ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к трубопроводу для автомобиля, причем трубопровод имеет термостойкий и коррозионно-устойчивый плакирующий слой, который имеет превосходную обрабатываемость. Более конкретно, изобретение относится к трубопроводу, который включает плакирующий слой из ZnNi-сплава в качестве термостойкого и коррозионно-устойчивого плакирующего слоя на наружной поверхности базового стального трубопровода, и который имеет превосходную обрабатываемость.
УРОВЕНЬ ТЕХНИКИ
[0002] Традиционно нашло широкое применение изделие, в котором на поверхности стального трубопровода формируют плакирующий Zn-слой, и затем на нем создают хроматную пленку, например, в качестве топливопровода в автомобиле. Однако, когда такое изделие после обработки для нанесения плакирующего слоя подвергают обработке в процессе изгибания, коррозионная устойчивость на участке изгиба значительно ухудшается, и тем самым становится недостаточной также термостойкость. В дополнение, температура внутри моторного отсека повышалась вследствие уменьшения габаритов автомобильного двигателя (миниатюризации) из соображений меньшего потребления топлива и противодействия окружающей среде, и соответственно этому также повысилась потребность в более высокой термостойкости и коррозионной устойчивости в отношении трубопровода, используемого внутри моторного отсека.
[0003] Что касается термостойкого и коррозионно-устойчивого плакирующего покрытия с превосходной обрабатываемостью, были предложены следующие стальные материалы: термостойкий и коррозионно-устойчивый стальной материал с многослойным плакированием, в котором формируют плакирующий Ni-слой в качестве первого слоя на поверхности базового материала, и затем выполняют хроматную обработку на поверхности плакирующего слоя из ZnNi-сплава, который осаждают на плакирующий Ni-слой (ссылка на Патентный Документ 1, Патентный Документ 2); и стальной материал, в котором формируют плакирующий Ni-слой в качестве первого слоя, на нем создают плакирующий слой из ZnNi-сплава в качестве промежуточного слоя с использованием кислотной ванны, и на нем формируют плакирующий слой из ZnNi-сплава в качестве третьего слоя с использованием щелочной ванны (ссылка на Патентный Документ 3).
[0004] Однако в процессе изготовления трубопровода для автомобиля, такого как топливопровод, предпочтительно проводить изгибание изделия после выполнения плакирования и хроматной обработки на длинном прямолинейном стальном трубопроводе, из соображений производительности, стоимости, и тому подобного. Соответственно этому, в случае независимого формирования плакирующего слоя из ZnNi-сплава на плакирующем Ni-слое, как описано в традиционной технологии, имеет место проблема того, что толщина плакирующей пленки на одном конце трубопровода становится большей, и тем самым обрабатываемость проявляет тенденцию к ухудшению, или снижается прочность сцепления между плакирующим Ni-слоем и плакирующим слоем из ZnNi-сплава во время процесса изгибания, и тем самым могут снижаться термостойкость и коррозионная устойчивость. В дополнение, даже в случае формирования многочисленных плакирующих слоев из ZnNi-сплава на плакирующем Ni-слое, существует проблема того, что это может приводить к более сложному управлению ванной и к повышению стоимости.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНЫЙ ДОКУМЕНТ
[0005] Патентный Документ 1: Японская выложенная патентная заявка №02-120034 А
Патентный Документ 2: Японская выложенная патентная заявка №10-121267
Патентный Документ 3: Японская выложенная патентная заявка №08-134685
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0006] Настоящее изобретение было выполнено для разрешения проблем в традиционной технологии, то есть, проблемы ухудшения обрабатываемости в случае трубопровода, включающего плакирующий слой из ZnNi-сплава, независимо сформированный на плакирующем Ni-слое, проблемы снижения термостойкости и коррозионной устойчивости вследствие ухудшения прочности сцепления между плакирующим Ni-слоем и плакирующим слоем из ZnNi-сплава во время процесса изгибания, и проблемы повышения стоимости в случае формирования многочисленных плакирующих слоев из ZnNi-сплава на плакирующем Ni-слое. Соответственно этому, цель изобретения состоит в создании трубопровода, который включает термостойкий и коррозионно-устойчивый плакирующий слой, не требует плакирующего Ni-слоя в качестве первого слоя, обеспечивает низкую стоимость и имеет превосходную обрабатываемость и высокое качество.
