Область техники
Настоящее изобретение относится к способу и устройству для сборки самозаклеивающихся шин для колес транспортных средств.
Уровень техники
Как известно, самозаклеивающиеся шины способны предотвращать потерю воздуха и обусловленное этим падение давления вследствие прокола, вызванного острым предметом (например, гвоздем).
Самозаклеивающаяся шина для колес транспортных средств, как правило, содержит каркасный конструктивный элемент, содержащий, по меньшей мере, один слой каркаса, имеющий соответствующие противоположные концевые зоны, соответственно введенные в контактное взаимодействие с кольцевыми удерживающими конструктивными элементами, обычно называемыми «бортовыми проволочными кольцами», встроенными в зонах, обычно называемых «бортами», имеющих внутренний диаметр, по существу соответствующий так называемому «посадочному диаметру» шины на соответствующем монтажном ободе. Шина также содержит коронный конструктивный элемент, содержащий, по меньшей мере, один слой брекера, расположенный в радиальном направлении снаружи по отношению к слою каркаса, и протекторный браслет, расположенный в радиальном направлении снаружи по отношению к слою брекера. Между протекторным браслетом и слоем/слоями брекера может быть расположен так называемый «подслой», образованный из эластомерного материала со свойствами, подходящими для обеспечения стабильного соединения слоя/слоев брекера с самим протекторным браслетом. На боковых поверхностях каркасного конструктивного элемента, каждая из которых проходит от одного из боковых краев протекторного браслета до верхнего конца соответствующего кольцевого конструктивного элемента для крепления к бортам, также наложены соответствующие боковины, образованные из эластомерного материала.
Слой каркаса покрыт с внутренней стороны слоем, образованным из эластомерного материала предпочтительно на основе бутила, обычно называемым «герметизирующим слоем», обладающим характеристиками воздухонепроницаемости и проходящим от одного борта до другого.
В радиальном направлении внутри по отношению к слою каркаса расположен, по меньшей мере, один слой, образованный из полимерного герметизирующего материала, который может прилипать к острому предмету, вставленному в него, и он также может затекать внутрь отверстия при удалении подобного предмета, в результате чего герметично закрывается само отверстие и предотвращается выход воздуха из шины. Подобный материал в готовой шине (отформованной и вулканизованной) должен быть деформируемым и липким.
Следует отметить, что в настоящем описании и в последующей формуле изобретения термин «эластомерный материал» используется для обозначения композиции, содержащей, по меньшей мере, один эластомерный полимер и, по меньшей мере, один активный наполнитель. Подобная композиция предпочтительно дополнительно содержит добавки, например, такие как сшивающий агент и/или пластификатор. Благодаря наличию сшивающего агента подобный материал может быть сшит посредством нагрева для образования конечного продукта.
В настоящем описании и в последующей формуле изобретения термин «компонент» шины используется для обозначения любого функционального компонента шины (например, слоя, расположенного под герметизирующим слоем, герметизирующего слоя, слоя/слоев каркаса, наполнителя в зоне борта, слоя/слоев брекера, боковин, вставок боковин в самонесущих шинах, антиабразивных вставок, подслоя, протекторного браслета, тканевых или металлических усилительных элементов, усилительных элементов, выполненных из эластомерного материала, и т. д.) или его части.
Следует отметить, что в настоящем описании и в последующей формуле изобретения выражение «герметизирующий узел» используется для обозначения полуфабриката в виде ленты, содержащей непровисающую термопластичную пленку, например, образованную из полиамида или сложного полиэфира, слой, образованный из герметизирующего полимерного материала, соединенного с непровисающей термопластичной пленкой и опирающегося на непровисающую термопластичную пленку, и предпочтительно два удлиненных элемента, образованных из эластомерного материала и соединенных с противоположными продольными краями слоя, образованного из полимерного герметизирующего материала, и непровисающей термопластичной пленки.
Следует отметить, что выражение «полимерный герметизирующий материал» в данном контексте используется для обозначения полимерного материала, который после вулканизации шины приобретает такие вязкоупругие характеристики и характеристики липкости, которые позволяют материалу затекать внутрь перфорационного отверстия, образованного заостренным элементом, и прилипать к указанному перемещающемуся заостренному элементу и вытягиваться посредством указанного перемещающегося заостренного элемента. Слой полимерного герметизирующего материала деформируется под действием его собственного веса, если он не наложен на какую-либо опору.
В документе US 2008/0142140 описаны и проиллюстрированы способ и устройство для сборки шины, включающей в себя герметизирующий слой. Способ включает в себя следующие этапы: размещение внутреннего герметизирующего слоя на барабане для сборки шин, экструзию герметизирующей композиции в виде полос, имеющих скошенные боковые стенки, отрезку полосы до заданной длины, несение герметика поверх внутреннего герметизирующего слоя в двух или более зонах. Каждая зона отделена окружным разделителем, который соединяет внутренний герметизирующий слой с покрывающим слоем, образующим барьер для предотвращения миграции герметика из одной зоны в другую.
Задача изобретения
Была отмечена необходимость оптимизации процессов сборки самозаклеивающихся шин для повышения производительности (за счет уменьшения оперативного времени) и повышения качества изготовленных шин.
При рассмотрении этого заявитель осознал, что самозаклеивающаяся шина предпочтительно может быть собрана посредством подготовки герметизирующего узла, отрезанного с заданным размером, намотки герметизирующего узла на формообразующий барабана с соединением друг с другом противоположных концов и последующей сборки остальных компонентов для образования невулканизованной шины.
В результате наблюдений было установлено, что трудно выполнить операции (например, транспортировку, манипулирование, резку, наложение) при использовании герметизирующего узла вследствие особенно низкой вязкости и высокой адгезионной способности герметизирующего материала. Действительно, герметизирующий материал имеет тенденцию оставаться прилипшим к деталям машин и/или другим элементам, с которыми он входит в контакт, и деформироваться или разрываться при попытке отделить его от подобных деталей/элементов.
В частности, в результате наблюдений было установлено, что одной из наиболее критических операций является отрезка герметизирующего узла по размеру. Высокая липкость герметизирующего материала делает механическую резку сложной, принимая во внимание тот факт, что она вызывает большой перенос вещества из герметизирующего материала на используемый нож.
Кроме того, термопластичная пленка имеет высокое относительно удлинение и механическую вязкость, сильно отличающуюся от вязкости герметизирующего материала.
Кроме того, противоположные отрезанные концы (передний и задний) герметизирующего узла должны быть чистыми для обеспечения возможности их правильного соединения на формообразующем барабане, на который герметизирующий узел намотан, для получения шин, которые имеют высокое качество и которые по существу идентичны друг другу, таким образом, была поставлена задача разработать способ и устройство, обеспечивающие возможность резки различных материалов, образующих герметизирующий узел, чисто, точно и с обеспечением повторяемости.
Таким образом, отрезающий нож играет главную роль в достижении вышеупомянутых результатов, в частности, это касается его двух рабочих параметров, а именно скорости его подачи (перед резкой, во время резки и после резки) и его температуры.
В завершение было установлено, что регулирование температуры и скорости отрезающего ножа во время его продвижения через герметизирующий узел создает возможность задания и автоматического использования наиболее корректных значений параметров для обеспечения эффективной отрезки герметизирующего узла, получения точных и повторяющихся резов.
Более точно в соответствии с первым аспектом настоящее изобретение относится к способу сборки самозаклеивающихся шин для колес транспортных средств, включающему:
i. подачу непрерывного герметизирующего узла;
ii. отрезку непрерывного герметизирующего узла по размеру;
iii. намотку герметизирующего узла, отрезанного по размеру, вокруг формообразующего барабана;
iv. образование компонентов невулканизованной шины на формообразующем барабане;
v. формообразование, вулканизацию и формование шины в пресс-форме,
в котором отрезка непрерывного герметизирующего узла по размеру включает:
перемещение отрезающего ножа, нагретого до температуры «T», со скоростью «V» вдоль траектории резания, поперечной к продольному направлению протяженности непрерывного герметизирующего узла;
при котором, по меньшей мере, один из параметров, представляющих собой скорость «V» и температуру «Т», изменяют вдоль указанной траектории.
Было замечено, что герметизирующий узел накладывают на конвейер при непровисающей термопластичной пленке, размещаемой в контакте с опорной поверхностью, и герметизирующем материале, обращенном вверх, затем герметизирующий узел отрезают по размеру и затем наматывают на формообразующий барабан так, чтобы непровисающая термопластичная пленка была расположена в контакте с поверхностью формообразующего барабана, наружной в радиальном направлении.
