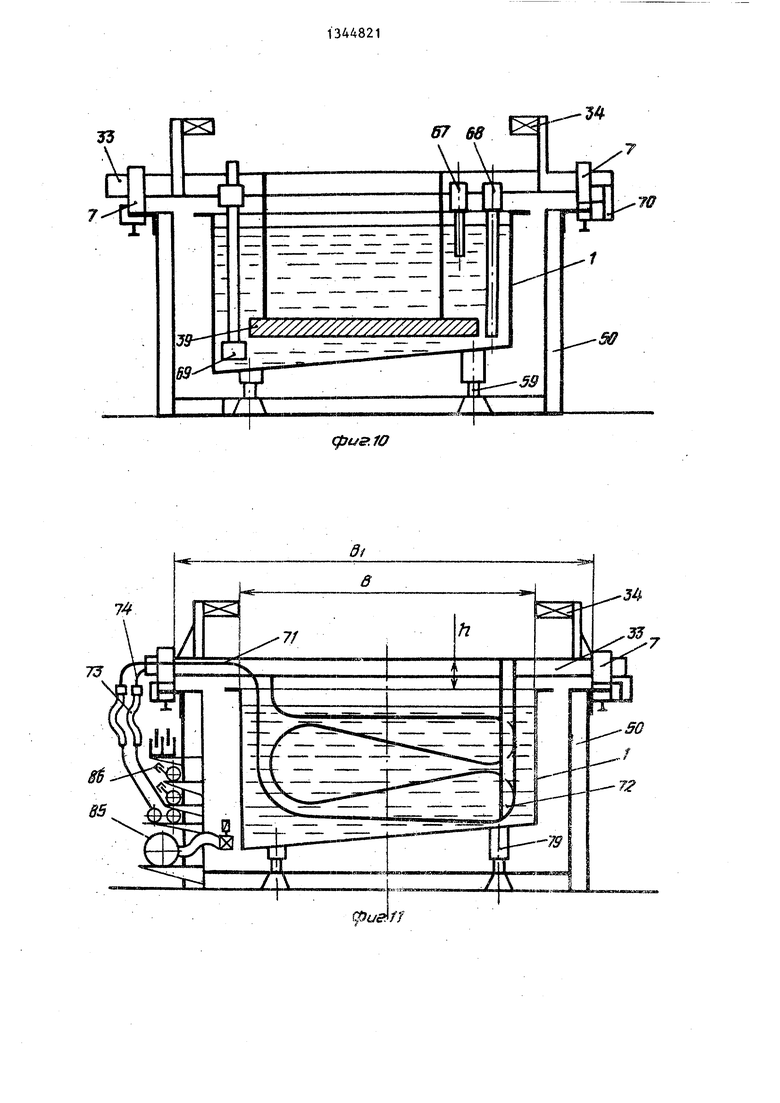
каса 50, на горизонтальной направляющей которого за пределами корпусов ванн установлены регулируемые грузог опоры 7 о Все навесные модули и всмо- могательное оборудование - теплообменники-нагреватели 71, перемешива- тели 75, коллекторы 77, распылители 76 и 78 воды и воздуха, докные сборники 39, датчики температуры 67 и уровня 68, перекачивающие устрой1
Изобретение относится к нанесению гальванических покрытий, в частности, оборудованию для нанесения покрыий .
Цель изобретения - повьшение техологической гибкости и расширение ункциональных возможностей.
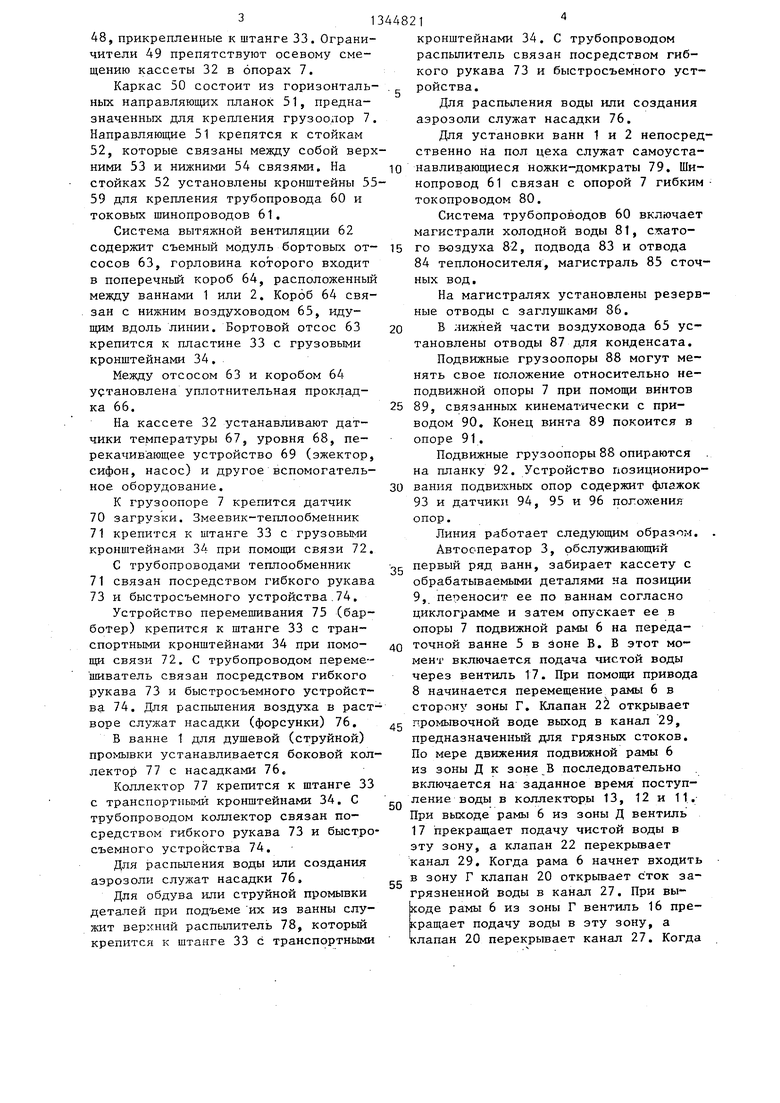
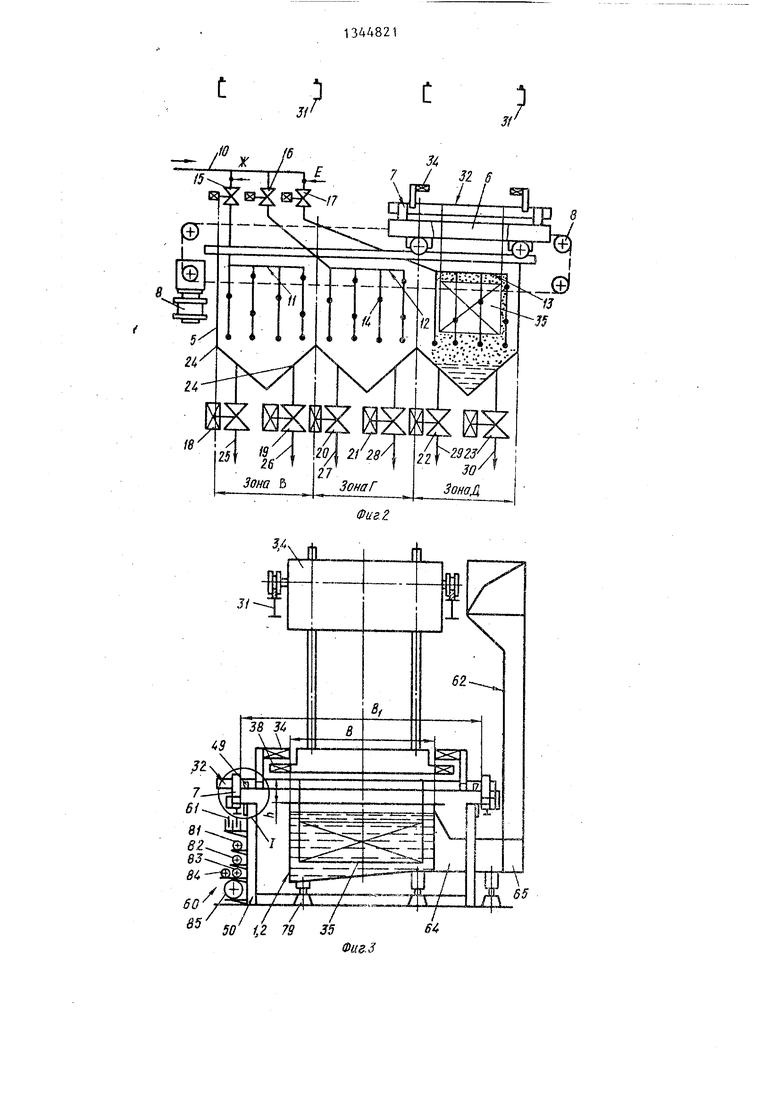
На фиг, 1 изображена автоматическая гальваническая линия, общий вид, план на фиг, 2 - передаточная ваннаj на, фиг, 3 - то же, что на фиг, 1, вид с торца; на фиго 4 - узел I. на фиг. 3 на фиг, 5 - вид А на фиг, 4 на фиг, 6 - каркас линииj на фиг 7 - кассета-, на фиг, 8 - ванны с борто-- вым отсосомJ на фиг, 9 - разрез Б-Б на фиг, 8; на фиг, 10 - кассета со ; вспомогательным оборудованием-, на фиг, 11 теплообменник-нагревательj