РАЗРЕШЕНИЕ ПРОБЛЕМ
[0007] Авторы настоящего изобретения провели обстоятельное исследование в отношении термостойкого и коррозионно-устойчивого плакирующего слоя с превосходной обрабатываемостью, и в результате они нашли конфигурацию многослойного плакирующего покрытия из ZnNi-сплава, которое проявляет превосходные термостойкость и коррозионную устойчивость даже на участке изгиба, без формирования плакирующего Ni-слоя в качестве первого слоя, при надлежащем регулировании величины содержания Ni в плакирующем слое из ZnNi-сплава.
Известно, что плакирующий слой из ZnNi-сплава имеет превосходные термостойкость и коррозионную устойчивость, но недостаточную обрабатываемость, и что толщина плакирующей пленки и величина содержания Ni в значительной мере влияют на свойства плакирующего слоя из ZnNi-сплава, например, на участке изгиба топливопровода высокого давления. Более конкретно, что касается плакирующего слоя из ZnNi-сплава, в случае, где толщина плакирующей пленки и величина содержания Ni велики, эта конфигурация оказывает благоприятное действие на коррозионную устойчивость на неизогнутом участке (таком как прямолинейный участок трубопровода). Однако на изогнутом участке трубопровода, когда толщина плакирующей пленки увеличивается, возрастает опасность «отслаивания плакирующего покрытия», и соответственно повышается вероятность ухудшения коррозионной устойчивости, и тем самым не достигается желательная коррозионная устойчивость плакирующей пленки, толщина которой определяется с учетом обрабатываемости. Подобным образом, в отношении содержания Ni, слишком высокое содержание Ni ухудшает обрабатываемость, и когда тем самым содержание Ni регулируют на более низкий уровень из соображений обрабатываемости, не получается желательная коррозионная устойчивость. Принимая во внимание эти технические сведения, авторы настоящего изобретения нашли конфигурацию многослойного плакирующего покрытия из ZnNi-сплава, которое имеет по существу такую же коррозионную устойчивость на изогнутом участке топливопровода высокого давления, даже без формирования плакирующего Ni-слоя, путем создания плакирующего слоя из ZnNi-сплава, имеющего более высокое содержание Ni, чем содержание Ni в первом слое плакирующего покрытия из ZnNi-сплава, который формируют в качестве первого слоя на поверхности базового материала.
Более конкретно, согласно одному аспекту настоящего изобретения, представлен стальной трубопровод, содержащий термостойкое и коррозионно-устойчивое плакирующее покрытие с улучшенной обрабатываемостью, причем плакирующее покрытие, включает первый плакирующий слой из ZnNi-сплава, который имеет содержание Ni от 5% до 9%, и толщину слоя от 3 мкм до 9 мкм и сформирован на поверхности стального трубопровода; второй плакирующий слой из ZnNi-сплава, который имеет содержание Ni от 10% до 15% и толщину слоя от 1 мкм до 3 мкм и осажден на первый плакирующий слой из ZnNi-сплава; и хроматную пленку, которая сформирована на втором плакирующем слое из ZnNi-сплава.
