Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к алюминированному стальному листу, который может быть получен модифицированием плакирующего слоя на стальном листе, плакированном сплавом на Al-основе способом горячего погружения, путем термической обработки, и, в частности, относится к алюминированному стальному листу, который проявляет высокую общую отражательную способность и проявляет хорошую коррозионную стойкость.
Уровень техники
[0002] Стальной лист, плакированный сплавом на Al-основе способом горячего погружения, широко применяется главным образом для целей, требующих термостойкости. Многие стальные листы, плакированные сплавом на Al-основе способом горячего погружения, предназначенные для практического применения, изготавливают с использованием содержащей Si ванны для горячего погружного плакирования сплавом на Al-основе. Присутствие содержащегося Si может снижать температуру плакирующей ванны, и также может уменьшать толщину хрупкого легированного слоя (то есть, начальную толщину легированного слоя), образованного между базовым стальным листом (то есть, базовым листом для плакирования) и плакирующим слоем сплава на Al-основе в процессе горячего погружного плакирования.
[0003] В некоторых случаях легированный слой может расти при применении стального листа, плакированного сплавом на Al-основе способом горячего погружения, для требующих термостойкости целей. В случае, где должна быть особенно повышена долговечность при высокой температуре, используют такой подход, что после горячего погружного плакирования выполняют термическую обработку (то есть, дополнительную термическую обработку), чтобы сформировать барьерный слой из AlN между базовым стальным листом и легированным слоем. В этом случае используют базовый стальной лист, содержащий азот (N) в таком количестве, которое удовлетворяет условиям образования AlN-барьера.
[0004] Состав плакирующей ванны, содержащей приблизительно от 7 до 12% по массе Si, является эффективным с позиции снижения температуры ванны для плакирования сплавом на Al-основе, и многие стальные листы, плакированные сплавом на Al-основе в условиях горячего погружения, содержат 7% по массе или более Si в плакирующем слое. Однако некоторые из патентных документов (PTL) представляют примеры, где дополнительная термическая обработка проводится при использовании плакирующей ванны, имеющей относительно низкое содержание Si на уровне 6% или менее (смотри патентные документы (PTL) 1-9).
Список цитированной литературы
Патентные документы
[0005]
PTL 1: JP-A-61-124558
PTL 2: JP-A-3-104848
PTL 3: JP-A-6-207262
PTL 4: JP-A-6-330274
PTL 5: Японский Патент № 3,383,119
PTL 6: JP-A-8-319549
PTL 7: Японский Патент № 3,398,810
PTL 8: Японский Патент № 3,485,410
PTL 9: JP-A-2000-290764
Сущность изобретения
Техническая проблема
[0006] Ввиду вышеупомянутых целей, для которых нужна термостойкость, требуется стальной лист, плакированный сплавом на Al-основе способом горячего погружения, имеющий хорошие характеристики теплоотражения. При применении его в качестве строительного материала для стенки туннеля или тому подобного, отражательной пластины осветительного оборудования, и тому подобного, требуется наличие хороших характеристик отражательной способности с малым поглощением света. Характеристики отражения тепла и света приблизительно зависят от общей отражательной способности. Соответственно этому, с учетом применения его для целей, требующих термостойкости, и целей с использованием способности отражать свет, благоприятным обстоятельством является наличие характеристик высокой общей отражательной способности. В приведенном здесь описании тот факт, что изделие имеет характеристики высокой общей отражательной способности, выражается так, что изделие является «имеющим превосходные характеристики высокой общей отражательной способности».
[0007] Хорошая коррозионная стойкость требуется для целей применения в качестве строительного материала и тому подобного. Однако стальной лист, плакированный сплавом на Al-основе способом горячего погружения, который изготавливают с использованием содержащей Si плакирующей ванны, проявляет тенденцию к снижению коррозионной стойкости по сравнению с листом, изготовленным в плакирующей ванне со сплавом на основе чистого Al. Кроме того, можно допустить, что плакированный сплавом на Al-основе стальной лист используют после подвергания обработке анодированием, подобно материалу из алюминиевого (Al) сплава. Однако обыкновенный плакированный сплавом на Al-основе лист имеет тот недостаток, что внешний вид его становится черноватым после анодирующей обработки, и затруднительно получить анодированную поверхность, имеющую хорошее конструктивное качество.
[0008] Изобретение состоит в создании алюминированного стального листа, который имеет превосходные характеристики общей отражательной способности, коррозионную стойкость и внешний вид после подвергания анодирующей обработке, по сравнению с обыкновенным стальным листом, плакированным сплавом на Al-основе способом горячего погружения.
Разрешение проблемы
[0009] Эта цель может быть достигнута с помощью алюминированного стального листа, имеющего превосходные характеристики общей отражательной способности и коррозионную стойкость, содержащего базовый стальной лист, имеющий на своей поверхности слой алюминиевого покрытия, имеющий среднюю толщину 7 мкм или более, с промежуточным между ними слоем на основе Al-Fe-Si-сплава, причем часть поверхностного слоя в слое алюминиевого покрытия, протяженная от его поверхности до глубины 3 мкм, имеет среднюю концентрацию Si 2,0% по массе или менее, и предпочтительно 1,3% по массе или менее, и причем доля площади фазы интерметаллического соединения на Al-Fe-основе, занимающей поверхность слоя алюминиевого покрытия, составляет 10% или менее. Слой алюминиевого покрытия может быть получен модифицированием образованного горячим погружением содержащего Si плакирующего слоя сплава на Al-основе путем термической обработки. В это время содержание Si в ванне для горячего погружного плакирования предпочтительно составляет 1,5% по массе или более, и 6,0% по массе или менее, и более эффективно 1,5% по массе или более, и 3,0% по массе или менее, и может быть отрегулировано на диапазон 1,5% по массе или более, и менее 3,0% по массе.
[0010] Здесь слой алюминиевого покрытия представляет собой слой, который имеет Al-фазу в качестве матрицы. Слой алюминиевого покрытия может содержать фазу интерметаллического соединения на Al-Fe-основе и Si-фазу.
[0011] Средняя концентрация Si в части поверхностного слоя в слое алюминиевого покрытия, протяженной от его поверхности до глубины 3 мкм, может быть получена выполнением EDX-анализа (анализа с помощью энергодисперсионной рентгеновской спектроскопии) для поверхности поперечного сечения параллельно направлению толщины слоя алюминиевого покрытия. Более конкретно, при обследовании с использованием SEM (сканирующего электронного микроскопа) поверхности поперечного сечения с 5000-кратным увеличением принимают поле зрения в виде прямоугольной области, имеющей размер 3 мкм × 20 мкм, с краем, имеющим длину 3 мкм по направлению толщины слоя алюминиевого покрытия (то есть, по направлению толщины стального листа). Прямоугольная область, которая полностью перекрывает слой алюминиевого покрытия (то есть, прямоугольная область не выходит за пределы слоя алюминиевого покрытия) и имеет край с длиной 20 мкм, будучи в контакте по меньшей мере с частью самой наружной поверхности слоя алюминиевого покрытия, задается как область измерения. В области измерения проводят измерение средней концентрации Si (значения в пересчете на проценты по массе) с помощью EDX-анализа. Вышеуказанный цикл измерения выполняют для пяти или более произвольно выбранных полей, и усредненное значение величин средней концентрации Si в областях измерения может быть обозначено как «средняя концентрация Si в части поверхностного слоя в слое алюминиевого покрытия, протяженной от его поверхности до глубины 3 мкм».
[0012] Доля площади фазы интерметаллического соединения на Al-Fe-основе, занимающей поверхность слоя алюминиевого покрытия, означает долю площади части, имеющей присутствующую в ней фазу интерметаллического соединения на Al-Fe-основе, относительно расчетной площади обследуемой области, полученной наблюдением поверхности слоя алюминиевого покрытия по направлению толщины. Фаза интерметаллического соединения на Al-Fe-основе, которая открыта на поверхность слоя алюминиевого покрытия, может быть идентифицирована как фаза, имеющая содержание Fe в единицах процентов по массе, которое является вторым самым высоким после Al.
[0013] Изобретение также представляет способ изготовления алюминированного стального листа, имеющего превосходные характеристики общей отражательной способности и коррозионную стойкость, причем способ изготовления содержит:
стадию изготовления стального листа, плакированного сплавом на Al-основе способом горячего погружения, включающего плакирующий слой, имеющий среднюю толщину 7 мкм или более, с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 2,0% по массе или более, и 6,0% по массе или менее; и
стадию модифицирования плакирующего слоя в слой алюминиевого покрытия, имеющий часть поверхностного слоя, протяженную от его поверхности до глубины 3 мкм, которая имеет среднюю концентрацию Si 2,0% по массе или менее, нагреванием и выдерживанием стального листа, плакированного сплавом на Al-основе способом горячего погружения, при температуре от 300 до 460°С для протекания диффузии Si в плакирующем слое.