Таким образом, использование нагретого ножа, а также регулирование температуры и скорости позволяет:
получить чистый срез как на герметизирующем материале, так и на непровисающей термопластичной пленке, без деформирования и разрыва материалов, через которые проходит нож, и уменьшить количество материала, который остается прилипшим к ножу после каждого реза, до минимума;
осуществить быструю отрезку, уменьшая время цикла;
отрезать герметизирующие узлы с разными размерами, получая аналогичные результаты с точки зрения качества.
В соответствии со вторым аспектом настоящее изобретение относится к устройству для сборки самозаклеивающихся шин для колес транспортных средств, содержащему:
формообразующий барабан;
конвейер, образующий опорную поверхность для непрерывного герметизирующего узла, выполненный с возможностью перемещения вдоль направления подачи;
отрезающий нож, нагреваемый посредством циркуляции тока до температуры «T», смонтированный над конвейером и выполненный с возможностью перемещения вдоль траектории резания, поперечной к направлению подачи, со скоростью «V»;
блок управления, функционально связанный с отрезающим ножом для управления/контроля и регулирования температуры «T» и скорости «V» вдоль указанной траектории резания;
при этом формообразующий барабан функционально связан с конвейером для приема герметизирующего узла, отрезанного по размеру отрезающим ножом.
Настоящее изобретение в соответствии с, по меньшей мере, одним из вышеупомянутых аспектов может также иметь один или несколько из предпочтительных отличительных признаков, описанных ниже.
Перед отрезкой отрезающий нож предпочтительно перемещают близко к непрерывному герметизирующему узлу со скоростью «V1» приближения, которая превышает скорость «V2» прохождения через указанный непрерывный герметизирующий узел.
После отрезки отрезающий нож предпочтительно перемещают от герметизирующего узла, отрезанного по размеру, со скоростью «V3» удаления, которая превышает скорость «V2» прохождения через указанный непрерывный герметизирующий узел.
Предпочтительно, если скорость «V1» приближения больше или равна приблизительно 40 мм/с.
Предпочтительно, если скорость «V3» удаления больше или равна приблизительно 50 мм/с.
При приближении и удалении нож перемещается в воздухе без контактного взаимодействия с каким-либо материалом, и подобная скорость должна быть максимально возможной для уменьшения общего времени отрезки до минимума.
Во время отрезки отрезающий нож предпочтительно проходит через каждый из двух удлиненных элементов, образованных из эластомерных материалов, соединенных с противоположными продольными краями непрерывного герметизирующего узла, с первой скоростью «V2'» прохождения, которая меньшей второй скорости «V2ʺ» прохождения отрезающего ножа, через центральную часть указанного непрерывного герметизирующего узла.
Предпочтительно, если первая скорость «V2'» прохождения больше или равна приблизительно 4 мм/с.
Предпочтительно, если первая скорость «V2'» прохождения меньше или равна приблизительно 7 мм/с.
Предпочтительно, если вторая скорость «V2ʺ» прохождения больше или равна приблизительно 20 мм/с.
Предпочтительно, если вторая скорость «V2ʺ» прохождения меньше или равна приблизительно 30 мм/с.
Каждый из удлиненных элементов из эластомерного материала расположен с обеих сторон герметизирующего материала и непровисающей термопластичной пленки и выступает за боковой продольный край герметизирующего материала. Удлиненные элементы имеют низкую вязкость и малое сопротивление воздействию поперечного усилия. Незадолго перед вводом в контактное взаимодействие с каждым из упомянутых удлиненных элементов скорость ножа уменьшают до величины (V2') с тем, чтобы предотвратить ситуацию, при которой удар ножа вызывает деформацию (изгибание, закручивание) удлиненного элемента до того, как нож будет проникать и начнет отрезку. Вместо этого подобная скорость может быть увеличена (до V2ʺ), когда отрезающий нож проходит через центральную часть, образованную только из герметизирующего материала и непровисающей термопластичной пленки.
В соответствии с предпочтительным вариантом осуществления способа перед отрезкой отрезающий нож нагревают до температуры «T1» предварительного нагрева, которая превышает температуру «T2» резания.
Предпочтительно, если температура «T1» предварительного нагрева больше или равна приблизительно 330°С.
Предпочтительно, если температура «T1» предварительного нагрева меньше или равна приблизительно 380°С.
Отрезающий нож имеет очень малую тепловую инерцию, следовательно, для того, чтобы довести его температуру до надлежащей температуры резания в наименьшее возможное время, и предпочтительно во время этапа приближения к герметизирующему узлу его подвергают перегреву и затем оставляют охлаждаться до подобного надлежащего значения температуры.
В соответствии с предпочтительным вариантом осуществления способа после отрезки отрезающий нож нагревают до температуры «T3» очистки, которая превышает температуру «T2» резания.
Предпочтительно, если температура «T3» очистки больше или равна приблизительно 450°С.
Предпочтительно, если температура «T3» очистки меньше или равна приблизительно 650°С.
При завершении отрезки перегрев ножа вызывает выжигание и обугливание остаточного материала (в частности, герметизирующего материала), который остался прилипшим к ножу. Данная операция очистки предотвращает образование увеличивающихся скоплений герметизирующего материала между следующими друг за другом резами, в результате чего значительно увеличивается интервал между циклами технического обслуживания ножа и увеличивается эксплуатационный срок службы ножа, который, следовательно, может быть использован для большого числа операций отрезки перед его заменой.
В соответствии с предпочтительным вариантом осуществления способа во время прохождения через непрерывный герметизирующий узел отрезающий нож нагрет до температуры «T2» резания, которая больше или равна приблизительно 280°С.
Во время прохождения через непрерывный герметизирующий узел отрезающий нож предпочтительно нагрет до температуры «T2» резания, которая меньше или равна приблизительно 320°С.
Температура резания позволяет легко разрезать все компоненты герметизирующего узла при условии, что она значительно выше температуры плавления непровисающей термопластичной пленки.
В соответствии с предпочтительным вариантом осуществления способа перед подачей непрерывный герметизирующий узел, содержащий непровисающую термопластичную пленку и слой герметизирующего полимерного материала, соединенный с указанной непровисающей термопластичной пленкой и опирающийся на указанную термопластичную пленку, удерживают смотанным в рулон посредством защитной пленки, расположенной на поверхности слоя герметизирующего полимерного материала, противоположной по отношению к непровисающей термопластичной пленке.
Защитная пленка обеспечивает возможность сматывания герметизирующего узла в рулон и удерживания герметизирующего узла в виде рулона без прилипания витков друг к другу, вызываемого липкостью и деформируемостью герметизирующего полимерного материала.
Защитную пленку предпочтительно снимают со слоя герметизирующего полимерного материала, по меньшей мере, перед отрезкой.
Таким образом, герметизирующий узел, отрезанный по размеру и намотанный на формообразующий барабан, уже будет готов к приему других полуфабрикатов, предназначенных для образования невулканизованной шины.
Защитную пленку предпочтительно снимают со слоя герметизирующего полимерного материала во время подачи посредством разматывания непрерывного герметизирующего узла из рулона.
Данная операция не влечет за собой увеличение машинного времени при условии, что она выполняется в процессе выполнения других операций на линии, то есть одновременно с разматыванием непрерывного герметизирующего узла и его подачей по направлению к отрезающему ножу.
В соответствии с предпочтительным вариантом осуществления способ включает перед перемещением отрезающего ножа: перемещение непрерывного герметизирующего узла вперед вдоль направления перемещения, параллельного продольному направлению протяженности узла, на заданное расстояние; останов непрерывного герметизирующего узла; подъем части указанного непрерывного герметизирующего узла, расположенной рядом с траекторией резания.
Подъем части, в которой должна выполняться отрезка, вызывает натягивание непрерывного герметизирующего узла, облегчает отрезку и создает возможность повышение качества резания с точки зрения обеспечения геометрических характеристик.
Траектория резания предпочтительно по существу ортогональна направлению подачи.
Разрезание концов в направлении, перпендикулярном продольному направлению протяженности непрерывного герметизирующего узла, служит для гарантирования хорошего выравнивания переднего и заднего концов, когда герметизирующий узел, отрезанный по размеру, наматывают на формообразующий барабан.
В соответствии с предпочтительным вариантом осуществления устройства отрезающий нож расположен в плоскости, ограничивающей - вместе с опорной поверхностью - угол, отличающийся от 90°.
Указанный угол предпочтительно составляет от приблизительно 20° до приблизительно 30°.
Противоположные концы герметизирующего узла, отрезанного по размеру, приближают друг к другу и соединяют на формообразующем барабане близко к соответствующим наклонным плоскостям. Отсутствует необходимость в сближении двух концов с миллиметровой точностью при условии, что соединение по вышеупомянутым наклонным плоскостям позволяет частично наложить концы друг на друга без образования нежелательных пространств, в которых могут быть образованы опасные воздушные раковины.