ПРЕИМУЩЕСТВЕННЫЕ РЕЗУЛЬТАТЫ ИЗОБРЕТЕНИЯ
[0008] Согласно настоящему изобретению, устанавливают благоприятное для обрабатываемости низкое содержание Ni в плакирующем слое из ZnNi-сплава в качестве первого слоя, который формируют на поверхности базового стального трубопровода, и еще один плакирующий слой из ZnNi-сплава с акцентом на коррозионную устойчивость и имеющий более высокое содержание Ni, чем в первом слое, создают в качестве второго слоя, который осаждают на первый слой. Согласно этой конфигурации, второй слой в качестве поверхностного слоя имеет превосходные начальные антикоррозионные характеристики, и тем самым неблагоприятное влияние второго слоя на первый слой как нижний слой может быть сокращено во время изгибания, сообразно чему он может выдерживать процесс изгибания топливопровода после формирования многослойного плакирующего покрытия. В результате этого, даже когда плакирующий Ni-слой не предусмотрен в качестве первого слоя, возможно достижение по существу таких же термостойкости и коррозионной устойчивости на участке изгиба топливопровода. В дополнение, можно сократить число типов плакирующей ванны, необходимых на этапе изготовления, или число слоев покрытия в изделии, и тем самым это является благоприятным с позиции сложности регулирования плакирующего раствора и стоимости.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0009] В настоящем изобретении толщину покрытия, составленного плакирующим слоем из ZnNi-сплава, сформированного в качестве первого слоя на поверхности базового стального трубопровода, ограничивают величиной от 3 мкм до 9 мкм. Это обусловлено тем, что затруднительно получить достаточные термостойкость и коррозионную устойчивость, когда толщина слоя составляет меньше 3 мкм, тогда как если толщина слоя превышает 9 мкм, на участке изгиба может возникать отслаивание плакирующего покрытия, которое может быть обнаружено визуально, что приводит к проблеме в отношении качества внешнего вида. В дополнение, толщину покрытия, составленного еще одним плакирующим слоем из ZnNi-сплава, сформированного в качестве второго слоя, ограничивают величиной от 1 мкм до 3 мкм, поскольку, как и в случае с плакирующим слоем из ZnNi-сплава как первым покрытием, затруднительно достигнуть достаточных термостойкости и коррозионной устойчивости, когда толщина слоя составляет меньше 1 мкм, тогда как если толщина покрытия превышает 3 мкм, на участке изгиба может возникать отслаивание плакирующего покрытия, которое может быть обнаружено визуально, что приводит к проблеме в отношении качества внешнего вида.
[0010] Кроме того, содержание Ni в плакирующем слое из ZnNi-сплава, сформированном в качестве первого слоя, ограничивают величиной от 5% до 9%, и содержание Ni в плакирующем слое из ZnNi-сплава, сформированном в качестве второго слоя, составляет от 10% до 15%, на основании следующих обстоятельств.
Величины содержания Ni в первом и втором слоях должны быть отрегулированы таким образом, чтобы второй слой имел более высокое содержание Ni, чем первый слой, из соображений обрабатываемости и коррозионной устойчивости. Это обусловлено тем, что при создании высокого содержания Ni в плакирующем слое из ZnNi-сплава, обеспечивающем превосходную коррозионную устойчивость поверхностного покрытия, начальные антикоррозионные характеристики также остаются превосходными на участке изгиба, и к тому же имеющему низкое содержание Ni плакирующему слою из ZnNi-сплава, сформированному в качестве первого слоя, с меньшей вероятностью будет нанесен ущерб даже при неблагоприятном воздействии в процессе изгибания, благодаря присутствию на первом слое второго слоя, имеющего плохую обрабатываемость. Напротив, в случае, где первый слой имеет более высокое содержание Ni, чем второй слой, обрабатываемость и начальные антикоррозионные характеристики поверхностного слоя являются плохими, и тем самым полученная коррозионная устойчивость является худшей сравнительно с коррозионной устойчивостью в случае формирования плакирующего слоя из ZnNi-сплава в качестве второго слоя на плакирующем Ni-слое, сформированном в качестве первого слоя. Соответственно этому, в отношении величин содержания Ni в первом и втором слоях необходимо, чтобы второй слой имел более высокое содержание Ni, чем первый слой. Более конкретно, содержание Ni в плакирующем слое из ZnNi-сплава, сформированном в качестве первого слоя, определяется величиной от 5% до 9%, поскольку является затруднительным достижение достаточных термостойкости и коррозионной устойчивости, когда плакирующий слой из ZnNi-сплава первого покрытия имеет содержание Ni меньше 5%, тогда как если содержание Ni превышает 9%, на участке изгиба может возникать отслоение плакирующего покрытия, что ведет к проблеме с качеством внешнего вида. В дополнение, содержание Ni в плакирующем слое из ZnNi-сплава, сформированном в качестве второго слоя, определяется величиной от 10% до 15%, поскольку, как и в случае с первым слоем, является затруднительным достижение достаточных термостойкости и коррозионной устойчивости, когда содержание Ni составляет менее 10%, тогда как если содержание Ni превышает 15%, на участке изгиба может возникать отслоение плакирующего покрытия, что ведет к проблеме с качеством внешнего вида.
