Область техники
Изобретение относится к устройствам для нанесения покрытий из расплавленного металла на сталь, в частности к пузырьковым насосам, используемым в ваннах с расплавленным металлом для удаления поверхности шлака из расплавленного металла вблизи покрываемой стальной полосы. Более конкретно, изобретение относится к защите внутренних поверхностей пузырьковых насосов от агрессивного воздействия и разрушения при контакте с расплавленным металлом.
Уровень техники
На протяжении многих лет для покрытия поверхности стали применяют расплавленный алюминий и расплавленный цинк. Один из этапов процесса нанесения покрытия представляет собой погружение стального листа в расплавленный алюминий или расплавленный цинк. Качество поверхности покрытия очень важно для получения продуктов высокого качества. Однако выход с алюминированной листовой сталью на рынок США в 2007 году обозначил достаточно серьезные проблемы линий по алюминированию. Ранние исследования выявили более 50% брака из-за поверхностных дефектов изделий.
Одним из основных источников дефектов был шлак, плавающий в алюминиевой ванне в носке печи и прилипающий к полосе. Для достижения высокого качества обработки поверхности плавающий в ванне с расплавленным металлом шлак и оксиды, особенно в ограниченных областях внутри носка печи, необходимо отводить от покрываемой поверхности. Для удаления шлака из зоны нанесения покрытия использовался пневматический насос из углеродистой стали для откачивания шлака, также называемый пузырьковым насосом. Внедрение возвратно-поступательных насосов сливного носка печи, предназначенных для удаления шлака с поверхности расплава внутри сливного носка печи, сделало возможным получение высококачественных покрытий. В пузырьковом насосе (также известном как насос для откачивания шлака) используют механизированный способ подъема жидкости, такой как вода или масло (или расплавленный металл, как в данном случае), посредством введения пузырьков сжатых газов, воздуха, водяного пара или других парообразных пузырьков в выпускную трубу. Это вызывает снижение гидростатического давления в выпускной трубе по сравнению с гидростатическим давлением на впускной трубе. Пузырьковый насос используют в ванне с расплавленным металлом на линии нанесения металлических покрытий для удаления плавающего шлака с поверхности ванны для алюминизации внутри носка с целью предотвращения возникновения связанных со шлаком дефектов на покрытой полосе. Таким образом, пузырьковый насос является критически важным компонентом оборудования для производства высококачественной алюминированной листовой стали для автомобильной промышленности.
Одним из основных факторов, влияющих на стоимость производства, являются отказы оборудования ванны для алюминирования. Особенно заметным среди отказов оборудования является отказ пузырькового насоса (откачивающего насоса). Средний срок службы пузырьковых насосов, изготовленных из углеродистой стали, составляет 8-12 часов, что приводит к использованию 35-40 насосов каждый месяц (при длительности производственного цикла в 2 недели). Замена пузырьковых насосов из углеродистой стали во время производства приводит к нарушению нормального производственного процесса и загрязнению ванны с расплавленным металлом. Кроме того, может снизиться «качество» стального листа с нанесенным покрытием (что приводит к меньшей ценности продукта) в процессе замены пузырькового насоса из углеродистой стали. Кроме того, замены насосов требуют остановки и повторного пуска линий, что приводит к чрезмерному износу пусковых обмоток. Средние потери, вызванные пузырьковыми насосами, составляют около 1 миллиона долларов США в год. Увеличение срока службы пузырькового насоса существенно снизит количество стальных листов ухудшенного качества, а также уменьшит время простоя и себестоимость продукции.
Таким образом, в данной области существует потребность в пузырьковых насосах, предназначенных для работы в ваннах с расплавленным металлом, которые могут служить существенно дольше, чем гладкотрубные насосы из углеродистой стали.
Раскрытие изобретения
Изобретение относится к пузырьковому насосу, внутренняя поверхность которого образована из материала, стойкого к разрушающему действию расплавленного алюминия. Внутренняя поверхность может быть образована из керамики, которая может быть выбрана из группы: оксид алюминия, оксид магния, силикат, карбид кремния или графит, а также их смеси. Керамика может быть не содержащим углерода огнеупорным бетоном из 85% Al2O3 с фосфатным связующим.