[0014] В качестве меры для дополнительного улучшения характеристик общей отражательной способности и коррозионной стойкости изобретение также представляет способ изготовления, включающий:
стадию изготовления стального листа, плакированного сплавом на Al-основе способом горячего погружения, включающего плакирующий слой, имеющий среднюю толщину 7 мкм или более, с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 1,3% по массе или более и 3,0% по массе или менее; и
стадию модифицирования плакирующего слоя в слой алюминиевого покрытия, имеющий часть поверхностного слоя, протяженную от его поверхности до глубины 3 мкм, которая имеет среднюю концентрацию Si 1,3% по массе или менее, нагреванием и выдерживанием стального листа, плакированного сплавом на Al-основе способом горячего погружения, при температуре от 300 до 460°С для протекания диффузии Si в плакирующем слое. В этом случае содержание Si в ванне для горячего погружного плакирования сплавом на Al-основе может быть отрегулировано до 1,5% по массе или более и менее 3,0% по массе.
Преимущественные результаты изобретения
[0015] Согласно изобретению, может быть создан алюминированный стальной лист, который имеет высокую общую отражательную способность, хорошую коррозионную стойкость и превосходный внешний вид после подвергания анодирующей обработке, по сравнению с обыкновенным стальным листом, плакированным сплавом на Al-основе способом горячего погружения. Алюминированный стальной лист является в особенности превосходным в отношении характеристик теплоотражения и характеристик отражения света благодаря его высокой общей отражательной способности, и тем самым весьма полезен для вариантов применения, требующих термостойкости, и для целей использования способности отражать свет. Алюминированный стальной лист может быть получен подверганием стального листа, плакированного сплавом на Al-основе способом горячего погружения, который может быть изготовлен на обычной технологической линии горячего погружного плакирования, в качестве базового материала дополнительной термической обработке. Соответственно этому, изобретение содействует расширению вариантов применения стального листа, плакированного сплавом на Al-основе способом горячего погружения.
Краткое описание чертежей
[0016]
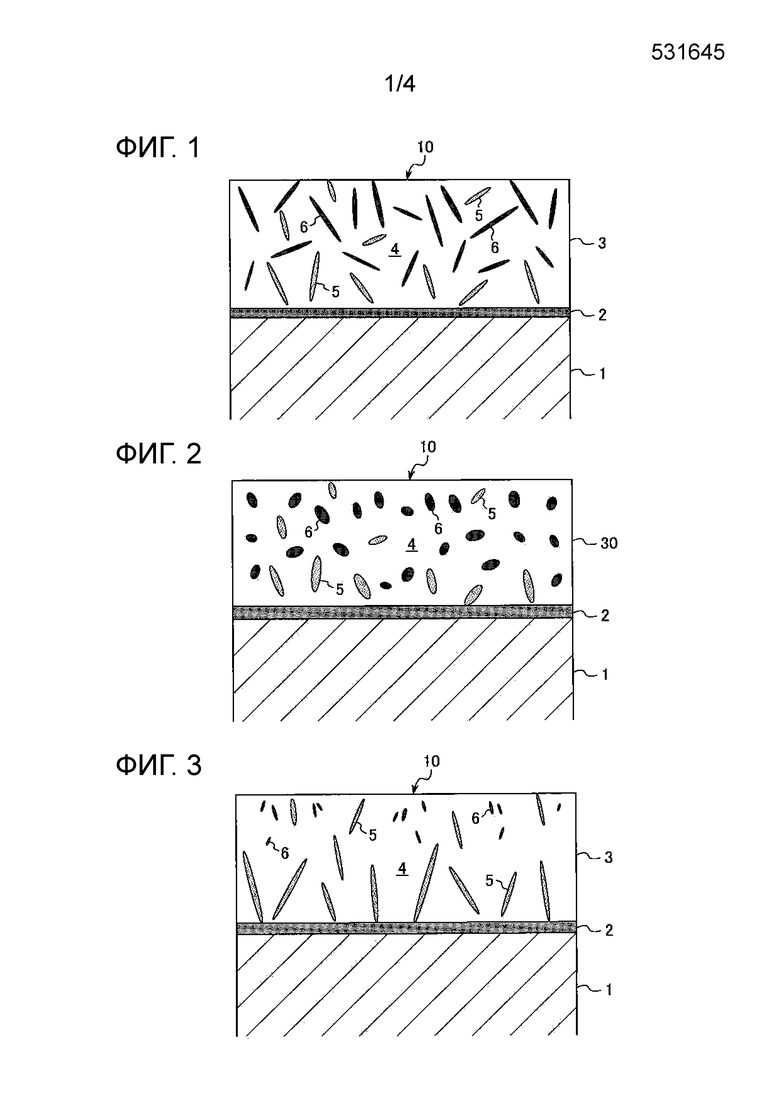
[Фиг. 1] Фиг. 1 представляет иллюстрацию, схематически показывающую структуру поперечного сечения обыкновенного стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для плакирования сплавом на Al-основе, имеющей высокое содержание Si, не подвергнутого обработке после плакирования.
[Фиг. 2] Фиг. 2 представляет иллюстрацию, схематически показывающую структуру поперечного сечения плакированного стального листа согласно Фиг. 1 после подвергания дополнительной термической обработке.
[Фиг. 3] Фиг. 3 представляет иллюстрацию, схематически показывающую структуру поперечного сечения стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для плакирования сплавом на Al-основе, имеющей низкое содержание Si, не подвергнутого обработке после плакирования.
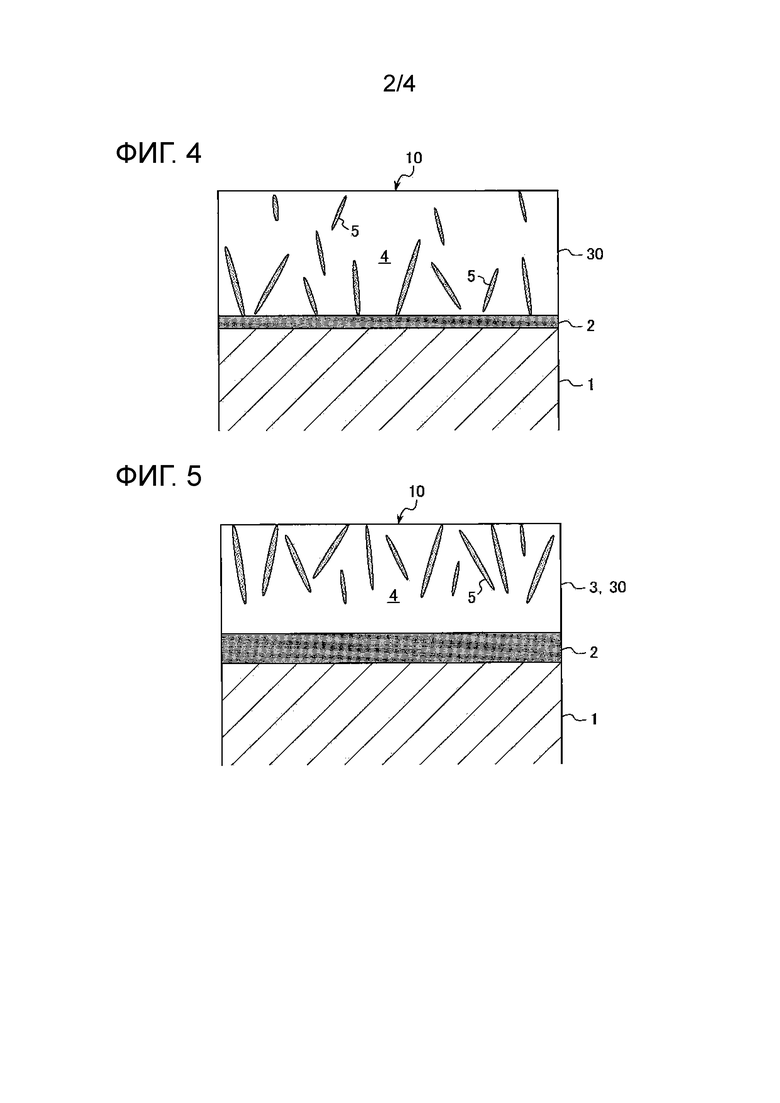
[Фиг. 4] Фиг. 4 представляет иллюстрацию, схематически показывающую структуру поперечного сечения согласно изобретению плакированного стального листа из Фиг. 3 после подвергания дополнительной термической обработке.
[Фиг. 5] Фиг. 5 представляет иллюстрацию, схематически показывающую структуру поперечного сечения стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для плакирования чистым алюминием (Al).
