Настоящее изобретение относится к объединенному способу получения уксусной кислоты из синтез-газа и диметилового эфира.
В промышленности уксусную кислоту получают при карбонилировании метанола в жидкой фазе монооксидом углерода в присутствии катализатора на основе благородных металлов группы VIII, обычно родий или иридий, и сокатализатора алкилиодида.
Обычно при получении уксусной кислоты требуется подача метанола из внешнего источника. В промышленности метанол получают при конверсии синтез-газа, содержащего монооксид углерода, водород и необязательно диоксид углерода, в присутствии пригодного катализатора согласно приведенной ниже реакции:

Основной недостаток одновременного получения уксусной кислоты и метанола обычно заключается в том, что монооксид углерода, использумый для получения уксусной кислоты, должен быть в значительной степени чистым, так как присутствие водорода и диоксида углерода отрицательно влияет на производительность по уксусной кислоте.
В заявке WO 03/097523 описан способ одновременного получения метанола и уксусной кислоты в практически стехиометрических условиях, при этом используют некорректированный синтез-газ с соотношением R менее 2. Весь или часть некорректированного сингаза подают в установку разделения для извлечения СО2, СО и водорода. По крайней мере часть одного любого извлеченного СО2, СО и водорода или их комбинации добавляют в любой оставшийся синтез-газ, который не подвергался указанной обработке, или в другом варианте компоненты комбинируют в отсутствии любого оставшегося некорректированного синтез-газа, при этом получают корректированный синтез-газ с соотношением R от 2,0 до 2,9, который используют для получения метанола. Любой извлеченный СО2, не использованный для коррекции соотношения R некорректированного синтез-газа, можно подавать в реформинг-установку для повышения эффективности получения СО. По крайней мере часть извлеченного СО2 взаимодействует в реакторе уксусной кислоты по крайней мере с частью полученного метанола, при этом получают уксусную кислоту или предшественник уксусной кислоты по стандартной технологии.
В патенте US №6781014 описан способ модернизации установки для получения метанола или метанола/аммиака в установку для получения уксусной кислоты. Установка включает реформер, в который подают природный газ или другой углеводород и пар. Синтез-газ образуется в реформере. Весь или часть синтез-газа обрабатывают для разделения диоксида углерода, монооксида углерода и водорода и отделенный диоксид углерода подают в существующую секцию для получения метанола или возвращают в реформер для повышения эффективности образования монооксида углерода в синтез-газе. Любой оставшийся синтез-газ, не поступивший в сепаратор для разделения диоксида углерода, можно превратить в метанол в существующей секции для получения метанола одновременно вместе с диоксидом углерода из сепаратора и/или с поставляемым диоксидом углерода и водородом из сепаратора. Отделенный монооксид углерода затем взаимодействует с метанолом, при этом получают уксусную кислоту или предшественник уксусной кислоты по стандартной технологии
В заявке WO 01/07393 описан способ каталитической конверсии сырья, содержащего монооксид углерода и водород, при этом получают по крайней мере одно из следующих соединений: спирт, простой эфир и их смеси, и взаимодействие монооксида углерода по крайней мере с одним спиртом, сложным эфиром и их смесями в присутствии катализатора, выбранного из твердых суперкислот, гетерополикислот, глин, цеолитов и молекулярных сит, в отсутствии галогенидного активатора, при температуре и давлении, достаточных для получения по крайней мере одного из следующих соединений: сложный эфир, кислота, ангидрид кислоты и их смеси.
В патенте GB 1306863 описан способ получения уксусной кислоты, который включает следующие стадии: (а) взаимодействие газообразной смеси монооксида углерода и водорода в молярном соотношении 1 : не более 0,5, с метанолом в газовой фазе в присутствии катализатора на основе переходного металла и галоген-содержащего сокатализатора до потребления не более половины монооксида углерода, (б) охлаждение прореагировавшего газа, полученного на стадии (а), разделение охлажденного газа на жидкий компонент, содержащий уксусную кислоту, и газообразный компонент, содержащий непрореагировавшие монооксид углерода и водород, и отведение уксусной кислоты из реакционной системы, (в) промывка газообразного компонента, полученного на стадии (б), охлажденным метанолом и (г) взаимодействие промытого газообразного компонента, полученного на стадии (в), в присутствии медь-содержащего катализатора, при этом получают метанол, направляемый на стадию (а).
В патенте US №5840969 описан способ получения уксусной кислоты, включающий в качестве первой каталитической стадии конверсию синтез-газа, содержащего водород и монооксид углерода, при этом получают жидкий технологический поток, содержащий метанол, и в качестве второй каталитической стадии карбонилирование технологического потока монооксидом углерода, при этом получают поток продукта, обогащенный уксусной кислотой, в присутствии каталитически эффективных количеств соединения металла, которое выбирают из группы VIII периодической таблицы, и в присутствии галогенидного активатора, удаление со стадии карбонилирования газового потока, содержащего монооксид углерода и остаточные количества уксусной кислоты и галогенида в виде продувочного потока, разделение продувочного потока на жидкую фракцию, включающую часть остаточных количеств уксусной кислоты и часть галогенида, и газовую фракцию, содержащую монооксид углерода и остаточные количества уксусной кислоты и галогенида, возвращение жидкой фракции на стадию карбонилирования через рециркуляционную систему, жидкостная адсорбция газовой фракции для удаления уксусной кислоты и галогенида из газообразной фракции, при этом получают рециркуляционный поток, обогащенный монооксидом углерода, и подачу обогащенного монооксидом углерода рециркуляционного потока на стацию конверсии синтез-газа.
Синтез-газ включает монооксид углерода и водород. Необязательно в его состав входит диоксид углерода. Соотношение газов в синтез-газе или стехиометрическое число (СЧ) синтез-газа обычно рассчитывают по формуле
СЧ=(Н2-CO2)/(СО+CO2)
где Н2, СО и CO2 означают молярное содержание в синтез-газе.
Предпочтительно оптимальное СЧ синтез-газа, предназначенного для использования при получении метанола, составляет 2,05. Однако обычно для способов получения метилацетата при карбонилировании диметилового эфира синтез-газом используют синтез-газ со стехиометрическим избытком монооксида углерода. Таким образом, основной недостаток одновременных процессов карбонилирования и получения метанола заключается в том, что требуемое для синтеза метанола соотношение водород/монооксид углерода значительно превышает соотношение, требуемое для карбонилирования.
Другой недостаток способа карбонилирования диметилового эфира заключается в необходимости удаления продувочного газа из процесса, чтобы предотвратить достижение в реакторе неприемлемых уровней компонентов из рециркуляционной системы, обычно такие продувочные газы утилизируют путем сжигания. Продувочный газ из процессов карбонилирования диметилового эфира, содержит монооксид углерода и всегда некоторые количества диметилового эфира и метилацетата. Следовательно, удаление таких ценных компонентов при продувке приводит к их потере и к снижению общей производительности процесса карбонилирования.
Еще один недостаток заключается в том, что введение потоков синтез-газа, содержащего метилацетат, в процесс получения метанола приводит, как было установлено, к нежелательным побочным реакциям и/или побочным продуктам, таким как одно или более следующих веществ: этанол и уксусная кислота, что, в свою очередь, приводит к нежелательной потере эффективности катализатора и/или производительности по метанолу.
Как описано выше, в способе карбонилирования диметилового эфира синтез-газом с образованием продукта реакции карбонилирования обычно используют синтез-газ со стехиометрическим избытком монооксида углерода. Такой избыток приводит к удалению непотребленного монооксида углерода (вместе с водородом, который обычно остается непотребленным) в виде части потока продукта реакции карбонилирования. Обычно для предотвращения потерь сырья - монооксида углерода, его направляют через рециркуляционную систему вместе с непотребленным водородом в реактор карбонилирования. Недостатком такой операции является накопление водорода в реакторе и нежелательное снижение скорости реакции карбонилирования.
Более того, для способов карбонилирования диметилового эфира обычно требуется внешний источник диметилового эфира.
Было установлено, что описанные выше проблемы можно преодолеть или по крайней мере свести к минимуму за счет обеспечения объединенного способа получения уксусной кислоты из синтез-газа, включающего водород и монооксид углерода, и диметилового эфира.
Соответственно, в настоящем изобретении кроме того предлагается объединенный способ получения уксусной кислоты, включающий следующие стадии:
(I) подача синтез-газа и диметилового эфира в реакционную зону карбонилирования и взаимодействие в ней синтез-газа и диметилового эфира в присутствии катализатора карбонилирования, при этом получают газообразный продукт реакции карбонилирования, включающий метилацетат и синтез-газ, обогащенный водородом,
(II) отведение продукта реакции карбонилирования из реакционной зоны карбонилирования и извлечение из него жидкого потока, обогащенного метилацетатом, и потока синтез-газа,
(III) подача по крайней мере части синтез-газа, извлеченного из реакционной зоны карбонилирования, в зону синтеза метанола и контактирование этой части с катализатором получения метанола, при этом получают продукт ситеза метанола, содержащий метанол и непрореагировавший синтез-газ,
(IV) отведение продукта синтеза метанола из зоны синтеза метанола и извлечение из него жидкого потока, обогащенного метанолом, и потока синтез-газа,
(V) подача по крайней мере части обогащенного метилацетатом жидкого потока и по крайней мере части обогащенного метанолом жидкого потока в реакционную зону дегидратации-гидролиза и контактирование в ней метанола и метилацетата по крайней мере с одним катализатором, активным в отношении дегидратации метанола и гидролиза метилацетата, при этом получают продукт реакции дегидратации-гидролиза, содержащий уксусную кислоту и диметиловый эфир,
(VI) извлечение из продукта реакции дегидратации-гидролиза обогащенного уксусной кислотой потока и обогащенного диметиловым эфиром потока.
