Изобретение относится к способам для непрерывной технологической обработки при нанесении лакокрасочных покрытий на полые цилиндрические изделия типа стакан в ванне, в частности бронебойных снарядов, имеющих двухступенчатое отверстие малого и большего диаметра в донной части.
Известен способ лакирования полых цилиндрических изделий типа стакан с помощью устройства для лакирования, включающего размещенный над ванной с лаком загрузочный конвейер с держателями изделий, выполненными в виде штырей, закрывающих отверстие изделия, и конвейер сушки (см. авторское свидетельство SU №1419970, МПК B65G 49/02, 1988 г.) - прототип.
Данное устройство не обеспечивает оптимальную плотность потока непрерывной технологической обработки изделий в ванне, а также в нем невозможно производить лакирование только наружной ступени двухступенчатого отверстия донной части полого цилиндрического изделия типа стакан, оставляя не покрытой лаком внутреннюю часть ступенчатого отверстия, кроме этого, остается нелакированным открытый торец изделия.
Технический результат изобретения направлен на расширение технологических возможностей способа за счет обеспечения нанесения лакокрасочного покрытия на большую ступень двухступенчатого отверстия полого цилиндрического изделия типа стакан с обеспечением качества лакового покрытия.
Технический результат достигается тем, что в способе лакирования полых цилиндрических изделий типа стакан с помощью устройства для лакирования полых цилиндрических изделий, имеющих двухступенчатое отверстие малого и большего диаметра в донной части, содержащего загрузочное устройство, ванну с лаком, через которую перемещают изделия, и конвейер сушки, сначала отверстие малого диаметра донной части изделия закрывают технологической пробкой, проходящей с зазором через двухступенчатое отверстие большего диаметра, при этом технологическая пробка выполнена грибовидной формы, устанавливаемой в изделие с зазором от торца донной части изделия, затем собранные с технологической пробкой изделия поступают через загрузочное устройство, одно изделие за другим, вплотную, перемещая друг друга головной частью в торец грибка технологической пробки, сохраняя определенное положение технологической пробки в изделии, в ванну с лаком и далее на конвейер сушки, где технологическую пробку удаляют из отверстия изделия.
Признаки предлагаемого изобретения отвечают п. 43 «Требованиям к документам заявки на выдачу патента на изобретение», утвержденным приказом Минэкономразвития России от 25.05.2016 г. №316:
- «сначала отверстие малого диаметра донной части изделия закрывают технологической пробкой, при этом технологическая пробка выполнена грибовидной формы, установленной в изделии с зазором от торца донной части изделия» - наличие действия, условия осуществления действий; использование устройств;
- «затем собранные с технологической пробкой изделия поступают через загрузочное устройство, одно за другим, вплотную, перемещая друг друга головной частью в торец грибка технологической пробки, сохраняя определенное положение технологической пробки в изделии, в ванну» - наличие действия, порядок выполнения действий во времени (последовательно);
- «далее на конвейер сушки, где технологическую пробку удаляют из отверстия изделия» - наличие совокупности действий.
Причинно-следственная часть между совокупностью существенных признаков и достигаемым техническим результатом заключается:
- «сначала отверстие малого диаметра донной части изделия закрывают технологической пробкой», что исключает попадание лака в отверстие малого диаметра, защищает от покрытия необходимые места и обеспечивает расширение технологических возможностей способа по сравнению с прототипом;
- «при этом технологическая пробка выполнена грибовидной формы, установленной в изделии с зазором от торца донной части изделия», что обеспечивает лакирование открытого торца изделия, расширяя технологические возможности способа и повышая качество покрытия;
- «затем собранные с технологической пробкой изделия поступают через загрузочное устройство, одно за другим, вплотную, перемещая друг друга головной частью в торец грибка технологической пробки, сохраняя определенное положение технологической пробки в изделии, в ванну», что расширяет технологические возможности способа и обеспечивает качество лакирования;
- далее на конвейер сушки, где технологическую пробку удаляют из отверстия изделия», расширяет технологические возможности способа.