на фиг, 12 - иеремешиватель раствора; на фиг о 13 - боковой коллектор j на фиг„ 14 верхний распьшитель воды и воздуха-, на фиг, 15 - анодная штанга-з на фиг. 16 - подвижные груЗООПОрЫв
Автоматическая гальваническая линия состоит из рядов ванн 1 и 2, ав- тооператоров 3 и 4, передаточной ванны 5, разделенной на зоны В, Г и. ,Д, В верхней части передаточной ванны 5 установлена подвижная рама 6 с опорами 7 для технологических спутников-кассет. Рама 6 приходит в движение от цепного реверсивного привода 8 . В начале первого ряда ванн установлена пози11;ия.9 для загрузки и разгрузки кассет. Чистая вода подводится к передаточной ванне по тру бопроводу 10, В зонах В, Г и Д ванны 5 помещены коллекторы 11-13 с форсун
ства 69, бортовые отсосы 63 имеют опорные части 33 вь ступающие за габариты ванн 1 и 2. Опорные пластины 33 вступают во взаимодействие с грузоопорами 7 при их опускании,- Такое конструктивное выполнение линии позволяет повысить технологическую гибкость, а также расширяет функциональные возможности линии. 4 з.п, ф-лы, 16 ил в
0
5
0
5
0
5
0
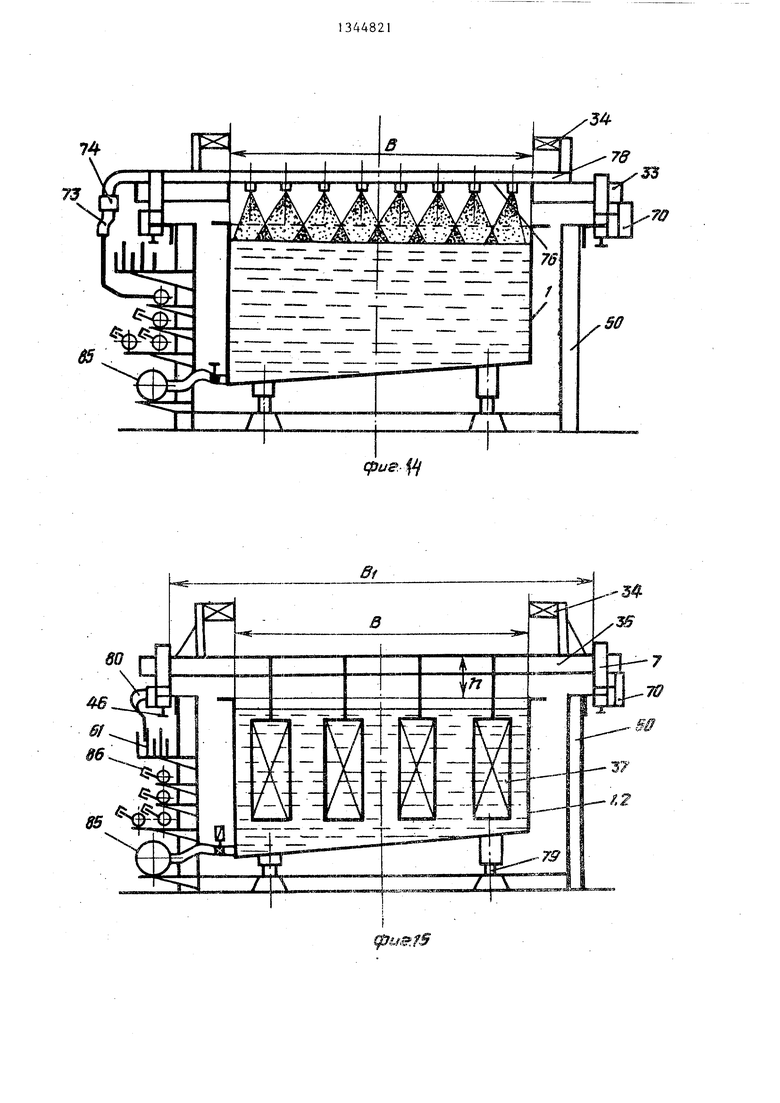