В некоторых или во всех вариантах осуществления настоящего изобретения по крайней мере часть синтез-газа, извлеченного из продукта реакции карбонилирования, и включающего метилацетат, очищают в зоне скрубберной очистки, которая включает одну или более скрубберных установок, на которых используют источник жидкого метанола, выбранный из поставляемого метанола, обогащенного метанолом потока, извлеченного из продукта синтеза метанола и их смесей, при этом получают очищенный синтез-газ, обедненный метилацетатом, и поток жидкого метанола, содержащий метанол и абсорбированный метилацетат (использованный поток метанола).
В некоторых или во всех вариантах осуществления настоящего изобретения обогащенный метанолом поток, подаваемый в зону реакции дегидратации-гидролиза, выбирают из обогащенного метанолом потока, извлеченного из продукта синтеза метанола, и из использованного потока метанола из зоны скрубберной очистки или из их смеси.
В некоторых или во всех вариантах осуществления настоящего изобретения обогащенный метанолом поток, подаваемый в зону реакции дегидратации-гидролиза, является потоком, извлеченным из продукта синтеза метанола.
В некоторых или во всех вариантах осуществления настоящего изобретения синтез-газ, подаваемый в зону реакции карбонилирования, включает свежий синтез-газ, при этом свежий синтез-газ предпочтительно включает диоксид углерода и синтез-газ, извлеченный из продукта реакции карбонилирования.
В некоторых или во всех вариантах осуществления настоящего изобретения в зону синтеза метанола подают синтез-газ, извлеченный из продукта карбонилирования, при этом синтез-газ подвергают или не подвергают скрубберной очистке, и, кроме того, один или более источников синтез-газа выбирают из свежего синтез-газа, синтез-газа, извлеченного из продукта синтеза метанола или из их смесей.
В некоторых или во всех вариантах осуществления настоящего изобретения в зону синтеза метанола подают одно или более следующих веществ: поставляемый диоксид углерода и вода.
В некоторых или во всех вариантах осуществления настоящего изобретения в зону реакции дегидратации-гидролиза подают обогащенный метанолом жидкий поток и обогащенный метилацетатом жидкий поток и, кроме того, один или более потоков, включающих одно или более веществ: вода, метилацетат и метанол, соответственно один или более потоков, включающих воду, метанол и метилацетат.
В некоторых или во всех вариантах осуществления настоящего изобретения в каждой из зон: реакции карбонилирования, синтеза метанола и реакции дегидратации-гидролиза реакцию проводят в виде гетерогенной реакции в паровой фазе.
В некоторых или во всех вариантах осуществления настоящего изобретения диметиловый эфир подают в зону реакции карбонилирования в виде некоторых или всех потоков: обогащенные диметиловым эфиром потоки, извлеченные из зоны реакции дегидратации-гидролиза.
Преимуществом настоящего изобретения является способ получения уксусной кислоты из синтез-газа, который характеризуется минимальными потерями ценного диоксида углерода. Непрореагировавший монооксид углерода и водород в составе потоков продукта карбонилирования эффективно превращают в метанол, исключая, таким образом, необходимость в любом дополнительном источнике синтез-газа для получения метанола.
Преимуществом настоящего изобретения является способ, позволяющий снизить или полностью исключить необходимость удаления продувочного газа из зоны реакции карбонилирования диметилового эфира, снижая таким образом потери ценных компонентов, таких как диметиловый эфир, монооксид углерода и метилацетат.
Преимуществом настоящего изобретения является способ, снижающий образование побочных продуктов в ходе синтеза метанола за счет удаления значительного количества метилацетата из питающих потоков в зону синтеза метанола, уменьшая таким образом нежелательные потери производительности по метанолу и/или потери эффективности катализатора.
Преимуществом настоящего изобретения также является получение метанола из синтез-газа со стехиометическим числом, субоптимальным для получения метанола, и в то же время обеспечивающим получение метилацетата.
Кроме того, в настоящем изобретении предлагается получение метанола при одновременном снижении необходимости в поставляемом диоксиде углерода, что, в свою очередь приводит к снижению производственных затрат на установку получения метанола.
Кроме того, значительно снижено потребление диметилового эфира в процессе получения метилацетата при карбонилировании диметилового эфира, что также является преимуществом.
В более предпочтительном варианте в настоящем изобретении предлагается получение уксусной кислоты из единственного питающего потока синтез-газа, при этом снижена потребность в свежем сырье диметилового эфира.
Прилагаемые фигуры, которые включены в описание настоящего изобретения и составляют его часть, представлены для иллюстрации вариантов осуществления настоящего изобретения и предназначены для разъяснения характеристик, преимуществ и принципов настоящего изобретения.
На фиг. 1 представлена схема варианта осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты.
На фиг. 2 представлена схема варианта осуществления настоящего изобретения, то есть объединенного способа получения уксусной кислоты, включающего подачу питающего потока свежего синтез-газа в зону реакции карбонилирования и в зону синтеза метанола, а также скрубберной очистки синтез-газа для синтеза метанола.
На фиг. 3 представлена схема варианта осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего скрубберную очистку синтез-газа, поступающего в зону синтеза метанола.
На фиг. 4 представлена схема варианта осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего скрубберную очистку синтез-газа, поступающего в зону синтеза метанола и возвращение диметилового эфира через рециркуляционную систему в зону карбонилирования.
На фиг. 5 представлена схема варианта осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего скрубберную очистку синтез-газа, послупающего в зону синтеза метанола и подачу обогащенного метанолом потока в зону скрубберной очистки.
На фиг. 6 представлена схема варианта осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего подачу свежего синтез-газа в зону карбонилирования и в зону синтеза метанола и подачу обогащенного метанолом потока в зону скрубберной очистки.
На фиг. 7 представлена схема варианта осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего скрубберную очистку синтез-газа, поступающего в зону синтеза метанола, подачу обогащенного метанолом потока в зону скрубберной очистки и возвращение диметилового эфира в зону карбонилирования через рециркуляционную систему.
На фиг. 8 представлена схема варианта осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего подачу свежего синтез-газа, поступающего в зону карбонилирования и в зону синтеза метанола, подачу обогащенного метанолом потока в зону скрубберной очистки и возвращение диметилового эфира в зону карбонилирования через рециркуляционную систему.
На фиг. 9 представлена схема варианта осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего подачу свежего синтез-газа, поступающего в зону карбонилирования и в зону синтеза метанола.
На фиг. 10 представлена схема варианта осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего подачу свежего синтез-газа в зону карбонилирования и в зону синтеза метанола, скрубберную очистку синтез-газа для получения метанола и возвращение диметилового эфира в зону карбонилирования через рециркуляционную систему.
На фиг. 11 представлена схема варианта осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего скрубберную очистку синтез-газа, поступающего в зону синтеза метанола, подачу обогащенного метанолом потока в зону скрубберной очистки и возвращение потоков для дегидратации-гидролиза и карбонилирования через рециркуляционную систему.
Как описано выше, синтез-газ включает монооксид углерода и водород. Необязательно синтез газ может включать также диоксид углерода. Обычно синтез-газ может включать также небольшие количества инертных газов, таких как азот и метан. Стандартные способы конверсии источников углеводородов в синтез-газ включают паровой реформинг и частичное окисление. Примеры источников углеводородов, используемые для получения синтез-газа, включают биомассу, природный газ, метан, С2-С5углеводороды, бензино-лигроиновую фракцию, уголь и тяжелые нефтяные масла.
Паровой реформинг обычно включает контактирование углеводорода с паром, при этом получают синтез-газ. Способ обычно включает использование катализатора, такого как катализатор на основе никеля.
Частичное оксиление обычно включает контактирование углеводорода с кислородом или кислород-содержащим газом, таким как воздух, при этом получают синтез-газ. Частичное оксиление происходит в присутствии или в отсутствии катализатора, такого как катализатор на основе родия, платины или палладия.
Согласно настоящему изобретению синтез-газ, содержащий монооксид углерода и водород, контактирует с диметиловым эфиром в реакционной зоне карбонилирования с пригодным катализатором карбонилирования, при этом получают газообразный продукт реакции карбонилирования, включающий метилацетат и обогащенный водородом синтез-газ.
Соответственно синтез-газ, поступающий в реакционную зону карбонилирования, является синтез-газом, полученным при паровом реформинге углеводородов или при частичном оксилении углеводородов. Предпочтительно синтез-газ получают при частичном оксилении природного газа или метана.
Соответственно синтез-газ, образующийся в процессе получения синтез-газа, охлаждают перед использованием в реакции карбонилирования. Предпочтительно синтез-газ охлаждают таким образом, чтобы конденсировалась по крайней мере часть водных паров, образующихся в процессе получения синтез-газа.