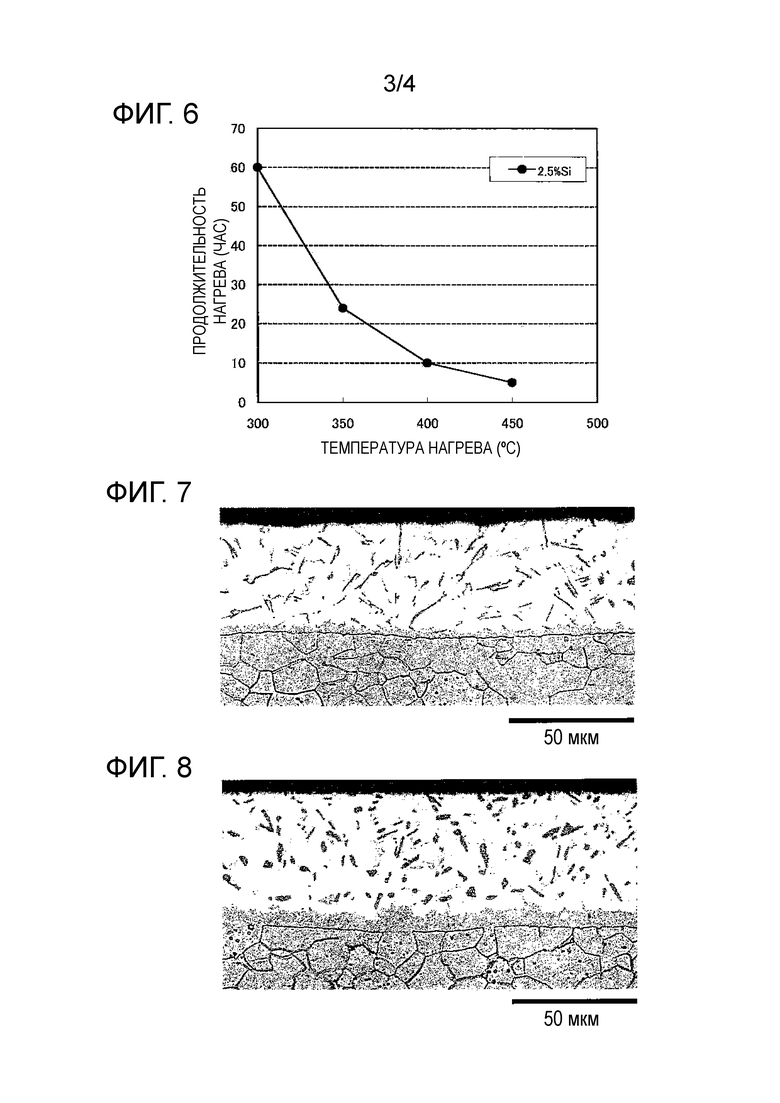
[Фиг. 6] Фиг. 6 представляет график, показывающий пример взаимосвязи между температурой нагревания и продолжительностью нагревания, необходимых для создания средней концентрации Si 2,0% по массе или менее в части поверхностного слоя в слое алюминиевого покрытия, протяженной от его поверхности до глубины 3 мкм.
[Фиг. 7] Фиг. 7 представляет микрофотографию, показывающую структуру поперечного сечения стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 9% по массе, не подвергнутого обработке после плакирования.
[Фиг. 8] Фиг. 8 представляет микрофотографию, показывающую структуру поперечного сечения алюминированного стального листа, полученного подверганием стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 9% по массе, дополнительной термической обработке на воздухе при температуре 450°С в течение 24 часов.
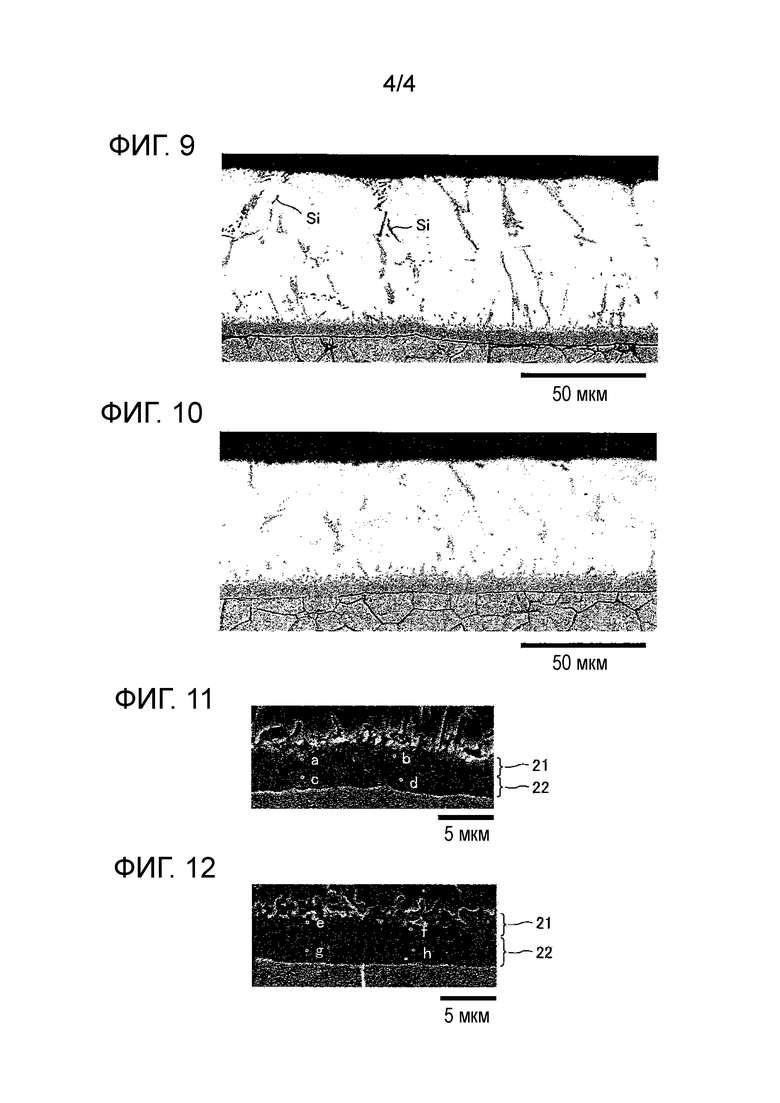
[Фиг. 9] Фиг. 9 представляет микрофотографию, показывающую структуру поперечного сечения стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 2,5% по массе, не подвергнутого обработке после плакирования.
[Фиг. 10] Фиг. 10 представляет микрофотографию, показывающую структуру поперечного сечения алюминированного стального листа, полученного подверганием стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 2,5% по массе, дополнительной термической обработке на воздухе при температуре 450°С в течение 24 часов.
[Фиг. 11] Фиг. 11 представляет SEM-микрофотографию части легированного слоя на поперечном сечении стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 2,5% по массе, не подвергнутого обработке после плакирования.
[Фиг. 12] Фиг. 12 представляет SEM-микрофотографию части легированного слоя на поперечном сечении алюминированного стального листа, полученного подверганием стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 2,5% по массе, дополнительной термической обработке на воздухе при температуре 450°С в течение 24 часов.
Описание вариантов осуществления изобретения
[0017] Алюминированный стальной лист согласно изобретению может быть получен модифицированием плакирующего слоя на стальном листе, который плакирован сплавом на Al-основе способом горячего погружения, изготовленном с использованием содержащей Si ванны для плакирования сплавом на Al-основе, путем дополнительной термической обработки. Здесь важно, чтобы дополнительная термическая обработка стимулировала диффузию Si в плакирующем слое в более значительной степени по сравнению с выполняемой обычным образом дополнительной термической обработкой, и чтобы тем самым снизилась концентрация Si в части поверхностного слоя плакирующего покрытия. Кроме того, для снижения концентрации Si в части поверхностного слоя плакирующего покрытия весьма эффективным является применение ванны для горячего погружного плакирования сплавом на Al-основе, имеющей относительно низкое содержание Si.
[0018] Фиг. 1 схематически показывает структуру поперечного сечения обыкновенного стального листа, плакированного сплавом на Al-основе способом горячего погружения, с использованием ванны для плакирования сплавом на Al-основе, содержащей Si в количестве приблизительно от 7 до 10% по массе, не подвергнутого обработке после плакирования. Плакирующий слой 3 из сплава на Al-основе сформирован на поверхности базового стального листа 1 как базового листа для плакирования, с промежуточным между ними легированным слоем 2. Легированный слой 2 представляет собой «слой сплава на Al-Fe-Si-основе», содержащий главным образом интерметаллическое соединение, содержащее Al, Fe и Si в качестве компонентов. Плакирующий слой 3 из сплава на Al-основе содержит фазу 5 интерметаллического соединения на Al-Fe-основе и Si-фазу 6, присутствующую в Al-фазе 4 как матрице. Фаза 5 интерметаллического соединения на Al-Fe-основе присутствует в относительно большом количестве на стороне, близкой к легированному слою 2, и Si-фаза 6 присутствует в относительно большом количестве на стороне, близкой к поверхности 10.
