Изобретение относится к области металлургии, а именно к термической обработке железнодорожных колес.
Одним из основных требований, предъявляемых к колесам для железнодорожного транспорта, является высокая износостойкость и прочность обода, которая должна сохраняться даже после многократных обточек колеса. Для выполнения этого требования необходимо получать равномерную и однородную структуру материала по толщине обода. Процесс формирования микроструктуры в ободной части колеса, главным образом, зависит от условий закалки, в частности от скорости охлаждения железнодорожных колес.
Из литературы известен способ термической обработки железнодорожных колес включающий нагрев колеса под закалку до 850-870°С, последующую выдержку в течение 3-5 часов, закалку ободной части и последующий отпуск при температуре 450-550°С, с последующей выдержкой в течение 2-3 часов для снятия внутренних напряжений, возникших в железнодорожном колесе (Г.А. Бибик, А.М. Иоффе, А.В. Праздников, М.И. Старосельский, «Производство железнодорожных колес», М.: «Металлургия», 1982 г., стр. 157).
Известен способ термической обработки железнодорожных колес (патент US 3154441, опубл. 27.10.1964, МПК C21D 9/34), в соответствии с которым железнодорожное колесо перед закалкой подвешивают вертикально на крюках, затем нагревают в конвейерных проходных печах, либо в печах с подвижным шагающим подом. Обод колеса закаливают в вертикальном положении при одновременном вращении колеса, посредством распыления воды через форсунки (спрейеры) на поверхность катания в течение 2-х минут с расходом 10 галлонов в минуту (37,85 литров в минуту). Через 5-15 секунд после начала закалки обода колеса начинают охлаждать диск колеса посредством подачи воды через форсунки (спрейеры) на поверхность диска колеса в течение 5-ти минут с расходом 10 галлонов в минуту (37,85 литров в минуту). Затем производят отпуск железнодорожных колес, осуществляемый в печах, аналогичных печам, используемым для нагрева под закалку. После отпуска производят регулируемое охлаждение, являющееся обязательной операцией для описываемого способа термической обработки железнодорожных колес.
Технической проблемой, присущей данному техническому решению, является:
- формирование неблагоприятной системы остаточных внутренних местных напряжений в месте перехода обод-диск при последовательном охлаждении сначала обода, а затем диска, что не обеспечивает высокую эксплуатационную долговечность железнодорожных колес;
- использование форсунок, распыляющих воду на поверхность железнодорожного колеса, обеспечивает охлаждение поверхности водой посредством направленной струи, что не гарантирует охватывание всей поверхности обода колеса и равномерного распределения воды по ней, таким образом, одна часть обода смачивается больше другой, что приводит к неравномерной теплоотдаче от поверхности обода колеса и не обеспечивает равномерного распределения необходимых свойств материала обода железнодорожного колеса, что не позволяет получить высокую твердость и прочность обода;
- возможность засорения одной или нескольких форсунок, что не обеспечивает равномерного охлаждения обода и диска железнодорожного колеса.
Техническим результатом заявляемого изобретения является улучшение механических свойств (прочность, твердость, ударная вязкость) и эксплуатационных свойств (износостойкость, трещиностойкость) железнодорожных колес.
Указанный технический результат достигается тем, что в способе термической обработки железнодорожных колес, включающем в себя нагрев железнодорожных колес до температуры аустенизации, вращение железнодорожных колес с одновременным охлаждением ободьев железнодорожных колес закалочной средой и последующий отпуск, согласно настоящему изобретению железнодорожное колесо погружают в закалочную среду, находящуюся в закалочном баке, на глубину до точки начала перехода обода железнодорожного колеса в его диск, где обод железнодорожного колеса закаляют при температуре закалочной среды 15-30°С, затем проводят отпуск железнодорожного колеса при температуре 450-550°С. В качестве закалочной среды может быть использована, например, проточная вода или другая жидкость, имеющие схожие свойства теплопередачи и обеспечивающая указанные параметры охлаждения. Объемный расход воды в закалочном баке 0,03-0,1 м3/мин. Скорость вращения железнодорожного колеса находится в интервале 90-150 об/мин, время процесса закалки составляет 100-250 с.