Внешняя поверхность пузырькового насоса может быть образована трубой из углеродистой стали. Пузырьковый насос может быть образован из нескольких частей труб, соединенных между собой. Пузырьковый насос может включать 3 прямых участка трубы и 3 коленчатых участка. Несколько частей труб могут быть соединены друг с другом посредством компрессионных фланцевых соединений. Компрессионные фланцевые соединения могут сжимать внутренний керамический материал так, чтобы расплавленный алюминий не мог проникнуть в соединение. Компрессионные фланцевые соединения внутреннего материала, устойчивого к разрушающему действию расплавленного алюминия, могут образовывать соединение охватываемых/охватывающих частей под углом 45° между частями пузырькового насоса.
Краткое описание чертежей
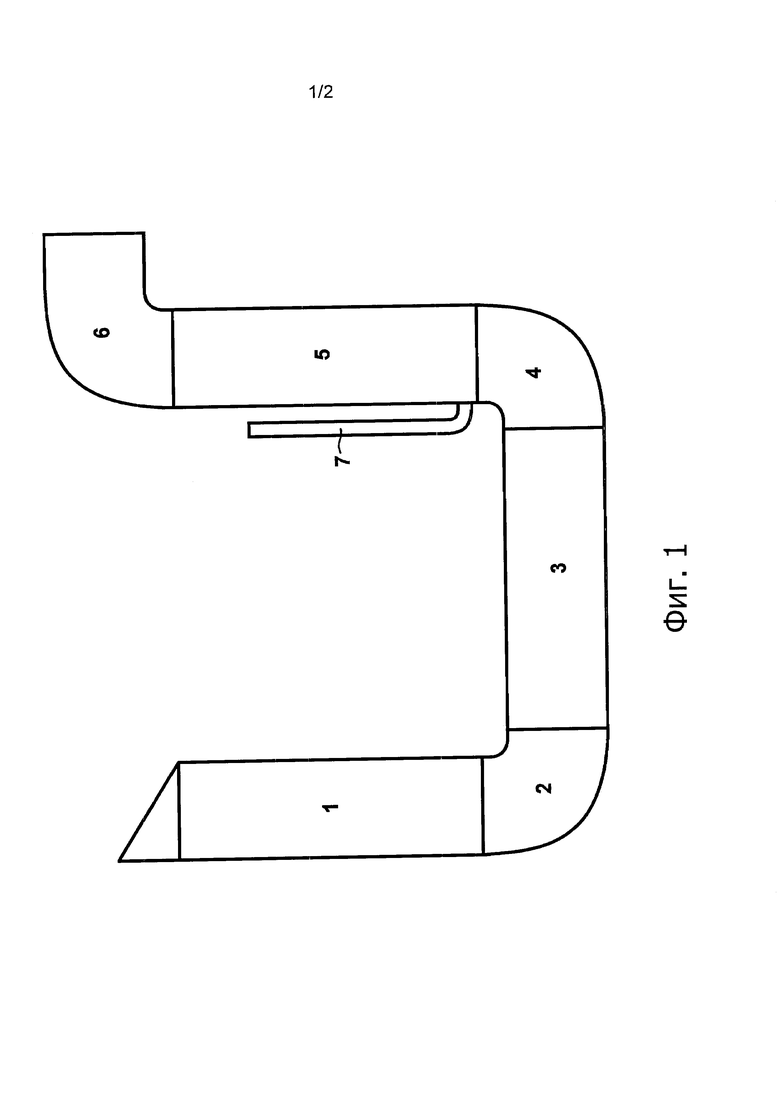
На фиг. 1 схематично, не в масштабе, показан пузырьковый насос;
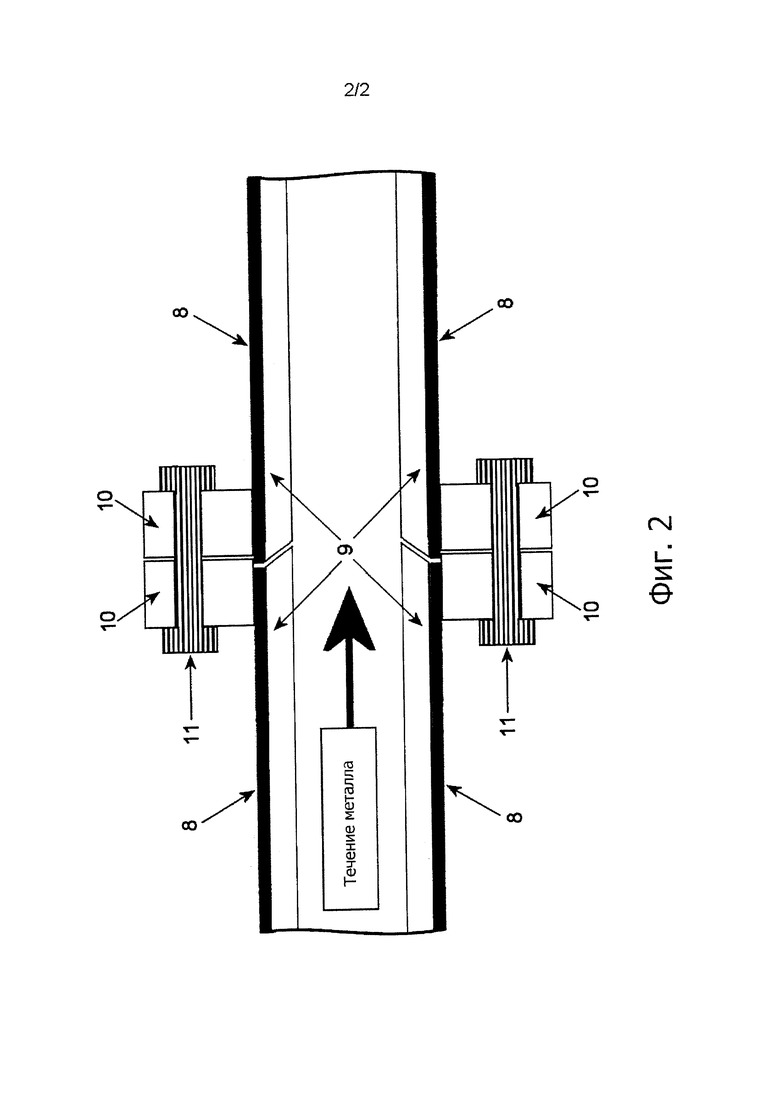
на фиг. 2 схематично показано соединение между частями пузырькового насоса, вид в продольном разрезе.
Варианты осуществления изобретения
Целью изобретения является создание насоса с улучшенными характеристиками и со значительным увеличением срока его службы, предпочтительно, до по меньшей мере пяти дней. Были проведены обширные исследования характера отказов пузырьковых насосов из углеродистой стали. Основываясь на их результатах, был разработан усовершенствованный пузырьковый насос с керамической защитной футеровкой. Усовершенствованный насос в соответствии с одним из вариантов осуществления изобретения безотказно работал непрерывно до 167 часов (~7 дней), демонстрируя основное эксплуатационное преимущество над насосами из углеродистой стали, имеющими обычный срок службы в расплавленном алюминии около 8-12 часов. Основными факторами усовершенствования являются изменения в конструкции насоса и внедрение литой огнеупорной футеровки.
