Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для нанесения покрытия на цилиндр и к способу нанесения покрытия на цилиндр для создания покрытия на наружной периферийной поверхности длинного полого валика с использованием нерастворимого электрода при изготовлении, например, полого и трубчатого формного цилиндра (также именуемого «валик для изготовления печатных форм») для использования при глубокой печати.
Уровень техники
Согласно технологии глубокой печати в поверхности обрабатываемого полого трубчатого цилиндра создают небольшие углубления (ячейки) на основе информации для изготовления печатной формы с целью формирования печатающей поверхности, и заполняют эти ячейки краской, так что эта краска переносится на объект, на котором нужно напечатать оттиск. В формных цилиндрах, в общем случае, в качестве основания используется трубчатый стальной или алюминиевый сердечник (полый валик), на наружную поверхность которого наносят несколько слоев, таких как подслой и разделительный слой. На эти слои наносят слой медного покрытия или слой какого-либо другого покрытия. Затем в этом слое медного покрытия или в слое какого-либо другого покрытия формируют ячейки посредством лазерного экспозиционного устройства на основе информации для изготовления печатной формы, и далее на полученное в результате основание наносят покрытие из хрома или какого-либо другого вещества для увеличения долговечности формного цилиндра при печати. В результате изготовление печатной формы (создание печатающей поверхности) завершается.
Заявитель настоящего изобретения уже предложил устройство для нанесения медного покрытия на формный цилиндр для глубокой печати, содержащее ванну для нанесения гальванического покрытия, наполняемую раствором электролита для нанесения покрытия, патроны для закрепления длинного цилиндра за оба конца в продольном направлении таким образом, чтобы цилиндр можно было вращать и чтобы на него можно было подать напряжение, и для погружения цилиндра в ванну для нанесения покрытия, и пару противоположных нерастворимых электродов, установленных вертикально в ванне для нанесения покрытия таким образом, что эти электроды обращены к обеим боковым поверхностям цилиндра, и к этим электродам подводят заданный ток, при этом указанная пара нерастворимых электродов может подводиться близко к обеим боковым поверхностям цилиндра на заданное расстояние от этого цилиндра для осаждения гальванического покрытия на наружную периферийную поверхность цилиндра, при этом нерастворимый электрод имеет такую форму, что нижняя часть электрода искривлена внутрь, и сам электрод может поворачиваться вокруг верхнего конца, а толщину слоя гальванического покрытия на наружной периферийной поверхности цилиндра регулируют путем управления величиной расстояния от электродов до цилиндра (Патентный документ 1).
В устройстве для нанесения гальванического покрытия, которое может быть использовано при изготовлении формного цилиндра для глубокой печати, обрабатываемый полый трубчатый цилиндр служит катодом, тогда как каждый из нерастворимых электродов служит анодом. В последние годы размеры цилиндров, подлежащих обработке, растут, и, следовательно, увеличивается плотность тока через известные нерастворимые электроды, описываемые в Патентном документе 1, создавая тем самым проблему, состоящую в том, что нагрузка на нерастворимые электроды становится значительной. Значительная нагрузка на нерастворимые электроды, в свою очередь, создает проблему, обусловленную быстрым расходованием платины или какого-либо другого вещества, используемого в составе нерастворимых электродов.
В известных нерастворимых электродах, как описано в Патентном документе 1, при нанесении гальванического покрытия из хрома образуются примеси, такие как трехвалентный хром, так что требуются определенные усилия для удаления этих примесей. В результате имеет место проблема как минимизировать скорость генерации примесей.
Известные документы
Патентный документ 1: WO 2012/043514 А1
Раскрытие сущности изобретения
Проблемы, решаемые изобретением
Настоящее изобретение было разработано в связи с указанными выше проблемами, присущими известному уровню техники, и потому задачей настоящего изобретения является создание устройства для нанесения гальванического покрытия на цилиндр и способа нанесения гальванического покрытия, согласно которым расстояние между нерастворимым электродом и цилиндром можно поддерживать постоянным независимо от диаметра обрабатываемого цилиндра, а площадь поверхности нерастворимого электрода увеличена, чтобы уменьшить плотность тока через нерастворимый электрод и тем самым получить возможность уменьшения нагрузки на нерастворимый электрод.
Средства решения проблем
Согласно одному из вариантов настоящего изобретения предложено устройство для нанесения гальванического покрытия на цилиндр, содержащее: ванну для нанесения гальванического покрытия, конфигурированную для хранения раствора электролита для нанесения покрытия; патроны для закрепления обрабатываемого цилиндра за оба конца в продольном направлении, так чтобы цилиндр можно вращать и подавать на него напряжение, и для погружения обрабатываемого цилиндра в ванну с электролитом для нанесения гальванического покрытия; и пару противоположных нерастворимых электродов, установленных вертикально в ванне для нанесения гальванического покрытия напротив обеих выходных поверхностей обрабатываемого цилиндра и выполненных с возможностью пропускания заданного тока, при этом пара противоположных нерастворимых электродов может быть подведена близко к обеим боковым поверхностям обрабатываемого цилиндра на заданное расстояние для нанесения покрытия на наружную периферийную поверхность обрабатываемого цилиндра, при этом каждый из нерастворимых электродов имеет такую форму, что нижняя часть электрода искривлена внутрь, причем по меньшей мере эта нижняя часть электрода имеет гребенчатый участок, при этом оба противоположных нерастворимых электрода расположены один напротив другого со сдвигом, так что выступы гребенчатого участка одного из пары противоположных нерастворимых электродов располагаются в позициях углублений между выступами гребенчатого участка другого из пары противоположных нерастворимых электродов, при этом каждый из пары противоположных нерастворимых электродов выполнен с возможностью поворота вокруг верхнего конца этого электрода, так что расстояние от каждого из пары противоположных нерастворимых электродов до наружной периферийной поверхности обрабатываемого цилиндра можно регулировать в зависимости от диаметра обрабатываемого цилиндра.
В такой конфигурации расстояние между нерастворимым электродом и обрабатываемым цилиндром можно поддерживать постоянным независимо от диаметра обрабатываемого цилиндра. Нижняя часть каждого электрода имеет гребенчатый участок, причем нерастворимые электроды расположены один напротив другого со сдвигом, так что выступы гребенчатого участка одного из нерастворимых электродов располагаются в позициях углублений между выступами гребенчатого участка другого из пары нерастворимых электродов. Таким образом, площадь поверхности нерастворимого электрода увеличена. В результате плотность тока через нерастворимый электрод уменьшена по сравнению с известными устройствами, чтобы увеличить срок службы.
