Способ термической обработки поверхности прозрачной детали может быть использован при термической обработке оптических каналов передачи данных и конструкций оптических датчиков лазерной техники.
Способ термической обработки поверхности прозрачной детали может быть применен в производстве прозрачных изделий, выполненных, например, из органического стекла (далее по тексту - ОС) или поликарбоната (далее по тексту - ПК), а также для термической обработки поверхностей прозрачных деталей (трубок, входных окон и т.п.), поверхностей корпусов и оболочек, выполненных из ОС и ПК. Известно, что для термической обработки деталей из ОС (например, полиметилметакрилата - ПММА) или ПК используют механический, химический или газопламенный способы. Однако механический способ термической обработки не приемлем для поверхностей сложных форм, так как сопровождается образованием зашлифовок, т.е. переходных поверхностей вдоль кромок деталей с нарушением скругления краев. Химический способ связан с применением растворителей типа дихлорэтан, который является химически опасным и требует защитных мер при использовании. Газоплазменный способ, несмотря на необходимость соблюдения определенных мер безопасности, лишен вышеописанных недостатков, что и определяет его более широкое использование. Применительно к материалам ОС и ПК, которые характеризуются температурой пластификации 110°C и 130°C соответственно, необходимость использования воспламеняющейся водородной смеси, традиционной для стекольной промышленности, отсутствует. В качестве газопламенной среды достаточно использовать воздух, нагретый до температуры 200…220°C для органического стекла, нагретый до температуры 220…260°C - для поликарбоната. Для достижения необходимого результата полировки необходимо и достаточно обеспечить прогрев обрабатываемой поверхности.
Известно техническое решение, представленное в журнале «Glass International" (www.glass-internanional.com, май 2014/вып. №5, стр. 29-31, Нил Симпсон, Райнер Мейз), являющееся способом термической обработки стеклоизделий, который включает передачу теплового потока на обрабатываемую поверхность.
Недостаток аналога: невозможность обработки поверхностей узких каналов или сквозных отверстий в прозрачных деталях.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ для равномерного прогревания стекол и/или стеклокерамики с помощью инфракрасного излучения (Патент РФ №2245851, МПК С03В 5/42, С03B 5/42, C03В 5/033, C03В 29/00, опубл. 10.02.2005, бюл. №4), включающий равномерное нагревание обрабатываемых поверхностей прозрачных деталей за счет воздействия на них тепловой энергией.
Недостаток прототипа: осуществляется прогрев всего объема прозрачной детали, что является избыточным и приводит к неравномерной обработке поверхности, следствием чего является ее деформация.
Техническим результатом изобретения является создание способа равномерной термической обработки поверхности прозрачных деталей посредством подачи воздушного теплового потока на обрабатываемую поверхность канала.
Технический результат достигается тем, что способ термической обработки поверхности прозрачной детали заключается в выполнении следующих операций: в прозрачной детали выполняют поверхность для термической обработки в виде канала с шероховатостью Ra не более 0,16 мкм, вставляют защитную втулку на вход обрабатываемой поверхности канала прозрачной детали так, чтобы оси отверстия в наконечнике защитной втулки и канала прозрачной детали были соосны, а оси отверстия наконечника и патрубка защитной втулки пересекались между собой под углом 30±5°, на выход обрабатываемой поверхности канала устанавливают диффузор, источник воздушного теплового потока устанавливают в патрубок защитной втулки, по которому воздушный тепловой поток при температуре 190…220°C подают в течение 15…25 минут на обрабатываемую поверхность в канале, перед входом в который воздушный тепловой поток, пройдя через отверстие наконечника защитной втулки, отклоняется от прямого направления. Причем под обрабатываемой поверхностью канала прозрачной детали устанавливают источник света, а над обрабатываемой поверхностью канала прозрачной детали устанавливают фотоприемник, по сигналу которого прекращают подачу воздушного теплового потока на обрабатываемую поверхность канала. Причем прозрачную деталь с установленными в ней защитной втулкой и диффузором предварительно нагревают до температуры 160…180°C.
В отличие от прототипа, где способ термической обработки поверхности приводит к прогреву глубоких слоев прозрачной детали и неравномерной обработке поверхности, т.е. к ее деформации, в предложенном способе прогрев обрабатываемой поверхности канала прозрачной детали происходит равномерно во всем поверхностном слое обработки, не затрагивая глубинных слоев прозрачной детали.