На фиг. 1 схематично, не в масштабе, показан пузырьковый насос. Пузырьковый насос включает в себя вертикальный впускной участок 1; колено 2, соединяющее вертикальный впускной участок с горизонтальным участком 3; другое колено 4, соединяющее горизонтальный участок 3 с вертикальным выпускным участком 5; и выпускное колено для направления вытекающего металла, содержащего нежелательный шлак, в сторону от зоны нанесения покрытия в ванне с расплавленным металлом. К вертикальному выпускному участку 5 присоединен трубопровод 7 для впуска газа. Трубопровод 7 для впуска газа используется для нагнетания газа в расплавленный металл, вызывая снижение давления в вертикальном выпускном участке и приводя к перетеканию металла в вертикальный впускной участок 1 и вверх из вертикального выпускного участка 5.
Анализ характера отказов
U-образный пузырьковый насос работает в плавильном котле при температуре 668°C (1235°F). Расплав, как правило, имеет следующий химический состав: Al - 9,5% Si - 2,4% Fe. Впускное отверстие насоса расположено в пределах ванны с расплавленным алюминием внутри носка печи, а выпускное отверстие - за пределами носка печи. Перекачивание создается пузырьками азота в вертикальном участке насоса на стороне выпуска. Азот при температуре окружающей среды вводится под давлением 40 фунтов на квадратный дюйм с расходом ~120 стандартных кубических футов в час (станд. куб. фут/час, 90-150 станд. куб. фут/час). Расширение азота создает пузырьки, которые выходят через выпускное отверстие, вытесняя жидкий металл. Такое вытеснение создает перепад давления между двумя сторонами насоса, вызывая всасывание, позволяющее расплаву и плавающему шлаку входить во впускное отверстие. Этот процесс является непрерывным, позволяя тем самым непрерывно удалять шлак из носка печи и выводить его наружу.