В соответствии с предпочтительным вариантом осуществления устройства отрезающий нож определяет границы токопроводящего пути, имеющего зону с уменьшенным сечением, предназначенную для входа в контакт с непрерывным герметизирующим узлом, подлежащим резке.
В зоне уменьшенного сечения имеет место больший нагрев ножа непосредственно в том месте, где происходит контакт с материалом, подлежащим резке.
Конвейер предпочтительно содержит первую часть и вторую часть, расположенные последовательно вдоль направления подачи.
Даже более предпочтительно, если конвейер содержит установочный элемент, расположенный между первой частью и второй частью, проходящий вдоль направления, поперечного к направлению подачи, и выполненный с возможностью перемещения между опущенным положением, в котором он находится под опорной поверхностью, и поднятым положением, в котором он выступает за указанную опорную поверхность.
Еще более предпочтительно, если отрезающий нож расположен рядом с указанным установочным элементом.
Установочный элемент обеспечивает возможность натяжения непрерывного герметизирующего узла посредством толкания его снизу вверх со стороны непровисающей термопластичной пленки, не касаясь (и, следовательно, не повреждая) герметизирующего полимерного материала.
Краткое описание чертежей
Дополнительные характеристики и преимущества станут более очевидными из подробного описания предпочтительного, но не единственного варианта осуществления способа и устройства для сборки самозаклеивающихся шин для колес транспортных средств в соответствии с настоящим изобретением.