ками 14 для распыления воды. Подача чистой воды из трубопровода 10 к коллекторам 11-13 осуществляется через автоматические вентили 15, 16 и 17, В данных частях зон В, Г и Д ванны 5 установ.пены автоматические клапаны 18-23, Зоны ванны В и Т, а также Г и Д в нижней части разделены покатыми двухскатными перегородками 24, образующими сливные карманы. Вывод использованной промывной воды из сливных карманов зон В, Г к Д ванны 5 осуществляется автоматическими клапанами в каналы 25-30, Автооператоры 3 и 4 устанавливаются на путях 31. Технологическая кассета 32 содержит пластину 3.3 с транспортными кронштейнами 34, К пластине (штанге) 33 крепится рамка 35 с обрабатываемыми деталями. Электродные штанги 36 несут на себе аноды 37 и транспортные кронштейны 34„
Для переноски кассет 32 и анодных штанг 36 за транспортные кронштейны 34 служат грузовахваты 38 ав- тооператоров 3 и 4, .
В кассеты 32 крепится данный сборник 39 для сбора осадков в ванне, Для хранения кассет 32, штанг 36 служат позиции-накогштели 40,
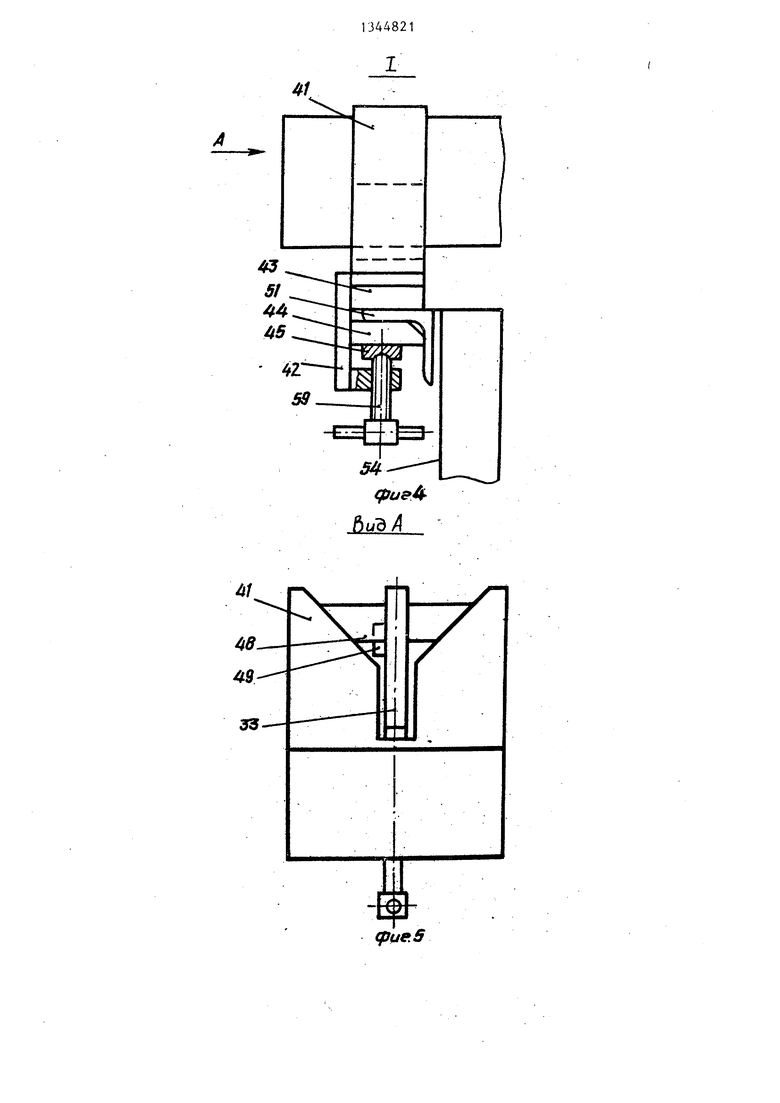