Предпочтительно, каждый из пары противоположных нерастворимых электродов имеет криволинейную форму, соответствующую кривизне наружной периферийной поверхности обрабатываемого цилиндра.
Кроме того, предпочтительно, чтобы каждый из пары противоположных нерастворимых электродов представлял собой сетчатый электрод. Применение сетчатого электрода обусловлено тем, что электрическое поле образуется на задней поверхности нерастворимого электрода, так же как и на передней поверхности этого электрода, вследствие чего площадь поверхности нерастворимого электрода, действующая в качестве активного электрода, увеличивается, что приводит к уменьшению плотности тока через нерастворимый электрод и увеличению его срока службы.
Предпочтительно, раствор электролита для нанесения гальванического покрытия является раствором электролита для покрытия медью или раствором электролита для покрытия хромом, а обрабатываемый цилиндр представляет собой полый и трубчатый цилиндр для создания форм для глубокой печати. Предпочтительно раствор электролита для покрытия медью содержит сульфат меди, серную кислоту, хлор и присадки, при этом измеряют плотность раствора электролита для покрытия медью и концентрацию серной кислоты в растворе, если плотность слишком высока, в раствор добавляют воду, а если слишком высока концентрация серной кислоты, в раствор электролита добавляют порошок оксида меди. Таким образом, нет необходимости осуществлять периодическое обслуживание раствора электролита для покрытия медью и утилизировать жидкие отходы в отличие от известных систем. Примеси из раствора электролита для нанесения покрытия медью удаляют посредством фильтра. Кроме того, раствор электролита для покрытия хромом может быть использован в качестве раствора электролита для гальванического хромирования. Такое гальваническое хромирование отличается тем преимуществом, что можно задержать образование примесей, таких как трехвалентный хром.
Согласно одному из вариантов настоящего изобретения предложен способ нанесения гальванического покрытия на цилиндр, и в том числе нанесения покрытия на обрабатываемый цилиндр с использованием указанного выше устройства для нанесения гальванического покрытия на цилиндр.
Согласно одному из вариантов настоящего изобретения предложен формный цилиндр для глубокой печати, имеющий покрытие, нанесенное указанным выше способом нанесения гальванического покрытия.
Преимущества изобретения
Согласно настоящему изобретению можно добиться заметного эффекта создания устройства для нанесения гальванического покрытия и способа нанесения гальванического покрытия, где расстояние между нерастворимым электродом и обрабатываемым цилиндром можно поддерживать постоянным независимо от диаметра обрабатываемого цилиндра, а площадь поверхности нерастворимого электрода увеличена для уменьшения плотности тока через нерастворимый электрод, что позволяет уменьшить нагрузку на нерастворимый электрод.
Согласно настоящему изобретению нагрузка на нерастворимый электрод может быть уменьшена, как описано выше, вследствие чего срок службы нерастворимого электрода может быть продлен по сравнению с известными системами, обеспечивая увеличение долговечности примерно вдвое по сравнению с известными устройствами.
Краткое описание чертежей
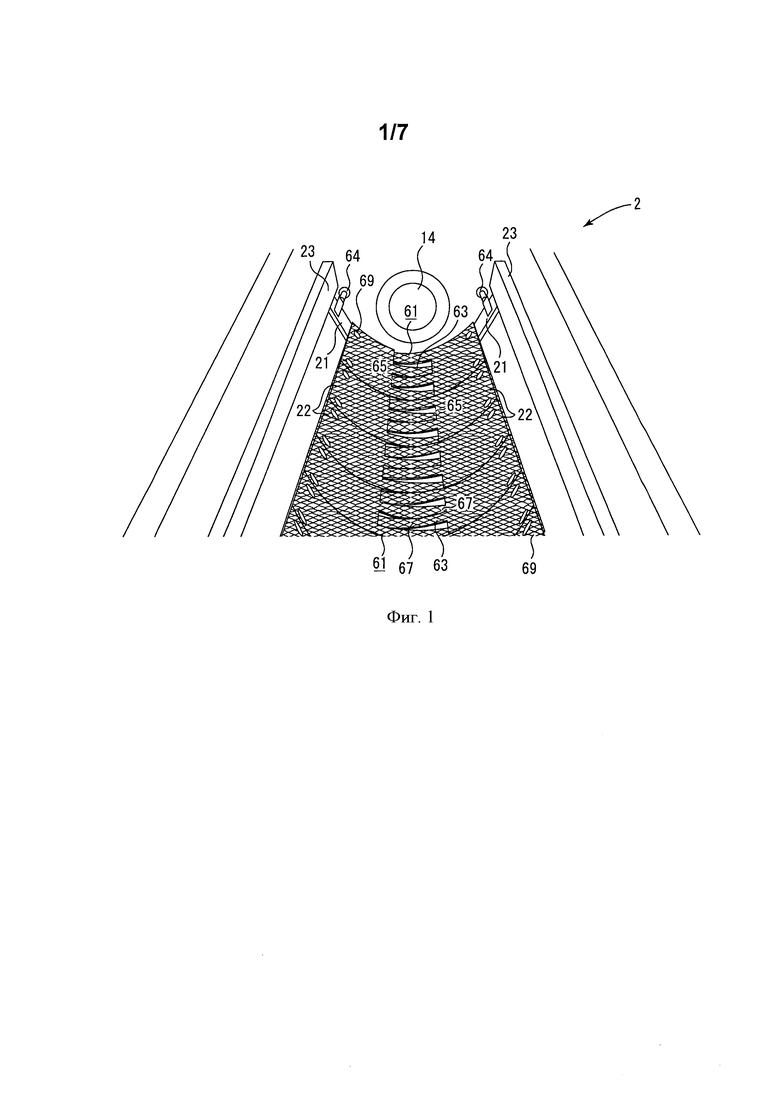
Фиг. 1 представляет упрощенный вид в перспективе главной части примера установки нерастворимых электродов в устройстве для нанесения гальванического покрытия на цилиндр согласно настоящему изобретению для иллюстрации состояния, в котором углубления между выступами гребенчатого участка одного из нерастворимых электродов пересекаются с выступами гребенчатого участка другого нерастворимого электрода.
Фиг. 2 представляет упрощенный пояснительный вид спереди примера установки нерастворимых электродов в устройстве для нанесения гальванического покрытия на цилиндр согласно настоящему изобретению, показанном на фиг. 1.
