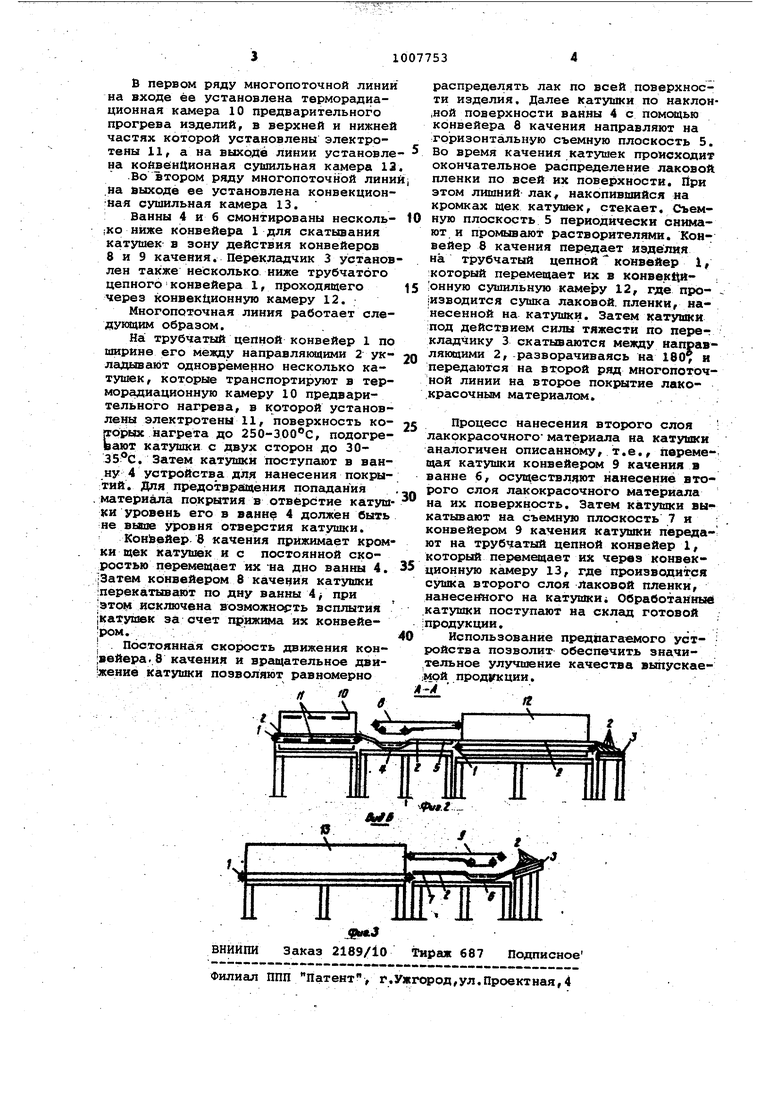
Изобретение относится к нанесению лакокрасочных покрытий на цилиндрические изделия и может быть использовано на предприятиях различных отраслей промышленности, изготавливающих цилиндрические деревянные издеИзвестно устройство для нанесени покрытий на цилиндрические изделия окунаниемi содержащее ванну с материалом покрытия, сушильную камеру и кинематически связаннее загрузочный погружной и разгрузочный барабаны с торцовыми лопастями. Торцовые лопас ти погружного и разгрузочного барабанов установлены с угловым смещени ем одна относительно другой для тра портировки изделий в ванне и над не обеспечивакяцей повышение качества о раски (1. Недостатком известного устройств является малая производительность, так как оно является однопоточннм и работает ритмично. Кроме того, известное устройство не приемлемо для отделки деревянных катушек, потому что они имеют сложную конфигурацию и достаточно большую площадь покрыА1Я, а при погружении изделий в ванну увлекают за собой воздух, который образует пузырьки на покрытии. При извлечении изделий из ванны образуется неровное покрытие, появляются подтеки, полосы, заполняются отверстия лаком и т.д., таким образом не обеспечивается качественное покрытие изделий. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является многопоточная линия для нанесения покрытий на изделия,, содержащая устройство для нанесения покрытий, сущильные камеры, конвейеры с расположенными над ними направляющими, установленные по ходу технологического процесса в два ряда, которые соединены между собой перекладчиком 2. Такая многопоточная линия обеспе чивает нанесение покрытий на кромки изделий, выполненных в виде щитов, и устройства для нанесения покрытий в ней выполнены в виде лаконаливочных машин. Конструктивное выполнение уст ройств для нанесения покрытия, конвейеров с расположенными над ними направляющими и перекладчика не поЗ воляет использовать известную многопоточную линию для отделки изделий S виде деревянных катушек различных типоразмеров. Цель изобретения - обеспечение возможности отделки катушек разных типоразмеров. Поставленная цель достигается TSM что в многопоточной линии для нанесения покрытий на изделия, содержащей устройства для нанесения покрытий, сушильные камеры, конвейеры с расположенными над ними направляющими, установленные по ходу технологического процесса в два ряда, которые соединены между собой перекладчиком, согласно изобретению, перекладчик выполнен в виде плоского полукруга, установленного с наклоном в сторону движения катушек, а направлянлцие выполнены в виде ряда трубок, установленньк с возможностью перемещение по ширине конвейера. При этом для повышения качества отделки катушек устройство для нанесения покрытий выполнено в виде ванны для материала покрытия со съемным поддоном на выходе для сбора,-стекающего с катушек материала покрытия, причем в ванне и над съемным поддоном на расстоянии равном диаметру «атушкч, установлен конвейер качения KaTjmieK, нижняя ветвь которого имеет профиль съемного поддона и внутренней поверхности ванны. На фиг. 1 схематично изображена многопоточная линияу вид сверху; на фиг. 2 - разрез А-А на фиг. 1) на фиг. 3 - вид по стрелке Б на фиг. 1. Многопоточная линия нанесения покрытий на изделия включает устройства для нанесения покрытий, сушильные камеры, трубчатые цепные конвейеры 1 с расположенными над ними направляющими 2, установленные по ходу технологического процесса в два ряда, которые соединены между собой перекладчиком 3. Последний выполнен в виде плоского полукруга, установленного с наклоном в сторону движения катушек в зависимости от массы катушки. Напх авляющие 2 выполнены в виде ряда трубок, установленных с возможностью перемещения по ширине конвейера 1. Расстояние между направляющими 2 определяется размерами обрабатываемых катушек. Устройство для нанесения ч.покрытий, установленное в первом ряду по ходу технологического процесса/ выполнено в виде ванны 4 для материала покрытия со съемным поддоном 5 на выходе для сбора стекающего с катушек материала покрытия. Подобное устройство, установленное во втором ряду по ходу технологического процесса, включает ванну б со съемным поддоном 7. В ванне 4 и над съемным поддоном 5 на расстоянии, равном диаметру катушкиц установлен конвейер 8 качения катушек, нижняя ветвь которого имеет профиль съемного поддона 5 и внутреин поверхности ванны 4. в ванне.б и яад съемным поддоном -7 также установлен конвейер 9 качения катушек. В первом ряду многопоточной линии на входе ее установлена терморадиационная камера 10 предварительного прогрева изделий, в верхней и нижней частях которой установлены электротены 11, а на выходе линии установле на конвенционная сушильная камера 13 Во втором ряду многопоточной лини на выходе ее установлена конвекционная сушильная камера 13. Ванны 4 и 6 смонтированы несколь|Ко ниже конвейера 1 для скатывания катушек в зону действия конвейеров 8 и 9 качения. Перекладчик 3 установ лен также несколько ниже трубчатого цепногоконвейера 1, проходящего через конвекционную кгшеру 12. Многопоточная линия работает следукяцим образом. На: трубчатый цепной конвейер 1 по ширине его мелэду направлякицими 2 укладывают одновременно несколько катушек, которые транспортируют в терморадиационную камеру 10 предварительного нагрева, в которой установлены электротены 11, поверхность кор01яях нагрета до 250-300°С, подогреЬают катушки с двух сторон до 3035°С. Затем катушки поступают в ванну 4 устройства для: нанесения покрытий. Для предотвращения попадания материала покрытия в отверстие катушки уровень его в ванн 4 быть не выше уровня отверстия катушки. Конвейер. 8 качения прижимает кромки щек катушек и с постоянной скоростью перемещает их -на дно ванны 4. |3атем конвейером 8 каче1 ия катушки перекатывают по дну ванны 4/ при :Этом исключена возможнс ть всплытия |катушек за счет щ ижима их конвейером.-, .; , I . Постоянная скорость движения кон|вейера.8 качения и вращательное двигжение катушки позволяют равномерно . . ff распределять лак по всей поверхности изделия. Далее катушки по наклонной поверхности ванны 4 с помощью конвейера 8 качения направляют на горизонтальную съемную плоскость 5. Во время качения катушек происходит окончательное распределение лаковой пленки по всей их поверхности. При этом лишний лак, накопившийся на кромках щек катушек, стекает. Съемную плоскость 5 периодически снимают и промывают растворителями. Конвейер 8 качения передает изделия на трубчатый цепной конвейер 1, :который перемещает их в конвек1{й- ; онную сушильную камеру 12, где про|изводится сушка лаковой, пленки, нанесенной на катушки. Затем катуиши под действием силы тяжести по neper кладчику 3 скатываются между направ «ими 2, разворачиваясь на 180, и передаются на второй ряд многопоточной линии на второе покрытие лако.