[0019] Фиг. 2 схематически показывает структуру поперечного сечения плакированного стального листа из Фиг. 1 после подвергания дополнительной термической обработке при температуре приблизительно 450°С. Легированный слой 2 немного увеличивается по толщине. Si-Фаза 6, присутствовавшая в плакирующем слое 3 в Фиг. 1, приобретает сферическую форму и присутствует в большом количестве в Al-фазе 4. Фаза 5 интерметаллического соединения на Al-Fe-основе также проявляет незначительную тенденцию к образованию сферической формы. Слой алюминиевого покрытия, сформированный таким образом из плакирующего слоя после подвергания дополнительной термической обработке, показан в фигуре кодовым номером 30 позиции.
[0020] Даже в случае, где стальной лист, плакированный сплавом на Al-основе способом горячего погружения, изготовленный с использованием обыкновенной ванны для горячего погружного плакирования сплавом на Al-основе, которая содержит Si в количестве, например, 7% по массе или более, подвергают дополнительной термической обработке в течение периода времени определенной длительности, Si-фаза 6 остается в большом количестве в слое 30 алюминиевого покрытия, как показано в Фиг. 2. Было подтверждено, что алюминированный стальной лист, имеющий это состояние структуры, по существу не проявляет улучшения характеристик общей отражательной способности, коррозионной стойкости и внешнего вида после подвергания обработке анодированием. То есть, обыкновенный стальной лист, плакированный сплавом на Al-основе способом горячего погружения, практически не способен обеспечить улучшение вышеупомянутых характеристик в результате дополнительной термической обработки.
[0021] Фиг. 3 схематически показывает структуру поперечного сечения стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для плакирования сплавом на Al-основе, имеющей низкое содержание Si приблизительно от 1,5 до 6,0% по массе, не обработанного после плакирования. Легированный слой 2, присутствующий на поверхности базового стального листа 1, склонен становиться немного более толстым, чем в случае обыкновенного стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для горячего погружного плакирования сплавом на Al-основе, которая имеет высокое содержание Si (Фиг. 1), но обусловленное этим ухудшение таких характеристик, как обрабатываемость, не создает проблемы при нормальном применении. Легированный слой 2 содержит главным образом интерметаллическое соединение на Al-Fe-основе и интерметаллическое соединение на Al-Fe-Si-основе, как описываемое позже. В плакирующем слое 3, в Al-фазе 4, наблюдаются фаза 5 интерметаллического соединения на Al-Fe-основе и небольшое количество Si-фазы 6. Количество присутствующей Si-фазы 6 варьирует в зависимости от содержания Si в плакирующей ванне. Фаза 5 интерметаллического соединения на Al-Fe-основе присутствует в большом количестве на стороне, близкой к легированному слою 2, и в малом количестве на стороне, близкой к поверхности 10. Si-Фаза 6 присутствует главным образом на стороне, близкой к поверхности 10.
[0022] Стальной лист, плакированный сплавом на Al-основе способом горячего погружения, полученный с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей относительно малое содержание Si, отличается по состоянию структуры плакирующего слоя 3 от обыкновенного плакированного сплавом на Al-основе способом горячего погружения стального листа (Фиг. 1) в том отношении, что количество присутствующей Si-фазы 6 мало. Однако, согласно исследованию авторов настоящего изобретения, только применение этого состояния структуры не может обеспечить достаточное действие для улучшения характеристик общей отражательной способности, коррозионной стойкости и внешнего вида после подвергания анодирующей обработке.
[0023] Фиг. 4 схематически показывает структуру поперечного сечения, которая получается при подвергании плакированного стального листа, показанного в Фиг. 3, дополнительной термической обработке при температуре приблизительно 450°С в течение относительно длительного периода времени, приблизительно 24 часов. Заметный рост легированного слоя 2 отсутствует. По существу не присутствует Si-фаза, наблюдаемая в слое 30 алюминиевого покрытия, образованного из плакирующего слоя 3 в Фиг. 3. С другой стороны, фаза 5 интерметаллического соединения на Al-Fe-основе не проявляет значительного изменения формы. Средняя толщина слоя 30 алюминиевого покрытия в расчете на одну поверхность стального листа должна составлять 7 мкм или более, чтобы в достаточной мере проявлять термостойкость и коррозионную стойкость, изначально присущие плакирующему слою сплава на Al-основе, и более предпочтительно 20 мкм или более. Верхний предел средней толщины не является конкретно определенным, и средняя толщина может варьировать, как правило, в диапазоне 50 мкм или менее, и может быть отрегулирована на 40 мкм или менее.
[0024] Согласно обстоятельным исследованиям авторов настоящего изобретения, было обнаружено, что в случае, где плакированный стальной лист, изготовленный с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей малое содержание Si, как в Фиг. 3, подвергают дополнительной термической обработке, Si в плакирующем слое 3 диффундирует в область, имеющую относительно низкую концентрацию Si, вблизи легированного слоя 2, и внедряется в легированный слой 2, и, другими словами, кремний (Si), присутствующий в плакирующем слое 3, используется для реакции, которая изменяет легированный слой 2 с образованием слоя сплава на Al-Fe-Si-основе, содержащего главным образом интерметаллическое соединение, имеющее более высокое содержание Si. С использованием этого явления может быть снижена концентрация Si в части поверхностного слоя в слое 30 алюминиевого покрытия вблизи его поверхности 10. В показанном в Фиг. 1 плакированном сплавом на Al-основе стальном листе, который изготовлен с использованием плакирующей ванны, имеющей высокое содержание Si, легированный слой 2 изначально представляет собой слой сплава, содержащего главным образом интерметаллическое соединение, имеющее более высокое содержание Si. Поэтому то явление, что Si в плакирующем слое 3 внедряется в легированный слой 2 в результате дополнительной термической обработки, не может происходить в значительной степени.
[0025] В слое 30 алюминиевого покрытия, который не имеет наблюдаемую в нем Si-фазу или имеет исключительно малое содержание остаточной Si-фазы, как показано в Фиг. 4, было найдено, что общая отражательная способность и коррозионная стойкость, создаваемые слоем алюминиевого покрытия, могут быть особенно повышены в случае, где существенно снижена концентрация Si в части его поверхностного слоя вблизи поверхности 10. Снижение концентрации Si в части поверхностного слоя также является важным для улучшения внешнего вида после анодирующей обработки. Более конкретно, характеристики общей отражательной способности и коррозионная стойкость могут быть значительно улучшены в случае, где средняя концентрация Si в части поверхностного слоя, протяженной от его поверхности до глубины 3 мкм, составляет 2,0% по массе или менее. Характеристики общей отражательной способности и коррозионная стойкость могут быть дополнительно существенно улучшены стабильно в случае, где средняя концентрация Si в части поверхностного слоя составляет 1,3% по массе или менее. Нижний предел средней концентрации Si в части поверхностного слоя в слое алюминиевого покрытия, протяженной от его поверхности до глубины 3 мкм, не является обязательно заданным, и может быть снижен до 0% по массе, но, из соображений нагрузки в процессе дополнительной термической обработки, ее нижний предел может быть в диапазоне 0,5% по массе или более.
[0026] Предполагается, что характеристики общей отражательной способности улучшаются в результате снижения концентрации Si в части поверхностного слоя потому, что повышается чистота Al в части поверхностного слоя плакирующего покрытия, и ему могут быть приданы характеристики отражения, которые более близки к чистому Al.
[0027] На поверхности 10 слоя 30 алюминиевого покрытия формируется область, где открыта наружу фаза 5 интерметаллического соединения на Al-Fe-основе. Было найдено, что присутствующая на поверхности фаза 5 интерметаллического соединения на Al-Fe-основе может ухудшать внешний вид после подвергания анодирующей обработке. Обнаженная фаза 5 интерметаллического соединения на Al-Fe-основе также может быть фактором ухудшения характеристик общей отражательной способности и коррозионной стойкости. Однако в случае, где используют ванну для горячего погружного плакирования сплавом на Al-основе, содержащую Si в количестве 1,5% по массе или более, фаза 5 интерметаллического соединения на Al-Fe-основе склонна к образованию на стороне, близкой к легированному слою 2, и является незначительным количество фазы 5 интерметаллического соединения на Al-Fe-основе, сформированной на стороне вблизи поверхности 10. В результате разнообразных исследований обнаружено, что в случае, где доля площади фазы интерметаллического соединения на Al-Fe-основе, занимающей поверхность 10 слоя 30 алюминиевого покрытия, снижается до 10% или менее, в совокупности со снижением концентрации Si в описанной выше части поверхностного слоя, внешний вид после обработки анодированием может быть значительно улучшен. Также могут быть улучшены характеристики общей отражательной способности и коррозионная стойкость. Условие, что доля площади фазы интерметаллического соединения на Al-Fe-основе снижается до 10% или менее, может контролироваться с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 1,5% по массе или более.