Грузоопора 7 состоит из приемной призмы 415 изготовленной заодно со скобой 42 о Внутри скобь 42 помещаются текстохштовы.е плэ.стины 43 и 44 и прижимная планка 45, В нижней части скобы 42 установлен прижимной винт 46,
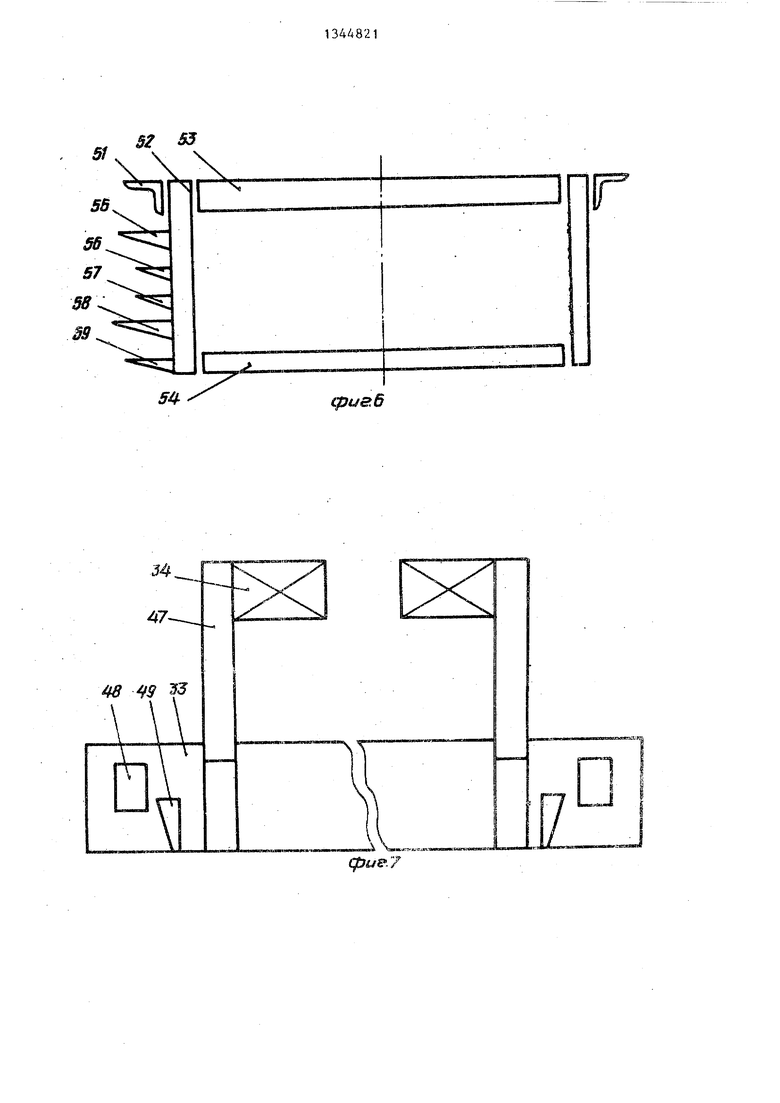
Кассета 32 содержит вертикальную пластину 47 для связи штанги 33 с транспортным кронштейном 34 , Для установки в грузоопоры 7 упоры
48, прикрепленные к штанге 33. Ограничители 49 препятствуют осевому смещению кассеты 32 в опорах 7.
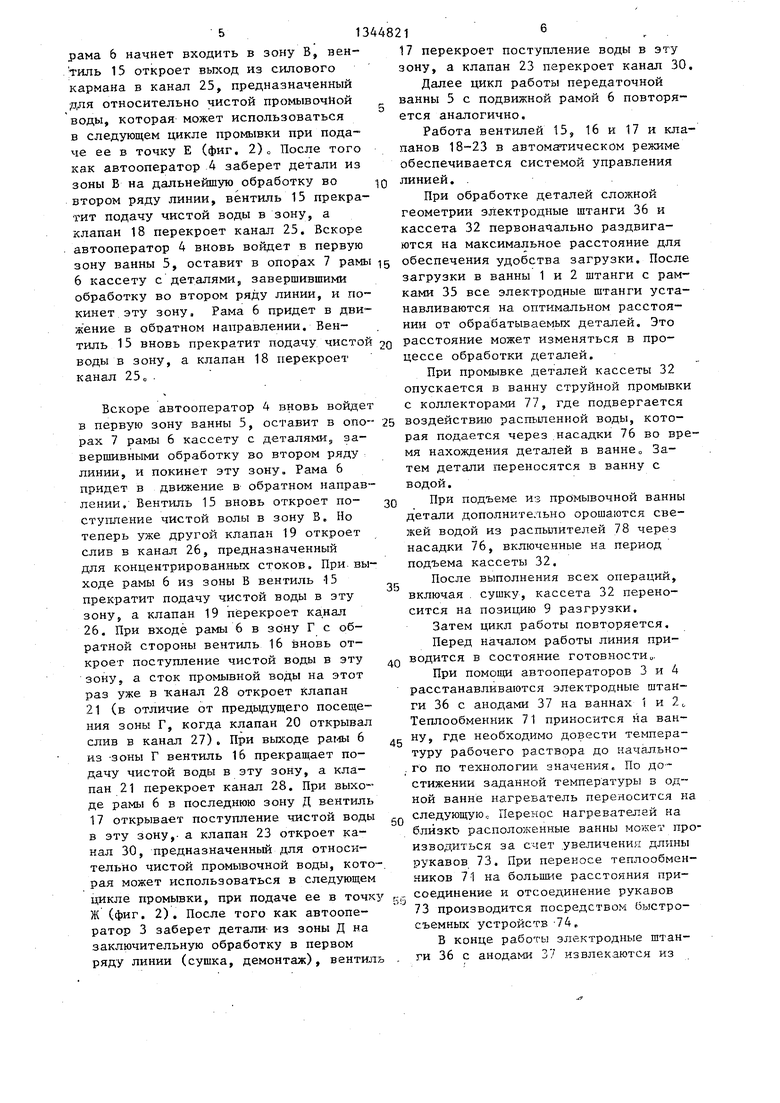
Каркас 50 состоит из горизонтальных направляющих планок 51, предназначенных для крепления грузоолор 7 Направляющие 51 крепятся к стойкам 52, которые связаны между собой верхними 53 и нижними 54 связями. На стойках 52 установлены кронштейны 55 59 для крепления трубопровода 60 и токовых шинопроводов 61,
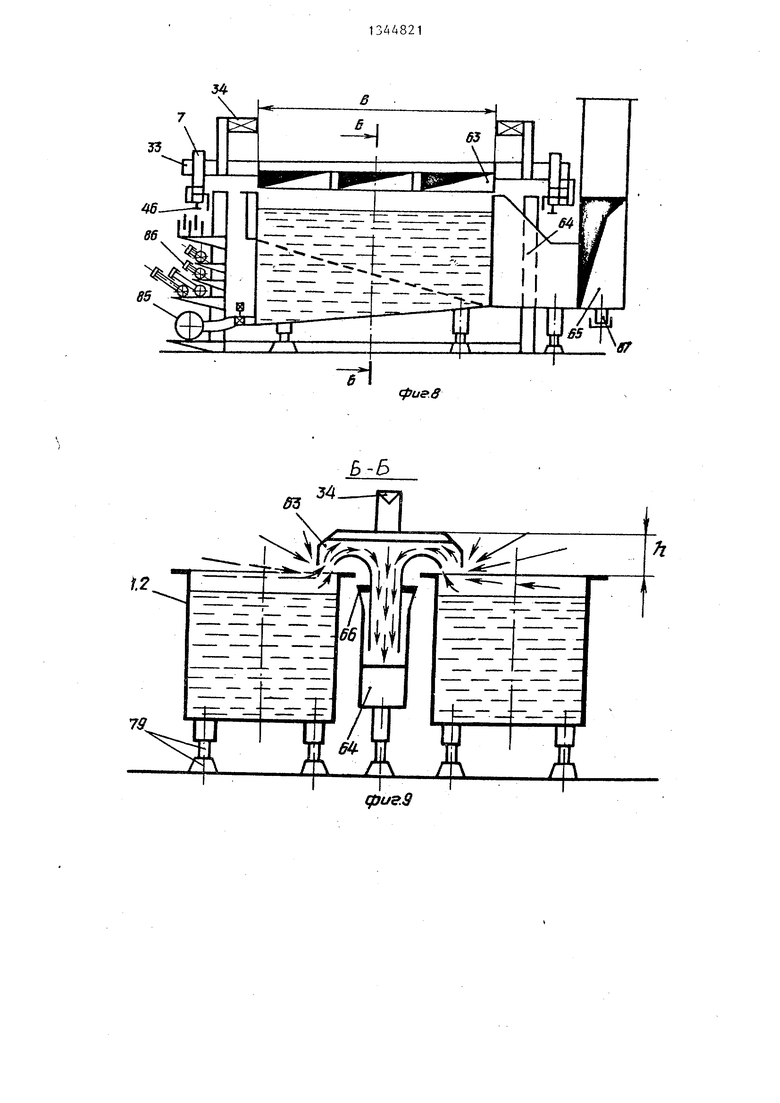
Система вытяжной вентиляции 62 содержит съемный модуль бортовых отсосов 63, горловина которого входит в поперечньй короб 64, расположенный между ваннами 1 или 2, Короб 64 связан с нижним воздуховодом 65, идущим вдоль линии. Бортовой отсос 63 крепится к пластине 33 с грузовыми кронштейнами 34.