Синтез-газ, поступающий в зону реакции карбонилирования, является предпочтительно сухим синтез-газом. Воду из синтез-газа удаляют с использованием любого пригодного материала, например, молекулярных сит.
Синтез-газ, поступающий в реакционную зону карбонилирования, включает свежий синтез-газ. Согласно настоящему изобретению свежий синтез-газ представляет собой свежий синтез-газ и синтез-газ из газохранилища. Синтез-газ, поступающий в реакционную зону карбонилирования, в основном состоит из свежего синтез-газа в отсутствии любого рециркуляционного синтез-газа.
Обычно свежий синтез-газ, поступающий в реакционную зону карбонилирования, включает диоксид углерода. Диоксид углерода может присутствовать в синтез-газе в количестве не более 50 мол. %, например, в интервале от 0,5 до 12 мол. %.
Стехиометрическое число свежего синтез-газа (СЧ), поступающего в реакционную зону карбонилирования, не является определяющим параметром и может изменяться в широком интервале. Преимущество одного варианта осуществления настоящего изобретения заключается в том, что метанол получают в зоне синтеза метанола, и при этом отсутствует необходимость в подаче свежего синтез-газа в зону синтеза метанола в дополнение к синтез-газу, который поступает в реакционную зону карбонилирования. Желательно обеспечивать пригодный состав синтез-газа, поступающего в зону синтеза метанола, для стехиометрически сбалансированного получения метанола, т.е. свежий синтез-газ, поступающий в зону реакции карбонилирования, должен содержать по крайней мере частичный избыток водорода по сравнению с количествами монооксида углерода и диоксида углерода. Следовательно, СЧ свежего синтез-газа находится в интервале от 0,9 до 1,3, предпочтительно в интервале от 1,0 до 1,2, таком как интервал от 1,0 до 1,1.
Однако при необходимости свежий синтез-газ можно подавать в зону синтеза метанола. Соответственно в таком случае свежий синтез-газ, поступающий в зону синтеза метанола, состоит из комбинации свежего синтез-газа, поступающего в зону синтеза метанола, и синтез-газа, извлеченного из продукта реакции карбонилирования, с СЧ, превышающим СЧ синтез-газа, поступающего в зону реакции карбонилирования. Предпочтительно, синтез-газ, поступающий в зону реакции карбонилирования, характеризуется СЧ 1,1 или менее, предпочтительно в интервале от 0,05 до 1,1. Предпочтительно, комбинация свежего синтез-газа, поступающего в зону синтеза метанола, и синтез-газа, извлеченного из продукта реакции карбонилирования, характеризуется СЧ в интервале от 1,5 до 2,5, таком как интервал от 2,0 до 2.1, например, 2,05.
Предпочтительно, синтез-газ, поступающий в реакционную зону карбонилирования, дополнительно содержит рециркуляционный синтез-газ. Пригодные источники рециркуляционного синтез-газа включают синтез-газ, извлеченный из продукта реакции карбонилирования.
Предпочтительно, согласно настоящему изобретению синтез-газ, поступающий в реакционную зону карбонилирования, включает смесь свежего синтез-газа и синтез-газа, извлеченного из продукта реакции карбонилирования.
Рециркуляционный синтез-газ, такой как извлеченный из продукта реакции карбонилирования, может также содержать диоксид углерода. Предпочтительно поток синтез-газа, содержащий свежий и рециркуляционный синтез-газ, может содержать диоксид углерода в общем количестве не более 50 мол. %, таком как интервал от 0,5 до 12 мол. %.
Синтез-газ можно подавать в реакционную зону карбонилирования в виде одного или более потоков. В качестве одного или более потоков можно использовать как свежий синтез-газ, так и смесь свежего и рециркуляционного синтез-газов.
Предпочтительно перед использованием в реакции карбонилирования синтез-газ (свежий, рециркуляционный или их смеси) нагревают, например, в одном или более теплообменников до требуемой для реакции карбонилирования температуры.
Парциальное давление монооксида углерода в реакционной зоне карбонилирования должно быть достаточным для обеспечения получения метилацетата. Таким образом, соответственно парциальное давление монооксида углерода находится в интервале от 0,1 до 100 бар изб. (от 10 кПа до 10000 кПа), например от 10 до 65 бар изб. (от 1000 кПа до 6500 кПа).
Парциальное давление водорода в реакционной зоне карбонилирования обычно находится в интервале от 1 до 100 бар изб. (от 100 до 10000 кПа) предпочтительно от 10 до 75 бар изб. (от 1000 до 7500 кПа).
Диметиловый эфир, поступающий в реакционную зону карбонилирования, может представлять собой свежий диметиловый эфир, рециркуляционный диметиловый эфир или смесь свежего и рециркуляционного диметиловых эфиров. Соответственно рециркуляционные потоки, содержащие диметиловый эфир, можно получать в любом участке, расположенном вниз по потоку процесса карбонилирования, включая, например, потоки синтез-газа, извлеченные из продукта реакции карбонилирования или обогащенный диметиловым эфиром поток, извлеченный из продукта реакции дегидратации-гидролиза.
Соответственно диметиловый эфир, поступающий в зону реакции карбонилирования, включает свежий диметиловый эфир и по крайней мере часть, предпочтительно практически весь, обогащенный диметиловым эфиром поток продукта, извлеченного из продукта реакции дегидратации-гидролиза.
Диметиловый эфир можно подавать в реакционную зону карбонилирования в виде одного или более потоков свежего диметилового эфира, одного или более рециркуляционных потоков или в виде одного или более потоков, включающих смесь свежего и рециркуляционного диметилового эфира.
Диметиловый эфир и синтез-газ можно подавать в реакционную зону карбонилирования в виде одного или более отдельных потоков, но предпочтительно в виде одного или более объединенных потоков синтез-газа и диметилового эфира.
В одном варианте диметиловый эфир и синтез-газ подают в реакционную зону карбонилирования в виде объединенного потока, который нагревают до температуры, необходимой для реакции карбонилирования, например, в одном или более теплообменников перед использованием в реакции карбонилирования.
На практике, в промышленном масштабе диметиловый эфир получают при каталитической конверсии метанола в присутствии катализаторов дегидратации метанола. Такая каталитическая конверсия приводит к получению продукта, в основном содержащего диметиловый эфир, который может содержать незначительные количества метанола, воды или их смеси. Присутствие значительных количеств воды в процессе катализируемого цеолитом карбонилирования диметилового эфира приводит к ингибированию образования метилацетата. Кроме того, вода может образовываться в ходе реакции карбонилирования в результате побочных реакций. Диметиловый эфир, используемый в реакции карбонилирования по настоящему изобретению, может содержать небольшие количества воды и метанола при условии, что общее количество метанола и воды не настолько велико, чтобы в значительной степени ингибировать образование метилацетата. Соответственно диметиловый эфир (включая рециркуляционный) содержит воду и метанол в общем количестве в интервале от 1 част./млн до 10 мол. %, например, от 1 част./млн до 2 мол. %, таком как от 1 част./млн до 1 мол. %, предпочтительно в интервале от 1 част./млн до 0,5 мол. %.
Предпочтительно диметиловый эфир (свежий или рециркуляционный) высушивают перед использованием в зоне реакции карбонилирования.
Диметиловый эфир подают в зону реакции карбонилирования при концентрации в интервале от 1 мол. % до 20 мол. %, соответственно в интервале от 1,5 мол. % до 15 мол. %, например, от 5 до 15 мол. %, например, от 2,5 до 12 мол. %, таком как интервал от 2,5 до 7,5 мол. % в расчете на количество всех потоков, поступающих в зону реакции карбонилирования.
Молярное соотношение монооксида углерода и диметилового эфира в реакционной зоне карбонилирования соответственно составляет от 1:1 до 99:1, например, от 1:1 до 25:1, например, от 2:1 до 25:1.
Диоксид углерода взаимодействует с водородом с образованием воды и монооксида углерода. Такую реакцию обычно называют обратимой реакцией конверсии водяного газа. Таким образом, если требуется использовать синтез-газ, содержащий диоксид углерод, то предпочтительно сводить к минимуму влияние воды на реакцию карбонилирования таким образом, чтобы катализатор карбонилирования не проявлял активность в обратимой реакции конверсии водяного газа, или в реакции образования метанола. Предпочтительно катализатор карбонилирования содержит алюмосиликат семейства цеолитов.
Цеолиты включают систему каналов, которые могут быть взаимосвязаны с другими системами каналов или пустот, такими как боковые карманы или полости. Системы каналов сформированы в виде кольцевых структур, которые могут включать, например, 8, 10 или 12 элементов. Информация о цеолитах, о типах их каркасной структуры и системах каналов описана в справочнике Atlas of Zeolite Framework Types, C.H. Baerlocher, L.B. Mccusker и D.H. Olson, 6th Revised Edition, Elsevier, Amsterdam, 2007 и также на вебсайте Международной ассоциации по цеолитам www.iza-online.org.
Соответственно в качестве катализатора карбонилирования используют алюмосиликат семейства цеолитов, включающий по крайней мере один канал, который является 8-членным кольцом. Размер отверстий в системе каналов цеолита, сформированной 8-членным кольцом, должны обеспечивать свободную диффузию молекул, взаимодействующих веществ: диметилового эфира и монооксида углерода, внутрь каркаса цеолита и из него. Соответственно размеры отверстий 8-членной кольцевой системы каналов цеолита составляют по крайней мере 2,5×3,6 Å. Предпочтительно канал, сформированный 8-членным кольцом, взаимосвязан по крайней мере с одним каналом, сформированным 10 или 12 элементами.