[0028] Фиг. 5 схематически показывает структуру поперечного сечения стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для плакирования чистым Al. Легированный слой 2, сформированный между базовым стальным листом 1 и плакирующим слоем 3, увеличен по толщине сравнительно со стальными листами, плакированными сплавом на Al-основе способом горячего погружения с использованием содержащей Si плакирующей ванны, показанной в Фигурах 1 и 3, при допущении, что базовые стальные листы 1 (то есть, базовые листы для плакирования) имеют такой же состав стали. Фаза 5 интерметаллического соединения на Al-Fe-основе, сформированная в Al-фазе 4 как матрице плакирующего слоя 3, образуется в большом количестве на стороне, близкой к поверхности 10, что отличается от ситуаций согласно Фигурам 1 и 3. Даже после подвергания дополнительной термической обработке структура поперечного сечения не претерпевает существенного изменения внешнего вида. Соответственно этому, кодовый номер 30 позиции, который соответствует слою алюминиевого покрытия после подвергания дополнительной термической обработке, также показан в Фиг. 5.
[0029] В стальном листе, плакированном сплавом на Al-основе способом горячего погружения, имеющем показанную в Фиг. 5 структуру поперечного сечения, который изготовлен с использованием ванны для плакирования чистым Al, большое количество фазы 5 интерметаллического соединения на Al-Fe-основе открыто на поверхность плакирующего слоя 3. Это состояние структуры подобным образом сохраняется даже после подвергания дополнительной термической обработке. Фаза 5 интерметаллического соединения на Al-Fe-основе, которая присутствует на поверхности, может быть фактором ухудшения внешнего вида после подвергания анодирующей обработке и коррозионной стойкости, как было описано выше. Для улучшения внешнего вида после подвергания анодирующей обработке и коррозионной стойкости весьма эффективным является применение ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 1,5% по массе или более.
[0030] Фиг. 6 приводит пример взаимосвязи между температурой нагревания и продолжительностью нагревания, необходимых для создания средней концентрации Si 2,0% по массе или менее в части поверхностного слоя в слое алюминиевого покрытия, протяженной от его поверхности до глубины 3 мкм, в случае, где стальной лист, плакированный сплавом на Al-основе способом горячего погружения, который изготовлен с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 2,5% по массе, подвергают дополнительной термической обработке. Дополнительная термическая обработка стального листа, плакированного сплавом на Al-основе способом горячего погружения, была общеизвестной, как описано выше. Однако с помощью обыкновенной дополнительной термической обработки затруднительно в достаточной мере снизить концентрацию Si в части поверхностного слоя в слое алюминиевого покрытия, как было описано выше. Для улучшения характеристик общей отражательной способности необходимо обеспечить более полную диффузию Si, как описано, например, в Фиг. 6.
[0031] Фигуры 7-10 представляют примеры микрофотографий структур поперечного сечения после дополнительной термической обработки.
Фиг. 7 представляет микрофотографию, показывающую структуру поперечного сечения стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 9% по массе, не подвергнутого обработке после плакирования. В плакирующем слое фаза интерметаллического соединения на Al-Fe-основе, которая выглядит светло-серой, и Si-фаза, которая выглядит черноватой, диспергированы в Al-фазе, которая выглядит белой.
Фиг. 8 представляет микрофотографию, показывающую структуру поперечного сечения алюминированного стального листа, полученного подверганием стального листа, плакированного сплавом на Al-основе способом горячего погружения, который изготовлен с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 9% по массе, дополнительной термической обработке на воздухе при температуре 450°С в течение 24 часов. В слое алюминиевого покрытия, образованном из плакирующего слоя, фаза интерметаллического соединения на Al-Fe-основе, которая выглядит светло-серой, и Si-фаза, которая выглядит черноватой, диспергированы в Al-фазе, которая выглядит белой. Фазы образованы со сферической формой вследствие подведения тепла.
[0032] Фиг. 9 представляет микрофотографию, показывающую структуру поперечного сечения стального листа, плакированного сплавом на Al-основе способом горячего погружения, который изготовлен с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 2,5% по массе, не обработанного после плакирования. В плакирующем слое фаза интерметаллического соединения на Al-Fe-основе, которая выглядит светло-серой, диспергирована в Al-фазе, которая выглядит белой. Также присутствует Si-фаза, которая выглядит черноватой. Количество Si-фазы значительно сокращено по сравнению с ситуацией, показанной в Фиг. 7.
Фиг. 10 представляет микрофотографию, показывающую структуру поперечного сечения алюминированного стального листа, полученного подверганием стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 2,5% по массе, дополнительной термической обработке на воздухе при температуре 450°С в течение 24 часов. В слое алюминиевого покрытия, образованном из плакирующего слоя, фаза интерметаллического соединения на Al-Fe-основе, которая выглядит светло-серой, диспергирована в Al-фазе, которая выглядит белой. Согласно микрофотографии, присутствие Si-фазы не удалось подтвердить.
[0033] Фиг. 11 представляет пример SEM-микрофотографии части легированного слоя на поперечном сечении стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 2,5% по массе, не подвергнутого обработке после плакирования. Легированный слой показывает двухслойную структуру, составленную верхним слоем, который изображен с кодовым номером 21 позиции, и нижним слоем, который обозначен кодовым номером 22 позиции. То, что находится под нижним слоем, представляет собой базовый стальной лист. В микрофотографии четыре положения анализа показаны символами от «а» до «d». Результаты измерения с использованием количественного EDX-анализа в четырех положениях показаны ниже в Таблице 1.
[0034]
(% по массе)
(смотри Фиг. 11)
[0035] Как верхний слой, так и нижний слой имеют концентрацию Si менее 3,0% по массе, не измененную после плакирования, и основное интерметаллическое соединение, составляющее фазы, предполагается представляющим собой интерметаллическое соединение на Al-Fe-основе, как показано в Таблице 1.
[0036] Фиг. 12 показывает SEM-микрофотографию части легированного слоя на поперечном сечении алюминированного стального листа, полученного подверганием стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 2,5% по массе, дополнительной термической обработке на воздухе при температуре 450°С в течение 24 часов. На микрофотографии четыре положения анализа показаны символами от «e» до «h». Результаты измерения с использованием количественного EDX-анализа в четырех положениях показаны ниже в Таблице 2.
[0037]
(смотри Фиг. 12)
[0038] Понятно, что содержание Si в верхнем слое резко возрастает в результате дополнительной термической обработки. Может наблюдаться такое явление, что Si, присутствующий в плакирующем слое, внедряется в верхний слой, и верхний слой изменяется до структуры, содержащей по большей части интерметаллическое соединение на Al-Fe-Si-основе.
[0039]
Базовый стальной лист
Базовый стальной лист в качестве базового листа для плакирования, применяемого в изобретении, может представлять собой разнообразные марки стали, которые были использованы для плакированных сплавом на Al-основе способом горячего погружения стальных листов. Для требующих термостойкости целей предпочтительно применяют сталь, имеющую содержание N от 0,04 до 0,015% по массе, чтобы предотвращать рост легированного слоя. Конкретные примеры уровней содержания компонентов стали включают от 0,001 до 0,06% С, 0,5% или менее Si, 1,0% или менее Mn, 0,016% или менее Р, 0,007% или менее S, 0,012% или менее Al, 0,015% или менее N, и от 0 до 0,03% Ti (все в единицах процентов по массе), с остальным количеством из Fe и неизбежных примесей.
Толщина базового листа для плакирования может быть в диапазоне от 0,1 до 3,5 мм, и может регулироваться в диапазоне от 0,2 до 1,6 мм.
[0040]
Алюминиевое плакирование
Стальной лист, плакированный сплавом на Al-основе способом горячего погружения, который используется в изобретении, может быть изготовлен на обыкновенной технологической линии горячего погружного плакирования. Плакирующая ванна по составу предпочтительно представляет собой ванну для плакирования сплавом на Al-основе, имеющую содержание Si 1,5% по массе или более, и 6,0% по массе или менее. Когда содержание Si в ванне является слишком высоким, может быть затруднительным достаточное снижение концентрации Si в части поверхностного слоя в результате дополнительной термической обработки как последующей стадии процесса. Когда содержание Si является слишком малым, структура плакирующего слоя становится близкой к покрытию из чистого алюминия, с возрастанием такой тенденции, что фаза 5 интерметаллического соединения на Al-Fe-основе образуется на стороне, близкой к поверхности 10, как показано в Фиг. 5, вследствие чего может быть затруднительным достаточное снижение доли площади фазы 5 интерметаллического соединения на Al-Fe-основе. Содержание Si в ванне более предпочтительно составляет 1,5% по массе или более, и 3,0% по массе или менее. Верхний предел содержания Si в ванне можно строго регулировать на величину менее 3,0% по массе.