Между отсосом 63 и коробом 64 установлена уплотнительная прокладка 66,
На кассете 32 устанавливают датчики температуры 67, уровня 68, перекачивающее устройство 69 (эжектор, сифон, насос) и другое вспомогательное оборудование,
К грузоопоре 7 крепится датчик
70загрузки. Змеевик-теплообмейник
71крепится к штанге 33 с грузовыми кронштейнами 34 при помощи связи 72.
С трубопроводами тегтообменник 71 связан посредством гибкого рукава 73 и быстросъемного устройства.74.
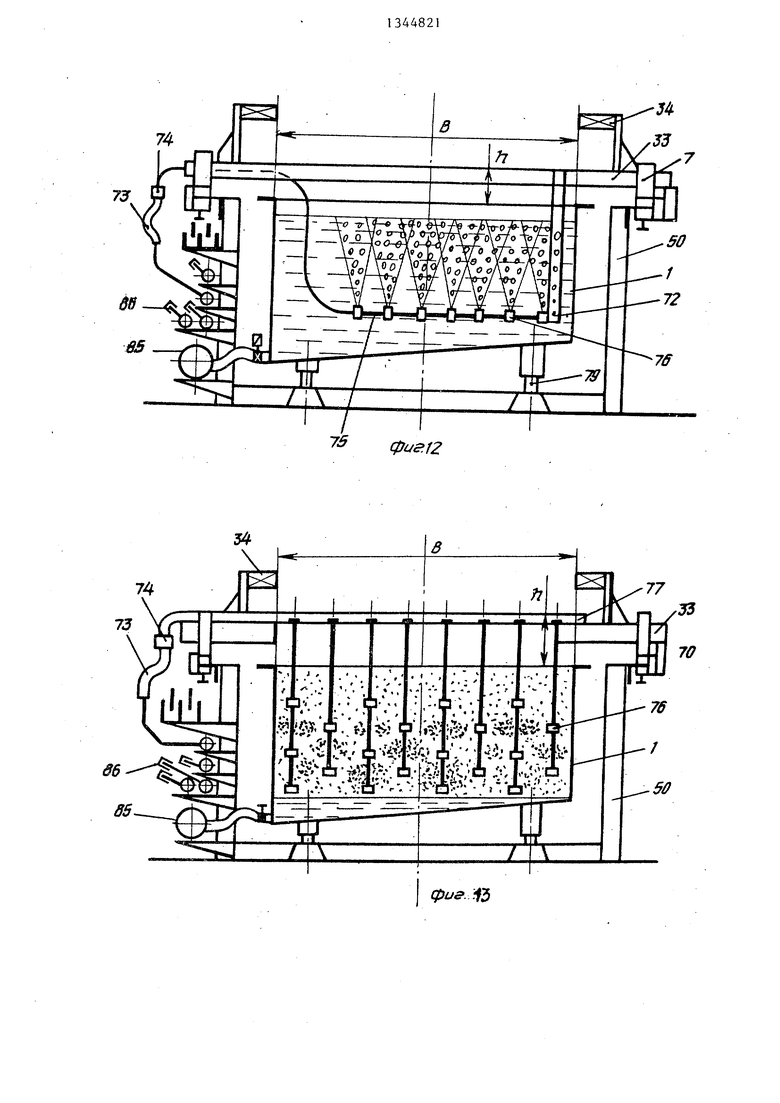
Устройство перемешивания 75 (бар- ботер) крепится к штанге 33 с транспортными кронштейнами 34 при помо- ш;и связи 72. С трубопроводом переме- шиватель связан посредством гибкого рукава 73 и быстросъемного устройства 74, Для распыления воздуха в растворе служат насадки (форсунки) 76,
В ванне 1 для душевой (струйной) промывки устанавливается боковой коллектор 77 с насадками 76.
Коллектор 77 крепится к штанге 33 с транспортными кронштейнами 34, С трубопроводом коллектор связан посредством гибкого рукава 73 и быстро съемного устройства 74,
Для распыления воды или создания аэрозоли служат насадки 76,
Для обдува или струйной промывки деталей при подъеме их из ванны служит верхний распылитель 78, который крепится к штанге 33 с транспортными
0
5
кронштейнами 34, С трубопроводом распьшитель связан посредством гибкого рукава 73 и быстросъемного устройства.
Для распьшения воды или создания аэрозоли служат насадки 76,
Для установки ванн 1 и 2 непосредственно на пол цеха служат самоустанавливающиеся ножки-домкраты 79. Ши- нопровод 61 связан с опорой 7 гибким- токопроводом 80.