Примеры алюмосиликатов семейства цеолитов, не ограничивающие объем настоящего изобретения, включающих по крайней мере один канал, сформированный 8-членным кольцом, включают цеолиты со структурой каркаса следующего типа: MOR (например, морденит), FER (например, ферриерит), OFF (например, оффретит) и GME (например, гмелинит).
Предпочтительным катализатором карбонилирования является морденит семейства цеолитов.
Катализатором карбонилирования может являться цеолит в водородной форме. Предпочтительно катализатором карбонилирования является морденит в водородной форме.
Катализатором карбонилирования может являться цеолит, полностью или частично наполненный одним или более металлами. Металлы, пригодные для связывания с цеолитом, включают медь, серебро, никель, иридий, родий, платину, палладий или кобальт и их комбинации, предпочтительно медь, серебро и их комбинации. Мордениты семейства цеолитов, содержащие медь и/или серебро и содержащие от 0,05 до 10 мол. % платины в расчете на алюминий, описаны в Европейском патенте ЕР-А-1985362.
Наполненные металлом формы получают с использованием технологий, таких как ионобмен или пропитывание. Данные способы известны специалистам в данной области техники и обычно включают обмен катионов водорода или катионов предшественников водорода (таких как катионы аммония) в составе цеолита на катионы металла.
Катализатором карбонилирования может являться алюмосиликат семейства цеолитов, который, кроме алюминия и кремния, в своем каркасе содержит один или более дополнительных металлов, таких как трехвалентные металлы, которые выбирают по крайней мере из одного элемента: галлия, бора и железа. Соответственно катализатором карбонилирования является морденитт, содержащий галлий в качестве элемента каркаса. Более предпочтительно катализатором карбонилирования является морденит, содержащий в качестве элемента каркаса галлий, в Н-форме.
Катализатором карбонилирования может являться композитный цеолит, который смешан по крайней мере с одним связующим агентом. Как известно специалистам в данной области техники, связующие агенты выбирают таким образом, чтобы катализатор сохранял достаточную активность и стабильность в условиях реакции карбонилирования. Примеры пригодных связующих агентов включают неорганические оксиды, такие как оксиды кремния, оксиды алюминия, алюмосиликаты, силикаты магния, силикаты магния-алюминия, оксиды титана и оксиды циркония. Предпочтительные связующие агенты включают оксиды алюминия, алюмосиликаты и оксиды кремния, например, оксид алюминия типа бемита.
Относительные количества цеолита и связующего материала могут изменяться в широком интервале, однако связующий материал может присутствовать в композите в количестве в интервале от 10 до 90% в расчете на массу композита, предпочтительно в интервале от 10 до 65% в расчете на массу композита.
Из порошкообразных цеолитов можно также сформировать частицы в отсутствии связующих материалов. Типичные частицы катализаторов на основе цеолита включают экструдаты, которые в поперечном сечении представляют собой круг или включают множество дугообразных лепестков, выступающих с внешеней строны центральной части частиц катализатора.
В одном варианте осуществления настоященго изобретения катализатором карбонилирования является цеолит, такой как морденит, который представляет собой композит по крайней мере одного связующего материала на основе неорганического оксида, который выбирают из оксидов алюминия, оксидов кремния и алюмосиликатов, и который используют в определенной форме, такой как экструдат. Прежде всего катализатором карбонилирования является композит морденита с оксидом алюминия, такой как оксид алюминия типа бемита. Композит морденита с оксидом алюминия может содержать в качестве каркасного элемента галлий.
Молярное соотношение оксидов кремния и оксидов алюминия в составе цеолита, предназначенного для применения в настоящем изобретении, представляет собой объемное или общее соотношение. Такое соотношение можно определять с использованием одного из методов химического анализа. Такие методы включают рентгенофлуоресцентный анализ, атомно-адсорбционный анализ с использованием индуктивно-сопряженной плазмы. Использование всех методов позволяет получить практически одинаковые значения молярного соотношения оксидов кремния и оксидов алюминия.
Объемное молярное соотношение оксидов кремния и оксидов алюминия (КАС) синтетических цеолитов может изменяться в определенном интервале. Например, КАС цеолита, такого как морденит, может находиться в интервале от 5 до 90.
КАС цеолита, предназначенного для использования в качестве катализатора карбонилирования по настоящему изобретению, составляет от 10:1 до 90:1, например от 20:1 до 60:1.
Предпочтительно активировать катализатор карбонилирования на основе цеолита перед использованием, обычно при нагревании при повышенной температуре по крайней мере в течение 1 ч в потоке азота, монооксида углерода, водорода или их смесей.
Предпочтительно реакцию карбонилирования следует проводить практически в безводных условиях. Соответственно, как описано выше, для ограничения количества воды в реакции карбонилирования все реагенты, включая свежий синтез-газ, свежий диметиловый эфир, их любые рециркуляционные потоки и катализатор, сушат перед использованием в реакции карбонилирования.
Соответственно общее количество воды и метанола (источника воды), присутствующих в зоне реакции карбонилирования, ограничивают в интервале от 1 част./млн до 0,5 мол. %, предпочтительно в интервале от 1 част./млн до 0,1 мол. % и наиболее предпочтительно интервалом от 1 ч./млн до 0,05 мол. %. Предпочтительно общее количество воды и метанола, подаваемых в зону реакции карбонилирования, составляет не более 0,5 мол. %, например, от 0 до 0,5 мол. %, например, от 1 част./млн до 0,5 мол. %.
Катализатор карбонилирования можно использовать в реакционной зоне карбонилирования в фиксированном слое, например, в форме трубок или палочек, при этом потоки диметилового эфира и синтез-газа, обычно в газообразной форме, пропускают над катализатором карбонилирования или через него.
Реакцию карбонилирования проводят в паровой фазе. Таким образом, любые или все питающие потоки, поступающее в реакционную зону карбонилирования, включая диметиловый эфир, находятся в паровой фазе перед подачей в реакционную зону карбонилирования.
Синтез-газ и диметиловый эфир контактируют в присутствии катализатора карбонилирования в условиях реакции, эффективных для образования газообразного продукта реакции карбонилирования, включающего метилацетат.
Предпочтительно реакцию карбонилирования проводят при температуре в интервале от 100°С до 350°С, например, в интервале от 250°С до 350°С.
Предпочтительно реакцию карбонилирования проводят при общем давлении в интервале от 1 до 200 бар изб. (от 100 кПа до 20000 кПа), например, от 10 до 100 бар изб. (от 1000 кПа до 10000 кПа), в интервале, таком как от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа).
В одном варианте реакцию карбонилирования проводят при температуре в интервале от 250°С до 350°С и общем давлении в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа).
В предпочтительном варианте синтез-газ и диметиловый эфир, предпочтительно содержащие воду и метанол в общем количестве не более от 1 част./млн до 10 мол. %, контактируют в присутствии катализатора карбонилирования, такого как алюмосиликат семейства цеолитов, содержащий по крайней мере один канал, сформированный 8-членным кольцом, например, морденит в Н-форме, при температуре в интервале от 100°С до 350°С и общем давлении в интервале от 10 до 100 бар изб. (от 1000 кПа до 10000 кПа), при этом получают газообразный продукт реакции карбонилирования, содержащий метилацетат и синтез-газ, обогащенный водородом.
Соответственно диметиловый эфир и свежий синтез-газ (необязательно включающий диоксид углерода, рециркуляционный синтез-газ или и оба материала) подают в реакционную зону карбонилирования через слой катализатора при объемной скорости подачи газа (ОСПГ) в интервале от 500 до 40000 ч-1, таком как от 2000 до 20000 ч-1.
Предпочтительно реакцию карбонилирования проводят практически в отсутствии галогенидов, таких как иодид. Термин "практически" означает, что содержание галогенида, например, общее содержание иодида в питающих потоках в реакционную зону карбонилирования составляет менее 500 част./млн, предпочтительно менее 100 част./млн.
Водород, присутствующий в синтез-газе, практически не проявляет активность в реакции карбонилирования и таким образом содержание водорода в синтез-газе, отводимого из реакционной зоны карбонилирования, повышается по сравнению с содержанием водорода в синтез-газе, поступающем в реакционную зону карбонилирования.
Продукт реакции карбонилирования, отводимый из реакционной зоны карбонилирования, включает метилацетат и синтез-газ, обогащенный водородом. Дополнительные компоненты, которые обычно могут присутствовать в продукте реакции карбонилирования, включают одно или более веществ: непрореагировавший диметиловый эфир и небольшие количества воды, уксусной кислоты и метанола.
Диоксид углерода в основном не потребляется при реакции карбонилирования, таким образом, если синтез-газ, поступающий в реакционную зону карбонилирования, содержит диоксид углерода, то продукт реакции карбонилирования также содержит диоксид углерода.
Продукт реакции карбонилирования отводят из реакционной зоны карбонилирования в газообразной форме.
Обогащенный метилацетатом жидкий поток и поток синтез-газа извлекают из продукта реакции карбонилирования.