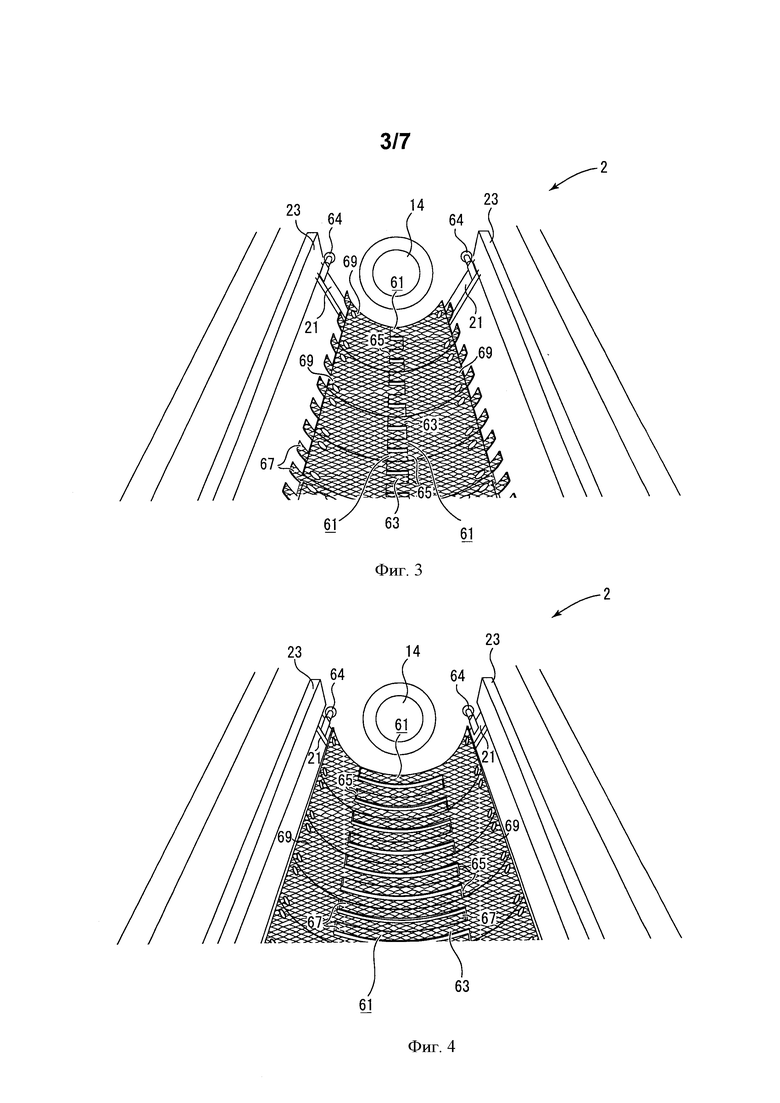
Фиг. 3 представляет упрощенный вид в перспективе главной части для иллюстрации состояния, в котором нерастворимые электроды повернуты в показанном на фиг. 1 состоянии, чтобы углубления между выступами гребенчатого участка одного из нерастворимых электродов пересекались с выступами гребенчатого участка другого нерастворимого электрода и даже глубже, так что предлагаемое устройство для нанесения гальванического покрытия на цилиндр является адаптируемым к цилиндрам малого диаметра.
Фиг. 4 представляет упрощенный вид в перспективе главной части для иллюстрации состояния, в котором нерастворимые электроды повернуты в показанном на фиг. 1 состоянии, чтобы углубления между выступами гребенчатого участка одного из нерастворимых электродов располагались вровень с выступами гребенчатого участка другого нерастворимого электрода, так что предлагаемое устройство для нанесения гальванического покрытия на цилиндр является адаптируемым к цилиндрам большого диаметра.
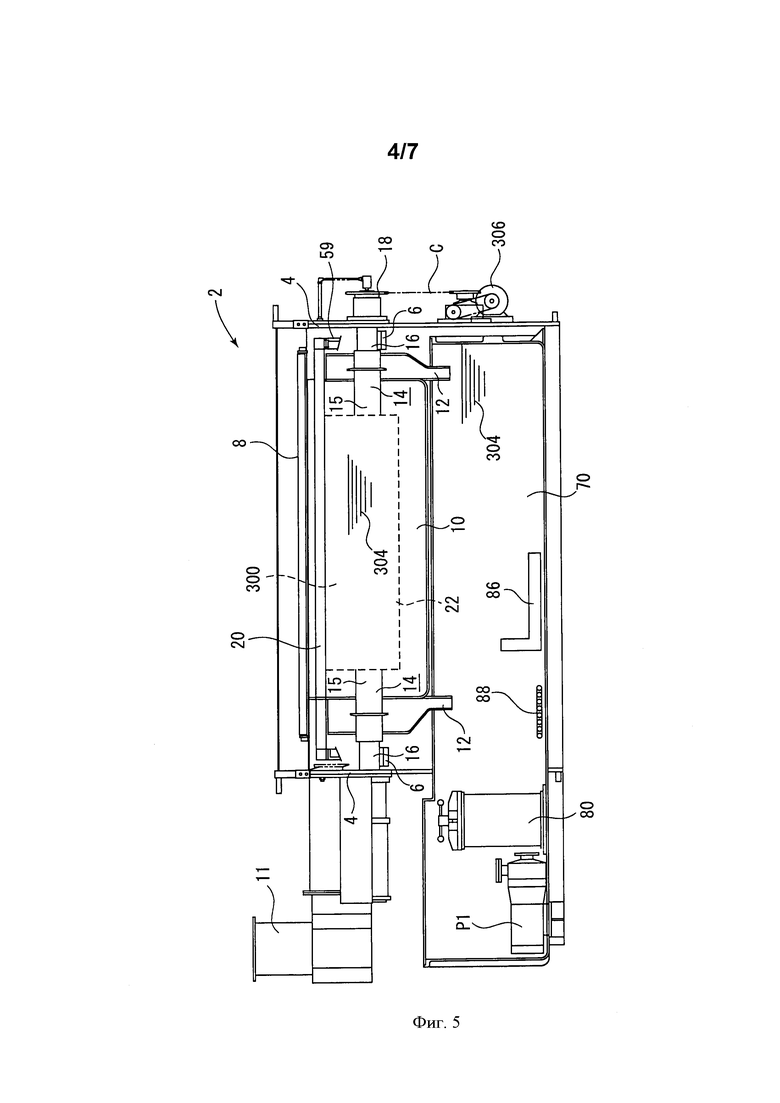
Фиг. 5 представляет упрощенный пояснительный вид сбоку для иллюстрации примера базовой конфигурации устройства для нанесения гальванического покрытия на цилиндр согласно настоящему изобретению.