Система трубопроводов 60 включает магистрали холодной воды 81, сжато- 5 го воздуха 82, подвода 83 и отвода 84 теплоносителя, магистраль 85 сточных вод.
На магистралях установлены резервные отводы с заглушками 86.
В нижней части воздуховода 65 установлены отводы 87 для конденсата.
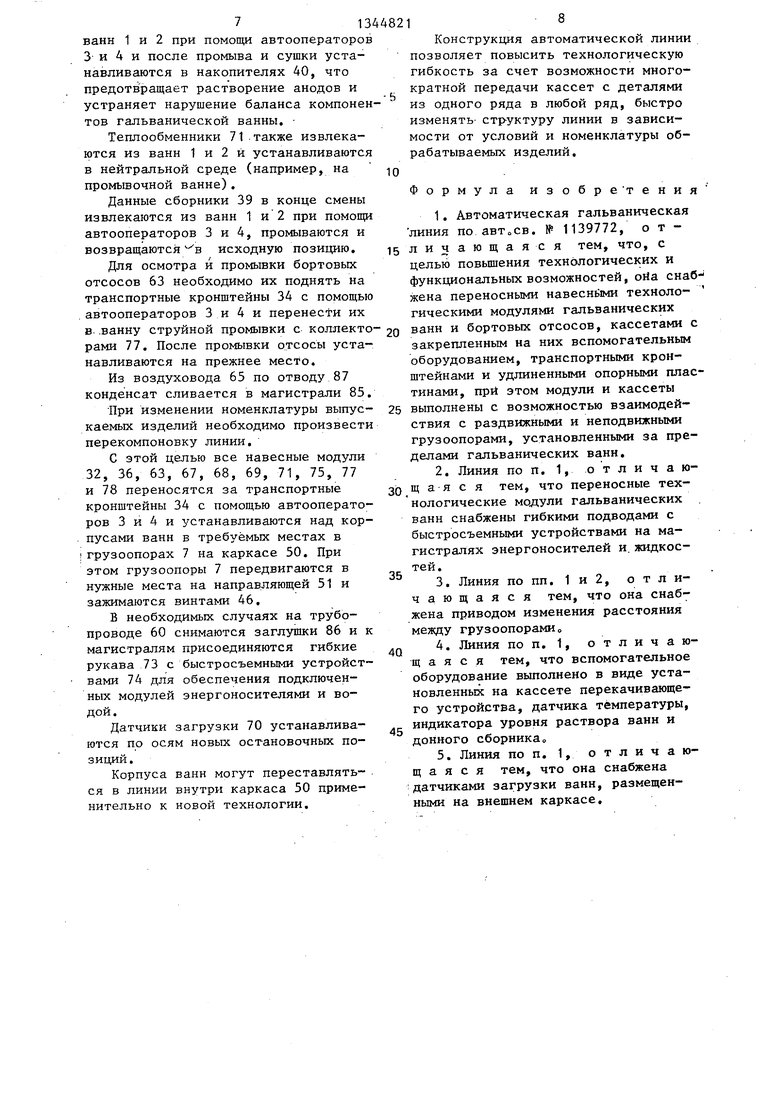
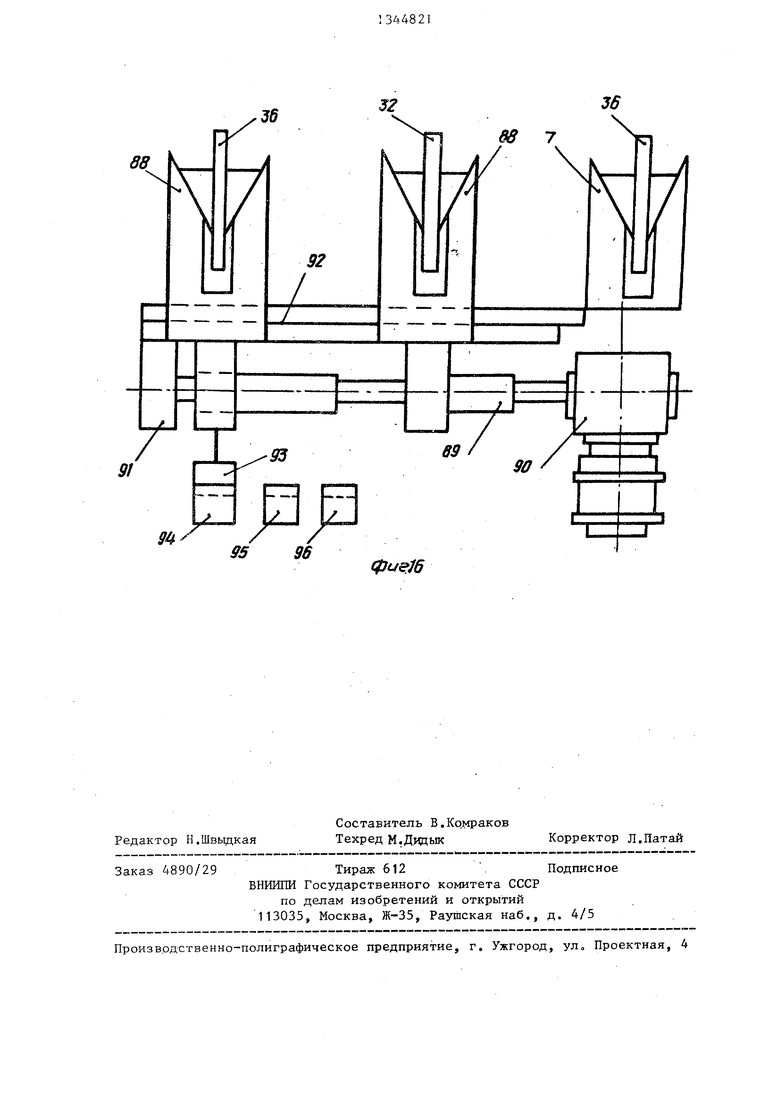
Подвижные грузоопоры 88 могут менять свое положение относительно неподвижной опоры 7 при помощи винтов 89, связанных кинематически с приводом 90, Конец винта 89 покоится в опоре 91,
Подвижные грузоопоры 88 опираются . на планку 92, Устройство позиционирования подвижных опор содержит флажок 93 и датчики 94, 95 и 96 положения опор.