Сущность изобретения, его реализуемость и возможность промышленного применения поясняются чертежами, где:
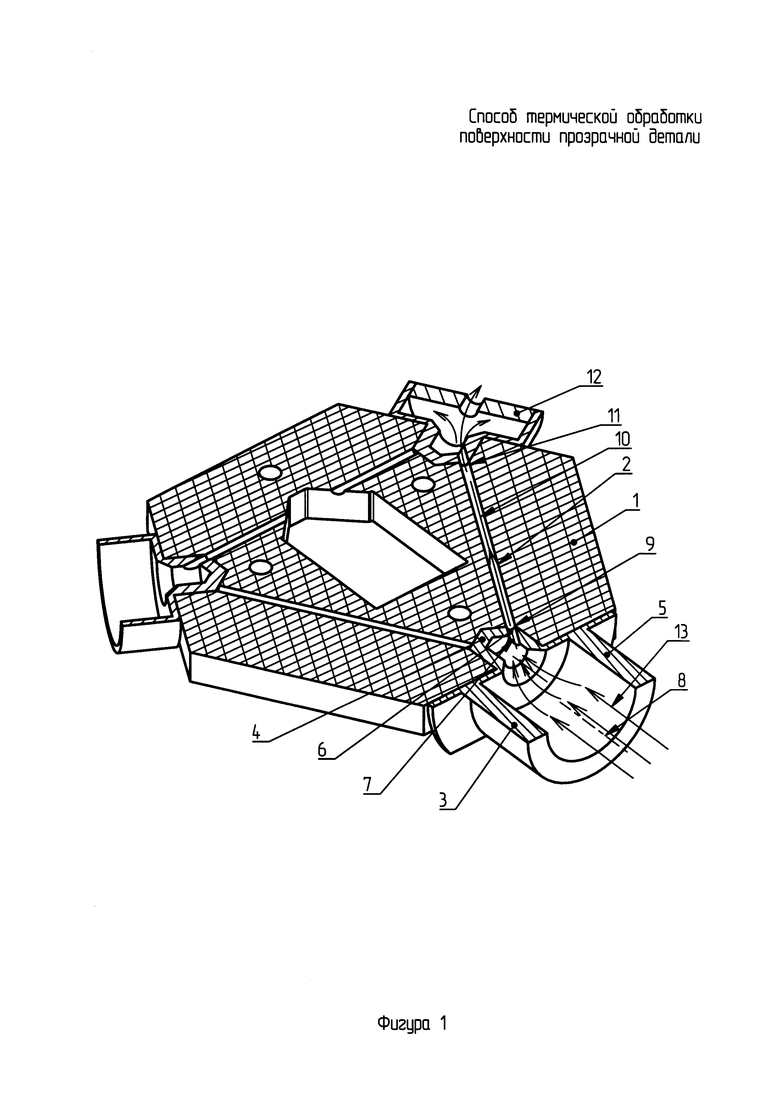
на Фигуре 1 изображено продольное сечение (в аксонометрии) прозрачной детали с защитной втулкой и диффузором.