ПРИМЕРЫ
[0011] Изобретение будет описано более подробно на основе нижеследующих примеров. Однако изобретение не ограничивается нижеследующими примерами, и модификации и изменения, которые сделаны в диапазоне, не выходящем за пределы сущности изобретения, включены в техническую область изобретения.
Пример 1
[0012] Использовали стальную трубку для топливопровода с диаметром 8 мм. На поверхности стальной трубки сформировали плакирующий слой из ZnNi-сплава, имеющий содержание Ni 5% и толщину слоя 3 мкм, в качестве первого слоя, в условиях температуры раствора от 15°С до 25°С и плотности тока 5 А/дм2. Затем еще один плакирующий слой из ZnNi-сплава, имеющий содержание Ni 10% и толщину слоя 1 мкм, сформировали в качестве второго слоя в условиях температуры раствора от 15°С до 25°С и плотности тока 5 А/дм2. Затем выполнили хроматную обработку второго слоя при величине рН 4,0 и температуре раствора 30°С в течение 60 секунд.
В этом отношении, при формировании плакирующего слоя из ZnNi-сплава в качестве первого слоя в этом примере, использовали плакирующий раствор, содержащий Zn: 9,0 г/л, Ni: 2,2 г/л, NaOH: 125,6 г/л, и надлежащее количество комплексообразователя и блескообразователя. В дополнение, при формировании плакирующего слоя из ZnNi-сплава в качестве второго слоя, применяли плакирующий раствор, содержащий Zn: 8,0 г/л, Ni: 1,4 г/л, NaOH: 130,0 г/л, и надлежащее количество комплексообразователя и блескообразователя.
Стальную трубку для топливопровода, включающую полученное многослойное покрытие из ZnNi-сплава, согнули с радиусом изгиба R15, и визуально обследовали внешний вид на предмет отслаивания на участке изгиба. Затем образец после изгибания нагревали при температуре 150°С в течение 24 часов, и затем оценивали коррозионную устойчивость в испытании на стойкость к соляному туману согласно Японскому промышленному стандарту JIS Z 2371. Результаты испытания показаны в Таблице 1.
Пример 2
[0013] Таким же способом формирования плакирующих слоев, как в Примере 1, на поверхности стальной трубки для топливопровода с диаметром 8 мм сформировали плакирующий слой из ZnNi-сплава, имеющий содержание Ni 5% и толщину слоя 3 мкм, в качестве первого слоя, и затем еще один плакирующий слой из ZnNi-сплава, имеющий содержание Ni 10% и толщину слоя 3 мкм, сформировали в качестве второго слоя. Затем на втором слое сформировали хроматную пленку.
Таким же путем, как в Примере 1, выполнили испытание внешнего вида на отслаивание и испытание на стойкость к соляному туману изогнутого участка в отношении стальной трубки для топливопровода, включающей полученное многослойное покрытие из ZnNi-сплава, и результаты показаны в Таблице 1.