Имеются три основные области, вызывающие отказы в пузырьковых насосах, в порядке серьезности отказов: 1) внутри выпускной головки (колено 6); 2) вокруг впускного патрубка азота в вертикальном участке на стороне выпуска (вертикальный участок 5); 3) в середине вертикального участка на впуске (вертикальный участок 1). Чтобы лучше понять характер отказа, стандартный пузырьковый насос из углеродистой стали, вышедший из строя через 12 часов работы, был разрезан и изучен. Анализ показал, что горизонтальная нижняя часть насоса осталась в почти неизменном виде, в то время как впускной и выпускной участки насоса оказались серьезно повреждены. Также наблюдался износ материала в основном на внутренней поверхности пузырькового насоса, при этом внешний диаметр остался неизменным. Степень разрушающего действия была различной в разных местах насоса.
Водное моделирование пузырькового насоса
Было сделано предположение, что на характер отказа влияет динамика жидкой среды внутри насоса. Однако конструктивные параметры, влияющие на поток жидкости, не были достаточно ясными. Для исследования влияния турбулентности расплава была изготовлена уменьшенная модель пузырькового насоса из органического стекла (масштаб 1:2) и запущена в действие на воде. Эта модель позволила исследовать влияние на работу насоса и его производительность давления газа, положения впускного отверстия, радиуса колена, ориентации и формы выпускного отверстия. Были определены характеристики водного потока в насосе во время его нормальной работы и выяснено, что места локализации коррозии и потерь металла, наблюдаемые в вышедших из строя насосах, соответствуют локализациям турбулентности в модели с использованием воды.
Механизм разрушающего действия алюминия
Механизм потерь материала в насосе из углеродистой стали был исследован с помощью металлографических методов. Имеются несколько стадий разрушающего действия алюминия. В первые мгновения контакта алюминия с насосом в результате реакции между жидким алюминием и стальной поверхностью образуется твердый и хрупкий интерметаллический слой на внутренней стенке. Этот слой значительно ограничивает диффузию алюминия и железа через него и препятствует дальнейшему воздействию на сталь. Таким образом, этот интерметаллический слой выполняет функцию квазизащитного покрытия для металлического корпуса. Однако при появлении на поверхности механических напряжений в этом хрупком слое развиваются микротрещины и сколы стальной поверхности, что создает глубокие выемки. Поскольку дно выемки оказывается более незащищенным интерметаллическим слоем, оно подвергается разрушающему действию расплава до тех пор, пока не образуется новый слой. Этот процесс повторяется по мере продолжения возникновения напряжений на стальной поверхности, в результате чего увеличиваются потери металла. Напряжения, вызывающие разрушения, по всей видимости, являются результатом турбулентности расплава и/или ударного воздействия инородных механических частиц в восприимчивых местах. Таким образом, процесс разрушения может характеризоваться динамической эрозией под действием жидкого алюминия.
Таким образом, выход из строя пузырьковых насосов из углеродистой стали во время эксплуатации вызывается динамическим выкрашиванием и абразивным износом (динамической эрозией). Степень разрушения в разных местах является разной. Внешняя поверхность насоса, которая не подвергается воздействию турбулентности расплава, страдает от повреждений в меньшей степени и, следовательно, сохраняется в расплаве при минимальной защите. Разрушающее действие расплава и потери металла прогрессируют в основном в направлении изнутри наружу.
Было установлено, что покрытия, которые могут выдерживать разрушающее действие расплавленного алюминия в неподвижных расплавах, могут быть разрушены в условиях турбулентности, возникающих в насосе. Сильная адгезия покрытия к корпусу насоса является ключевым фактором защиты в таких динамических условиях. Также было установлено, что для улучшения характеристик насоса необходимо изолировать внутреннюю поверхность насоса от расплавленного алюминия. Изолирующий слой должен быть вязким, толстым и непрерывным. Любые отверстия в защитном слое могут привести к выходу насоса из строя.
Выбор огнеупорного материала для защитной футеровки
Основываясь на знаниях, полученных в результате исследования отказов и водного моделирования, был разработан новый пузырьковый насос. К защитным футеровочным материалам предъявлялись следующие требования: 1) материалы должны быть несмачиваемыми, препятствующими проникновению жидкого алюминия; 2) материалы должны быть стойкими к растрескиванию при резких перепадах температуры и не допускать их прогрева (плавки); 3) материалы должны быть эрозионно-стойкими; 4) материалы должны быть иметь низкую стоимость; 5) материалы должны обладать конструкционной гибкостью. Для обеспечения возможности соответствия данным требованиям были проведены поиск по справочной литературе и лабораторные испытания. Был выбран не содержащий углерода огнеупорный бетон из 85% Al2O3 с фосфатным связующим.