Линия работает следующим образом. . Автооператор 3, обслуживающий первый ряд ванн, забирает кассету с обрабатываемыми деталями на позиции 9, переносит ее по ваннам согласно циклограмме и затем опускает ее в опоры 7 подвижной рамы 6 на передаточной ванне 5 в зоне В, В этот момент вк:лючается подача чистой воды через вентиль 17, При помощи привода 8 начинается перемещение рамы 6 в сторону зоны Г, Клапан 22 открывает 5 промьшочной воде выход в канал 29, предназначенный для грязных стоков. По мере движения подвижной рамы 6 из зоны Д к зоне В последовательно . включается на заданное время поступление воды в коллекторы 13, 12 и 11, При выходе рамы 6 из зоны Д вентиль 17 прекращает подачу чистой воды в эту зону, а клапан 22 перекрьшает канал 29, Когда рама 6 начнет входить в зону Г клапан 20 открьтает сток загрязненной воды в канал 27, При выходе рамы 6 из зоны Г вентиль 16 прекращает подачу воды в эту зону, а клапан 20 перекрывает канал 27, Когда .
0
5
0
0
рама 6 начнет входить в зону В, вентиль 15 откроет вьпсод из силового кармана в канал 25, предназначенный РД1Я относительно чистой промывочной воды, которая может использоваться в следующем цикле промывки при подаче ее в точку Е (фиг. 2)„ После того как автооператср 4 заберет детали из зоны В на дальнейшую обработку во втором ряду линии, вентиль 15 прекратит подачу чистой воды в зону, а клапан 18 перекроет канал 25. Вскоре
При обработке деталей сложной геометрии электродные штанги 36 и кассета 32 первоначально раздвигаются на максимальное расстояние для
автооператор 4 вновь войдет в первую зону ванны 5, оставит в опорах 7 рамы 15 обеспечения удобства загрузки. После 6 кассету с деталями, завершившими загрузки в ванны 1 и 2 штанги с рам- обработку во втором ряду линии, и по- ками 35 все электродные штанги уста- кинет.эту зону. Рама 6 придет в движение в обратном направлении. Веннавливаются на оптимальном расстоянии от обрабатываемых деталей. Это
тиль 15 вновь прекратит подачу чистой 2Q воды в зону, а клапан 18 перекроет канал 25„.
Вскоре автооператор 4 вновь войдет
в первую зону ванны 5, оставит в оно- 25 воздействию расшетенной воды, кото- рах 7 рамы 6 кассету с деталями, за- рая подается через насадки 76 во вре- вершивными обработку во втором ряду . мя нахождения деталей в ванне„ Затем детали переносятся в ванну с
линии, и покинет эту зону,, Рама 6 придет в движение в обратном направлении. Вентиль 15 вновь откроет поступление чистой волы в зону В, Но теперь уже другой клапан 19 откроет слив в канал 26, предназначенный для концентрированных стоков. При. выходе рамы 6 из зоны В вентиль -15 прекратит подачу чистой воды в эту зону, а клапан 19 перекроет канал 26. При входе рамы 6 в зону Г с обратной стороны вентиль 16 вновь откроет Поступление чистой воды в эту зону, а сток промывной воды на этот раз уже в тсанал 28 откроет клапан 21 (в отличие от предыдущего посещения зоны Г, когда клапан 20 открывал слив в канал 27). При выходе рамы 6 из -зоны Г вентиль 16 прекращает подачу чистой воды в эту зоНу, а кла:- пан 21 перекроет канал 28. При выхо де рамы 6 в последнюю зону Д вентиль 17 открывает поступление чистой воды в эту зону,, а клапан 23 откроет канал 30, предназначенный для относительно чистой промывочной воды, кото-. рая может использоваться в следующем цикле промьшки, при подаче ее в точку Ж (фиг. 2). После того как автооператор 3 заберет детали- из зоны Д на заключительную обработку в первом ряду линии (сушка, демонтаж), вентиль
30
35
40
водой.
При подъеме из промывочной ванны детали дополнительно орошаются свежей водой из распылителей 78 через насадки 76, включенные на период подъема кассеты 32.
После выполнения всех операций, включая , сушку, кассета 32 переносится на позицию 9 разгрузки.
Затем цикл работы повторяется.
Перед началом работы линия приводится в состояние готовности„.
При noMomji автооператоров 3 и 4 расстанавливаются электродные штанги 36 с анодами 37 на ваннах 1 и 2 Теплообменник 71 приносится на ванну, где необходимо довести температуру рабочего раствора до начально- . го по технологии значения. По достижении заданной температуры в одной ванне нагреватель переносится на ., следующую с Перенос нагревателей на близко расположенные ванны может производиться за счет увеличения длины рукавов 73, При переносе теплообменников 71 на большие расстояния при- j.,.. соединение и отсоединение рукавов 73 производится посредством быстро- съемных устройств -74,
В конце работы электродные штанги 36 с анодами 37 извлекаются из
45
17 перекроет поступление воды в эту зону, а клапан 23 перекроет канал 30.
Далее цикл работы передаточной ванны 5 с подвижной рамой 6 повторяется аналогично.
Работа вентилей 15, 16 и 17 и клапанов 18-23 в автоматическом режиме обеспечивается системой управления линией. .
При обработке деталей сложной геометрии электродные штанги 36 и кассета 32 первоначально раздвигаются на максимальное расстояние для
обеспечения удобства загрузки. После загрузки в ванны 1 и 2 штанги с рам- ками 35 все электродные штанги уста-
обеспечения удобства загрузки. После загрузки в ванны 1 и 2 штанги с рам- ками 35 все электродные штанги уста-
навливаются на оптимальном расстоянии от обрабатываемых деталей. Это
расстояние может изменяться в процессе обработки деталей.
При промывке деталей кассеты 32 опускается в ванну струйной промывки с коллекторами 77, где подвергается
0
5
0
водой.
При подъеме из промывочной ванны детали дополнительно орошаются свежей водой из распылителей 78 через насадки 76, включенные на период подъема кассеты 32.
После выполнения всех операций, включая , сушку, кассета 32 переносится на позицию 9 разгрузки.
Затем цикл работы повторяется.
Перед началом работы линия приводится в состояние готовности„.