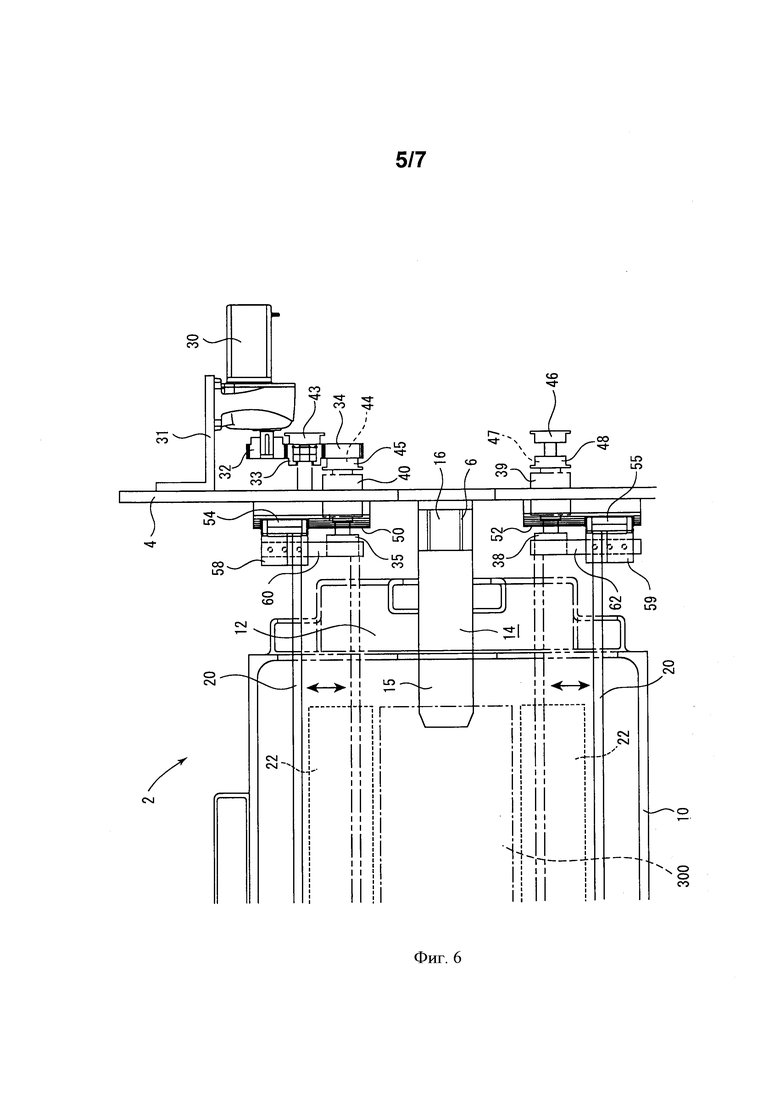
Фиг. 6 представляет пояснительный вид в плане для иллюстрации примера механизма скольжения для нерастворимых электродов согласно настоящему изобретению.
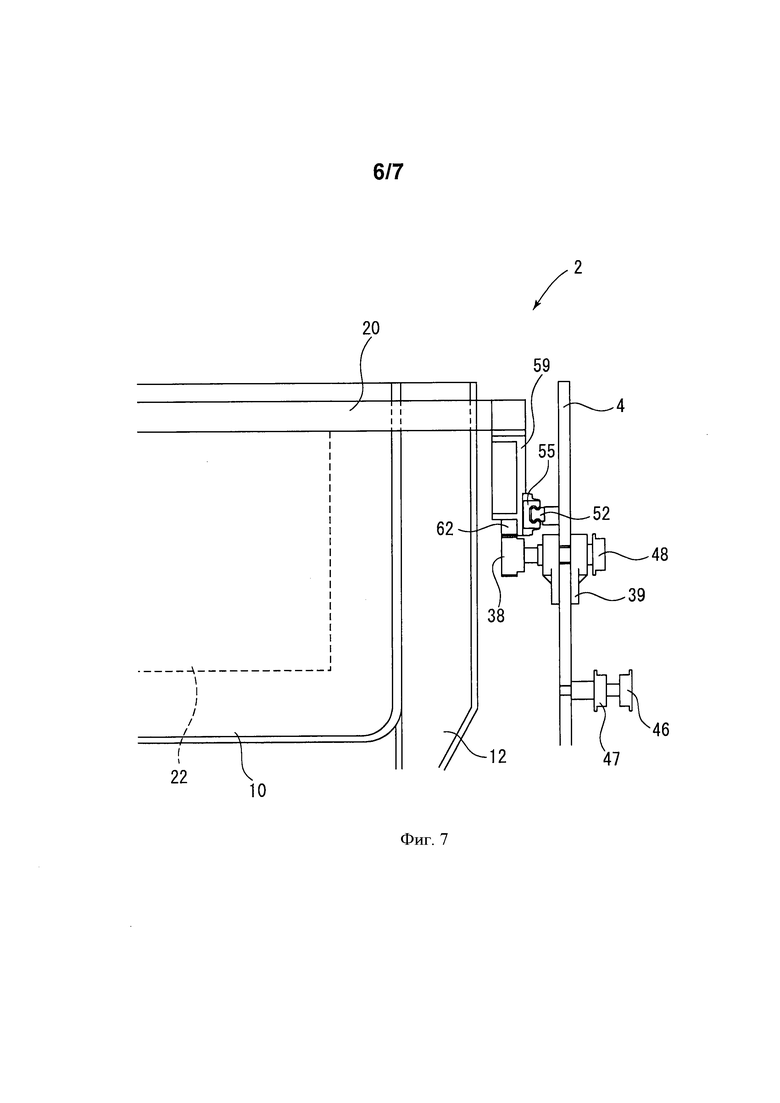
Фиг. 7 представляет пояснительный вид в плане для иллюстрации примера механизма скольжения для нерастворимых электродов согласно настоящему изобретению.
Фиг. 8 представляет пояснительный вид в плане для иллюстрации примера механизма скольжения для нерастворимых электродов согласно настоящему изобретению.