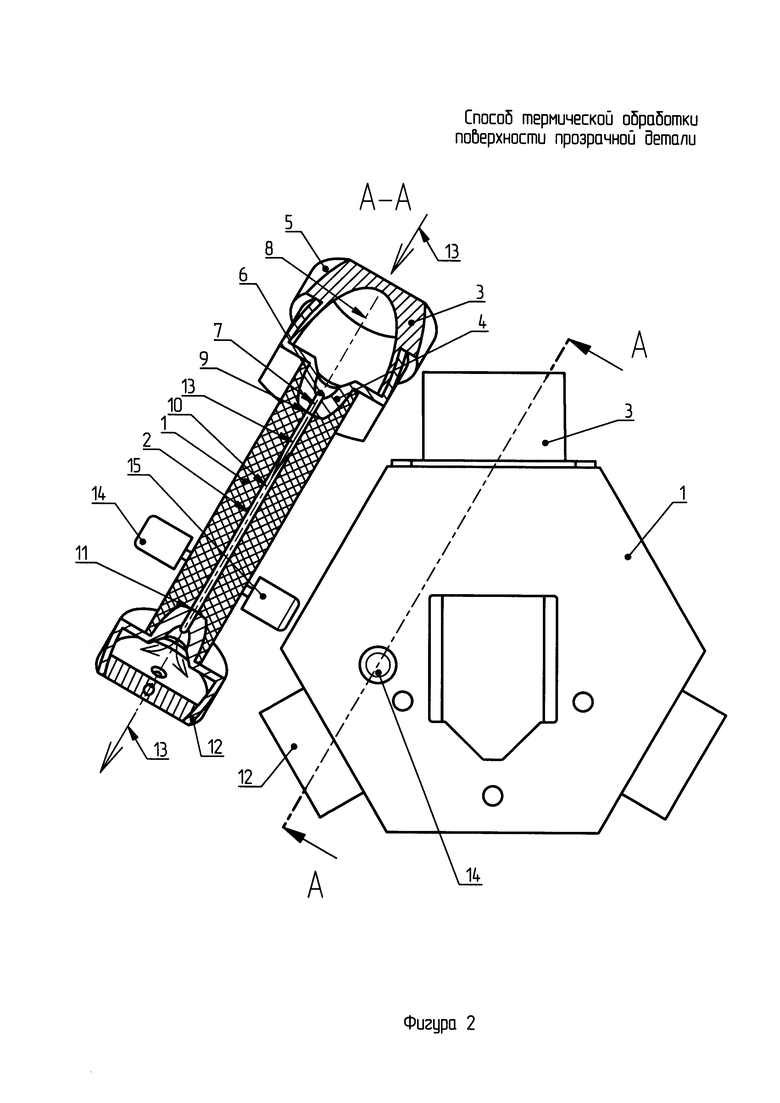
На Фигуре 2 изображен общий вид прозрачной детали с защитной втулкой, диффузором и сечением А-А поверхности обработки.
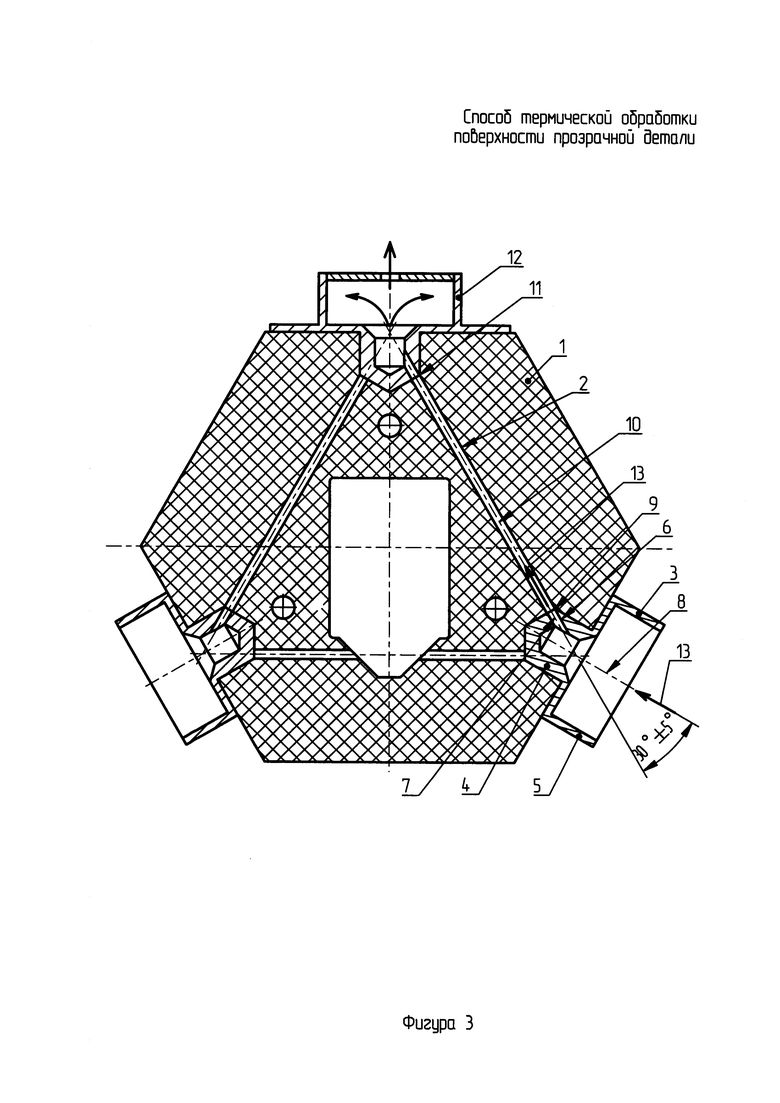
На Фигуре 3 изображено продольное сечение прозрачной детали с защитной втулкой и диффузором и углом пересечения осей отверстия наконечника и патрубка защитной втулки.