Подобное описание будет приведено в дальнейшем со ссылкой на приложенные чертежи, представленные только в качестве неограничивающего примера, на которых:
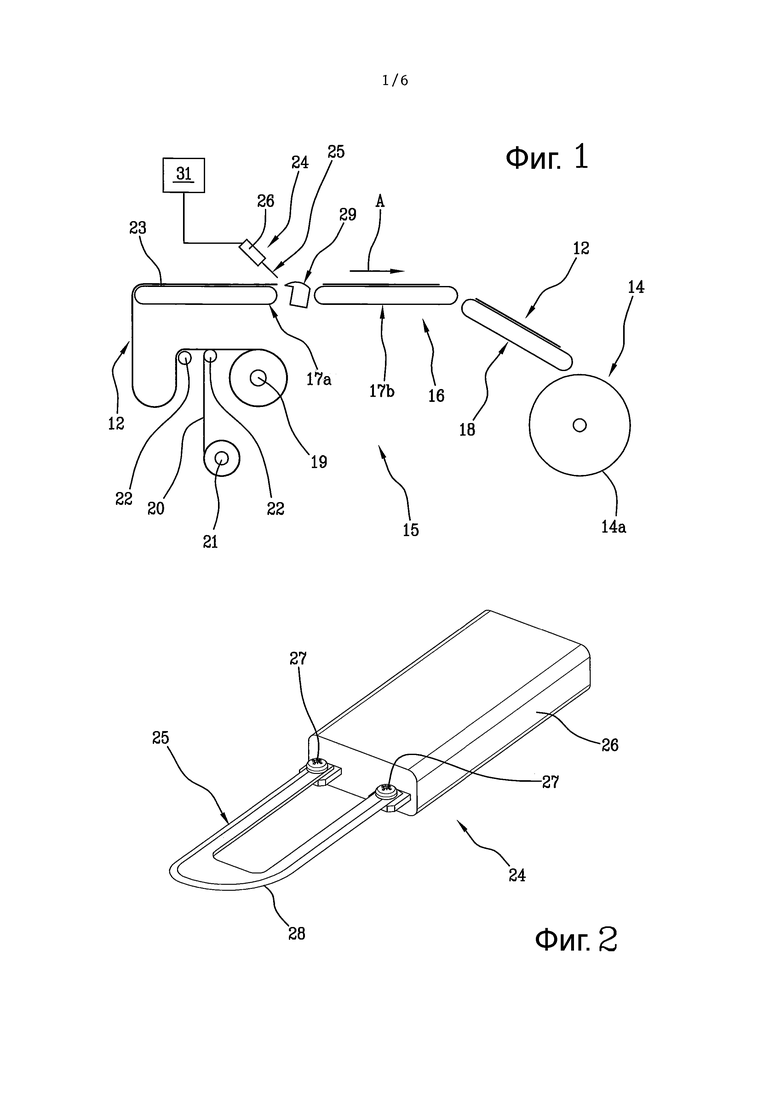
фиг. 1 схематически показывает вертикальный вид сбоку устройства для получения самозаклеивающихся шин для колес транспортных средств в соответствии с настоящим изобретением;
фиг. 2 показывает увеличенный элемент устройства с фиг. 1;
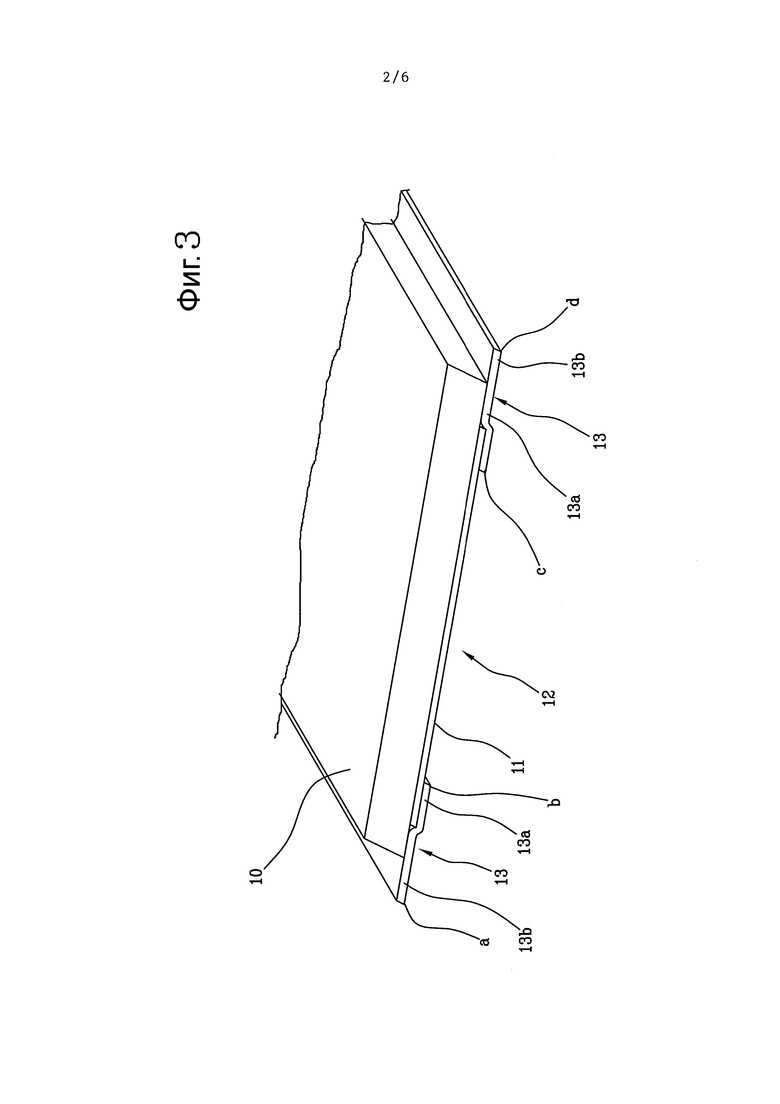
фиг. 3 показывает полуфабрикат, подвергнутый обработке в устройстве с фиг. 1;
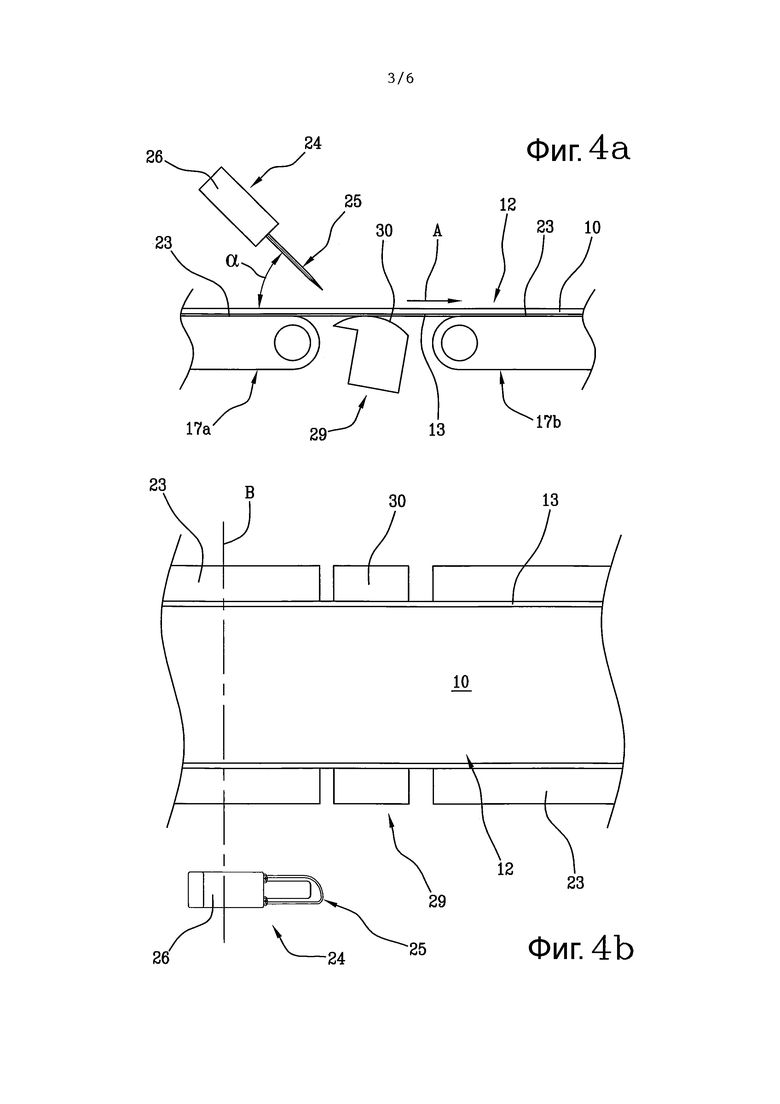
фиг. 4а и 4b соответственно показывают вид сбоку и вид сверху части устройства с фиг. 1 во время одного рабочего этапа способа в соответствии с изобретением;
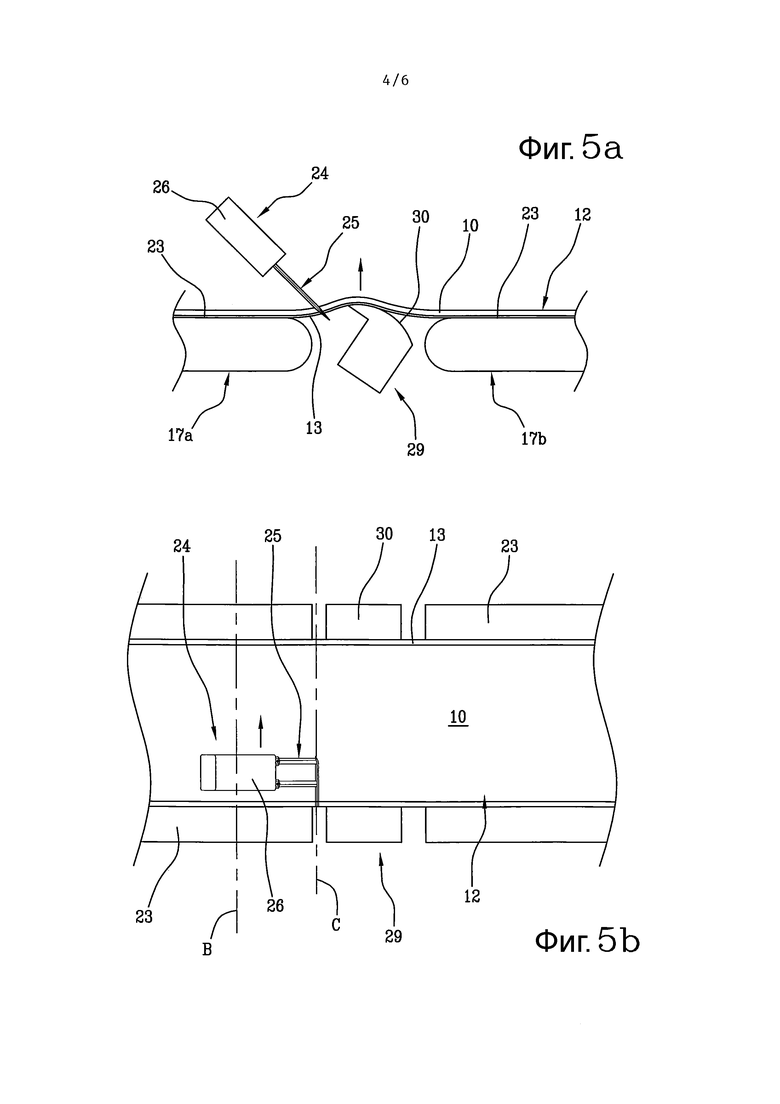
фиг. 5а и 5b соответственно показывают вид сбоку и вид сверху, соответствующие фиг. 4а и 4b, во время следующего рабочего этапа способа в соответствии с изобретением;
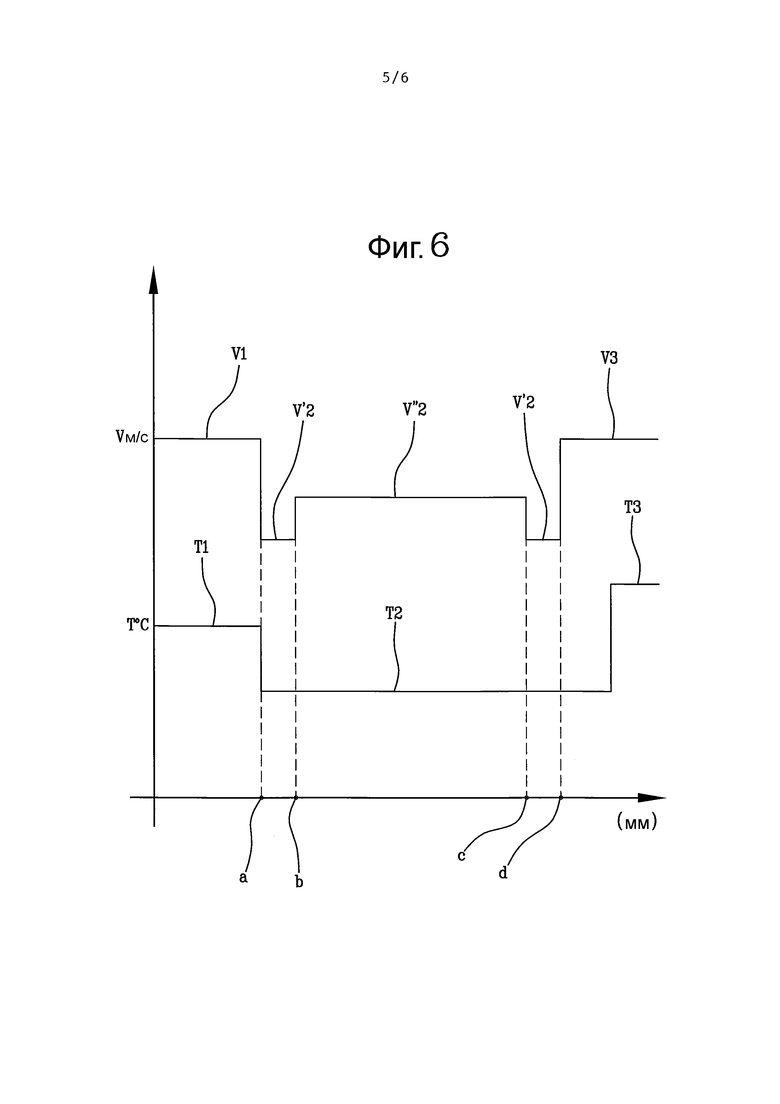
фиг. 6 представляет собой циклограмму, показывающую физические величины в способе согласно изобретению;
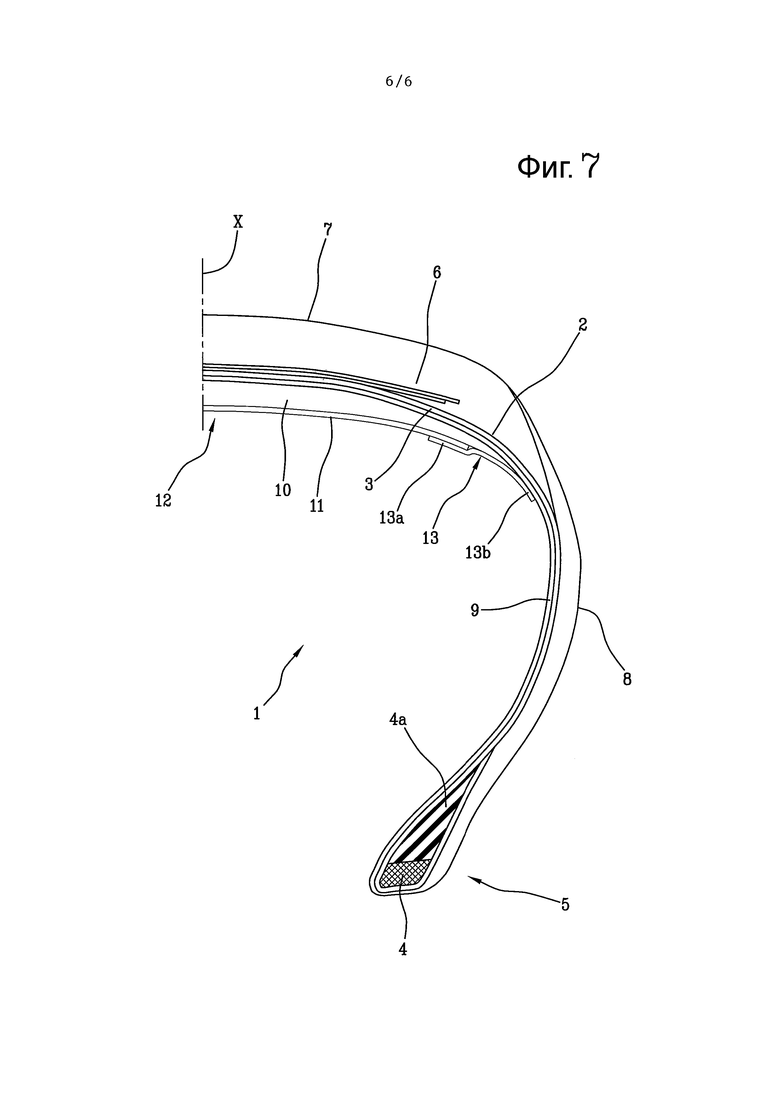
фиг. 7 схематически показывает - в радиальном сечении - самозаклеивающуюся шину для колес транспортных средств, изготовленную посредством использования устройства и в соответствии со способом согласно настоящему изобретению.