[0041] Как правило, в ванну вводят Fe. Содержание Fe предпочтительно регулируют на 3,0% по массе или менее, и более предпочтительно на 2,5% по массе или менее. В качестве других элементов в ванне, ванна может содержать по меньшей мере один из Ti в количестве 1,0% по массе или менее, 1,0% по массе или менее бора (В), 1,0% по массе или менее Zr, 1,0% по массе или менее Sr, и 5,0% по массе или менее Mg. Ti, В и Zr эффективно действуют для улучшения внешнего вида поверхности в результате миниатюризации размеров блесток, Sr эффективен для измельчения Si-фазы, и Mg эффективен для повышения коррозионной стойкости. Остальное количество вышеупомянутых элементов могут составлять Al и неизбежные примеси.
[0042] Количество осажденного плакирующего покрытия предпочтительно составляет 7 мкм или более, и более предпочтительно 20 мкм или более, в терминах толщины плакирующего слоя на одну поверхность (за исключением легированного слоя). Верхний предел ее не является конкретно определенным, и, как правило, средняя толщина может быть в диапазоне 50 мкм или менее, и может быть отрегулирована на 40 мкм или менее.
[0043]
Дополнительная термическая обработка
Стальной лист, плакированный сплавом на Al-основе способом горячего погружения, подвергают термической обработке для создания слоя алюминиевого покрытия, имеющего низкую концентрацию Si, в результате модифицирования плакирующего слоя из сплава на Al-основе. Термическую обработку выполняют после горячего погружного плакирования, и тем самым в приведенном здесь описании она называется «дополнительной термической обработкой». Для улучшения характеристик общей отражательной способности и тому подобного плакирующий слой сплава на Al-основе предпочтительно преобразуют в слой алюминиевого покрытия, имеющий среднюю концентрацию Si в части поверхностного слоя, протяженной от его поверхности до глубины 3 мкм, на уровне 2,0% по массе или менее, и более предпочтительно 1,3% по массе или менее.
[0044] В результате разнообразных исследований показано, что в случае, где модифицированием должен быть получен слой алюминиевого покрытия, имеющий среднюю концентрацию Si в части поверхностного слоя, протяженной от его поверхности до глубины 3 мкм, на уровне 2,0% по массе или менее, может быть использован стальной лист, плакированный сплавом на Al-основе способом горячего погружения, изготовленный с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 2,0% по массе или более, и 6,0% по массе или менее. Это можно контролировать применением плакированного сплавом на Al-основе способом горячего погружения стального листа, изготовленного с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si более 2,0% по массе и 6,0% по массе или менее.
[0045] В случае, где, в качестве предпочтительного варианта исполнения, в результате модифицирования должен быть получен слой алюминиевого покрытия, имеющий среднюю концентрацию Si в части поверхностного слоя, протяженной от его поверхности до глубины 3 мкм, на уровне 1,3% по массе или менее, эффективным является применение стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 1,5% по массе или более, и 3,0% по массе или менее. Это можно контролировать применением стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание Si 1,5% по массе или более, и менее 3,0% по массе.
[0046] Температура нагревания при дополнительной термической обработке может быть установлена в диапазоне от 300 до 460°С, и более эффективно в диапазоне от 380 до 460°С. Когда температура нагревания является слишком низкой, может быть затруднительным снижение концентрации Si в части поверхностного слоя в плакирующем слое. Когда температура нагревания является слишком высокой, может быть чрезмерным рост легированного слоя. Атмосфера при дополнительной термической обработке может представлять собой воздух.
[0047] Сформированная в плакирующем слое Si-фаза склонна распределяться на сторону, близкую к поверхности. При дополнительной термической обработке Si-фаза расходуется для реакции с повышением содержания Si в легированном слое, и тем самым концентрация Si в части поверхностного слоя в плакирующем слое снижается. Важным является определение продолжительности нагревания для достаточного протекания диффузии Si в плакирующем слое и реакции для повышения содержания Si в легированном слое. Надлежащая продолжительность нагревания может быть определена заблаговременным выяснением взаимосвязи между температурой нагревания и временем нагревания, которые являются достаточными для снижения концентрации Si в части поверхностного слоя в плакирующем слое (смотри Фиг. 6). Даже в случае, где содержание Si в плакирующей ванне составляет, например, приблизительно 2,0% по массе, средняя концентрация Si в части поверхностного слоя в слое алюминиевого покрытия, протяженной от его поверхности до глубины 3 мкм, будучи незатронутой после плакирования (то есть, перед подверганием дополнительной термической обработке), как правило, не превышает 2,5% по массе. Соответственно этому, недостаточно снижать содержание Si только в плакирующей ванне, и целевой алюминированный стальной лист, имеющий часть поверхностного слоя со сниженной концентрацией Si, может быть всецело получен выполнением дополнительной термической обработки.
Пример
[0048] В качестве базового стального листа приготовили холоднокатаный отожженный стальной лист, имеющий следующий химический состав и имеющий толщину 0,8 мм.
Химический состав базового стального листа
0,0033% С, менее 0,01% Si, 0,23% Mn, менее 0,01% Р, 0,013% S, 0,01% Al, 0,0027% О, и 0,0025% N, с остальным количеством из Fe и неизбежных примесей.
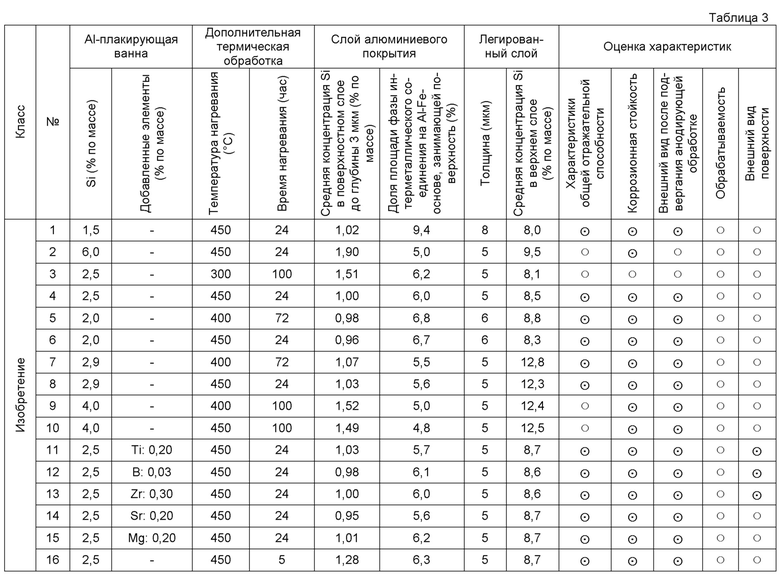
[0049] С использованием базового стального листа, применяемого в качестве базового листа для плакирования, изготовили стальные листы, плакированные сплавом на Al-основе способом горячего погружения, имеющие среднюю толщину плакирующего слоя (за исключением легированного слоя) в диапазоне приблизительно от 30 до 50 мкм.
Условия плакирования
Содержание Si в Al-ванне: показано в Таблицах 3 и 4
Содержание Fe в Al-ванне: приблизительно 2% по массе
Уровни содержания дополнительных элементов, иных, нежели Si и Fe, в Al-ванне: показаны в Таблицах 3 и 4
Компоненты ванны, иные, нежели вышеуказанные: Al и неизбежные примеси
Температура плакирующей ванны: 660°С
Продолжительность погружения в плакирующую ванну: 2 секунды
Средняя скорость охлаждения вплоть до полного затвердевания плакирующего слоя: 13°С в секунду
[0050] Полученный стальной лист, плакированный сплавом на Al-основе способом горячего погружения, подвергли дополнительной термической обработке при температуре нагревания в течение времени нагревания, показанных в Таблицах 3 и 4, для получения образца, который затем исследовали следующим образом. Атмосфера при дополнительной термической обработке представляла собой воздух. Для сравнения приготовили образец, который не подвергали дополнительной термической обработке.