На чертежах (Фигуры 1, 2, 3) представлены следующие позиции:
1 - прозрачная деталь;
2 - обрабатываемая поверхность канала;
3 - защитная втулка;
4 - наконечник защитной втулки;
5 - патрубок защитной втулки;
6 - отверстие в наконечнике защитной втулки;
7 - ось отверстия в наконечнике защитной втулки;
8 - ось патрубка;
9 - вход в обрабатываемую поверхность;
10 - ось канала;
11 - выход обрабатываемой поверхности;
12 - диффузор;
13 - воздушный тепловой поток;
14 - источник света;
15 - фотоприемник.
Устройство для термической обработки поверхности содержит прозрачную деталь 1 (Фигуры 1, 2, 3), в которой выполняют поверхность 2 (например, способом сверления твердосплавным наконечником) для термической обработки в виде канала (например, узкого) с шероховатостью Ra не более 0,16 мкм. Защитная втулка 3 состоит из наконечника 4 и патрубка 5, выполненных соосными. В боковой части наконечника 4 выполняют отверстие 6 так, чтобы ось 7 отверстия в наконечнике защитной втулки 3 пересекала ось 8 патрубка 5 под углом 30±5°. Вставляют защитную втулку 3 на вход 9 обрабатываемой поверхности (канала) 2 прозрачной детали 1 таким образом, чтобы ось 7 отверстия 6 в наконечнике 4 защитной втулки 3 была сосна оси 10 канала обрабатываемой поверхности 2. Защитная втулка 3 выполнена из материала с низкой теплопроводностью, например из сплава титана ВТ1-0 ОСТ 190173-75. На выходе 11 обрабатываемой поверхности 2 устанавливают диффузор 12, который выполнен из материала с низкой теплопроводностью, например из сплава титана ВТ1-0 ОСТ190173-75.
Предложенный способ термической обработки поверхности реализуется следующим образом. В прозрачной детали 1 (Фигуры 1, 2, 3) выполняют обрабатываемую поверхность 2 для термической обработки в виде узкого канала с шероховатостью Rа не более 0,16 мкм. Вставляют защитную втулку 3 на вход 9 обрабатываемой поверхности канала 2 прозрачной детали 1 так, чтобы ось 7 отверстия 6 в наконечнике 4 защитной втулки 3 была соосна оси 10 канала 2 и чтобы ось 7 отверстия 6 и ось 8 патрубка 5 защитной втулки 3 пересекались под углом 30±5°. Защитная втулка 3 выполняет роль направляющей для воздушного теплового потока 13. Защитную втулку 3 выполняют из материала с низкой теплопроводностью, например из сплава титана ВТ1-0 ОСТ190173-75. На выходе 11 обрабатываемой поверхности 2 устанавливают диффузор 12. Диффузор 12 сдерживает выход воздушного теплового потока 1 из канала 2, способствуя стабилизации температуры воздуха внутри канала 2. Диффузор 12 выполняют из материала с низкой теплопроводностью, например из сплава титана ВТ1-0 ОСТ190173-75. Наличие защитной втулки 3 и диффузора 12 позволяет не затрагивать глубинных слоев прозрачной детали 1 в процессе термической обработки поверхности канала 2 прозрачной детали 1.