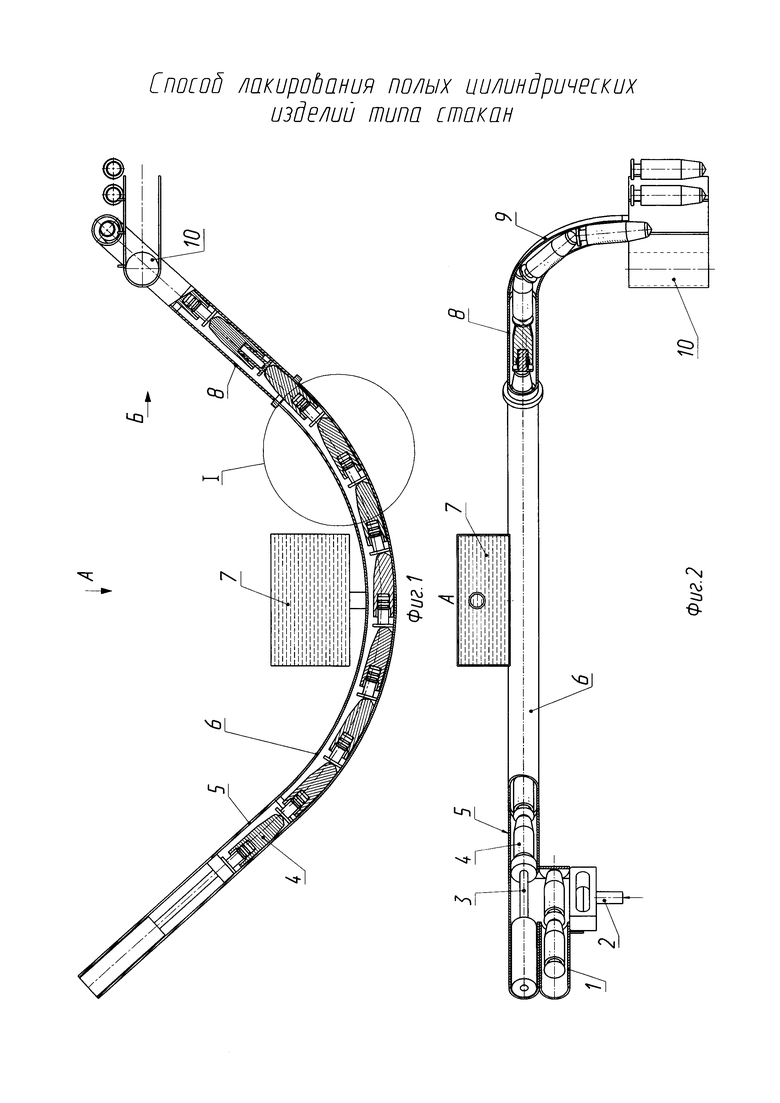
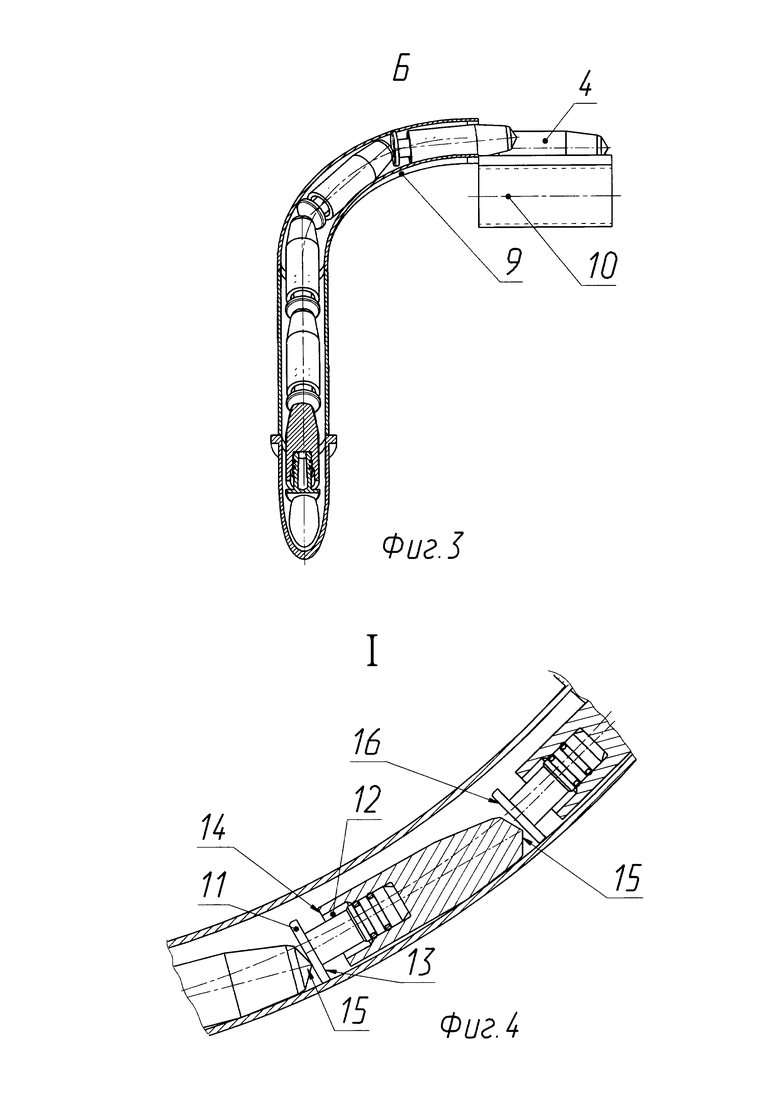
На фиг. 1 изображена установка для лакирования полых цилиндрических изделий типа стакан; фиг. 2 - то же, вид А на фиг. 1; на фиг. 3 - то же, вид Б на фиг. 2; на фиг. 4 - то же, узел I на фиг. 1.
Способ лакирования полых цилиндрических изделий типа стакан, реализованный в устройстве, содержащем загрузочное устройство 1 с шибером 2 и толкателем 3 изделий 4, работающими от привода (не показан), направляющий трубопровод 5, выполненный в виде трубы, трубопровод 5 плавно переходит в изогнутую V-образную ванну 6, наполненную лаком на необходимый уровень. Ванна 6 размещена в нижней части трубопровода 5 и соединена с бачком 7, подпитывающим лаком ванну 6 по мере его расхода. За ванной 6 продолжением трубопровода 5 является прямолинейный участок 8, переходящий в приемник 9 изделий 4 с выдачей их на транспортер 10 сушки изделий.
Устройство работает следующим образом.
В отверстие малого диаметра изделия 4 вставляют технологическую пробку 11, выполненную грибовидной формы, при этом технологическая пробка проходит с зазором в отверстие большего диаметра 12 и имеет зазор от торца 13 грибка до торца 14 донной части изделия. Изделия 4, собранные с технологической пробкой 11, загружают в питатель 1, из которого шибером 2 и толкателем 3 от привода поштучно подаются в направляющий трубопровод 5. При перемещении по трубопроводу 5 изделия 4 упираются своей головной частью 15 в торец 16 технологической пробки 11, и одно изделие за другим, вплотную, перемещают друг за другом, сохраняя определенное положение технологической пробки 11 в изделии 4, и поступают в наполненную лаком, V-образную ванну 6, где происходит лакирование наружной и внутренней поверхности большего диаметра 12 изделия 4. На прямолинейном участке 8 трубопровода 5 излишки лака стекают из отверстия большего диаметра 12 в ванну 6. При дальнейшем перемещении изделий 4 по прямолинейному участку 8 изделия 4 поступают в приемник 9, из которого поступают на транспортер 10 сушки изделий, где изделия 4 освобождают от технологической пробки 11.
Изобретение «Способ лакирования полых цилиндрических изделий типа стакан» промышленно применимо.