Соответственно продукт реакции карбонилирования отводят из реакционной зоны карбонилирования, охлаждают и разделяют, при этом получают обогащенный метилацетатом жидкий поток и поток синтез-газа.
Охлаждение продукта реакции карбонилирования можно проводить с использованием любых пригодных теплообменных средств, например, в одном или более стандартных теплообменников. Продукт реакции карбонилирования можно охлаждать до любой пригодной температуры, обеспечивающей извлечение жидкого метилацетата и газообразного синтез-газа. Соответственно продукт реакции карбонилирования охлаждают до температуры 50°С и менее, в интервале от 40 до 50°С. Охлажденный продукт реакции карбонилирования разделяют, например, в одном или более устройств для разделения типа газ/жидкость, таких как барабанный сепаратор или сепаратор с тангенциальным вводом, при этом получают обогащенный метилацетатом жидкий поток и поток синтез-газа. Обогащенный метилацетатом жидкий поток в основном включает метилацетат и может также содержать дополнительные компоненты, выбранные из одного или более веществ: непрореагировавший диметиловый эфир, метанол, вода, уксусная кислота и растворенный синтез-газ.
Метилацетат можно извлекать из части обогащенного метилацетатом жидкого потока, например, с использованием дистилляции, и поставлять на рынок сам по себе или использовать в качестве сырья в других расположенных вниз по потоку химических процессах.
Синтез-газ, извлеченный из продукта реакции карбонилирования, может содержать небольшие количества дополнительных компонентов, обычно одно или более веществ: непрореагировавший диметиловый эфир, диоксид углерода, метилацетат и уксусная кислота. Извлеченный синтез-газ можно в полном объеме направлять в зону синтеза метанола.
Количество метилацетата, присутствующего в синтез-газе, может изменяться в определенном интервале, но может составлять интервал от 0,1 до 5 мол. %, например, от 0,5 до 5 мол. %, например, от 0,5 до 2 мол. %, например от 0,5 до 1 мол. %. Было установлено, что присутствие метилацетата в синтез-газе, который поступает в зону синтеза метанола, является чрезвычайно нежелательным, так как его присутствие может привести к образованию нежелательных побочных продуктов, таких как одно или более веществ: этанол и уксусная кислота, что, в свою очередь, может привести к снижению эффективности катализатора синтеза метанола, снижению в производительности по метанолу или обоих параметров.
Таким образом, соответственно, если синтез-газ, извлеченный из продукта реакции карбонилирования, содержит метилацетат, то синтез-газ можно подвергать одной или нескольким стадиям скрубберной очистки, например, двум или более скрубберным очисткам, при этом по крайней мере часть синтез-газа очищают в зоне скрубберной очистки, включающей одну или более скрубберных установок с жидким растворителем для скруббернй очистки с целью снижения содержания метилацетата и для получения очищенного синтез-газа, обедненного метилацетатом, и одного или более жидких потоков растворителя, содержащих абсорбированный метилацетат.
Скрубберную очистку синтез-газа для снижения содержания метилацетата проводят в зоне скрубберной очистки. Зона скрубберной очистки может содержать одну или более скрубберных установок стандартной конструкции, например, в виде колонны или башни, внутри которой расположены материалы с высокой площадью поверхности, такие как тарелки или насадки, которые расположены таким образом, чтобы обеспечить эффективное контактирование синтез-газа и очищающего растворителя и обеспечить эффективный массоперенос между газовой и жидкой фазами. Предпочтительно скрубберную очистку проводят в режиме противотока синтез-газа и очищающего растворителя, при этом синтез-газ подается снизу и поднимается вверх колонны или башни, а очищающий растворитель подается сверху и стекает вниз колонны или башни.
Соответственно жидкий поток, содержащий очищающий растворитель и метилацетат, отводят из нижней части скрубберной установки.
Соответственно синтез-газ, обедненный метилацетатом, отводят из верхней части скрубберной установки.
Синтез-газ, извлеченный из продукта реакции карбонилирования, можно подвергать нескольким скрубберным очисткам. Каждую скрубберную очистку можно проводить с использованием одинаковых или различных очищающих растворителей.
При необходимости скрубберной очистки синтез-газа более одного раза, например, проведении двух скрубберных очисток, синтез-газ можно подвергать первой скрубберной очистке при контактировании синтез-газа с первым очищающим растворителем, при этом получают жидкий поток растворителя, содержащий метилацетат и синтез-газ, обедненный метилацетатом. Синтез-газ, обедненный метилацетатом, можно подвергать второй скрубберной очистке при контактировании синтез-газа с вторым жидким очищающим растворителем, при этом получают жидкий поток растворителя, содержащий метилацетат, и синтез-газ, еще более обедненный метилацетатом.
Многократная скрубберная очистка синтез-газа может приводить в основном к получению жидких потоков растворителя, полученных после каждой стадии скрубберной очистки, различного состава. Например, если синтез-газ подвергают скрубберной очистке с использованием очищающего растворителя, которым является метанол или который содержит метанол, то большая часть метилацетата, присутствующего в составе синтез-газа, будет абсорбирована очищающим растворителем на основе метанола в процессе первой скрубберной очистки, и таким образом жидкий поток метанола после первой скрубберной очистки будет содержать большие количества метилацетата по сравнению с жидкими потоками метанола, полученными после последующих скрубберных очисток.
Жидкие потоки растворителя после первой и последующих скрубберных очисток можно объединять в единый жидкий поток.
Предпочтительно температура очищающего растворителя на входе в зону скрубберной очистки составляет от -50°С до 100°С, более предпочтительно от 0°С до 60°С, наиболее предпочтительно от 35°С до 55°С.
Предпочтительно очищающий растворитель содержит метанол. Очищающим растворителем может являться чистый метанол. В другом варианте очищающий растворитель содержит смесь метанола и других компонентов, таких как смесь метанола и одного или более веществ: вода и диметиловый эфир. Смесь метанола и одного или более веществ: диметиловый эфир и вода, предназначенную для применения в качестве очищающего растворителя, можно получить из продукта синтеза метанола, образующегося в ходе реакции синтеза метанола.
Соответственно очищающий растворитель выбирают из поставляемого метанола, обогащенного метанолом потока, извлеченного из продукта синтеза метанола и из их смесей.
Соответственно весь или часть обогащенного метанолом потока, извлеченного из продукта синтеза метанола, используют в качестве очищающего растворителя.
Соответственно при использовании нескольких скрубберных очисток очищающим растворителем для каждой скрубберной очистки является часть обогащенного метанолом потока, извлеченного из продукта синтеза метанола.
Предпочтительно очищающий растворитель, содержащий смесь метанола и воды, содержит воду в количестве менее 20 мас. %, более предпочтительно менее 10 мас. % и наиболее предпочтительно менее 5 мас. %.
Предпочтительно очищающий растворитель, содержащий смесь метанола и диметилового эфира, содержит диметиловый эфир в количестве менее 20 мас. %, более предпочтительно менее 10 мас. %.
Диметиловый эфир и уксусная кислота, которые могут присутствовать в качестве компонентов потока синтез-газа, извлеченного из продукта реакции карбонилирования, обычно абсорбируются содержащим метанол очищающим растворителем и, соответственно, указанные компоненты удаляются вместе с метилацетатом в виде части жидкого потока растворителя на основе метанола.
Жидкий поток растворителя, включающий абсорбированный метилацетат, отведенный из зоны скрубберной очистки, можно направлять на стадии обработки и/или очистки для извлечения из него очищающего растворителя. Если по крайней мере часть или практически весь обогащенный метанолом жидкий поток используют в качестве жидкого очищающего растворителя в одной или более скрубберных установок, то жидкий поток(и) метанола, содержащий абсорбированный метилацетат (использованный поток метанола) можно направлять в зону реакции дегидратации-гидролиза для конверсии в диметиловый эфир и уксусную кислоту.
В некоторых или во всех вариантах осуществления настоящего изобретения по крайней мере часть синтез-газа, извлеченного из продукта реакции карбонилирования, подвергают нескольким скрубберным очисткам, таким как две или более скрубберных очисток, в одной скрубберной установке с использованием жидкого очищающего растворителя. Соответственно жидкий растворитель, использованный для каждой скрубберной очистки, включает и предпочтительно состоит из части обогащенного метанолом потока, извлеченного из продукта синтеза метанола.
Предпочтительным является удаление после одной или более скрубберных очисток по крайней мере 80%, предпочтительно по крайней мере 90%, более предпочтительно 95% и наиболее предпочтительно по крайней мере 99% метилацетата из синтез-газа.
Обычно синтез-газ, подаваемый в зону синтеза метанола, содержит метилацетат в количестве от 0 до 1 мол. %, например, от 0 до менее 1 мол. %.
Скрубберная очистка синтез-газа не приводит к значительному изменению содержания в нем монооксида углерода, водорода и диоксида углерода. Однако, если один или более следующих компонентов: монооксид углерода, водород и диоксид углерода, присутствуют в очищающем растворителе, то часть любых таких компонентов может высвобождаться из очищающего растворителя и войти в состав очищенного синтез-газа. Однако обычно стехиометрическое число очищенного синтез-газа приблизительно соответствует стехиометрическому числу синтез-газа, извлеченного из продукта реакции карбонилирования.