Погружение железнодорожного колеса в закалочный бак на глубину до точки начала перехода обода в его диск обеспечивает достаточное и равномерное охлаждение по всей поверхности обода, способствующее формированию однородной структуры в разных слоях по глубине обода. При этом формируется благоприятная система остаточных напряжений в месте перехода обод-диск, препятствующая образованию и росту трещин.
Параметры объемного расхода воды 0,03-0,1 м3/мин и температура закалочной среды 15-30°С обеспечивают необходимую интенсивность (скорость) охлаждения обода 3-10°С/с на глубине 5 мм от поверхности катания и интенсивность (скорость) 2-3°С/с на глубине 30 мм от поверхности катания железнодорожного колеса.
При скорости вращения колеса в интервале 90-150 об/мин достигается наиболее плавное и равномерное охлаждение каждой точки по периметру обода колеса во времени, обеспечивается необходимое смачивание холодными, не нагретыми потоками закалочной среды, например проточной воды, всех поверхностей (поверхность катания, торцы) обода. При этом вращение железнодорожного колеса со скоростью 90-150 об/мин позволяет исключить нежелательный перегрев поверхности обода его внутренним теплом за время от момента выхода части обода из закалочного бака до момента его очередного погружения в закалочную среду. Также исключается сильное разбрызгивание закалочной среды и возможность ее нежелательного попадания на другие части вращающегося железнодорожного колеса.
Время закалки обода железнодорожного колеса составляет 100-250 секунд. Данного временного периода достаточно для завершения всех превращений в стали для формирования необходимой структуры по всей толщине обода, обеспечивая высокую прочностью и твердость железнодорожного колеса.
Указанные параметры процесса термической обработки обеспечивают равномерное охлаждение обода железнодорожного колеса, формирование в ободе железнодорожного колеса на глубине до 30 мм от поверхности катания структуры бейнита и тонкодисперсного перлита (сорбит, троостит), обеспечивающих высокую износостойкость и прочность обода при сохранении требуемого уровня пластических свойств и ударной вязкости, а также высокую устойчивость железнодорожного колеса к циклическим нагрузкам за счет формирования полей сжимающих остаточных напряжений, которые подавляют рост трещин при эксплуатации.
Для реализации описанного способа используется устройство для термической обработки железнодорожных колес, содержащее узел для установки и вращения железнодорожного колеса в вертикальном положении и узел закалки железнодорожного колеса. Закалочный бак может быть выполнен на опорах, регулируемых по высоте для регулировки положения закалочного бака относительно обода закаливаемого железнодорожного колеса. Кроме того, закалочный бак может быть оборудован устройствами подачи и слива закалочной среды.
Использование закалочного бака с закалочной средой, например с проточной водой, позволяет гибко (в том числе оперативно) управлять скоростью охлаждения обода колеса за счет изменения времени закалки, температуры воды и изменения объемного расхода, что позволяет обеспечить стабильное, равномерное охлаждение ободной части колеса, а также достаточное омовение потоками воды всех поверхностей (поверхность катания, торцы) обода.