Подробное описание предпочтительных вариантов осуществления изобретения
Самозаклеивающаяся шина для колес транспортных средств, как правило, содержащая каркасный конструктивный элемент 2, содержащий, по меньшей мере, один слой 3 каркаса, имеющий соответствующие противоположные концевые зоны, введенные в контактное взаимодействие с соответствующими кольцевыми удерживающими конструктивными элементами 4, возможно, соединенными с эластомерными наполнителями 4а, объединенными в одно целое с ними в зонах 5, обычно называемых «бортами», обозначена ссылочной позицией 1 на фиг. 7. Слой 3 каркаса содержит множество тканевых или металлических армирующих кордов, расположенных параллельно друг другу и по меньшей мере частично покрытых слоем эластомерного материала.
С каркасным конструктивным элементом 2 соединен брекерный конструктивный элемент 6, содержащий один или несколько слоев брекера, расположенных с наложением их друг на друга и на слой 3 каркаса в радиальном направлении и имеющих, как правило, металлические армирующие корды. Подобные армирующие корды могут иметь ориентацию с перекрещиванием относительно направления развертки шины 1 в направлении вдоль окружности.
Протекторный браслет 7 из эластомерного материала наложен в радиальном направлении снаружи по отношению к брекерному конструктивному элементу 6, при этом то же самое применимо для других полуфабрикатов, образующих шину 1.
Кроме того, на боковых поверхностях каркасного конструктивного элемента 2, каждая из которых проходит от одного из боковых краев протекторного браслета 7 до места вблизи соответствующего кольцевого конструктивного элемента для крепления к бортам 5, также наложены - в аксиальном направлении снаружи - соответствующие боковины 8, выполненного из эластомерного материала.
Поверхность шины 1, внутренняя в радиальном направлении, также предпочтительно полностью покрыта слоем эластомерного материала, по существу не проницаемым для воздуха, или так называемым герметизирующим слоем 9.
Самозаклеивающаяся шина 1 также содержит слой герметизирующего полимерного материала 10, расположенный рядом с коронной зоной шины 1 и в радиальном направлении внутри по отношению к герметизирующему слою 9. Слой герметизирующего полимерного материала 10 проходит на всей протяженности шины 1 в направлении вдоль окружности. Слой герметизирующего полимерного материала 10 имеет максимальную толщину в зоне, расположенной по существу рядом с экваториальной плоскостью «X», готовой, то есть подвергнутой обработке в пресс-форме и вулканизованной, шины 1, и он сужается в направлении концов коронной зоны в аксиальном направлении.
В качестве примера герметизирующий полимерный материал может содержать от 40 весовых частей до 80 весовых частей синтетического или натурального эластомера на 100 частей эластомера, от 20 весовых частей до 60 весовых частей эластомера на основе блок-сополимеров на 100 частей эластомера, от 40 весовых частей до 60 весовых частей технологического масла на 100 частей эластомера, от 15 до 60 весовых частей, по меньшей мере, одного связующего вещества на 100 частей эластомера и от 1 до 40 весовых частей, по меньшей мере, одного активного наполнителя на 100 частей эластомера. В соответствии с предпочтительным вариантом осуществления герметизирующий полимерный материал также может содержать от приблизительно 1 весовой части до приблизительно 20 весовых частей, по меньшей мере, одного гомогенизирующего вещества на 100 частей эластомера. В дополнительном варианте осуществления герметизирующий полимерный материал также может содержать от 0,05 весовой части до 5 весовых частей, по меньшей мере, одного пептизатора на 100 частей эластомера.
Непровисающая термопластичная пленка 11 расположена в радиальном направлении внутри по отношению к слою герметизирующего полимерного материала 10 и в непосредственном контакте с указанным слоем герметизирующего полимерного материала 10. Непровисающая термопластичная пленка 11 проходит так же, как слой герметизирующего полимерного материала 10, на всей протяженности шины 1 в направлении вдоль окружности, и она имеет длину, то есть протяженность в аксиальном направлении, которая немного меньше протяженности указанного слоя 10 в аксиальном направлении.
Непровисающая термопластичная пленка 11 предпочтительно образована из полиамида, выбранного из: полиамида (или найлона) 6, полиамида 66, полиамида 46, полиамида 11, полиамида 12, полиамида 610, полиамида 612, сополимера полиамида 6 и полиамида 66, сополимера полиамида 6, полиамида 66 и полиамида 610, полиамида MXD 6, полиамида 6Т, сополимера полиамида 6 и полиамида 6Т, сополимера полиамида 66 и полипропилена (РР), сополимера полиамида 66 и полифениленсульфида (PPS) - самих по себе или в комбинации. Непровисающая термопластичная пленка 11 предпочтительно образована из сложного полиэфира, выбранного из: полибутилентерефталата (РВТ), полиэтилентерефталата (РЕТ), полиэтиленизофталата (PEI), сополимера полибутилентерефталата и тетраметиленглиголя, сополимера полиэтилентерефталата и полиэтиленизофталата (PET/PEI), полиарилата и полибутиленнафталата.
Слой герметизирующего полимерного материала 10 и непровисающая термопластичная пленка 11 образуют герметизирующий узел 12. Когда заостренный предмет (например, такой как гвоздь) проникает в шину и проходит через герметизирующий узел 12, герметизирующий полимерный материал 10 может прилипать к предмету, вставленному в него, и он также может затекать в отверстие при удалении предмета, тем самым герметично закрывая отверстие и предотвращая выход воздуха из шины.
Герметизирующий узел 12 по предпочтительному и проиллюстрированному варианту осуществления дополнительно содержит два удлиненных элемента, образованных из эластомерного материала 13, каждый из которых расположен вблизи его края. Внутренняя в аксиальном направлении часть 13а каждого удлиненного элемента, образованного из эластомерного материала 13, наложена на герметизирующий узел 12, и она расположена в радиальном направлении внутри по отношению к указанному герметизирующему узлу 12. Наружная в аксиальном направлении часть 13b каждого удлиненного элемента, образованного из эластомерного материала 13, расположена в непосредственном контакте с герметизирующим слоем 9. Выражение «внутренняя в аксиальном направлении часть 13а» используется для обозначения части, расположенной ближе к экваториальной плоскости «X» шины 1 по сравнению с частью 13b, наружной в аксиальном направлении. При более детальном рассмотрении следует отметить, что часть 13а, внутренняя в аксиальном направлении, в свою очередь, имеет участок, внутренний в аксиальном направлении, который наложен непосредственно на непровисающую термопластичную пленку 11, и участок, наружный в аксиальном направлении, который наложен непосредственно на поверхность слоя герметизирующего полимерного материала 10. Действительно, слой герметизирующего полимерного материала 10 имеет бóльшую протяженность в аксиальном направлении по сравнению с определяемой в аксиальном направлении протяженностью непровисающей термопластичной пленки 11. Следовательно, каждый удлиненный элемент, образованный из эластомерного материала 13, находится в прямом контакте как со слоем герметизирующего полимерного материала 10, так и с непровисающей термопластичной пленкой 11.