При noMomji автооператоров 3 и 4 расстанавливаются электродные штанги 36 с анодами 37 на ваннах 1 и 2 Теплообменник 71 приносится на ванну, где необходимо довести температуру рабочего раствора до начально- . го по технологии значения. По достижении заданной температуры в одной ванне нагреватель переносится на ., следующую с Перенос нагревателей на близко расположенные ванны может производиться за счет увеличения длины рукавов 73, При переносе теплообменников 71 на большие расстояния при- .,.. соединение и отсоединение рукавов 73 производится посредством быстро- съемных устройств -74,
В конце работы электродные штанги 36 с анодами 37 извлекаются из
5
113
ванн 1 и 2 при помощи автооператоров 3 и 4 и после промыва и сушки устанавливаются в накопителях 40, что предотвращает растворение анодов и устраняет нарушение баланса компонен тов гальванической ванны,
Теплообменники 71 также извлекаются из ванн 1 и 2 и устанавливаются в нейтральной среде (например, на промывочной ванне).
Данные сборники 39 в конце смены извлекаются из ванн 1 и 2 при помощи автооператоров 3 и 4, промываются и возвращаются в исходную позицию.
Для осмотра и промывки бортовых отсосов 63 необходимо их поднять на транспортные кронштейны 34 с помощью .автооператоров 3 и 4 и перенести их в .ванну струйной промывки с коллекто рами 77, После промывки отсосы устанавливаются на прежнее место.
Из воздуховода 65 по отводу 87 конденсат сливается в магистрали 85,
При изменении номенклатуры выпус- каемых изделий необходимо произвести перекомпоновку линии,
С этой целью все навесные модули 32, 36, 63, 67, 68, 69, 71, 75, 77 и 78 переносятся за транспортные кронштейны 34 с помощью автооператоров 3 и 4 и устанавливаются над корпусами ванн в требуемых местах в грузоопорах 7 на каркасе 50, При этом грузоопоры 7 передвигаются в нужные места на направляющей 51 и зажимаются винтами 46,
В необходимых случаях на трубопроводе 60 снимаются заглушки 86 и к магистралям присоединяются гибкие рукава 73 с быстросъемными устройствами 74 для обеспечения подключенных модулей энергоносителями и водой.
Датчики загрузки 70 устанавливаются по осям новых остановочных позиций ,
Корпуса ванн могут переставляться в линии внутри каркаса 50 применительно к новой технологии.
15
82
ю
2о
25
о
.„
5
5
18
Конструкция автоматической линии позволяет повысить технологическую гибкость за счет возможности многократной передачи кассет с деталями из одного ряда в любой ряд, быстро изменять- стр-уктуру линии в зависимости от условий и номенклатуры обрабатываемых изделий.
Формула изобре тения
1,Автоматическая гальваническая линия по автоСв, № 1139772, отличающаяся тем, что, с целью повьштения технологических и функциональных возможностей, оНа снабжена переносными навесньми технологическими модулями гальванических ванн и бортовых отсосов, кассетами с закрепленным на них вспомогательным оборудованием, транспортными кронштейнами и удлиненными опорными пластинами, при этом модули и кассеты выполнены с возможностью взаимодействия с раздвижными и неподвижными грузоопорами, установленными за пределами гальванических ванн,
2,Линия по п, 1, отличающаяся тем, что переносные технологические модули гальванических ванн снабжены гибкими подводами с быстросъемными устройствами на магистралях энергоносителей и. жидкостей,
3,Линия по пп, 1 и 2, отличающаяся тем, что она снабжена приводом изменения расстояния между грузоопорамис
4,Линия по п, 1, отличающаяся тем, что вспомогательное оборудование выполнено в виде установленных на кассете перекачивающего устройства, датчика температуры, индикатора уровня раствора ванн и донного сборника
5,Линия по п, 1, отличающаяся тем, что она снабжена датчиками загрузки ванн, размещенными на внешнем каркасе.
t
,;
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая гальваническая линия | 1985 |
|
SU1435669A2 |
| Автоматическая гальваническая линия | 1987 |
|
SU1423632A2 |
| Автоматическая гальваническая линия | 1986 |
|
SU1366558A2 |
| Автоматическая гальваническая линия | 1984 |
|
SU1232709A2 |
| Безотходная гибкая автоматическая гальваническая линия | 1990 |
|
SU1798392A1 |
| Автоматическая гальваническая линия | 1983 |
|
SU1139772A1 |
| Автооператорная гальваническая линия | 1987 |
|
SU1423633A2 |
| Гибкая автоматическая гальваническая линия | 1991 |
|
SU1787177A3 |
| Автооператорная гальваническая линия | 1985 |
|
SU1330217A2 |
| Автооператорная гальваническая линия | 1984 |
|
SU1219680A2 |
Изобретение относится к оборудованию для нанесения гальванических 67.68, бГ в ; V8 у Тг 7 0 фи&.1 покрытий на детали. Цель изобретения - повышение технологических и функциональных возможностей автоматической линии. Автоматическая гальва-, ническая линия является развитием линии по авт.св. N 1139772. Линия содержит ряды ванн 1 и 2, автоопера- торы 3 и 4, передаточную ванну 5 с передвижной рамой 6. На раме 6 в ваннах 1 и 2 установлены грузоопоры 7 для приема кассет 32,, Автооператоры перемещаются по путям 31 и переносят кассеты 32 с подвесками 35 при помощи захватов 38 и транспортных кронштейнов 34. Возле передаточной ванны 4 расположен накопитель 40 технологических кассет. Особенностью данной линии является наличие наружного карi ,7 7/7 сл оо 4:: NU 00 14) 7 фи&.1
85
/ I/ / I 50 1,2 79 35
(fJuf.S
51
56
S6
57
S9
SZ S5
X
ni
Г
54
дзивб
/a7
J3
fpue.e
ffS
34
5-5
zn
: : 5:::i: lf T- 11 П V -дзи.9
55
Ь
7
й5
St
34
/r
7
.7i
- ;
дзиг.ю
74
74
фиг12
74
фи&
74
gjuff.
36
88
L
Л
91
/
33
ff4
95
/
/ 96
Редактор Н.Швьщкая
Составитель В.Ко.мраков Техред М.ДиДык
Заказ 4890/29
Тираж 612 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, уло Проектная, 4
J-
36
X
вв 7
к
I
/
-h
89
90
фиеЮ
Корректор Л.Патай
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