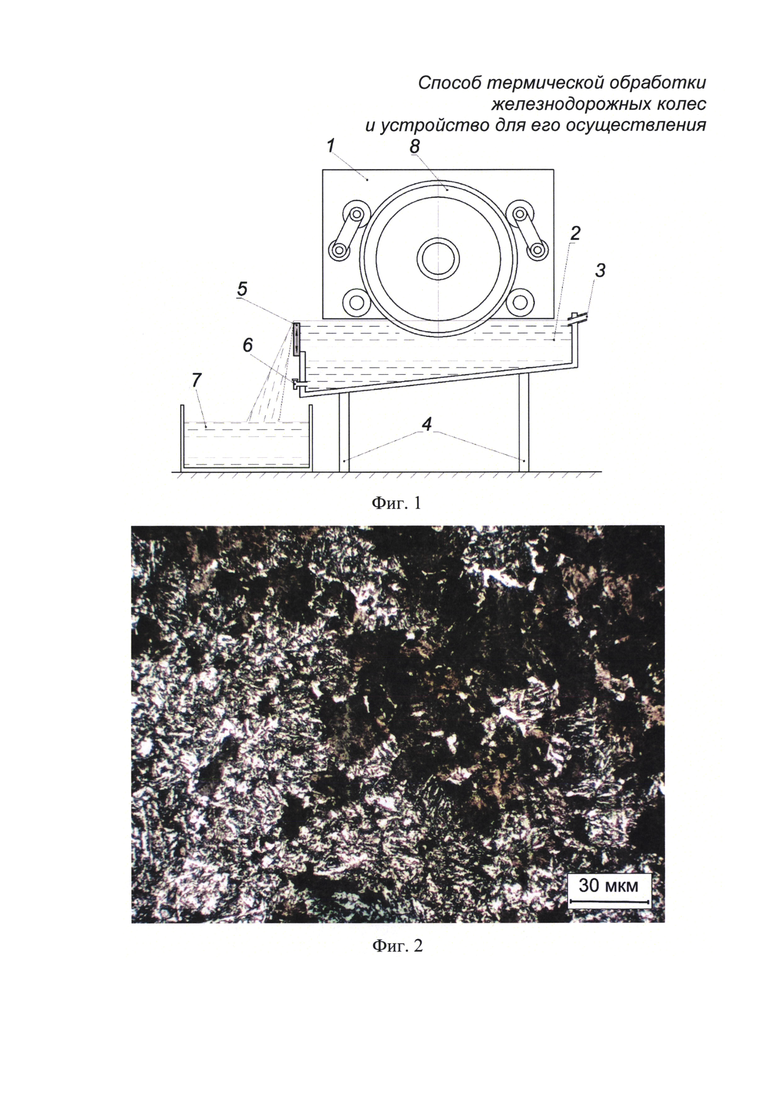
Сущность заявляемого изобретения поясняется чертежами: фиг. 1 - схема устройства для закалки железнодорожных колес; фиг. 2 - микроструктура бейнита и тонкодисперсного перлита (сорбит, троостит) в ободе колеса на глубине 30 мм от поверхности катания, увеличение ×500.
Устройство для термической обработки (закалки) железнодорожных колес, схема которого показана на фиг. 1, содержит узел для установки и вращения колеса в вертикальном положении 1, закалочный бак с проточной водой 2, устройство для подачи закалочной среды в бак 3, регулируемые по высоте опоры 4 закалочного бака 2, устройство для регулировки слива закалочной среды 5, регулируемый кран 6 для опорожнения закалочного бака 2, цистерна для сбора закалочной среды 7, закаливаемое колесо 8.
Термическую обработку железнодорожных колес производят следующим образом.
Закалочный бак 2 наполняют закалочной средой, например водой, с температурой 15-30°С при объемном расходе закалочной среды 0,03-0,1 м3/мин с помощью устройства для подачи закалочной среды 3 при закрытом кране 6. Устройство для регулирования слива закалочной среды 5 настраивают таким образом, чтобы уровень закалочной среды в закалочном баке был постоянным. При необходимости дополнительную регулировку уровня закалочной среды в закалочном баке 2 можно осуществлять краном 6. Слив излишков закалочной среды происходит в цистерну для сбора 7. Высоту закалочного бака 2 регулируют с помощью опор 4 для обеспечения погружения железнодорожного колеса 8 в закалочную среду, например проточную воду, на глубину до точки начала перехода обода в диск. Затем предварительно нагретое до температуры аустенизации колесо 8 помещают в узел для установки и вращения колеса 1, далее с помощью узла 1 начинают вращение колеса 8 с частотой 90-150 об/мин и одновременное погружение обода колеса в закалочный бак 2 на глубину до точки начала перехода обода в диск. Процесс закалки (вращение колеса в закалочной среде) длится 100-250 секунд. После окончания процесса закалки вращающееся колесо 8 вынимают из закалочного бака 2 с помощью узла 1, затем прекращают вращение. Далее проводят отпуск железнодорожного колеса 8 при температуре 450-550°С.