На Акционерном обществе «Производственное объединение «Завод имени Серго» разработана технологическая и конструкторская документация, изготовлено устройство и используется в производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для лакирования полых цилиндрических изделий типа стакан | 2017 |
|
RU2662481C1 |
| Устройство для перемещения изделий через ванны окрашивания | 1986 |
|
SU1419970A1 |
| Устройство дя наненсения покрытий | 1979 |
|
SU876193A1 |
| СПОСОБ УКУПОРКИ БУТЫЛКИ НА АВТОМАТИЧЕСКОЙ ЛИНИИ ПРОБКОЙ | 2009 |
|
RU2405724C1 |
| Автоматическая линия для печати и нанесения покрытий на изделия типа кнопок | 1990 |
|
SU1778014A1 |
| Устройство для нанесения покрытий на длинномерные изделия | 1987 |
|
SU1407574A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВАННАХ | 1991 |
|
RU2022893C1 |
| Линия для изготовления лакированной резиновой обуви | 1984 |
|
SU1224173A1 |
| Установка лакирования стержней | 1988 |
|
SU1641454A1 |
| Многопоточная линия для нанесения покрытий на изделия | 1980 |
|
SU1007753A1 |
Изобретение относится к способам для непрерывной технологической обработки при нанесении лакокрасочных покрытий на полые цилиндрические изделия типа стакан в ванне, в частности бронебойных снарядов, имеющих двухступенчатое отверстие малого и большого диаметра в донной части. В способе лакирования полых цилиндрических изделий типа стакан с помощью устройства для лакирования полых цилиндрических изделий, имеющих двухступенчатое отверстие малого и большего диаметра, сначала отверстие малого диаметра донной части изделия закрывают технологической пробкой, проходящей с зазором через двухступенчатое отверстие большего диаметра. Технологическая пробка выполнена грибовидной формы, устанавливаемой в изделии с зазором от торца донной части изделия. Затем собранные с технологической пробкой изделия поступают через загрузочное устройство, одно за другим, вплотную, перемещая друг друга головной частью в торец грибка технологической пробки. Сохраняют определенное положение технологической пробки в изделии. После этого изделия поступают в ванну с лаком и далее на конвейер сушки, где технологическую пробку удаляют из изделия. Техническим результатом изобретения является расширение технологических возможностей способа за счет обеспечения нанесения лакокрасочного покрытия на большую ступень двухступенчатого отверстия полого цилиндрического изделия типа стакан с обеспечением повышения качества лакового покрытия. 4 ил.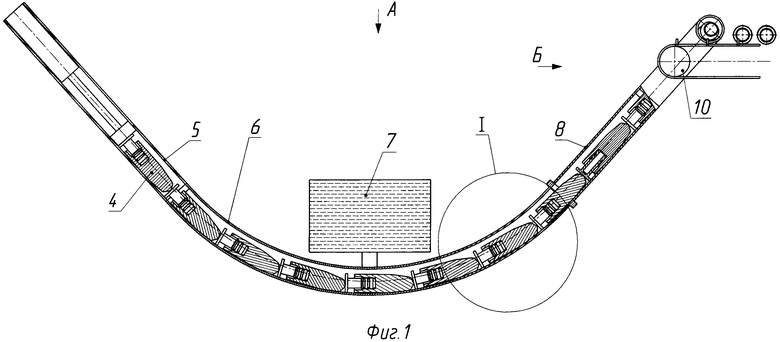
Способ лакирования полых цилиндрических изделий типа стакан с помощью устройства для лакирования полых цилиндрических изделий, имеющих двухступенчатое отверстие малого и большего диаметра в донной части, содержащего загрузочное устройство, ванну с лаком, через которую перемещают изделия, и конвейер сушки, характеризующийся тем, что сначала отверстие малого диаметра донной части изделия закрывают технологической пробкой, проходящей с зазором через двухступенчатое отверстие большего диаметра, при этом технологическая пробка выполнена грибовидной формы, устанавливаемой в изделии с зазором от торца донной части изделия, затем собранные с технологической пробкой изделия поступают через загрузочное устройство, одно изделие за другим, вплотную, перемещая друг друга головной частью в торец грибка технологической пробки, сохраняя определенное положение технологической пробки в изделии, в ванну с лаком и далее на конвейер сушки, где технологическую пробку удаляют из отверстия изделия.
| Устройство для перемещения изделий через ванны окрашивания | 1986 |
|
SU1419970A1 |
| Устройство для нанесения покрытий на длинномерные изделия | 1987 |
|
SU1407574A1 |
| Устройство для нанесения лакокрасочных покрытий на цилиндрические радиодетали с осевыми выводами | 1981 |
|
SU957984A1 |
| US 4539931 A1, 10.09.1985. | |||