Стехиометрическое число (СЧ) синтез-газа, полученного из продукта реакции карбонилирования, в основном зависит от СЧ свежего синтез-газа, подаваемого в реакцию карбонилирования и от степени конверсии реагентов в ней, но его можно регулировать за счет изменения количества синтез-газа, извлеченного из продукта реакции карбонилирования и возвращаемого в зону реакции карбонилирования через рециркуляционную систему. Следовательно, СЧ синтез-газа после скрубберной очистки можно регулировать, чтобы обеспечить оптимальное СЧ для синтеза метанола за счет оптимизации одного или более перечисленных факторов. Предпочтительно СЧ очищенного синтез-газа, оптимизированного для синтеза метанола, составляет от 1,5 до 2,5, например, от 2,0 до 2,1, предпочтительно 2,05.
Очищенный синтез-газ, обедненный метилацетатом, можно напрямую направлять в зону синтеза метанола. Соответственно по крайней мере часть очищенного синтез-газа направляют в зону синтеза метанола для получения метанола. При необходимости очищенный синтез-газ в полном объеме направляют в зону синтеза метанола.
При необходимости весь синтез-газ, извлеченный из продукта реакции карбонилирования, можно подвергать скрубберной очистке. В другом варианте весь извлеченный синтез-газ можно напрямую направлять в зону синтеза метанола без скрубберной очистки.
По крайней мере часть синтез-газа, извлеченного из продукта реакции карбонилирования, подают в зону синтеза метанола. Извлеченный синтез-газ можно напрямую направлять в зону синтеза метанола. В другом варинате его можно напрвлять в зону синтеза метанола в виде очищенного синтез-газа.
Предпочтительно по крайней мере часть синтез-газа, извлеченного из продукта реакции карбонилирования, возвращают в реакционную зону карбонилирования через рециркуляционную систему.
Соответственно синтез-газ, извлеченный из продукта реакции карбонилирования, разделяют на 2 части, первую часть направляют напрямую в зону синтеза метанола или косвенно после скрубберной очистки и по крайней мере одну другую часть, которая, например, равна первой части, возвращают в реакционную зону карбонилирования через рециркуляционную систему. Однако в предпочтительном варианте синтез-газ, извлеченный из продукта реакции карбонилирования, разделяют на основную часть и небольшую часть. Более предпочтительно синтез-газ разделяют на основную часть и небольшую часть, при этом основную часть возвращают в реакционную зону карбонилирования через рециркуляционную систему, а небольшую часть направляют напрямую или косвенно после скрубберной очистки в зону синтеза метанола.
В одном варианте осуществления настоящего изобретения синтез-газ, извлеченный из продукта карбонилирования, разделяют на основную часть и небольшую часть, при этом основную часть возвращают в реакционную зону карбонилирования, а небольшую часть после скрубберной очистки направляют в зону синтеза метанола.
Относительные количества синтез-газа, возвращенные в реакционную зону карбонилирования через рециркуляционную систему, и синтез-газа, подаваемого в зону синтеза метанола (напрямую или косвенно после скрубберной очистки), может изменяться в определенном интервале. Прежде всего при необходимости подавать свежий синтез-газ в зону синтеза метанола относительное количество синтез-газа, извлеченного из продукта реакции карбонилирования и возвращенного в реактор карбонилирования, в основном будет значительно превышать его количество, поступающее в зону синтеза метанола.
Соответственно, и прежде всего, если свежий синтез-газ не поступает в зону синтеза метанола, количество синтез-газа, возвращенного в реакционную зону карбонилирования, составляет по крайней мере 50 мол. % синтез-газа, извлеченного из продукта реакции карбонилирования, например, находится в интервале от 60 до 85 мол. %, например, от 70 до 80 мол. %. Соответственно, количество синтез-газа, извлеченного из продукта реакции карбонилирования и направленного в зону синтеза метанола (напрямую или косвенно после скрубберной очистки) составляет менее 50 мол. %, например, находится в интервале от 10 до 30 мол. %, например, от 20 до 30 мол. %.
В одном варианте осуществления настоящего изобретения от 70 до 80 мол. % синтез-газа, извлеченного из продукта реакции карбонилирования, возвращают в реакционную зону карбонилирования, и от 20 до 30 мол. % синтез-газа направляют напрямую или косвенно после скрубберной очистки в зону синтеза метанола.
В другом варианте осуществления настоящего изобретения от 70 до 80 мол. % синтез-газа, извлеченного из продукта реакции карбонилирования, возвращают в реакционную зону карбонилирования, и от 20 до 30 мол. % синтез-газа после скрубберной очистки направляют в зону синтеза метанола.
Предпочтительно при подаче свежего синтез-газа в зону синтеза метанола количество синтез-газа, возвращенного в реакционную зону карбонилирования, составляет по крайней мере 50 мол. % синтез-газа, извлеченного из продукта реакции карбонилирования, например, находится в интервале от 80 до 99 мол. %, например, от 95 до 98 мол. %. Соответственно количество синтез-газа, извлеченного из продукта реакции карбонилирования и направленного в зону синтеза метанола (напрямую или косвенно после скрубберной очистки), составляет менее 50 мол. %, например, находится в интервале от 1 до 20 мол. %, например, от 2 до 5 мол. %.
В одном варианте осуществления настоящего изобретения от 95 до 98 мол. % синтез-газа, извлеченного из продукта реакции карбонилирования, возвращают в реакционную зону карбонилирования через рециркуляционную систему, и от 2 до 5 мол. % синтез-газа направляют напрямую или косвенно после скрубберной очистки в зону синтеза метанола.
Соответственно синтез-газ можно сжимать в одном или более компрессоров перед возвращением в реакционную зону карбонилирования через рециркуляционную систему.
При необходимости часть синтез-газа, извлеченного из продукта реакции карбонилирования, можно удалять в виде продувочного газа, однако предпочтительно весь извлеченный синтез-газ возвращают в реакционную зону карбонилирования через рециркуляционную систему или направляют напрямую или косвенно после скрубберной очистки в зону синтеза метанола, или используют обе операции.
Для получения продукта синтеза метанола по настоящему изобретению можно использовать любой пригодный способ синтеза метанола. В промышленном масштабе метанол получают при каталитической конверсии монооксида углерода и водорода согласно общему уравнению  . Реакция протекает согласно следующим реакциям.
. Реакция протекает согласно следующим реакциям.


Обычно монооксид углерода и водород, необходимые для получения метанола, получают из синтез-газа, который подают напрямую в зону синтеза метанола из процессов реформинга или частичного окисления.
В настоящем изобретении синтез-газ, извлеченный из продукта реакции карбонилирования и направленный (напрямую или косвенно после скрубберной очистки) в зону синтеза метанола, можно использовать в качестве единственного источника синтез-газа для синтеза метанола. Однако, как описано выше, может возникнуть необходимость направить дополнительный синтез-газ в зону синтеза метанола, прежде всего если синтез-газ, подаваемый в реакционную зону карбонилирования, характеризуется низким стехиометрическим числом (СЧ). Дополнительные источники синтез-газа, который можно подавать в зону синтеза метанола, включают один или более следующих материалов: свежий синтез-газ и по крайней мере часть синтез-газа, извлеченного из продукта синтеза метанола. Предпочтительно количество синтез-газа, подаваемого в зону синтеза метанола, корректируют таким образом, чтобы получать метанол в приблизительно стехиометрических условиях. Предпочтительно состав синтез-газа, извлеченного из продукта реакции карбонилирования и одного или более дополнительных питающих потоков синтез-газа, подаваемых в зону синтеза метанола, корректируют таким образом, чтобы СЧ находилось в интервале от 1,5 до 2,5, например, в интервале от 2,01 до 2,1, например, 2,05. Предпочтительно питающий поток синтез-газа, извлеченного из продукта реакции карбонилирования, вместе со свежим синтез-газом характеризуются СЧ в интервале от 1,5 до 2,5, например, в интервале от 2,01 до 2,1, например, 2,05.
Синтез-газ, извлеченный из продукта реакции карбонилирования, свежий синтез-газ и синтез-газ, извлеченный из продукта синтеза метанола, можно подавать в зону синтеза метанола в виде отдельных питающих потоков. Однако предпочтительно один или более таких потоков синтез-газа можно объединять и направлять в зону синтеза метанола в виде единого объединенного питающего потока.
Перед использованием в зоне синтеза метанола поток(и) синтез-газа, подаваемый в зону синтеза метанола, можно нагревать, например, в одном или более теплообменников, до необходимой для синтеза метанола температуры.
Для благоприятного протекания реакции синтеза метанола поток(и) синтез-газа, поступающий в зону синтеза метанола, предпочтительно сжимают до давления, необходимого для синтеза метанола.
Для синтеза метанола необходим источник диоксида углерода. Источники диоксида углерода включают синтез-газ, диоксид углерода, полученный in situ в процессе синтеза метанола, и поставляемый диоксид углерода. Диоксид углерода можно получать из воды, образующейся в процессе синтеза метанола и при добавлении воды в реакцию получения метанола. Однако существует ряд недостатков, связанных с введением воды в реакцию получения метанола с целью образования диоксида углерода in situ, включая необходимость дополнительной обработки и обеспечения пригодного источника воды. Однако при необходимости в зону синтеза метанола можно добавлять по крайней мере один из компонентов: вода или поставляемый диоксид углерода. Более предпочтительно все количество диоксида углерода, необходимое для синтеза метанола, получают из синтез-газа, подаваемого в реакционную зону карбонилирования, из свежего синтез-газа, подаваемого в зону синтеза метанола или получают in situ из воды, образующейся в процессе синтеза метанола.