Осуществление изобретения
Один из вариантов настоящего изобретения описан ниже со ссылками на прилагаемые чертежи, но показанные примеры представляют собой просто примеры, так что понятно, что могут быть сделаны различные модификации, не отклоняясь от технического смысла настоящего изобретения.
На фиг. 1-5 представлены изображения для иллюстрации примера базовой конфигурации устройства для нанесения гальванического покрытия на цилиндр согласно одному из вариантов настоящего изобретения. На фиг. 1-5 позицией 2 обозначено устройство для нанесения гальванического покрытия на цилиндр согласно настоящему изобретению. В качестве конкретного иллюстративного примера рассмотрено устройство для гальванического нанесения хрома на формный цилиндр для глубокой печати. Устройство 2 для нанесения гальванического покрытия на цилиндр согласно настоящему изобретению конфигурировано для нанесения хрома на наружную периферийную поверхность длинного, полого и трубчатого обрабатываемого цилиндра 300. Устройство 2 для нанесения гальванического покрытия на цилиндр содержит ванну 10 для нанесения гальванического покрытия, пару патронов 14 и 14 для закрепления обрабатываемого цилиндра 300 и пару нерастворимых электродов 22 и 22, установленных вертикально в ванне 10 для нанесения гальванического покрытия через промежуточные шины 20 и 20. Ванна 10 для нанесения гальванического покрытия и патроны 14 имеют обычные конфигурации, по существу аналогичные соответствующим элементам известного устройства (Патентный документ 1), так что избыточное описание здесь опущено. Ванна 10 для нанесения гальванического покрытия представляет собой ванну, заполненную раствором 304 электролита для покрытия хромом. Эта ванна 10 для нанесения гальванического покрытия конфигурирована таким образом, чтобы формный цилиндр 300 для глубокой печати мог быть полностью погружен в раствор 304 электролита для покрытия хромом.
На периферии ванны 10 для нанесения гальванического покрытия созданы коллекторные отверстия 12 для сбора раствора 304 электролита для покрытия хромом, переливающегося через края ванны, а под ванной 10 для нанесения гальванического покрытия расположен сообщающийся с этими коллекторными отверстиями 12 резервуар 70 для хранения раствора 304 электролита для покрытия хромом. В резервуаре 70 расположены нагреватель 86 и теплообменник 88 для поддержания раствора 304 электролита для покрытия хромом при заданной температуре (например, выше 40°C). Кроме того, в резервуаре 70 расположены фильтр 80, конфигурированный для удаления частиц из раствора 304 электролита для покрытия хромом, насос Р1, конфигурированный для перекачки раствора 304 электролита для покрытия хромом из резервуара 70 с целью осуществления циркуляции раствора 304 электролита для покрытия хромом через ванну 10 для нанесения гальванического покрытия, и другие устройства.
Патроны 14 и 14 представляют собой зажимы для валков, конфигурированные для закрепления обрабатываемого цилиндра 300 за оба конца в продольном направлении таким образом, чтобы этот обрабатываемый цилиндр 300 можно было погрузить в ванну 10 для нанесения гальванического покрытия. Каждый из патронов 14 и 14 содержит шпиндель 16, опирающийся в осевом направлении на подшипник 6, и непроницаемый для жидкости адаптер 15, конфигурированный для предотвращения проникновения раствора 304 электролита для покрытия хромом. Патроны 14 и 14 вращают с заданной скоростью (например, около 120 об/мин) через цепь С и звездочку 18 посредством двигателя 306 для вращения цилиндра, установленного на основании 4, и подают на эти патроны напряжение, так что обрабатываемый цилиндр 300 служит катодом. Кроме того, при необходимости создают свободно открываемую и закрываемую крышку 8, расположенную над ванной 10 для нанесения гальванического покрытия, выводной короб 11 и другие компоненты.
В устройстве 2 для нанесения гальванического покрытия из хрома на формный цилиндр для глубокой печати согласно настоящему изобретению, как показано на фиг. 1, шины 20 и 20 установлены на несущих штангах 23 и 23 через промежуточные вспомогательные элементы 21, а на этих шинах 20 и 20 вертикально установлены нерастворимые электроды (в иллюстрируемом примере, расщепленные электроды) 22 и 22, так что эти электроды обращены к обеим боковым поверхностям обрабатываемого цилиндра 300, закрепленного в патронах 14 в ванне 10 для нанесения гальванического покрытия. В качестве такого нерастворимого электрода 22 используется титановая пластина, поверхность которой покрыта, например, платиной или иридием.
Кроме того, в качестве нерастворимого электрода 22 используется сетчатый электрод. Сетчатый электрод используется потому, что электрическое поле генерируется на задней поверхности нерастворимого электрода 22, равно как и на передней поверхности его, вследствие чего эффективная площадь поверхности нерастворимого электрода 22 увеличена, так что в результате плотность тока через нерастворимый электрод 22 оказывается уменьшена, что способствует увеличению срока службы электрода. Например, в нерастворимом электроде, описываемом в Патентном документе 1, площадь поверхности этого нерастворимого электрода в ванне устройства для нанесения гальванического покрытия на цилиндр составляет 11000 см2, тогда как в устройстве 2 для нанесения гальванического покрытия на цилиндр согласно настоящему изобретению площадь поверхности нерастворимого электрода в ванне составляет 30000 см2. При таком подходе площадь поверхности возрастает экспоненциально. Далее, использование сетчатого электрода способствует прохождению раствора электролита для нанесения покрытия сквозь электрод, создавая то преимущество, что раствор электролита для нанесения гальванического покрытия плавно поступает к поверхности обрабатываемого цилиндра 300.