Источник (на Фигурах не показан) воздушного теплового потока 13 устанавливают в патрубок 5 защитной втулки 3, по которому воздушной тепловой поток 13 при температуре 190…220°C (в 1,8-2,5 раза превышающей температуру пластификации материала прозрачной детали 1) подают (нагнетают) в течение 15…25 минут в канал обрабатываемой поверхности 2. Перед входом в канал обрабатываемой поверхности 2 воздушный тепловой поток 13 отклоняется от прямого направления, пройдя через отверстие наконечника 4 защитной втулки 3. Отклонение от прямого направления воздушного теплового потока происходит вследствие того, что ось 7 отверстия 6 и ось 8 патрубка защитной втулки 3 пересекаются под углом 30±5°. Воздушный тепловой поток 13, пройдя через канал обрабатываемой поверхности 2, попадает в диффузор 12, который сдерживает выход воздушного теплового потока 13 из канала обрабатываемой поверхности 2. Время подачи воздушного теплового потока 13 на поверхность обработки канала 2 можно регулировать при помощи настройки часового механизма.
Под обрабатываемой поверхностью 2 можно установить источник света 14, например светоизлучатель фирмы OSRAM SFH, S-DBB, а над обрабатываемой поверхностью 2 прозрачной детали 1 можно установить фотоприемник 15, по сигналу насыщения которого прекращают подачу воздушного теплового потока 13 на обрабатываемую поверхность 2. В качестве фотоприемника 15 можно использовать, например, фотодиод ФД-20-31-01 ГЦ3, 368.103ТУ.
Прозрачную деталь 1 с установленными в ней защитной втулкой 3 и диффузором 12 можно предварительно нагреть до температуры 160…180°C, что увеличивает скорость прогрева обрабатываемой поверхности 2.
В качестве источника воздушного теплового потока 13, нагнетаемого в прозрачную деталь 1, можно использовать промышленный термофен типа GHG660LCD BOSCH с регуляторами температуры и расхода воздуха.
При термическом нагреве обрабатываемой поверхности канала 2 прозрачной детали 1 происходит скругление микрошероховатостей и сглаживание острых граней, заплавляются глубокие выколки и острые выступы, т.е. после термообработки обработанная поверхность канала 2 прозрачной детали 1 выравнивается, что необходимо для минимизации потерь оптического излучения, которое будет подаваться через обработанный канал в процессе работы лазерного гироскопа.
Прозрачная деталь 1 (Фигура 1, 2) может состоять из двух зеркальных составных конструктивных элементов, которые соединяют друг с другом обрабатываемыми поверхностями для последующей термической обработки. Указанные конструктивные элементы фиксируют между собой крепежом (на Фигурах не показаны). В этом случае изделие в сборе содержит все конструктивные элементы, которые представлены в предыдущих абзацах. В этом случае способ термообработки осуществляется согласно изложенному выше.
Существенными отличительными признаками заявляемого технического решения являются следующие признаки:
- в прозрачной детали выполняют поверхность для термической обработки в виде канала с шероховатостью Ra не более 0,16 мкм;
- вставляют защитную втулку на вход обрабатываемой поверхности канала прозрачной детали так, чтобы оси отверстия в наконечнике защитной втулки и канала прозрачной детали были соосны, а оси отверстия наконечника и патрубка защитной втулки пересекались между собой под углом 30±5°,
- на выход обрабатываемой поверхности канала устанавливают диффузор;
- источник воздушного теплового потока устанавливают в патрубок защитной втулки, по которому воздушный тепловой поток при температуре 190…220°C подают в течение 15…25 минут на обрабатываемую поверхность в канале, перед входом в который воздушный тепловой поток, пройдя через отверстие наконечника защитной втулки, отклоняется от прямого направления.
Благодаря использованию в предложенном техническом решении совокупности существенных отличительных признаков достигается заявленный технический результат - создание способа равномерной термической обработки поверхности прозрачной детали посредством подачи (локального нагнетания) воздушного теплового потока на обрабатываемую поверхность канала.
Заявленный способ имеет отличия от наиболее близкого аналога, следовательно, заявленное техническое решение удовлетворяет условию патентоспособности «новизна».
Заявленное техническое решение явным образом не следует из уровня техники. Кроме того, в процессе патентного поиска не выявлены технические решения, имеющие признаки, совпадающие с отличительными признаками заявленного изобретения, следовательно, оно удовлетворяет условию патентоспособности «изобретательский уровень».