Пример 3
[0014] Таким же способом формирования плакирующих слоев, как в Примере 1, на поверхности стальной трубки для топливопровода с диаметром 8 мм сформировали плакирующий слой из ZnNi-сплава, имеющий содержание Ni 5% и толщину слоя 5 мкм, в качестве первого слоя, и затем еще один плакирующий слой из ZnNi-сплава, имеющий содержание Ni 10% и толщину слоя 1 мкм, сформировали в качестве второго слоя. Затем на втором слое сформировали хроматную пленку.
Таким же путем, как в Примере 1, выполнили испытание внешнего вида на отслаивание и испытание на стойкость к соляному туману изогнутого участка в отношении стальной трубки для топливопровода, включающей полученное многослойное покрытие из ZnNi-сплава, и результаты показаны в Таблице 1.
Пример 4
[0015] Таким же способом формирования плакирующих слоев, как в Примере 1, на поверхности стальной трубки для топливопровода с диаметром 8 мм сформировали плакирующий слой из ZnNi-сплава, имеющий содержание Ni 5% и толщину слоя 5 мкм, в качестве первого слоя, и затем еще один плакирующий слой из ZnNi-сплава, имеющий содержание Ni 10% и толщину слоя 3 мкм, сформировали в качестве второго слоя. Затем на втором слое сформировали хроматную пленку.
Таким же путем, как в Примере 1, выполнили испытание внешнего вида на отслаивание и испытание на стойкость к соляному туману изогнутого участка в отношении стальной трубки для топливопровода, включающей полученное многослойное покрытие из ZnNi-сплава, и результаты показаны в Таблице 1.
Пример 5
[0016] Таким же способом формирования плакирующих слоев, как в Примере 1, на поверхности стальной трубки для топливопровода с диаметром 8 мм сформировали плакирующий слой из ZnNi-сплава, имеющий содержание Ni 9% и толщину слоя 9 мкм, в качестве первого слоя, и затем еще один плакирующий слой из ZnNi-сплава, имеющий содержание Ni 15% и толщину слоя 3 мкм, сформировали в качестве второго слоя. Затем на втором слое сформировали хроматную пленку.
Таким же путем, как в Примере 1, выполнили испытание внешнего вида на отслаивание и испытание на стойкость к соляному туману изогнутого участка в отношении стальной трубки для топливопровода, включающей полученное многослойное покрытие из ZnNi-сплава, и результаты показаны в Таблице 1.
[0017] (Сравнительный Пример 1)
Таким же способом формирования плакирующих слоев, как в Примере 1, на поверхности стальной трубки для топливопровода с диаметром 8 мм сформировали плакирующий слой из ZnNi-сплава, имеющий содержание Ni 4% и толщину слоя 2 мкм, в качестве первого слоя, и затем еще один плакирующий слой из ZnNi-сплава, имеющий содержание Ni 9% и толщину слоя 0,8 мкм, сформировали в качестве второго слоя. Затем на втором слое сформировали хроматную пленку.
Таким же путем, как в Примере 1, выполнили испытание внешнего вида на отслаивание и испытание на стойкость к соляному туману изогнутого участка в отношении стальной трубки для топливопровода, включающей полученное многослойное покрытие из ZnNi-сплава, и результаты также показаны в Таблице 1.
[0018] (Сравнительный Пример 2)
Таким же способом формирования плакирующих слоев, как в Примере 1, на поверхности стальной трубки для топливопровода с диаметром 8 мм сформировали плакирующий слой из ZnNi-сплава, имеющий содержание Ni 10% и толщину слоя 10 мкм, в качестве первого слоя, и затем еще один плакирующий слой из ZnNi-сплава, имеющий содержание Ni 16% и толщину слоя 4 мкм, сформировали в качестве второго слоя. Затем на втором слое сформировали хроматную пленку.
Таким же путем, как в Примере 1, выполнили испытание внешнего вида на отслаивание и испытание на стойкость к соляному туману изогнутого участка в отношении стальной трубки для топливопровода, включающей полученное многослойное покрытие из ZnNi-сплава, и результаты также показаны в Таблице 1.