Как показано на фиг. 1-5, устройство 2 для нанесения гальванического покрытия на цилиндр согласно настоящему изобретению содержит ванну 10 для нанесения гальванического покрытия, конфигурированную для сохранения раствора 304 электролита для нанесения гальванического покрытия (в иллюстрируемом примере раствор электролита для покрытия хромом), патроны 14 и 14 для закрепления обрабатываемого цилиндра 300 за оба его конца в продольном направлении, так что этот цилиндр может вращаться и на него может быть подано напряжение, и для погружения обрабатываемого цилиндра 300 в ванну для нанесения гальванического покрытия, и пару противоположных нерастворимых электродов 22 и 22, установленных вертикально так, что они обращены к обеим боковым поверхностям цилиндра 300, в ванне 10 для нанесения гальванического покрытия, и конфигурированных для получения заданного тока. Пару нерастворимых электродов 22 подводят близко к обеим боковым поверхностям обрабатываемого цилиндра 300 на заданное расстояние от этих поверхностей для нанесения гальванического покрытия на наружную периферийную поверхность обрабатываемого цилиндра 300. Форма нерастворимых электродов 22 и 22 такова, что по меньшей мере нижние части 61 и 61 этих электродов искривлены вперед, и по меньшей мере эти нижние части 61 и 61 имеют гребенчатые участки 63 и 63. Эти нерастворимые электроды 22 и 22 обращены один к другому и смещены один относительно другого так, чтобы выступы 67 гребенчатой части 63 одного из нерастворимых электродов располагались в позициях углублений 65 между выступами гребенчатого участка 63 другого нерастворимого электрода 22. Нерастворимый электрод 22 конфигурирован так, что он может поворачиваться вокруг верхнего конца 69 этого нерастворимого электрода 22, так что расстояние между каждым из нерастворимых электродов 22 и 22 и наружной периферийной поверхностью обрабатываемого цилиндра 300 можно регулировать в зависимости от диаметра 300 цилиндра.
Особенности настоящего изобретения состоят в том, что нерастворимые электроды 22 и 22 имеют такую форму, что нижние части 61 и 61 этих электродов искривлены вперед, причем эти по меньшей мере нижние части 61 и 61 имеют гребенчатые участки 63 и 63, при этом нерастворимые электроды 22 и 22 обращены один к другому и смещены один относительно другого так, чтобы выступы 67 гребенчатой части 63 одного из нерастворимых электродов располагались в позициях углублений 65 между выступами гребенчатого участка 63 другого нерастворимого электрода 22.
Эффект усиливается за счет того, что нижняя часть каждого из нерастворимых электродов 22 и 22 имеет искривленную внутрь форму. Предпочтительно, чтобы криволинейная форма нижней части соответствовала форме криволинейной наружной поверхности обрабатываемого цилиндра. Далее, каждый из нерастворимых электродов 22 и 22 конфигурирован так, что он может поворачиваться вокруг верхнего конца этого электрода, например вокруг вала, установленного в ванне 10 для нанесения гальванического покрытия. Толщину слоя гальванического покрытия, наносимого на наружную периферийную поверхность формного цилиндра для глубокой печати, регулируют путем управления расстоянием между электродами и формным цилиндром 300 для глубокой печати. В качестве механизма для поворота нерастворимых электродов 22 и 22 можно использовать какой-либо хорошо известный механизм вращения. Нужно только приспособить его соответствующим образом. В качестве альтернативы можно приспособить механизм, описываемый в Патентном документе 1.
Как показано на фиг. 1, нерастворимые электроды в устройстве для нанесения гальванического покрытия на цилиндр согласно настоящему изобретению располагаются в таком состоянии, когда углубления между выступами гребенчатого участка одного нерастворимого электрода пересекаются с выступами гребенчатого участка другого нерастворимого электрода.
В ходе адаптации устройства для нанесения гальванического покрытия на цилиндр к обработке цилиндров малого диаметра нерастворимые электроды поворачивают таким образом, чтобы углубления между выступами гребенчатого участка одного нерастворимого электрода пересеклись с выступами гребенчатого участка другого нерастворимого электрода еще глубже, чем в состоянии, показанном на фиг. 1 (фиг. 3).
В ходе адаптации устройства для нанесения гальванического покрытия на цилиндр к обработке цилиндров большого диаметра, наоборот, нерастворимые электроды поворачивают таким образом, чтобы углубления между выступами гребенчатого участка одного нерастворимого электрода оказались вровень с выступами гребенчатого участка другого нерастворимого электрода (фиг. 4).
При таком подходе согласно настоящему изобретению расстояние между каждым из нерастворимых электродов 22 и 22 с одной стороны и обрабатываемым цилиндром 300 с другой стороны не зависит от диаметра обрабатываемого цилиндра 300, а площадь поверхности каждого из нерастворимых электродов 22 и 22 может быть увеличена по сравнению с известными системами.
В устройстве согласно настоящему изобретению, предпочтительно, нерастворимый электрод 22 расщепить на большое число расщепленных электродов 22А-22С, как описано в Патентном документе 1. На каждый из этих расщепленных электродов 22А-22С, как описано в Патентном документе 1, подают электрический потенциал для управления электрическим потенциалом, прикладываемым к каждому из оконечных участков формного цилиндра 300 для глубокой печати. В результате можно предотвратить концентрацию тока на обоих оконечных участках цилиндра и тем самым получить возможность значительно уменьшить толщину слоя гальванического покрытия на каждом из оконечных участков до толщины приблизительно от 30 мкм до 40 мкм по сравнению с известными системами.
Как описано в Патентном документе 1, может быть применен механизм, конфигурированный для того, чтобы пара нерастворимых электродов 22 и 22 скользила по обеим сторонам формного цилиндра 300 для глубокой печати. На фиг. 6-8 представлены иллюстрации примера механизма, конфигурированного для того, чтобы позволить нерастворимым электродам 22 свободно скользить.
Как показано на фиг. 6-8, устройство содержит основание 4, установленное вертикально на наружной стороне передней стенки ванны 10 для нанесения гальванического покрытия, и прямолинейные рельсы 50 и 52, находящиеся на внутренней поверхности стенки основания 4. Параллельно прямолинейным рельсам 50 и 52 расположены рейки 60 и 62, совершающие возвратно-поступательное перемещение при вращении прямозубых шестерен 35 и 38 вперед и назад и соединенные с направляющими элементами 54 и 55, имеющими скользящее зацепление с прямолинейными рельсами 50 и 52 через промежуточные монтажные рамы 58 и 59.