Шину 1, описанную выше, собирают посредством сборки компонентов на одном или нескольких формообразующих барабанах.
Например, установка для изготовления самозаклеивающихся шин 1 содержит линию сборки каркасов, на которой формообразующие барабаны 14 перемещают между различными станциями для дозированной подачи полуфабрикатов, предназначенными для образования - на каждом формообразующем барабане 14 - каркасного рукава, содержащего: герметизирующий узел 12, слой 3 каркаса, герметизирующий слой 9, кольцевые удерживающие конструктивные элементы 4 и, возможно, по меньшей мере, одну часть боковин 8. Одновременно на линии сборки наружных рукавов один или несколько вспомогательных барабанов последовательно перемещают между различными рабочими станциями, предназначенными для образования - на каждом вспомогательном барабане - наружного рукава, содержащего, по меньшей мере, брекерный конструктивный элемент 6, протекторный браслет 7 и, возможно, по меньшей мере, одну часть боковин 8. Кроме того, установка содержит станцию сборки, на которой наружный рукав соединяют с каркасным рукавом. В завершение собранные шины 1 перемещают к, по меньшей мере, одному устройству для формования в пресс-форме и резки.
На фиг. 1 устройство для сборки самозаклеивающихся шин для колес транспортных средств в соответствии с настоящим изобретением было обозначено в целом ссылочной позицией 15.
Устройство 15 содержит конвейер 16, в свою очередь, содержащий первую часть 17а, вторую часть 17b и третью часть 18, которые расположены последовательно друг за другом вдоль направления «A» подачи и каждая из которых образована конвейерной лентой. Первая часть 17а и вторая часть 17b находятся в одной и той же горизонтальной плоскости и опираются на соответствующую раму (непроиллюстрированную), и третья часть 18 наклонена вниз, начиная от второй части 17b.
Под первой частью 17а расположен рулонодержатель 19, на котором временно смотан - в рулон - непрерывный лентообразный герметизирующий узел 12 (проиллюстрированный на виде в перспективе на фиг. 3), соединенный с защитной пленкой 20. Защитная пленка 20 (не проиллюстрированная на фиг. 3) наложена на поверхность слоя герметизирующего полимерного материала 10, противоположную по отношению к поверхности, соединенной с непровисающей термопластичной пленкой 11 и с удлиненными элементами из эластомерного материала 13.
Вблизи рулонодержателя 19 также расположены вспомогательный рулонодержатель 21 и направляющие ролики 22.
Первая часть 17а, вторая часть 17b и третья часть 18 конвейера 16 образуют опорную поверхность 23, образованную верхними ветвями соответствующих конвейерных лент.
Над конвейером 16 расположено устройство 24 для резки горячим ножом, содержащее отрезающий нож 25, конец которого заканчивается в зоне, находящейся между первой частью 17а и второй частью 17b конвейера 16.
Режущее устройство 24 выполнено с возможностью перемещения посредством двигателя и направляющей (непроиллюстрированных) вдоль направления «B» резания, по существу перпендикулярного к направлению «A» подачи и к продольному направлению протяженности непрерывного герметизирующего узла 12, для обеспечения перемещения отрезающего ножа 25 вдоль траектории «C» резания (фиг. 5b) поперек к продольному направлению протяженности непрерывного герметизирующего узла 12 и параллельно опорной поверхности 23.
Отрезающий нож 25 представляет собой проводник, и он нагревается за счет эффекта Джоуля под действием циркулирующего электронно-регулируемого тока.
Как лучше проиллюстрировано на фиг. 2, режущее устройство 24 содержит опору 26 для отрезающего ножа 25, который имеет две клеммы или электрические клеммы 27. Отрезающий нож 25 имеет по существу «U»- или «V»-образное пластинчатое тело, при этом каждый из свободных концов «U»- или «V»-образной конфигурации ограничен соответствующей клеммой 27. Следовательно, отрезающий нож 25 определяет границы токопроводящего пути, который создается между двумя клеммами 27. Толщина пластинчатого тела является по существу постоянной, и на виде в плане подобное пластинчатое тело имеет зону 28 с уменьшенной шириной, которая соответствует уменьшенному сечению, через которое проходит электрический ток, по отношению к остальной части токопроводящего пути. Подобная зона 28 с уменьшенной шириной находится в контактирующей части ножа 25, предназначенной для входа в контакт с непрерывным герметизирующим узлом 12, подлежащим резке. Клеммы 27 соединены с источником электропитания, и режущее устройство 24 содержит электронные устройства для подачи питания и регулирования тока, подаваемого к отрезающему ножу 25.
Пластинчатое тело находится в плоскости, которая вместе с опорной поверхностью 23 (и вместе с непрерывным герметизирующим узлом 12, находящимся на первой части 17а конвейера 16) образует острый угол «α», составляющий приблизительно 25° (фиг. 4а). В проиллюстрированном варианте осуществления подобный острый угол «α» открыт по направлению к первому концу первой части 17а конвейера 16.
Между первой частью 17а и второй частью 17b конвейера 16, рядом с промежутком между данными двумя частями расположен установочный элемент 29, имеющий форму пластины, и он проходит параллельно траектории «B» резания и вдоль направления, поперечного к направлению «A» подачи. Установочный элемент 29 имеет поверхность 30 для контактного взаимодействия, предназначенную для входа в контакт с непровисающей термопластичной пленкой 11 и с удлиненными элементами, образованными из эластомерного материала 13, предусмотренными в непрерывном герметизирующем узле 12, когда последний находится на конвейере 16. При более детальном рассмотрении следует отметить, что установочный элемент 29 выполнен с возможностью перемещения между опущенным положением и поднятым положением, при этом данное перемещение осуществляется посредством соответствующего непроиллюстрированного привода. В опущенном положении по фиг. 4а и 4b установочный элемент 29 расположен ниже виртуальной плоскости, образуемой продолжением опорной поверхности 23 конвейера 16 в промежутке между первой частью 17а и второй частью 17b. В поднятом положении по фиг. 5а и 5b установочный элемент 29 выступает за указанную виртуальную плоскость, и поверхность 30 для контактного взаимодействия давит на непрерывный герметизирующий узел 12.
За конвейером 16 по ходу движения рядом с концом третьей части 18 может быть расположен один из формообразующих барабанов 14, готовый к приему - на его поверхность 14а, наружную в радиальном направлении, - куска непрерывного герметизирующего узла 12, как подробно описано в дальнейшем.
Непрерывный герметизирующий узел 12, разматываемый с соответствующего рулона, направляют (посредством направляющих роликов 22) и подают к первому концу первой части 17а конвейера 16 и размещают на опорной поверхности 23. При перемещении непрерывного герметизирующего узла 12 вперед вдоль траектории его перемещения между рулоном и вышеупомянутым первым концом защитную пленку 20 отделяют от непрерывного герметизирующего узла 12, пока последний перемещается вперед, и затем наматывают на вспомогательный рулонодержатель 21.
Непрерывный герметизирующий узел 12 перемещают вперед пошагово в направлении «A» подачи при непровисающей термопластичной пленке 11, наложенной на опорную поверхность 23, и слое герметизирующего полимерного материала 10, обращенном вверх. При более подробном рассмотрении следует отметить, что на каждом шаге непрерывный герметизирующий узел 12 перемещают вперед на первой части 17а и на второй части 17b конвейера 16 за отрезающий нож 25 на часть, соответствующую длине окружности формообразующего барабана 14 (фиг. 4а и 4b). Во время данного перемещения вперед установочный элемент 29 находится в первом положении, и он не воздействует на непрерывный герметизирующий узел 12 (фиг. 4а), пока отрезающий нож 25 находится в стороне от конвейера 16 (фиг. 4b).
Таким образом, конвейер 16 останавливают, и установочный элемент 29 поднимают и перемещают во второе положение. Поверхность 30 для контактного взаимодействия будет прилегать к непрерывному герметизирующему узлу 12 и давить на него, вызывая подъем его части (фиг. 5а и 5b), в то время как остальная часть непрерывного герметизирующего узла 12 остается в контакте с опорной поверхностью 23. Подъем подобной части вызывает натяжение зоны непрерывного герметизирующего узла 12, в которой будет выполняться отрезка. Кроме того, подъем обеспечивает перемещение вышеупомянутой части непрерывного герметизирующего узла 12 на траекторию перемещения отрезающего ножа 25.