красочным материалом. Процесс нанесения второго слоя : лакокрасочного материгша на катушки аналогичен описанному, т.е., пвремещая катушки конвейером 9 качения в ванне 6, осуществляют нанесение второго слоя лакокрасочного материала на их поверхность. Затем катушки выкатывают на съемную плоскость 7 и конвейером 9 качения катушки передают на трубчатый цепной конвейер 1, который перемещает их через конвекционную камеру 13, где производится сушка второго слоя лаковой пленки, нанесенного на катушкиi Обработанный .катушки поступают на склад готовой ;продукции. Использование предлагаемого уст- ройства позволит обеспечить значительное улучиюние качества выпускаемрй прод|гкции. -4 . ft
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделки цилиндрических изделий | 1982 |
|
SU1028379A1 |
| Поточная линия для нанесения покрытий на изделия | 1991 |
|
SU1811913A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |
| Линия отделки щитовых деталей лакокрасочными материалами | 1984 |
|
SU1266814A1 |
| Линия комплексной отделки щитовых деталей мебели | 1989 |
|
SU1676833A1 |
| СПОСОБ НАНЕСЕНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ТВЕРДУЮ ПОДЛОЖКУ И УСТАНОВКА ДЛЯ ВЫПОЛНЕНИЯ СПОСОБА | 1997 |
|
RU2136395C1 |
| ОКРАСОЧНО-СУШИЛЬНАЯ УСТАНОВКА | 2002 |
|
RU2232956C2 |
| Линия для отделки изделий из древесины | 1978 |
|
SU867801A1 |
| асЕСОЮЗНАЯ | 1973 |
|
SU386785A1 |
| ПОЛУАВТОМАТЙЧЕСКАЯ ЛИНИЯ ДЛЯ ОТДЕЛКИ ЩИТОВЫХ ЭЛЕМЕНТОВ МЕБЕЛИ | 1966 |
|
SU183099A1 |
1. МНОГОПОТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ, содвржатая устройства.для нанесения покрытий f сушильные камеры, конвейеры с расположенными над ними направляющими, установленные по ходу технологического процесса в два ряда, которые соединены между собой перекладчиком/ отличающаяся тем, что, с целью обеспечения возможности отдел- ки к л-ушек разных типоразмеров, пере:кладчик выполнен в виде плоского полукруга, установленного с наклоном в сторону движения катушек, а направляющие выполнены в виде ряда трубок, установленных с возможностью перемещения по ширине конвейера. 2. Линия по п. 1, отличающаяся тем, что, с целью повышения качества отделки катушек, устройство для нанесения покрытий выполнено в 9иде ванны для материала покрытия со съемным поддоном на выходе для сбора стекающего с катушек мате-§ риала покрытия, причем в ванне и над (Л съемным поддоном на расстоянии, т авном диаметру катушки, установлен кон вейер качения катушек, нижняя ветвь которого имеет профиль съемного поддона и внутренней поверхности ванны,2 ч ел со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для окраски окунанием цилиндрических изделий | 1977 |
|
SU647011A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU401417A1 | |
| Кипятильник для воды | 1921 |
|
SU5A1 |