Прямозубые шестерни 35 и 38, конфигурированные для осуществления возвратно-поступательного перемещения реек 60 и 62, установлены так, что прямозубая шестерня 35 прочно прикреплена к основанию 4 посредством держателя 40 таким образом, чтобы вращаться коаксиально со звездочкой 45 на стороне наружной поверхности стенки основания 4, тогда как прямозубая шестерня 38 прочно прикреплена к основанию 4 посредством держателя 39 таким образом, чтобы вращаться коаксиально со звездочкой 48 на стороне наружной поверхности стенки основания 4. Прямо под звездочкой 45 расположена звездочка 44, вращающаяся коаксиально с прямозубым зубчатым колесом 34, а прямо под другой звездочкой 48 расположена звездочка 47, вращающаяся коаксиально со звездочкой 46. На наружной поверхности стенки основания 4 посредством промежуточного монтажного уголка 31 установлен редукторный электродвигатель 30 и на нем установлена прямозубая шестерня 32. В зацеплении с этой прямозубой шестерней 32 находится прямозубая шестерня 33, вращающаяся коаксиально со звездочкой 43. Звездочки 43 и 46 соединены зацепленной с этими звездочками цепью C1 для передачи вращения от одной звездочки к другой, звездочки 44 и 45 соединены зацепленной с этими звездочками цепью С2 для передачи вращения от одной звездочки к другой, а звездочки 47 и 48 соединены зацепленной с этими звездочками цепью С3 для передачи вращения от одной звездочки к другой. Таким образом, в результате вращения редукторного электродвигателя 30 в прямом и в обратном направлении прямозубые шестерни 35 и 38 вращаются в прямом и обратном направлении для осуществления возвратно-поступательного перемещения реек 60 и 62. Нерастворимые электроды 22 и 22 могут точно скользить вдоль прямолинейных рельсов 50 и 52 синхронно с этим возвратно-поступательным перемещением (см. фиг. 6-8).
Интервал близости каждого из нерастворимых электродов 22 и 22 к каждой из боковых поверхностей формного цилиндра 300 для глубокой печати составляет от примерно 1 мм до примерно 50 мм, предпочтительно от примерно 3 мм до примерно 40 мм и наиболее предпочтительно от примерно 5 мм до примерно 30 мм. С точки зрения достижения равномерной толщины гальванического покрытия может оказаться предпочтительным, чтобы нерастворимые электроды были подведены настолько близко к боковым поверхностям формного цилиндра 300 для глубокой печати, насколько это возможно. Однако указанные выше числовые диапазоны заданы именно таким образом потому, что если подвести нерастворимые электроды 22 и 22 к боковым поверхностям формного цилиндра 300 для глубокой печати слишком близко, есть риск, что эти нерастворимые электроды 22 и 22 войдут в непосредственный контакт с формным цилиндром 300 для глубокой печати в процессе осаждения гальванического покрытия.
Желательно, чтобы устройство для нанесения гальванического покрытия на цилиндр 2 согласно настоящему изобретению содержало также механизм автоматического управления раствором электролита для нанесения покрытия и механизм подачи жидкости, как это описано в Патентном документе 1. Подробное описание этих механизмов здесь опущено.
Примеры
Настоящее изобретение более подробно описано ниже на примерах, однако понятно, что эти примеры являются всего лишь иллюстрациями, и их не следует интерпретировать в ограничивающем смысле.
Пример 1
В качестве устройства для нанесения гальванического покрытия было использовано устройство, имеющее конфигурацию, иллюстрируемую посредством фиг. 1-5. В качестве раствора электролита для нанесения покрытия был использован раствор электролита для покрытия хромом, содержащий хромовую кислоту в концентрации 250 г/л, серную кислоту в концентрации 2.5 г/л и материал "CHRIO RX-ML" (выпускает фирма OKUNO CHEMICAL INDUSTRIES CO., LTD.) в концентрации 50 мл/л в качестве присадки. Поскольку хромовая кислота и присадки в процессе нанесения покрытия расходуются, материал "CHRIO RX-R" (выпускает фирма OKUNO CHEMICAL INDUSTRIES CO., LTD.) в ванну добавляло автоматическое устройство подачи. В качестве нерастворимого анода была использована титановая пластина, криволинейно изогнутая в своей нижней части и имеющая на поверхности платиновое покрытие.
В качестве обрабатываемого цилиндра было использовано трубчатое основание, изготовленное из алюминиевого сердечника с длиной окружности 600 мм и длиной поверхности 1 100 мм. Оба конца обрабатываемого цилиндра были зажаты в патронах, и цилиндр был установлен в ванне для нанесения гальванического покрытия, где к этому обрабатываемому цилиндру были, посредством поворотного механизма, управляемого компьютером, приближены на расстояние до 20 мм нерастворимые электроды. Раствор электролита для покрытия хромом был налит в ванну с избытком, так что обрабатываемый цилиндр был полностью погружен в раствор. Скорость вращения обрабатываемого цилиндра была установлена равной 100 об/мин, температуру раствора электролита для нанесения покрытия установили на уровне 55°C, плотность тока установили равной 30 А/дм2 (полный ток 1 980 А), а напряжение было задано равным 6 В. В этом режиме производили нанесение гальванического покрытия в течение 10 мин, в результате чего была получена пленка гальванического покрытия равномерной толщины 6 мкм без каких-либо бугорков или ямок на поверхности этой пленки.
Пример 2
В качестве устройства для нанесения гальванического покрытия было использовано устройство, имеющее конфигурацию, иллюстрируемую посредством фиг. 1-5. В качестве раствора электролита для нанесения покрытия был использован раствор электролита для покрытия медью.
В качестве обрабатываемого цилиндра было использовано трубчатое основание, изготовленное из алюминиевого сердечника с длиной окружности 600 мм и длиной поверхности 1 100 мм. Оба конца обрабатываемого цилиндра были зажаты в патронах, и цилиндр был установлен в ванне для нанесения гальванического покрытия, где к этому обрабатываемому цилиндру были приближены на расстояние до 20 мм нерастворимые электроды посредством поворотного механизма, управляемого компьютером. Раствор электролита для покрытия медью был налит в ванну с избытком, так что обрабатываемый цилиндр был полностью погружен в раствор. Скорость вращения обрабатываемого цилиндра была установлена равной 250 об/мин, температуру раствора электролита для нанесения покрытия установили на уровне 45°C, плотность тока установили равной 30 А/дм (полный ток 1 980 А), а напряжение было задано равным 7 В. В этом режиме производили нанесение гальванического покрытия в течение 10 мин, в результате чего была получена пленка гальванического покрытия равномерной толщины 60 мкм без каких-либо бугорков или ямок на поверхности этой пленки.