[0019] (Сравнительный Пример 3)
Таким же способом формирования плакирующих слоев, как в Примере 1, на поверхности стальной трубки для топливопровода с диаметром 8 мм сформировали плакирующий слой из ZnNi-сплава, имеющий содержание Ni 10% и толщину слоя 1 мкм, в качестве первого слоя, и затем еще один плакирующий слой из ZnNi-сплава, имеющий содержание Ni 5% и толщину слоя 3 мкм, сформировали в качестве второго слоя. Затем на втором слое сформировали хроматную пленку.
Таким же путем, как в Примере 1, выполнили испытание внешнего вида на отслаивание и испытание на стойкость к соляному туману изогнутого участка в отношении стальной трубки для топливопровода, включающей полученное многослойное покрытие из ZnNi-сплава, и результаты также показаны в Таблице 1.
[0020] (Сравнительный Пример 4)
Таким же способом формирования плакирующих слоев, как в Примере 1, на поверхности стальной трубки для топливопровода с диаметром 8 мм сформировали плакирующий слой из ZnNi-сплава, имеющий содержание Ni 10% и толщину слоя 3 мкм, в качестве первого слоя, и затем еще один плакирующий слой из ZnNi-сплава, имеющий содержание Ni 5% и толщину слоя 3 мкм, сформировали в качестве второго слоя. Затем на втором слое сформировали хроматную пленку.
Таким же путем, как в Примере 1, выполнили испытание внешнего вида на отслаивание и испытание на стойкость к соляному туману изогнутого участка в отношении стальной трубки для топливопровода, включающей полученное многослойное покрытие из ZnNi-сплава, и результаты также показаны в Таблице 1.
[0021] (Сравнительный Пример 5)
Таким же способом формирования плакирующих слоев, как в Примере 1, на поверхности стальной трубки для топливопровода с диаметром 8 мм сформировали плакирующий слой из ZnNi-сплава, имеющий содержание Ni 10% и толщину слоя 1 мкм, в качестве первого слоя, и затем еще один плакирующий слой из ZnNi-сплава, имеющий содержание Ni 5% и толщину слоя 5 мкм, сформировали в качестве второго слоя. Затем на втором слое сформировали хроматную пленку.
Таким же путем, как в Примере 1, выполнили испытание внешнего вида на отслаивание и испытание на стойкость к соляному туману изогнутого участка в отношении стальной трубки для топливопровода, включающей полученное многослойное покрытие из ZnNi-сплава, и результаты также показаны в Таблице 1.
[0022] (Сравнительный Пример 6)
Таким же способом формирования плакирующих слоев, как в Примере 1, на поверхности стальной трубки для топливопровода с диаметром 8 мм сформировали плакирующий слой из ZnNi-сплава, имеющий содержание Ni 10% и толщину слоя 3 мкм, в качестве первого слоя, и затем еще один плакирующий слой из ZnNi-сплава, имеющий содержание Ni 5% и толщину слоя 5 мкм, сформировали в качестве второго слоя. Затем на втором слое сформировали хроматную пленку.
Таким же путем, как в Примере 1, выполнили испытание внешнего вида на отслаивание и испытание на стойкость к соляному туману изогнутого участка в отношении стальной трубки для топливопровода, включающей полученное многослойное покрытие из ZnNi-сплава, и результаты также показаны в Таблице 1.
[0023] (Стандартный Пример 1)
Плакирующий Ni-слой, имеющий толщину слоя 0,5 мкм, сформировали в качестве первого слоя на поверхности такой же стальной трубки для топливопровода, как в Примере 1, и затем сформировали плакирующий слой из ZnNi-сплава, имеющий содержание Ni 8% и толщину слоя 5 мкм, в качестве второго слоя. Кроме того, еще один плакирующий слой из ZnNi-сплава, имеющий содержание Ni 5% и толщину слоя 5 мкм, сформировали в качестве третьего слоя таким же способом, как в Примере 1, и затем на третьем слое сформировали хроматную пленку.