Достижение заявленного технического результата подтверждают проведенные испытания опытного образца, в связи с этим изобретение соответствует условию патентоспособности «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ ДЛЯ РАСТАЧИВАНИЯ СКВОЗНЫХ ОТВЕРСТИЙ | 2022 |
|
RU2797232C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОГО НАСЫЩЕНИЯ ДЕТАЛЕЙ В ЦИРКУЛИРУЮЩЕЙ ГАЗОВОЙ СРЕДЕ | 2002 |
|
RU2224818C1 |
| Способ использования излучения инфракрасных, зеркальных электрических ламп типа ИКЗ | 2014 |
|
RU2608113C2 |
| Шахтная электропечь для химико-термической обработки длинномерных полых изделий | 1981 |
|
SU970053A1 |
| КАМЕРА СГОРАНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, СОДЕРЖАЩАЯ ЗАХОДЯЩУЮ ДЕТАЛЬ С ОТВЕРСТИЕМ | 2016 |
|
RU2704440C2 |
| Способ обработки изделий из титановых сплавов | 1983 |
|
SU1108131A1 |
| ГОРЕЛОЧНОЕ УСТРОЙСТВО ДЛЯ СЖИГАНИЯ ГАЗООБРАЗНОГО И ЖИДКОГО ТОПЛИВА | 2014 |
|
RU2551439C1 |
| СТОМАТОЛОГИЧЕСКИЙ НАКОНЕЧНИК | 2021 |
|
RU2772017C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ СЛОЕВ НА ПОВЕРХНОСТИ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2463246C1 |
| СОПЛОВЫЙ ИНСТРУМЕНТ УСТРОЙСТВА ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2002 |
|
RU2222420C1 |
Изобретение относится к способу термической обработки поверхности прозрачной детали. В прозрачной детали выполняют поверхность для термической обработки в виде канала с шероховатостью Ra не более 0,16 мкм, вставляют защитную втулку на вход обрабатываемой поверхности канала прозрачной детали так, чтобы оси отверстия в наконечнике защитной втулки и канала прозрачной детали были сосны. Оси отверстия наконечника и патрубка защитной втулки должны пересекаться между собой под углом 30±5°. На выходе обрабатываемой поверхности канала устанавливают диффузор Источник воздушного теплового потока устанавливают в патрубок защитной втулки, по которому воздушный тепловой поток при температуре 190…220°C подают в течение 15…25 минут на обрабатываемую поверхность в канале. Технический результат – равномерная термическая обработка поверхности прозрачных деталей. 2 з.п. ф-лы, 3 ил.
1. Способ термической обработки поверхности прозрачной детали, отличающийся тем, что в прозрачной детали выполняют поверхность для термической обработки в виде канала с шероховатостью Ra не более 0,16 мкм, вставляют защитную втулку на вход обрабатываемой поверхности канала прозрачной детали так, чтобы оси отверстия в наконечнике защитной втулки и канала прозрачной детали были соосны, а оси отверстия наконечника и патрубка защитной втулки пересекались между собой под углом 30±5°, на выход обрабатываемой поверхности канала устанавливают диффузор, источник воздушного теплового потока устанавливают в патрубок защитной втулки, по которому воздушный тепловой поток при температуре 190…220°C подают в течение 15…25 минут на обрабатываемую поверхность в канале, перед входом в который воздушный тепловой поток, пройдя через отверстие наконечника защитной втулки, отклоняется от прямого направления.
2. Способ по п. 1, отличающийся тем, что под обрабатываемой поверхностью канала прозрачной детали устанавливают источник света, а над обрабатываемой поверхностью канала прозрачной детали устанавливают фотоприемник, по сигналу которого прекращают подачу воздушного теплового потока на обрабатываемую поверхность канала.
3. Способ по п. 1, отличающийся тем, что прозрачную деталь с установленными в ней защитной втулкой и диффузором предварительно нагревают до температуры 160…180°C.
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАВНОМЕРНОГО ПРОГРЕВАНИЯ СТЕКОЛ И/ИЛИ СТЕКЛОКЕРАМИКИ С ПОМОЩЬЮ ИНФРАКРАСНОГО ИЗЛУЧЕНИЯ | 2000 |
|
RU2245851C2 |
| Устройство для калибровки стеклянных трубок | 1982 |
|
SU1143700A1 |
| Устройство для калибровки стеклянныхТРубОК | 1979 |
|
SU823320A1 |
| WO 2015031151 A1, 05.03.2015 | |||
| WO 2015046114 A1, 02.04.2015. | |||