Список позиционных обозначений
2: устройство для нанесения гальванического покрытия на цилиндр, 4: основание, 6: подшипник, 8: крышка, 10: ванна для нанесения гальванического покрытия, 11: выводной короб, 12: коллекторное отверстие, 14: патрон, 15: непроницаемый для жидкости адаптер, 16: шпиндель, 18: звездочка, 20: шина, 21: вспомогательный элемент, 22: нерастворимый электрод, 23: несущая штанга, 30: редукторный электродвигатель, 31: монтажный уголок, 32, 33, 34, 35, 38: прямозубая шестерня, 39, 40: держатель, 43, 44, 45, 46, 47, 48: звездочка, 50, 52: линейный рельс, 54, 55: направляющий элемент, 58, 59: монтажная рама, 60, 62: рейка, 61: нижняя часть электрода, 63: гребенчатый участок, 64: вращающий вал, 65: углубление, 67: выступ, 69: верхний конец, 70: резервуар, 80: фильтр, 86: нагреватель, 88: теплообменник, 300: обрабатываемый цилиндр, 302: выпрямитель, 304: раствор электролита для нанесения гальванического покрытия, 306: двигатель для вращения цилиндра, С, C1, С2, С3: цепь, Р1: насос.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ реставрации формного цилиндра глубокой печати | 1986 |
|
SU1397546A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНЫХ ЗНАКОВ И ЗАЩИТНЫЕ ЗНАКИ | 2000 |
|
RU2243903C2 |
| Автоматическая линия для медненияфОРМНыХ цилиНдРОВ глубОКОй пЕчАТи | 1979 |
|
SU846603A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| ОБРАБАТЫВАЮЩЕЕ УСТРОЙСТВО МОДУЛЬНОГО ТИПА И ПОЛНОСТЬЮ АВТОМАТИЗИРОВАННАЯ СИСТЕМА ПО ИЗГОТОВЛЕНИЮ ФОРМНЫХ ЦИЛИНДРОВ ДЛЯ ГЛУБОКОЙ ПЕЧАТИ С ИСПОЛЬЗОВАНИЕМ ПОДОБНОГО УСТРОЙСТВА | 2015 |
|
RU2640270C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ И СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ | 2001 |
|
RU2244767C2 |
| СПОСОБ КОНТРОЛЯ ТРАВЛЕНИЯ ФОРМ ГЛУБОКОЙ ПЕЧАТИ | 1971 |
|
SU294541A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ИНСТРУМЕНТ СО СЛОЖНОПРОФИЛЬНЫМИ РАБОЧИМИ УЧАСТКАМИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2557406C2 |
| Формный цилиндр | 1985 |
|
SU1313730A1 |
| Способ создания металлизированных рельефных изображений | 2017 |
|
RU2661817C1 |


Изобретение относится к области гальванотехники. Устройство содержит ванну для нанесения гальванического покрытия, конфигурированную для хранения электролита, патроны для закрепления обрабатываемого цилиндра за оба конца в продольном направлении с возможностью его вращения и подачи на него напряжения и для погружения цилиндра в ванну, и пару противоположных нерастворимых электродов, установленных вертикально, причем электроды обращены к обеим боковым поверхностям цилиндра в ванне и выполнены с возможностью подачи электрического тока к ним, при этом пара электродов выполнена с возможностью близкого подвода к обеим боковым поверхностям цилиндра на заданном расстоянии до него, причем каждый из пары электродов имеет такую форму, что по меньшей мере нижняя часть электрода искривлена в направлении внутрь и имеет гребенчатый участок, причем оба электрода обращены один к другому со сдвигом так, что выступы гребенчатого участка одного из пары электродов расположены в позициях углублений между выступами гребенчатого участка другого из пары электродов, при этом каждый из пары электродов выполнен с возможностью поворота вокруг своего верхнего конца, так что расстояние от каждого электрода до наружной периферийной поверхности цилиндра является регулируемым. Технический результат: увеличение срока службы нерастворимого электрода. 3 н. и 3 з.п. ф-лы, 2 пр., 8 ил.
1. Устройство для нанесения гальванического покрытия на цилиндр, содержащее:
ванну для нанесения гальванического покрытия, конфигурированную для хранения раствора электролита для нанесения гальванического покрытия;
патроны для закрепления обрабатываемого цилиндра за оба конца в продольном направлении с возможностью его вращения и подачи на него напряжения, и для погружения обрабатываемого цилиндра в ванну для нанесения гальванического покрытия; и
пару противоположных нерастворимых электродов, установленных вертикально, причем электроды обращены к обеим боковым поверхностям обрабатываемого цилиндра в ванне для нанесения гальванического покрытия, и выполненных с возможностью подачи заданного электрического тока к этим электродам,
при этом пара противоположных нерастворимых электродов выполнена с возможностью подвода близко к обеим боковым поверхностям обрабатываемого цилиндра на заданном расстоянии до цилиндра для нанесения гальванического покрытия на наружную периферийную поверхность обрабатываемого цилиндра,
причем каждый из пары противоположных нерастворимых электродов имеет такую форму, что по меньшей мере нижняя часть электрода искривлена в направлении внутрь,
при этом по меньшей мере нижняя часть электрода имеет гребенчатый участок,
причем оба нерастворимых электрода обращены один к другому со сдвигом так, что выступы гребенчатого участка одного из пары противоположных нерастворимых электродов расположены в позициях углублений между выступами гребенчатого участка другого из пары противоположных нерастворимых электродов,
при этом каждый из пары противоположных нерастворимых электродов выполнен с возможностью поворота вокруг своего верхнего конца, так что расстояние от каждого из пары противоположных нерастворимых электродов до наружной периферийной поверхности обрабатываемого цилиндра является регулируемым в зависимости от диаметра обрабатываемого цилиндра.
2. Устройство по п. 1, в котором каждый из пары противоположных нерастворимых электродов имеет криволинейную форму, соответствующую кривизне наружной периферийной поверхности обрабатываемого цилиндра.
3. Устройство по п. 1, в котором каждый из пары противоположных нерастворимых электродов представляет собой сетчатый электрод.
4. Устройство по п. 1, в котором раствор электролита для нанесения гальванического покрытия представляет собой раствор электролита для покрытия медью или раствор электролита для покрытия хромом,
при этом обрабатываемый цилиндр представляет собой полый и трубчатый цилиндр для изготовления форм для глубокой печати.
5. Способ нанесения гальванического покрытия на цилиндр, включающий нанесение гальванического покрытия на наружную периферийную поверхность обрабатываемого цилиндра с использованием устройства для нанесения гальванического покрытия на цилиндр по п. 1.
6. Формный цилиндр для глубокой печати, имеющий гальваническое покрытие, нанесенное на цилиндр способом по п. 5.
| WO 2012043514 A1, 05.04.2012 | |||
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2011 |
|
RU2464361C1 |
| Устройство для хромирования наружных поверхностей деталей | 1990 |
|
SU1737030A1 |
| CN 102933752 А, 13.02.2013. | |||