Плакирующий Ni-слой в качестве первого слоя в Стандартном Примере сформировали с использованием ванны Уатта в условиях температуры раствора от 52°С до 57°С и плотности тока 5 А/дм2. В дополнение, плакирующий слой из ZnNi-сплава в качестве второго слоя сформировали с использованием кислотной ванны с величиной рН 5,7, содержащей 100 г/л ZnCl2, 130 г/л NiCl2⋅6H2O, и 200 г/л NH4C1, в условиях температуры раствора от 34°С до 36°С и плотности тока 3 А/дм2.
Таким же путем, как в Примере 1, выполнили испытание внешнего вида на отслаивание и испытание на стойкость к соляному туману изогнутого участка в отношении стальной трубки для топливопровода, включающей полученное многослойное покрытие из ZnNi-сплава, и результаты также показаны в Таблице 1.
[0024] (Стандартный Пример 2)
Таким же способом, как в Стандартном Примере 1, на поверхности такой же стальной трубки для топливопровода, как в Примере 1, сформировали плакирующий Ni-слой, имеющий толщину слоя 3 мкм, в качестве первого слоя, плакирующий слой из ZnNi-сплава, имеющий содержание Ni 8% и толщину слоя 5 мкм, сформировали в качестве второго слоя, и затем еще один плакирующий слой из ZnNi-сплава, имеющий содержание Ni 5% и толщину слоя 5 мкм, дополнительно сформировали в качестве третьего слоя таким же способом, как в Примере 1. Затем на третьем слое сформировали хроматную пленку.
Таким же путем, как в Примере 1, выполнили испытание внешнего вида на отслаивание и испытание на стойкость к соляному туману изогнутого участка в отношении стальной трубки для топливопровода, включающей полученное многослойное покрытие из ZnNi-сплава, и результаты также показаны в Таблице 1.
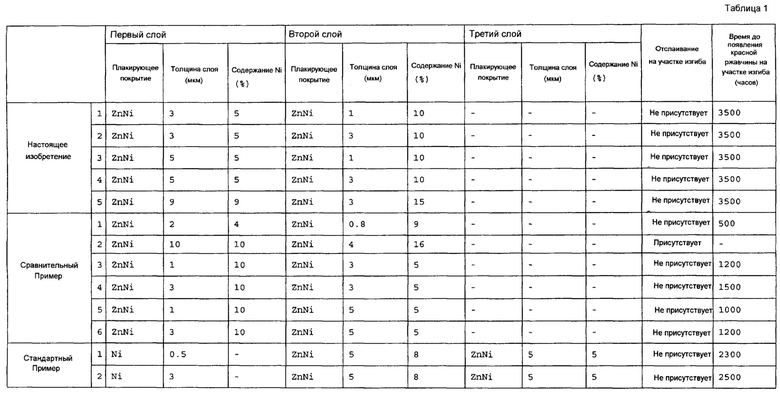
[0025] Из результатов в Таблице 1 можно заключить следующее.
(1) Во всех стальных трубках для топливопровода согласно настоящему изобретению, показанных в Примерах 1-5, где в качестве первого слоя сформировали плакирующий слой из ZnNi-сплава с благоприятным для обрабатываемости низким содержанием Ni, с толщиной слоя от 3 мкм до 9 мкм, и еще один плакирующий слой из ZnNi-сплава, который в основном обеспечивал коррозионную устойчивость и имел более высокое содержание Ni, чем первый слой, сформировали в качестве второго слоя с толщиной покрытия от 1 мкм до 3 мкм, явление отслаивания плакирующего покрытия на изогнутом участке вообще не обнаружено. В дополнение, как ясно по продолжительности времени до появления красной ржавчины на изогнутом участке, стальные трубки имеют превосходную коррозионную устойчивость. В результате этого, даже когда плакирующий Ni-слой не предусматривается в качестве первого слоя, можно достигнуть по существу таких же термостойкости и коррозионной устойчивости на участках изгиба трубки.