Отрезающий нож 25 нагревают до температуры «T», зависящей от времени и/или его положения в пространстве, и перемещают вдоль траектории «B» резания со скоростью «V», зависящей от времени и/или его положения в пространстве. Циклограмма на фиг. 6 показывает пример изменения подобных величин в зависимости от местоположения «s» вдоль траектории «C» резания. Ступенчатое представление изменения величин на циклограмме по фиг. 6 приведено только в качестве примера. Фактически их изменение происходит в соответствии с линейно изменяющимися характеристиками и флуктуациями.
На подобной фиг. 6 точка, обозначенная буквой «a», показывает первый боковой край первого из двух удлиненных элементов из эластомерного материала 13; точка, обозначенная буквой «b», показывает второй боковой край первого удлиненного элемента, образованного из эластомерного материала 13; точка, обозначенная буквой «c», показывает первый боковой край второго из двух удлиненных элементов из эластомерного материала 13; точка, обозначенная буквой «d», показывает второй боковой край второго удлиненного элемента, образованного из эластомерного материала 13. Подобные точки также показаны на фиг. 3. Промежуток между точками «a» и «b» занят в направлении ширины первым удлиненным элементом, образованным из эластомерного материала 13; промежуток между точками «c» и «d» занят в направлении ширины вторым удлиненным элементом, образованным из эластомерного материала 13.
Пока отрезающий нож 25 еще неподвижен в стороне от конвейера 16 и/или во время его приближения к непрерывному герметизирующему узлу 12, отрезающий нож 25 нагревают до температуры «T1» предварительного нагрева, составляющей приблизительно 350°С. Кроме того, скорость «V1» приближения ножа 25 к непрерывному герметизирующему узлу 12 поддерживают эквивалентной приблизительно 60 мм/с.
Когда нож 25 окажется вблизи той части 13b первого удлиненного элемента, образованного из эластомерного материала 13, которая является наружной в аксиальном направлении (точка «a» на фиг. 6), нож 25 замедляют до первой скорости «V2'» прохождения, составляющей приблизительно 5 мм/с, и с такой скоростью он входит в контакт с первым удлиненным элементом, образованным из эластомерного материала 13. Такую первую скорость «V2'» прохождения поддерживают постоянной во время разрезания первого удлиненного элемента, образованного из эластомерного материала 13, на всей его ширине (от точки «a» до точки «b» по фиг. 6). Одновременно с замедлением силу тока, вызывающего нагрев, уменьшают для снижения температуры «T» отрезающего ножа 25 до температуры «T2» резания, составляющей приблизительно 300°С. Во время перемещения от точки «a» до точки «b» отрезающий нож 25 входит в контакт с первым удлиненным элементом, образованным из эластомерного материала 13, частью непровисающей термопластичной пленки 11 и частью герметизирующего полимерного материала 10 и разрезает весь первый удлиненный элемент, образованный из эластомерного материала 13, часть непровисающей термопластичной пленки 11 и часть герметизирующего полимерного материала 10.
По достижении точки «b», то есть конца первого удлиненного элемента, образованного из эластомерного материала 13, скорость отрезающего ножа 25 увеличивают до второй скорости «V2ʺ» прохождения, составляющей приблизительно 25 мм/с, и поддерживают постоянной до точки «c», при этом температура резания остается эквивалентной приблизительно 300°С. Во время перемещения от точки «b» до точки «c» отрезающий нож 25 проходит только через непровисающую термопластичную пленку 11 и герметизирующий полимерный материал 10 и разрезает только непровисающую термопластичную пленку 11 и герметизирующий полимерный материал 10.
Когда отрезающий нож 25 достигнет точки «c», то есть второго удлиненного элемента, образованного из эластомерного материала 13, его скорость снова уменьшают до первой скорости «V2'» прохождения, составляющей приблизительно 5 мм/с, и с такой скоростью он проходит - в направлении ширины - через весь вышеупомянутый второй удлиненный элемент до точки «d». Температуру «T2» резания поддерживают по-прежнему эквивалентной приблизительно 300°С. Во время перемещения от точки «c» до точки «d» отрезающий нож 25 входит в контакт со вторым удлиненным элементом, образованным из эластомерного материала 13, частью непровисающей термопластичной пленки 11 и частью герметизирующего полимерного материала 10, и разрезает весь второй удлиненный элемент, образованный из эластомерного материала 13, часть непровисающей термопластичной пленки 11 и часть герметизирующего полимерного материала 10.
По завершении отрезки, то есть через небольшой промежуток времени после выхода отрезающего ножа 25 из герметизирующего узла 12, отрезанного по размеру (точка «d»), скорость снова увеличивают до скорости «V3» удаления, составляющей приблизительно 70 мм/с. Во время удаления от герметизирующего узла 12, отрезанного по размеру, или по завершении подобного удаления температуру увеличивают до температуры «T3» очистки, составляющей приблизительно 600°С. Данная максимальная температура обеспечивает обугливание остатков материала, которые остаются прилипшими к ножу 25 во время отрезки. Подобные обуглившиеся остатки падают с отрезающего ножа 25 в специальный коллекторный контейнер, который не проиллюстрирован, и их, таким образом, удаляют и уничтожают.
Устройство 15 содержит электронный блок 31 управления (схематически проиллюстрированный на фиг. 1), функционально связанный, по меньшей мере, с конвейером 16, с режущим устройством 24, с установочным элементом 29 для автоматического управления выполнением процесса. В частности, блок 31 управления обеспечивает регулирование скорости «V» и температуры «T» отрезающего ножа 25.
В соответствии с первым вариантом осуществления блок 31 управления выполнен с возможностью изменения скорости «V» посредством воздействия на двигатель режущего устройства 24 в зависимости от положения отрезающего ножа 25 вдоль траектории «C» резания. Кривую зависимости скорости «V» от местоположения «s» в пространстве задает оператор в соответствии с геометрическими характеристиками непрерывного герметизирующего узла, подлежащего резке.
Блок 31 управления выполнен с возможностью изменения температуры «T» посредством воздействия на устройство подачи тока, циркулирующего в отрезающем ноже 25, в зависимости от положения отрезающего ножа 25 вдоль траектории «C» резания. Кривую зависимости температуры «T» от местоположения «s» в пространстве задает оператор в соответствии с геометрическими характеристиками непрерывного герметизирующего узла, подлежащего резке. Датчик температуры определяет - в каждый момент времени - фактическую температуру отрезающего ножа 25, и блок 31 управления, для которого положение ножа 25 также известно, осуществляет управление с обратной связью для поддержания измеренной температуры, близкой к заданной величине для каждого положения.
Благодаря углу «α» наклона отрезающего ножа 25 ранее отрезанный конец герметизирующего узла 12, отрезанного по размеру, имеет открытую для воздействия поверхность, имеющую угол наклона, по существу эквивалентный углу «α», относительно плоскости, в которой «лежит» герметизирующий узел (фиг. 3).
Герметизирующий узел 12, отрезанный по размеру, перемещают на второй части 17b и затем на третьей части 18 конвейера 16 и, таким образом, размещают на поверхности 14а формообразующего барабана 14 (фиг. 1), наружной в радиальном направлении, и противоположные концы указанного герметизирующего узла 12, отрезанного по размеру, соединяют и герметично скрепляют друг с другом.