На фиг. 2 представлена характерная микроструктура железнодорожного колеса из проведенной серии опытных плавок, прошедшего термическую обработку согласно заявляемому изобретению (в соответствии с указанным способом на указанной установке), где светлым фоном показан бейнита, темным фоном - тонкодисперсного перлита (сорбит, троостит).
Данная иллюстрация микроструктуры железнодорожного колеса подтверждает высокие прочностные и эксплуатационные свойства при сохранении требуемого уровня пластических свойств и ударной вязкости, в том числе: твердость обода на глубине 30 мм от поверхности катания не менее 330 НВ, временное сопротивление обода не менее 1050 МПа, ударная вязкость в ободе при +20°С не менее 25 Дж/см2, трещиностойкость обода не менее 55 МПа×√м. Такую характерную микроструктуру имеют все колеса из серии опытных плавок, прошедшие термическую обработку согласно заявляемому изобретению.
Таким образом, заявляемое изобретение всей своей совокупностью существенных признаков позволяет улучшить механические свойства (прочность, твердость, ударная вязкость) и эксплуатационные свойства (износостойкость, трещиностойкость) железнодорожных колес.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термообработки железнодорожных колес и устройство дифференцированного охлаждения железнодорожных колес для осуществления способа | 2024 |
|
RU2832041C1 |
| Способ термической обработки цельнокатаных железнодорожных колёс из легированной стали | 2016 |
|
RU2616756C1 |
| Способ термической обработки цельнокатаных железнодорожных колес | 2016 |
|
RU2632507C1 |
| Способ термической обработки железнодорожных колес из стали | 2023 |
|
RU2825657C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2010 |
|
RU2451093C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ КОЛЕС | 1997 |
|
RU2124056C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2017 |
|
RU2668872C1 |
| СПОСОБ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2007 |
|
RU2353672C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2020 |
|
RU2763906C1 |
| Способ термической обработки колес | 1990 |
|
SU1788046A1 |
Изобретение относится к области металлургии, а именно к термической обработке цельнокатаных железнодорожных колес. Для улучшения механических и эксплуатационных свойств железнодорожное колесо нагревают до температуры аустенизации, погружают его в закалочный бак на глубину до точки начала перехода обода в диск и охлаждают при одновременном вращении железнодорожного колеса, затем проводят отпуск при температуре 450-550°C, причем температура закалочной среды в баке составляет 15-30°C, процесс закалки длится 100-250 с, а вращают колесо с частотой 90-150 об/мин. 4 з.п. ф-лы, 2 ил.
1. Способ термической обработки железнодорожного колеса, включающий нагрев колеса до температуры аустенизации, вращение колеса с одновременным охлаждением обода закалочной средой и последующий отпуск, отличающийся тем, что охлаждение железнодорожного колеса осуществляют путем его погружения в бак с закалочной средой на глубину до точки начала перехода обода железнодорожного колеса в его диск, в котором обод железнодорожного колеса закаляют при температуре закалочной среды 15-30°С, а затем проводят отпуск железнодорожного колеса при температуре 450-550°С.
2. Способ по п. 1, отличающийся тем, что в качестве закалочной среды используют проточную воду.
3. Способ по п. 2, отличающийся тем, что объемный расход проточной воды составляет 0,03-0,1 м3/мин.
4. Способ по п. 1, отличающийся тем, что железнодорожное колесо вращают вокруг своей оси вращения со скоростью 90-150 об/мин.
5. Способ термической обработки по п. 1, отличающийся тем, что время охлаждения обода колеса в закалочной среде составляет 100-250 с.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ИЗ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1997 |
|
RU2119841C1 |
| KZ 23500 A4, 15.12.2010 | |||
| Оптический визир с зеркалом | 1930 |
|
SU22919A1 |
| СПОСОБ ЗАКАЛКИ РЕЛЬСОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2226557C2 |
| DT 1508362 A, 13.07.1972. | |||