Конструкция насоса в соответствии с изобретением
Форма стандартного пузырькового насоса из нержавеющей стали содержит три изогнутых под углом 90° коленчатых участка. Такая сложная форма сильно затрудняет заливку керамической футеровки внутрь цельной оболочки без соединений, поэтому возникла необходимость разрезания оболочки на несколько частей, отливки каждой части по отдельности и последующей сборки насоса. Также необходимо обеспечить соединение всех собираемых частей для поддержания целостности во время эксплуатации. Учитывая такие жесткие требования, при сборке насоса были применены следующие положения: 1) уникальные соединения охватываемых/охватывающих частей под углом 45° между участками огнеупорной футеровки; 2) два фланцевых соединения для сборки трех деталей насоса, обеспечивающие возможность сжатия соединений керамической защитной футеровки; 3) непрерывная керамическая футеровка в коленах для снижения разрушающего действия алюминия через соединения и 4) модификация фланца в зоне выпуска для размещения керамической футеровки под воздействием сжимающих сил.
На фиг. 2 схематично показано соединение между частями пузырькового насоса. Соединение включает в себя оболочку 8 из углеродистой стали пузырьковых насосов, известной в данной области техники, каждая часть которой футерована стойкой к воздействию расплавленного металла керамикой 9. Торцы керамики 9, которые соединяются встык друг с другом, наклонены под углом около 45°, что позволяет обеспечить хорошую подгонку при сжатии. Части пузырькового насоса соединяют между собой под воздействием сжимающих сил посредством фланцевых соединений 10 с помощью крепежных средств 11.
Такие компрессионные соединения используются для сохранения сжатия соединения защитной футеровки, чтобы герметизировать соединение защитной футеровки от проникновения расплавленного металла. Защитная футеровка может быть выполнена из любого материала, стойкого к разрушающему действию расплавленного алюминия, такого как несмачиваемые материалы, стойкие к расплавленным металлам. Примерами несмачиваемых материалов являются оксид алюминия, оксид магния, силикат, карбид кремния или графит, а также смеси этих керамических материалов.
Изобретение относится к устройствам для нанесения покрытий, а именно к пузырьковому насосу, используемому для удаления шлака в ванне с расплавленным алюминием. Пузырьковый насос выполнен в виде трех участков прямых труб и трех коленчатых участков с непрерывной футеровкой из стойкой к воздействию расплавленного алюминия керамики. Упомянутые участки пузырькового насоса соединены между собой с обеспечением сжатия внутреннего керамического материала посредством компрессионных фланцевых соединений для герметизации соединения упомянутых участков от проникания расплавленного алюминия. Упомянутые компрессионные фланцевые соединения выполнены с обеспечением охватывающего/охватываемого соединения под углом 45° между участками пузырькового насоса. В частных случаях осуществления изобретения керамика выбрана из группы, включающей оксид алюминия, оксид магния, силикат, карбид кремния или графит и их смеси. Керамика может представлять собой не содержащий углерод огнеупорный бетон из 85% Al2O3 с фосфатным связующим. Обеспечивается насос с улучшенными характеристиками и со значительным увеличением срока его службы. 2 з.п. ф-лы, 2 ил.
1. Пузырьковый насос, используемый для удаления шлака в ванне с расплавленным алюминием, который выполнен в виде трех участков прямых труб и трех коленчатых участков с непрерывной футеровкой из стойкой к воздействию расплавленного алюминия керамики, при этом упомянутые участки пузырькового насоса соединены между собой с обеспечением сжатия внутреннего керамического материала посредством компрессионных фланцевых соединений для герметизации соединения упомянутых участков от проникания расплавленного алюминия, причем упомянутые компрессионные фланцевые соединения выполнены с обеспечением охватывающего/охватываемого соединения под углом 45° между участками пузырькового насоса.
2. Пузырьковый насос по п. 1, в котором керамика выбрана из группы, включающей оксид алюминия, оксид магния, силикат, карбид кремния или графит и их смеси.
3. Пузырьковый насос по п. 1, в котором керамика представляет собой не содержащий углерод огнеупорный бетон из 85% Al2O3 с фосфатным связующим.
| US 5650120 A, 22.07.1997 | |||
| КАНАЛ ЭЛЕКТРОМАГНИТНОГО НАСОСА | 0 |
|
SU358851A1 |
| Устройство для рафинирования и модифицирования алюминиевых расплавов системы системы алюминий - кремний | 1988 |
|
SU1682409A1 |
| US 5203910 A, 20.04.1993. | |||