(2) Как ясно из результатов (время до появления красной ржавчины на изогнутом участке) испытания на стойкость к соляному туману, стальная трубка Сравнительного Примера 1, где толщины покрытий плакирующих слоев из ZnNi-сплава в качестве как первого, так и второго слоя были вне диапазона заданных значений согласно настоящему изобретению (не более заданного диапазона), является гораздо худшей, чем стальные трубки Примеров 1-5 согласно настоящему изобретению, и тем самым Сравнительный Пример 1 не является предпочтительным.
(3) Что касается стальной трубки Сравнительного Примера 2, где толщины покрытий плакирующих слоев из ZnNi-сплава в качестве как первого, так и второго слоя были вне диапазона заданных значений согласно настоящему изобретению (не менее заданной толщины покрытия), на изогнутом участке происходило отслаивание плакирующего покрытия, и тем самым эта стальная трубка непригодна для применения в качестве стальной трубки для топливопровода.
(4) Как ясно из результатов (время до появления красной ржавчины на изогнутом участке) испытания на стойкость к соляному туману, все Сравнительные Примеры 3-6, где величина содержания Ni в первом слое была более высокой, чем во втором слое, показывают гораздо худшие результаты сравнительно с Примерами 1-5 согласно настоящему изобретению, и тем самым Сравнительные Примеры 3-6 не являются предпочтительным.
(5) В Стандартных Примерах 1 и 2, где первый слой был составлен плакирующим Ni-слоем, и второй и третий слои были составлены плакирующими слоями из ZnNi-сплава, трубки могли выдерживать процесс изгибания, но результаты (время до появления красной ржавчины на изогнутом участке) испытания на стойкость к соляному туману показывают ухудшение по сравнению с результатами Примеров 1-5 согласно настоящему изобретению. Поэтому ясно, что существует проблема с многослойной конфигурацией плакирующего покрытия.
В дополнение, описание было приведено здесь для примеров только стальной трубки для топливопровода. Однако разумеется, что применение не только в стальной трубке для топливопровода, но и для разнообразных трубопроводов в автомобиле, также может обеспечить такую же эксплуатационную эффективность, и поэтому не удостоены внимания примеры относительно различных трубопроводов для автомобиля, иных, нежели стальная трубка для топливопровода.
Изобретение относится к стальному трубопроводу, содержащему термостойкое и коррозионно-устойчивое многослойное плакирующее покрытие, имеющее улучшенную обрабатываемость. Указанное покрытие содержит первый плакирующий слой из ZnNi-сплава, имеющий содержание Ni от 5% до 9%, и толщину слоя от 3 мкм до 9 мкм, сформированный на поверхности стального трубопровода, второй плакирующий слой из ZnNi-сплава, имеющий содержание Ni от 10% до 15% и толщину слоя от 1 мкм до 3 мкм, осажденный на первый плакирующий слой из ZnNi-сплава, и хроматную пленку, сформированную на втором плакирующем слое из ZnNi-сплава. Обеспечивается получение термостойкого коррозионно-устойчивого плакирующего покрытия с улучшенной обрабатываемостью, в том числе на участке изгиба трубопровода. 1 табл., 6 пр.
Стальной трубопровод, содержащий термостойкое и коррозионно-устойчивое многослойное плакирующее покрытие, имеющее улучшенную обрабатываемость, включающее первый плакирующий слой из ZnNi-сплава, имеющий содержание Ni от 5% до 9%, и толщину слоя от 3 мкм до 9 мкм, сформированный на поверхности стального трубопровода, второй плакирующий слой из ZnNi-сплава, имеющий содержание Ni от 10% до 15% и толщину слоя от 1 мкм до 3 мкм, осажденный на первый плакирующий слой из ZnNi-сплава, и хроматную пленку, сформированную на втором плакирующем слое из ZnNi-сплава.
| JP 8188884 A, 23.07.1996 | |||
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ МАТЕРИАЛА ОКУНАНИЕМ И СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МАТЕРИАЛА | 1998 |
|
RU2196717C2 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| WO 2011023418 A1, 03.03.2011. | |||