[0051]
Измерение средней концентрации Si в поверхностном слое, протяженном до глубины 3 мкм в слое алюминиевого покрытия
На поверхности поперечного сечения, параллельной направлению толщины образца, выполнили EDX-анализ. SEM-обследование проводили с 5000-кратным увеличением в заданном поле зрения в виде прямоугольной области, имеющей размер 3 мкм × 20 мкм, с краем, имеющим длину 3 мкм по направлению толщины слоя алюминиевого покрытия. В качестве области измерения была задана прямоугольная область, которая полностью перекрывала слой алюминиевого покрытия и имела край с длиной 20 мкм в контакте по меньшей мере с частью самой наружной поверхности слоя алюминиевого покрытия. В области измерения проводили измерение средней концентрации Si (значения в пересчете на проценты по массе) с помощью EDX-анализа. Вышеуказанный цикл измерения выполняли для пяти полей, которые были выбраны произвольно, и усредненное значение величин средней концентрации Si в областях измерения обозначали как среднюю концентрацию Si в части поверхностного слоя в слое алюминиевого покрытия, протяженной от его поверхности до глубины 3 мкм.
[0052]
Измерение доли площади занимающей поверхность фазы интерметаллического соединения на Al-Fe-основе
Поверхность слоя алюминиевого покрытия на образце обследовали с помощью SEM по направлению его толщины, и получили долю площади фазы интерметаллического соединения на Al-Fe-основе, занимающей расчетную площадь наблюдаемой области, при рассматривании поверхности слоя алюминиевого покрытия по направлению толщины. Фаза интерметаллического соединения на Al-Fe-основе, открытая на поверхность, может быть идентифицирована EDX-анализом. Долю площади измеряли для пяти произвольно выбранных полей, и усредненное значение ее обозначили как долю площади (%) занимающей поверхность фазы интерметаллического соединения на Al-Fe-основе.
[0053] Измерение средней толщины легированного слоя
Среднюю толщину легированного слоя измеряли обследованием поперечного сечения параллельно направлению толщины с использованием SEM. Легированный слой проявлял многофазную структуру, включающую верхний слой и нижний слой, за исключением некоторых примеров, в которых использовали плакирующую ванную, имеющую высокое содержание Si.
[0054]
Измерение средней концентрации Si в верхнем слое легированного слоя
На поверхности поперечного сечения параллельно направлению толщины образца проводили измерение концентрации Si с помощью EDX-анализа в десяти произвольно выбранных точках измерения вблизи центра по направлению толщины верхнего слоя, подобно показанным в Фиг. 12 точкам измерения «e» и «f», и усредненное значение их обозначили как среднюю концентрацию Si в верхнем слое легированного слоя. Для образца, имеющего легированный слой с однослойной структурой, среднюю концентрацию Si вблизи центра по направлению его толщины получили как контрольное значение.
[0055] Оценка характеристик общей отражательной способности
Проводили измерение общей отражательной способности поверхности слоя алюминиевого покрытия на образце. Измерение выполняли с использованием прибора MCP 3100 производства фирмы Shimadzu Corporation, в условиях угла отражения 8° и при длине волны измерения 550 нм, и характеристики общей отражательной способности оценивали согласно следующему стандарту. Состояние с оценкой «◯» или лучше считали как прошедшее испытание.
⊙: общая отражательная способность 75% или более
◯: общая отражательная способность 70% или более и менее 75%
Δ: общая отражательная способность 65% или более и менее 70%
×: общая отражательная способность менее 65%
[0056] Оценка коррозионной стойкости
Образец подвергали испытанию на влагостойкость при выдерживании в среде с температурой 90°С и относительной влажностью 95% в течение 500 часов, и измеряли степень образования ржавчины в области, где на поверхности сформировалась ржавчина, и оценивали коррозионную стойкость по следующему стандарту. Состояние с оценкой «◯» или лучше считали как прошедшее испытание.
⊙: степень образования ржавчины менее 10%
◯: степень образования ржавчины 10% или более и менее 20%
Δ: степень образования ржавчины 20% или более и менее 50%
×: степень образования ржавчины 50% или более
[0057]
Оценка внешнего вида после подвергания анодирующей обработке
Образец подвергали анодирующей обработке, и полученную анодированную поверхность измеряли по значению L (светлоте). Условия анодирующей обработки представляли собой обрабатывающий раствор, содержащий 150 г/л серной кислоты и 5 г/л сульфата алюминия, температуру обработки 25°С, плотность электрического тока 5 А/дм2, и продолжительность обработки 10 минут. Оценивали внешний вид после подвергания анодирующей обработке, и состояние с оценкой «◯» или лучше считали как прошедшее испытание.
⊙: значение L 90 или более
◯: значение L 88 или более и менее 90
Δ: значение L 85 или более и менее 88
×: значение L менее 85
[0058] Оценка обрабатываемости
Образец подвергали обработке в процессе вытяжки в цилиндр, и участок вертикальной стенки обработанного изделия оценивали на состояние отслаивания слоя алюминиевого покрытия. Условия вытяжки в цилиндр представляли собой коэффициент вытяжки 2,0, диаметр заготовки 80 мм, диаметр матрицы 42 мм, радиус закругления угла матрицы 5 мм, диаметр пуансона 40 мм, и радиус закругления угла пуансона 5 мм. Обрабатываемость оценивали согласно следующему стандарту, и состояние с оценкой «◯» или лучше считали как прошедшее испытание.
◯: отслаивание слоя алюминиевого покрытия не обнаружено
×: обнаружено отслаивание слоя алюминиевого покрытия
[0059] Оценка внешнего вида поверхности
Поверхность слоя алюминиевого покрытия на образце оценивали по тонкости блесток в терминах плотности блесток. Состояние с оценкой «◯» или лучше считали как прошедшее испытание.
⊙: плотность блесток 200 на см2 или более
◯: плотность блесток 50 на см2 или более, и менее 200 на см2
×: плотность блесток менее 50 на см2
Результат показан в Фиг. 3 и 4.
[0060]
[0061]
[0062] Образцы согласно изобретению были улучшенными в отношении характеристик общей отражательной способности, коррозионной стойкости и внешнего вида после подвергания анодирующей обработке, и также имели хорошую обрабатываемость и внешний вид поверхности. В частности, образцы, имеющие среднюю концентрацию Si в поверхностном слое, протяженном до глубины 3 мкм в слое алюминиевого покрытия, на уровне 1,3% по массе или менее, были значительно лучшими в отношении характеристик общей отражательной способности, коррозионной стойкости и внешнего вида после подвергания анодирующей обработке.
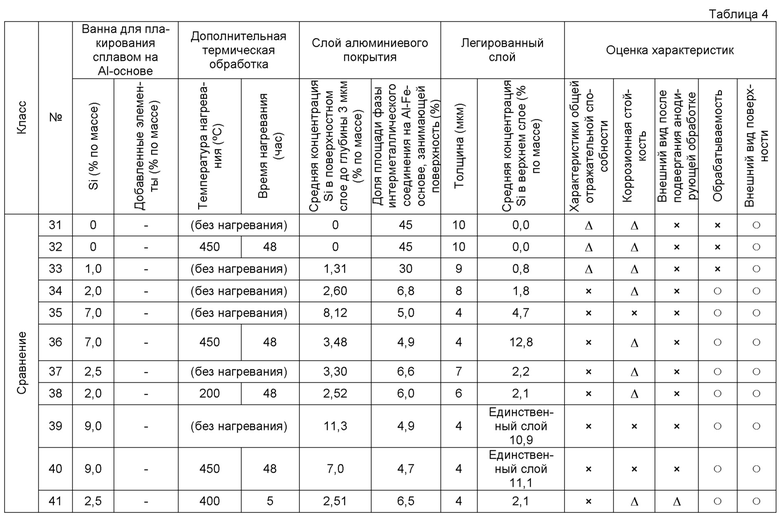
[0063] С другой стороны, образцы №№ 31 и 32 в качестве сравнительных примеров были изготовлены с использованием ванны для плакирования чистым Al, в которых большое количество фазы интерметаллического соединения на Al-Fe-основе образовалось вблизи поверхности плакирующего слоя. Фаза интерметаллического соединения на Al-Fe-основе оставалась по существу неизмененной после подвергания дополнительной термической обработке (№ 32). Эти образцы не имели Si, присутствующего в части поверхностного слоя в слое алюминиевого покрытия, но не были улучшенными в отношении характеристик общей отражательной способности и коррозионной стойкости, и были худшими по внешнему виду после подвергания анодирующей обработке вследствие большой доли площади занимающей поверхность фазы интерметаллического соединения на Al-Fe-основе. Образцы также были худшими в отношении обрабатываемости вследствие того, что сформированный легированный слой имел большую толщину.
Образец № 33 сохранял тенденцию к образованию большого количества фазы интерметаллического соединения на Al-Fe-основе вблизи поверхности плакирующего слоя вследствие слишком малого содержания Si в плакирующей ванне. Соответственно этому, образец был худшим по разнообразным характеристикам, подобно образцам, полученным с использованием ванны с чистым Al. Этот образец не подвергали дополнительной термической обработке. Однако сократить долю площади занимающей поверхность фазы интерметаллического соединения на Al-Fe-основе с помощью дополнительной термической обработки оказывается затруднительным.