Изобретение может быть использовано при сборке самозаклеивающихся шин колес транспортных средств. Осуществляют подачу непрерывного герметизирующего узла, отрезание его по размеру, намотку вокруг формообразующего барабана, образование компонентов невулканизованной шины, формообразование, вулканизацию и формование шины. При отрезании перемещают отрезающий нож, нагретый до заданной температуры, с заданной скоростью вдоль траектории резания, поперечной продольному направлению протяженности узла. Один из указанных параметров изменяют вдоль траектории резания. Устройство содержит формообразующий барабан, конвейер, отрезающий нож и блок управления. В результате обеспечивается повышение качества изготовленных шин. 2 н. и 31 з.п. ф-лы, 7 ил.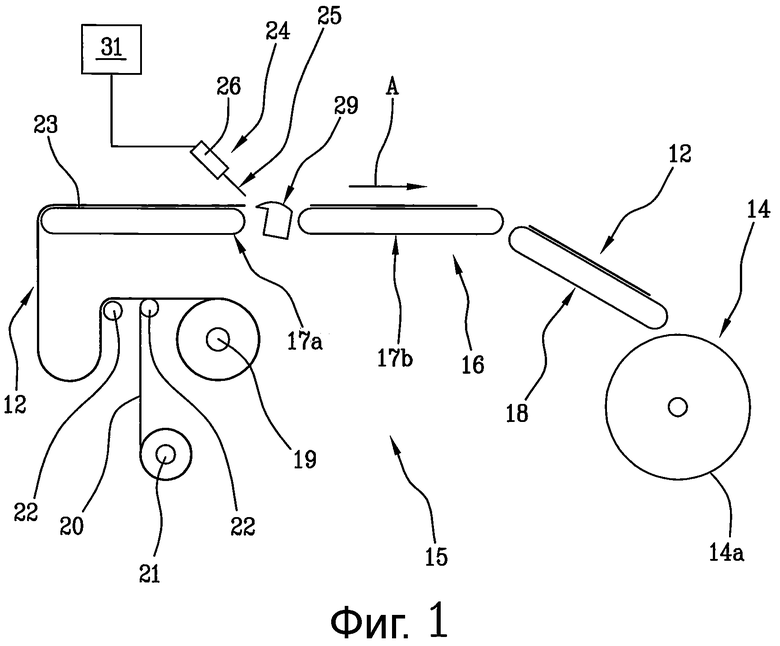
1. Способ изготовления самозаклеивающихся шин для колес транспортных средств, включающий
i. подачу непрерывного герметизирующего узла (12), образованного слоем герметизирующего полимерного материала (10) и непровисающей термопластичной пленкой (11),
ii. отрезку непрерывного герметизирующего узла (12) по размеру,
iii. намотку герметизирующего узла (12), отрезанного по размеру, вокруг формообразующего барабана (14),
iv. образование компонентов невулканизованной шины (1) на формообразующем барабане (14),
v. формообразование, вулканизацию и формование шины,
при этом отрезку непрерывного герметизирующего узла (12) по размеру осуществляют путем перемещения отрезающего ножа (25), нагретого до температуры «T», со скоростью «V» вдоль траектории (С) резания, поперечной к продольному направлению протяженности непрерывного герметизирующего узла,
при этом скорость «V» и/или температуру «Т» изменяют вдоль указанной траектории (С).
2. Способ по п. 1, при котором перед отрезкой отрезающий нож (25) перемещают к непрерывному герметизирующему узлу (12) со скоростью «V1» приближения, которая превышает скорость «V2» прохождения через непрерывный герметизирующий узел (12).
3. Способ по п. 1, при котором после отрезки отрезающий нож (25) перемещают от герметизирующего узла (12), отрезанного по размеру, со скоростью «V3» удаления, которая превышает скорость «V2» прохождения через непрерывный герметизирующий узел (12).
4. Способ по любому из пп. 1-3, при котором во время отрезки обеспечивают прохождение отрезающего ножа (25) через каждый из двух удлиненных элементов из эластомерных материалов (13), соединенных с противоположными продольными краями непрерывного герметизирующего узла (12), с первой скоростью «V2′» прохождения, которая меньше второй скорости «V2″» прохождения отрезающего ножа (25) через центральную часть непрерывного герметизирующего узла (12).
5. Способ по п. 2, при котором скорость «V1» приближения больше или равна приблизительно 40 мм/с.
6. Способ по п. 3, при котором скорость «V3» удаления больше или равна приблизительно 50 мм/с.
7. Способ по п. 4, при котором первая скорость «V2′» прохождения больше или равна приблизительно 4 мм/с.
8. Способ по п. 4, при котором первая скорость «V2′» прохождения меньше или равна приблизительно 7 мм/с.
9. Способ по п. 4, при котором вторая скорость «V2″» прохождения больше или равна приблизительно 20 мм/с.
10. Способ по п. 4, при котором вторая скорость «V2″» прохождения меньше или равна приблизительно 30 мм/с.
11. Способ по п. 1, при котором перед отрезкой отрезающий нож (25) нагревают до температуры «T1» предварительного нагрева, которая превышает температуру «T2» резания.
12. Способ по п. 1, при котором после отрезки отрезающий нож (25) нагревают до температуры «T3» очистки, которая превышает температуру «T2» резания.
13. Способ по п. 11, при котором температура «T1» предварительного нагрева больше или равна приблизительно 330°С.
14. Способ по п. 11, при котором температура «T1» предварительного нагрева меньше или равна приблизительно 380°С.
15. Способ по п. 12, при котором температура «T3» очистки больше или равна приблизительно 450°С.
16. Способ по п. 12, при котором температура «T3» очистки меньше или равна приблизительно 650°С.
17. Способ по п. 1, при котором во время прохождения через непрерывный герметизирующий узел (12) отрезающий нож (25) нагревают до температуры «T2» резания, которая больше или равна приблизительно 280°С.
18. Способ по п. 1, при котором во время прохождения через непрерывный герметизирующий узел (12) отрезающий нож (25) нагревают до температуры «T2» резания, которая меньше или равна приблизительно 320°С.
19. Способ по п. 1, при котором перед подачей непрерывный герметизирующий узел (12) удерживают смотанным в рулон посредством защитной пленки (20), расположенной на поверхности слоя герметизирующего полимерного материала (10), противоположной по отношению к непровисающей термопластичной пленке (11).
20. Способ по п. 19, при котором защитную пленку (20) снимают со слоя герметизирующего полимерного материала (10) по меньшей мере перед отрезкой.
21. Способ по п. 20, при котором защитную пленку (20) снимают со слоя герметизирующего полимерного материала (10) во время подачи посредством разматывания непрерывного герметизирующего узла (12) из рулона.
22. Способ по п. 1, включающий перед перемещением отрезающего ножа (25) перемещение непрерывного герметизирующего узла (12) вперед вдоль направления (А) перемещения, параллельного продольному направлению протяженности узла, на заданное расстояние, останов непрерывного герметизирующего узла (12) и подъем части непрерывного герметизирующего узла (12), расположенной рядом с траекторией (С) резания.
23. Способ по п. 2, при котором после отрезки отрезающий нож (25) перемещают от герметизирующего узла (12), отрезанного по размеру, со скоростью «V3» удаления, которая превышает скорость «V2» прохождения через непрерывный герметизирующий узел (12).
24. Способ по п. 23, при котором во время отрезки отрезающий нож (25) проводят через каждый из двух удлиненных элементов из эластомерных материалов (13), соединенных с противоположными продольными краями непрерывного герметизирующего узла (12), с первой скоростью «V2′» прохождения, которая меньше второй скорости «V2″» прохождения отрезающего ножа (25) через центральную часть непрерывного герметизирующего узла (12).
25. Способ по п. 23, при котором скорость «V3» удаления больше или равна приблизительно 50 мм/с.
26. Устройство для изготовления самозаклеивающихся шин для колес транспортных средств, содержащее
- формообразующий барабан (14),
- конвейер (16), образующий опорную поверхность (23) для непрерывного герметизирующего узла (12), который образован слоем герметизирующего полимерного материала (10) и непровисающей термопластичной пленкой (11) и который выполнен с возможностью перемещения вдоль направления (А) подачи,
- отрезающий нож (25), нагреваемый посредством циркуляции тока до температуры «T», смонтированный над конвейером (16) и выполненный с возможностью перемещения вдоль траектории (С) резания, поперечной к направлению (А) подачи, со скоростью «V»,
- блок (31) управления, функционально связанный с отрезающим ножом (25) для управления и регулирования температуры «T» и скорости «V» вдоль траектории (С) резания,
при этом формообразующий барабан (14) функционально связан с конвейером (16) для приема герметизирующего узла (12), отрезанного по размеру отрезающим ножом (25).
27. Устройство по п. 26, в котором траектория (С) резания по существу ортогональна направлению (А) подачи.
28. Устройство по п. 26, в котором отрезающий нож (25) расположен в плоскости, которая вместе с опорной поверхностью (23) ограничивает угол (α), отличающийся от 90°.
29. Устройство по п. 28, в котором угол (α) составляет от приблизительно 20° до приблизительно 30°.
30. Устройство по п. 26, в котором отрезающий нож (25) определяет границы токопроводящего пути, имеющего зону с уменьшенным сечением (28), предназначенную для входа в контакт с непрерывным герметизирующим узлом (12), подлежащим резке.
31. Устройство по п. 26, в котором конвейер (16) содержит первую часть (17а) и вторую часть (17b), расположенные последовательно вдоль направления (А) подачи.
32. Устройство по п. 31, в котором конвейер (16) содержит установочный элемент (29), расположенный между первой частью (17а) и второй частью (17b), проходящий вдоль направления, поперечного к направлению (А) подачи, и выполненный с возможностью перемещения между опущенным положением, в котором он находится под опорной поверхностью (23), и поднятым положением, в котором он выступает за опорную поверхность (23).
33. Устройство по п. 32, в котором отрезающий нож (25) расположен рядом с установочным элементом (29).
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2003 |
|
RU2331518C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПОВАННЫХ АВТОМОБИЛЬНЫХ ШИН | 1997 |
|
RU2106262C1 |
| US 2005194101 A1, 08.09.2005 | |||
| Цифровой трансформаторный мостпЕРЕМЕННОгО TOKA | 1979 |
|
SU822047A1 |