Диоксид углерода, непотребляемый при синтезе метанола, отводят из зоны синтеза метанола в виде части продукта синтеза метанола. При необходимости диоксид углерода можно извлекать из продукта синтеза метанола, например, с использованием стандартных технологий разделения жидкость/газ.
Обычно диметиловый эфир не принимает участие в синтезе метанола и, следовательно, диметиловый эфир, который может присутствовать в синтез-газе, поступающем в зону синтеза метанола, отводят из зоны синтеза метанола в виде части продукта синтеза метанола.
Синтез метанола проводят в присутствии катализатора синтеза метанола. По крайней мере часть синтез-газа, извлеченного из продукта реакции карбонилирования, и необязательно один или более потоков свежего синтез-газа и по крайней мере часть синтез-газа, извлеченного из продукта синтеза метанола, контактируют с катализатором синтеза метанола в зоне синтеза метанола.
Специалистам известен ряд катализаторов, активных при синтезе метанола, которые выпускаются рядом фирм, например, катализаторы синтеза метанола Katalco™, выпускаемые фирмой Johnson Matthey plc. Обычно катализаторы содержат медь и также могут содержать один или более дополнительных металлов, таких как цинк, магний и алюминий.
В одном варианте осуществления настоящего изобретения катализатор синтеза метанола содержит медь, оксид цинка и оксид алюминия.
Катализатор синтеза метанола можно использовать в зоне синтеза метанола в фиксированном слое, например, в форме трубок или палочек, при этом синтез-газ, извлеченный из продукта реакции карбонилирования, и необязательно один или потоков свежего синтез-газа и синтез-газ, извлеченный из продукта синтеза метанола, пропускают над катализатором синтеза метанола или через него.
Предпочтительно синтез метанола проводят в паровой фазе.
Синтез-газ контактирует с катализатором синтеза метанола в реакционных условиях, эффективных для конверсии синтез-газа, при этом образуется продукт синтеза метанола, включающий метанол и непрореагировавший синтез-газ.
Соответственно синтез метанола проводят при температуре в интервале от 210°С до 300°С, например, в интервале от 210°С до 270°С или от 220°С до 300°С, например, в интервале от 230°С до 275°С.
Предпочтительно синтез метанола проводят при общем давлении в интервале от 25 до 150 бар изб. (от 2500 кПа до 15000 кПа), например в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа).
Соответственно синтез метанола проводят при температуре в интервале от 230°С до 300°С и при общем давлении в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа).
В одном варианте осуществления настоящего изобретения синтез метанола проводят при температуре в интервале от 210°С до 270°С и при общем давлении в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа).
В предпочтительном варианте осуществления настоящего изобретения по крайней мере часть синтез-газа после скрубберной очистки, необязательно объединенного по крайней мере с частью синтез-газа, извлеченного из продукта синтеза метанола, контактируют с катализатором синтеза метанола на основе меди, предпочтительно с катализатором, содержащим медь, цинк и алюминий, при температуре в интервале от 220°С до 300°С или от 210°С до 270°С и при общем давлении в интервале от 25 до 150 бар изб. (от 2500 кПа до 15000 кПа).
Соответственно суммарная ОСПГ общего питающего потока, подаваемого в зону синтеза метанола (включая любой рециркуляционный синтез-газ, воду и любой поставляемый диоксид углерода), находится в интервале от 500 до 40000 ч-1.
При контактировании синтез-газа, извлеченного из продукта реакции карбонилирования, и необязательно одного или более потоков свежего синтез-газа и по крайней мере части синтез-газа, извлеченного из продукта синтеза метанола, с катализатором синтеза метанола образуется сырой продукт синтеза метанола, содержащий метанол и непрореагировавший синтез-газ. В зависимости от конкретной природы компонентов, присутствующих в потоке (потоках) синтез-газа, поступающем(щих) в зону синтеза метанола, продукт синтеза метанола включает метанол и непрореагировавший синтез-газ и может включать дополнительные компоненты, такие как одно или более веществ: диоксид углерод, вода и диметиловый эфир.
Продукт синтеза метанола отводят из зоны синтеза метанола, предпочтительно в паровой фазе.
Метанол можно извлекать из отведенного продукта синтеза метанола с использованием стандартных технологий извлечения. Соответственно метанол извлекают по крайней мере из части продукта синтеза метанола, например при снижении температуры продукта синтеза метанола, при этом получают охлажденную смесь метанола и синтез-газа. Соответственно температуру смеси снижают до температуры в интервале от 30°С до 50°С, предпочтительно в интервале от 35°С до 45°С.Охлажденную смесь метанола и синтез-газа разделяют, при этом получают обогащенный метанолом жидкий поток и поток синтез-газа.
Предпочтительно практически весь продукт синтеза метанола разделяют, при этом получают обогащенный метанолом жидкий поток и поток синтез-газа.
Разделение по крайней мере части продукта синтеза метанола можно проводить в одной или более установках разделения. Каждая из установок разделения может представлять собой стандартную конструкцию и может включать одно или более теплообменных устройств, предназначенных для охлаждения продукта синтеза метанола для конденсации жидкого метанола вместе с другими конденсирующимися компонентами, такими как вода, из продукта синтеза метанола, и один или более сепараторов, таких как барабанный сепаратор или сепаратор с тангенциальным вводом, для разделения охлажденной смеси метанола и синтез-газа с целью извлечения обогащенного метанолом жидкого потока и потока синтез-газа.
В другом варианте разделение продукта синтеза метанола можно проводить непосредственно в зоне синтеза метанола, т.е. при отведении из зоны синтеза метанола одного или более газообразных потоков, включающих синтез-газ, и одного или более жидких потоков, обогащенных метанолом.
Обогащенный метанолом жидкий поток может включать небольшие количества воды и непрореагировавшего диметилового эфира.
Обогащенный метанолом жидкий поток является пригодным для применения в качестве очищающего растворителя для скрубберной очистки синтез-газа, извлеченного из продукта реакции карбонилирования. Таким образом, предпочтительно по крайней мере часть, такую как практически весь обогащенный метанолом жидкий поток, используют в качестве очищающего растворителя для скрубберной очистки. Преимущество заключается в отсутствии необходимости использования поставляемого метанола или любого другого пригодного растворителя в качестве очищающего растворителя.
Если проводят несколько скрубберных очисток, то обогащенный метанолом жидкий поток, подаваемый в зону скрубберной очистки, можно разделять и равные или неравные части потока и подавать в каждую из двух или более скрубберных установок в зоне скрубберной очистки. Например, меньшую часть обогащенного метанолом жидкого потока, например, от более 0 до 20%, можно подавать на первую скрубберную установку, и основную часть потока, например, от 80 до менее 100%, можно подавать на вторую скрубберную установку.
Диметиловый эфир, который может присутствовать в обогащенном метанолом жидком потоке, можно извлекать, например, с использованием дистилляции. Извлеченный диметиловый эфир можно возвращать в зону реакции карбонилирования через рециркуляционную систему.
Синтез-газ, извлеченный из продукта синтеза метанола, может содержать диоксид углерода.
По крайней мере часть синтез-газа, извлеченного из продукта синтеза метанола, можно возвращать в зону синтеза метанола через рециркуляционную систему. Соответственно от 90 до 99% синтез-газа можно возвращать в зону синтеза метанола через рециркуляционную систему.
При необходимости для снижения накопления инертных газов в зоне синтеза метанола часть синтез-газа, извлеченного из продукта синтеза метанола, можно удалять в виде потока продувочного газа. Соответственно от 1 до 10%, например, от 1 до 5% синтез-газа, извлеченного из продукта синтеза метанола, можно удалять в виде потока продувочного газа.
При необходимости метанол можно извлекать из одного или более следующих материалов: продукт синтеза метанола, отведенный из зоны синтеза метанола, обогащенный метанолом жидкий поток, извлеченный из продукта синтеза метанола, и жидкие потоки растворителя, включающие метанол, полученный после скрубберной очистки синтез-газа, извлеченного из продукта реакции карбонилирования, с использованием стандартных технологий очистки, таких как дистилляция, и поставлять метанол на рынок сам по себе. В другом варианте извлеченный метанол можно использовать, например, в качестве сырья для различных химических процессов. Соответственно метанол можно карбонилировать монооксидом углерода в присутствии катализатора на основе благородного металла из группы VIII, такого как родий, иридий или их смеси, при этом получают уксусную кислоту. В другом варианте метанол можно подвергать дегидратации в присутствии пригодного катализатора, при этом получают диметиловый эфир. Пригодные катализаторы включают оксиды алюминия, такие как гамма-оксид алюминия.
Согласно настоящему изобретению по крайней мере часть, и соответственно практически полностью, одного или более следующих материалов: обогащенный метанолом жидкий поток, выбранный из жидкого обогащенного метанолом потока, извлеченного из продукта синтеза метанола, и использованный поток метанола из зоны скрубберной очистки, подают в зону реакции дегидратации-гидролиза и подвергают дегидратации в присутствии пригодного катализатора, при этом получают диметиловый эфир.