Образцы №№ 34, 37, 38 и 41 имели высокую среднюю концентрацию Si в части поверхностного слоя в слое алюминиевого покрытия, поскольку дополнительную термическую обработку не выполняли, и условия нагревания были ненадлежащими, хотя плакирующая ванна имела должное содержание Si. В результате этого образцы были худшими в отношении характеристик общей отражательной способности и внешнего вида после подвергания анодирующей обработке, и улучшение коррозионной стойкости было недостаточным.
Образцы №№ 35 и 39 представляли собой стальные листы, плакированные сплавом на Al-основе способом горячего погружения, изготовленные с использованием плакирующей ванны, имеющей высокое содержание Si, и были худшими в отношении характеристик общей отражательной способности, коррозионной стойкости и внешнего вида после подвергания анодирующей обработке, вследствие большой средней концентрации Si в части поверхностного слоя в слое алюминиевого покрытия (слои алюминиевого покрытия в этих образцах представляли собой плакирующие слои сплава на Al-основе, не подвергнутого обработке после плакирования).
Образцы №№ 36 и 40 были получены подверганием стального листа, плакированного сплавом на Al-основе способом горячего погружения, изготовленного с использованием плакирующей ванны, имеющей высокое содержание Si, дополнительной термической обработке, но средняя концентрация Si в части поверхностного слоя в слое алюминиевого покрытия не снизилась в достаточной степени, и тем самым характеристики общей отражательной способности, коррозионная стойкость и внешний вид образцов после подвергания анодирующей обработке не улучшились.
Список кодовых номеров позиций
[0064]
1 Базовый стальной лист
2 Легированный слой
3 Плакирующий слой сплава на Al-основе
4 Al-Фаза
5 Фаза интерметаллического соединения на Al-Fe-основе
6 Si-Фаза
10 Поверхность
30 Слой алюминиевого покрытия
Изобретение относится к созданию алюминированного стального листа, который имеет улучшенные характеристики общей отражательной способности и коррозионной стойкости. Алюминированный стальной лист, содержащий базовый стальной лист, слой алюминиевого покрытия, имеющий среднюю толщину 7 мкм или более, и расположенный между ними промежуточный слой на основе Al-Fe-Si-сплава. Поверхностная часть слоя алюминиевого покрытия, протяженная от его поверхности до глубины 3 мкм, имеет среднюю концентрацию 2,0 мас.% Si или менее. Доля площади фазы интерметаллического соединения на Al-Fe-основе, занимающей поверхность слоя алюминиевого покрытия, составляет 10% или менее. Стальной лист обладает термостойкостью, а также высокой отражательной способностью. 4 н. и 3 з.п. ф-лы, 12 ил., 4 табл., 1 пр. 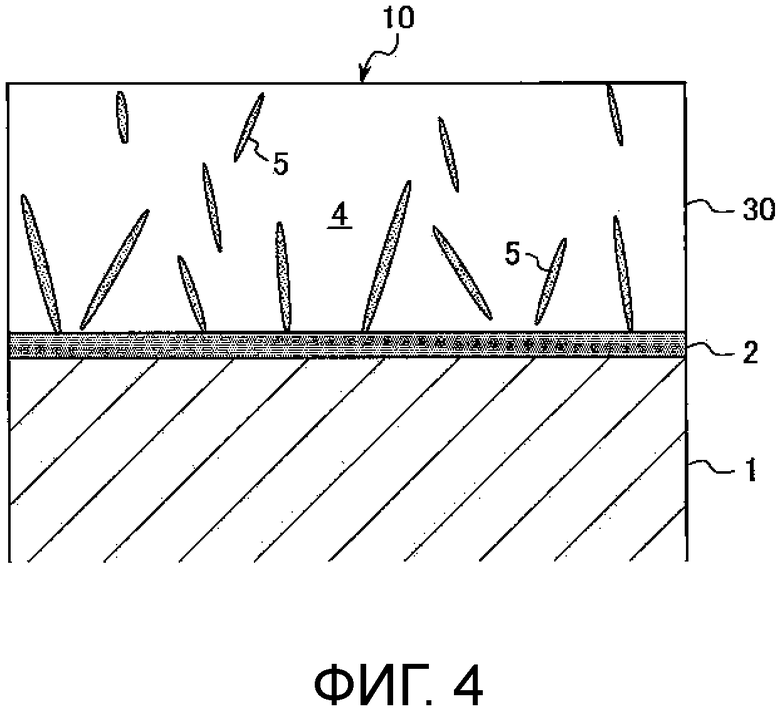
1. Алюминированный стальной лист, имеющий высокие характеристики общей отражательной способности и коррозионной стойкости, содержащий базовый стальной лист, слой алюминиевого покрытия, имеющий среднюю толщину 7 мкм или более, и расположенный между ними промежуточный слой на основе Al-Fe-Si-сплава, причем поверхностная часть слоя алюминиевого покрытия, протяженная от его поверхности до глубины 3 мкм, имеет среднюю концентрацию 2,0 мас.% Si или менее, а доля площади фазы интерметаллического соединения на Al-Fe-основе, занимающей поверхность слоя алюминиевого покрытия, составляет 10% или менее.
2. Алюминированный стальной лист, имеющий высокие характеристики общей отражательной способности и коррозионной стойкости, содержащий базовый стальной лист, слой алюминиевого покрытия, имеющий среднюю толщину 7 мкм или более, и расположенный между ними промежуточный слой на основе Al-Fe-Si-сплава, причем поверхностная часть слоя алюминиевого покрытия, протяженная от его поверхности до глубины 3 мкм, имеет среднюю концентрацию 1,3 мас.% Si или менее, а доля площади фазы интерметаллического соединения на Al-Fe-основе, занимающей поверхность слоя алюминиевого покрытия, составляет 10% или менее.
3. Алюминированный стальной лист по п. 1 или 2, в котором слой алюминиевого покрытия получен модифицированием образованного горячим погружением содержащего Si плакирующего слоя сплава на Al-основе путем термической обработки.
4. Алюминированный стальной лист по п.1, в котором слой алюминиевого покрытия получен модифицированием образованного горячим погружением плакирующего слоя сплава на Al-основе, сформированного с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание 2,0-6,0 мас.% Si, путем термической обработки.
5. Алюминированный стальной лист по п.2, в котором слой алюминиевого покрытия получен модифицированием образованного горячим погружением плакирующего слоя сплава на Al-основе, сформированного с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание 1,5-3,0 мас.% Si, путем термической обработки.
6. Способ изготовления алюминированного стального листа, имеющего высокие характеристики общей отражательной способности и коррозионной стойкости, включающий:
изготовление стального листа, плакированного сплавом на Al-основе способом горячего погружения, включающего плакирующий слой, имеющий среднюю толщину 7 мкм или более, с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание 2,0-6,0 мас.% Si ; и
модифицирование плакирующего слоя в слой алюминиевого покрытия, имеющий поверхностную часть, протяженную от его поверхности до глубины 3 мкм, которая имеет среднюю концентрацию 2,0 мас.% Si или менее, нагреванием и выдерживанием стального листа, плакированного сплавом на Al-основе способом горячего погружения, при температуре от 300 до 460°С для обеспечения протекания диффузии Si в плакирующем слое.
7. Способ изготовления алюминированного стального листа, имеющего высокие характеристики общей отражательной способности и коррозионной стойкости, включающий:
изготовление стального листа, плакированного сплавом на Al-основе способом горячего погружения, включающего плакирующий слой, имеющий среднюю толщину 7 мкм или более, с использованием ванны для горячего погружного плакирования сплавом на Al-основе, имеющей содержание 1,5-3,0 мас.% Si; и
модифицирование плакирующего слоя в слой алюминиевого покрытия, имеющий поверхностную часть, протяженную от его поверхности до глубины 3 мкм, которая имеет среднюю концентрацию 1,3 мас.% Si или менее, нагреванием и выдерживанием стального листа, плакированного сплавом на Al-основе способом горячего погружения, при температуре от 300 до 460°С для обеспечения протекания диффузии Si в плакирующем слое.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| СТАЛЬНОЙ МАТЕРИАЛ, ПОКРЫТЫЙ Zn-Al-СПЛАВОМ СПОСОБОМ ГОРЯЧЕГО ОКУНАНИЯ, С ОТЛИЧНОЙ ОБРАБАТЫВАЕМОСТЬЮ СГИБАНИЕМ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2379374C2 |
| СТАЛЬНОЙ ЛИСТ С АЛЮМИНИЕВЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2381298C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ДЕТАЛИ С ВЫСОКИМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ ИЗ КАТАНОГО ЛИСТА С ПОКРЫТИЕМ | 2007 |
|
RU2403309C2 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