В одном варианте осуществления настоящего изобретения по крайней мере часть использованного потока метанола из зоны скрубберной очистки подают в зону реакции дегидратации-гидролиза.
В другом варианте по крайней мере часть обогащенного метанолом потока, извлеченного из продукта синтеза метанола, подают в зону реакции дегидратации-гидролиза.
В еще одном варианте по крайней мере часть обогащенного метанолом потока, извлеченного из продукта синтеза метанола, и по крайней мере часть использованного потока метанола из зоны скрубберной очистки, подают в зону реакции дегидратации-гидролиза.
По крайней мере часть, и соответственно практически весь, обогащенный метилацетатом жидкий поток, извлеченный из продукта реакции карбонилирования, подают в зону реакции дегидратации-гидролиза и в ней подвергают гидролизу в присутствии пригодного катализатора, при этом получают уксусную кислоту.
Обогащенный метанолом жидкий поток и обогащенный метилацетатом жидкий поток можно подавать в зону реакции дегидратации-гидролиза в виде отдельных питающих потоков или единого объединенного питающего потока.
Катализаторы, проявляющие активность в дегидратации метанола с образованием диметилового эфира могут быть одинаковыми или отличаться от катализаторов, проявляющих активность в гидролизе метилацетата с образованием уксусной кислоты.
Катализаторы, пригодные для дегидратации метанола с образованием диметилового эфира, известны специалистам в данной области техники и включают оксиды алюминия, такие как гамма оксид алюминия, цеолиты, такие как продукт ZSM-5, морденит и цеолит каркасной структуры типа FER, например, фериеррит и продукт ZSM-35.
Катализаторы, пригодные для гидролиза метилацетата с образованием уксусной кислоты, известны специалистам в данной области техники и включают гетерополикислоты и их соли, например, соли аммония гетерополикислот, такие как соли аммония фосфорновольфрамовой кислоты или кремниевовольфрамовой кислоты, полимерные смолы, такие как смолы на основе сополимеров стирола и дивинилбензола с сульфогруппами, например, смола Amberlyst™36WET (фирмы Rohm&Haas Company), и цеолиты, такие как цеолиты каркасной структуры FER, например ферриерит и продукт ZSM-35.
Катализаторы, проявляющие активность как при гидролизе метилацетата с образованием уксусной кислоты, так и при дегидратации метанола с образованием диметилового эфира, включают цеолиты и, прежде всего, цеолиты, содержащие 2-мерные системы каналов, включающие по крайней мере один канал, сформированный 10-членным кольцом, такие как цеолиты каркасной структуры FER, например ферриерит и продукт ZSM-35. Такие цеолиты можно использовать согласно настоящему изобретению в их обменной форме с одним или более катионов щелочных металлов, таких как цезий. Соответственно катализатором для использования в зоне реакции дегидратации-гидролиза является ферриерит, предпочтительно ферриерит, содержащий обменный цезий и молярное соотношение оксид кремния/оксид алюминия которого составляет интервал от 10:1 до 90:1.
Цеолит можно использовать в качестве катализатора по настоящему изобретению в комбинации с пригодным связующим материалом, таким как связующий неорганический оксид, обычно оксид кремния, или оксид алюминия или оксид кремния-алюминия.
При необходимости использования более одного типа катализатора в зоне реакции дегидратации-гидролиза, такого как катализатор на основе оксида алюминия и катализатора на основе цеолита, катализаторы можно использовать в виде поочередно уложенных слоев или в виде одного или более равномерно перемешанных слоев катализаторов.
Согласно настоящему изобретению по крайней мере часть обогащенного метанолом жидкого потока, извлеченного из продукта синтеза метанола или зоны скрубберной очистки, используют в качестве источника метанола в зоне реакции дегидратации-гидролиза. Однако при необходимости, в зону реакции дегидратации-гидролиза можно подавать дополнительный метанол. Дополнительные источники метанола включают, например, рециркуляционные потоки, включающие метанол, и метанол, полученный из одного или более следующих источников: обогащенный диметиловым эфиром поток продукта и обогащенный уксусной кислотой поток продукта. Другие источники дополнительного метанола включают поставляемый метанол. Однако в основном нет необходимости добавлять поставляемый метанол в зону реакции дегидратации-гидролиза.
При необходимости дополнительный метилацетат также можно подавать в зону реакции дегидратации-гидролиза. Дополнительные источники метилацетата включают, например, рециркуляционные потоки, включающие метилацетат, и метилацетат, отделенные по крайней мере из одного следующего источника: обогащенный диметиловым эфиром поток продукта и обогащенный уксусной кислотой поток продукта. Другие источники дополнительного метилацетата включают поставляемый метилацетат. Однако в основном нет необходимости добавлять поставляемый метилацетат в зону реакции дегидратации-гидролиза.
Метанол и метилацетат контактируют в зоне реакции дегидратации-гидролиза при любом требуемом соотношении, но соответственно молярное соотношение метанола и метилацетата находится в интервале от 1:0,1 до 1:10, например, от 1:0,2 до 1:5, например, от 1:0,5 до 1:2.
В одном варианте настоящего изобретения молярное соотношение метанола и метилацетата, подаваемых в зону реакции дегидратации-гидролиза, включая любые рециркуляционные потоки, составляет от 1:1 до 1:10, например, от 1:1 до 1:5.
Для гидролиза метилацетата в качестве реагента необходима вода. Вода накапливается in situ в зоне реакции дегидриратации-гидролиза. Однако предпочтительно воду можно вводить в зону реакции дегидратации-гидролиза в качестве компонента одного или более питающих потоков, подаваемых в зону реакции дегидратации-гидролиза, например, в виде одного или более следующих материалов: обогащенный метилацетатом и обогащенный метанолом потоки и рециркуляционные потоки, или воду можно добавлять в виде отдельного дополнительного потока.
Количество воды, подаваемой в зону реакции дегидратации-гидролиза, не должно быть настолько велико, чтобы приводить к значительному снижению каталитической эффективности. Обычно воду добавляют в количестве в интервале от 0,1 до 50 мол. %, предпочтительно в интервале от 3 до 40 мол. % и более предпочтительно от 5 до 30 мол. % в расчете на общий поток метилацетата, метанола и воды, поступающий в зону реакции дегидратации-гидролиза.
В зону реакции дегидратации-гидролиза можно также подавать разбавитель, такой как инертный газ, например, азот и гелий.
Реакцию дегидратации-гидролиза можно проводить в паровой или жидкой фазе, например, процесс с фиксированным слоем или реакция в суспензионной фазе.
Обогащенные метилацетатом потоки, извлеченные из продукта реакции карбонилирования, и обогащенные метанолом потоки, извлеченные из продукта синтеза метанола или зоны скрубберной очистки, находятся в жидкой фазе. Таким образом, при необходимости проведения реакции дегидратации-гидролиза в паровой фазе эти потоки предпочтительно перевести в паровую фазу, например, в предварительном нагревателе перед контактированием с катализатором(ами) реакции дегидратации-гидролиза.
Реакцию дегидратации-гидролиза обычно проводят при контактировании обогащенного метанолом и обогащенного метилацетатом потоков с катализатором при температуре в интервале от 100 до 350°С.Реакцию дегидратации-гидролиза можно проводить в жидкой или паровой фазе. Процессы в жидкой фазе предпочтительно проводят при температуре в интервале от 100 до 300°С, таком как от 140 до 210°С.Процессы в паровой фазе предпочтительно проводят при температуре в интервале от 150 до 350°С, таком как от 160 до 300°С.
Реакцию дегидратации-гидролиза можно проводить при атмосферном давлении или при давлении, больше атмосферного. Если реакцию дегидратации-гидролиза необходимо проводить в жидкой фазе, то предпочтительным является проведение процесса при общем давлении, достаточным для поддержания продукта диметилового эфира в растворе. Соответственно давление составляет по крайней мере 40 бар изб., например, от 40 до 100 бар изб. Если реакцию дегидратации-гидролиза проводят в паровой фазе, то пригодное давление находится в интервале от атмосферного до 30 бар изб. (от атмосферного до 3000 кПа), например, от 5 до 20 бар изб. (от 500 кПа до 2000 кПа).
В одном варианте реакцию дегидратации-гидролиза проводят в жидкой фазе при температуре в интервале от 100 до 300°С, таком как от 140 до 210°С, и при давлении по крайней мере 40 бар изб., таком как от 40 до 100 бар изб. (от 4000 кПа до 10000 кПа).
В другом варианте реакцию дегидратации-гидролиза проводят в паровой фазе при температуре в интервале от 150 до 350°С, таком как от 160 до 300°С, и при давлении в интервале от атмосферного до 30 бар изб. (от атмосферного до 3000 кПа), таком как от 5 до 20 бар изб. (от 500 кПа до 2000 кПа).
Соответственно реакцию дегидратации-гидролиза проводят при ОСПГ в интервале от 500 до 40000 ч-1.
Соответственно реакцию дегидратации-гидролиза проводят при объемной скорости подачи жидкости (ОСПЖ) в интервале от 0,2 до 20.
Продукт реакции дегидратации-гидролиза включает уксусную кислоту и диметиловый эфир. Обогащенный уксусной кислотой и обогащенный диметиловым эфиром потоки продуктов можно извлекать из продукта реакции дегидратации-гидролиза с использованием любых пригодных технологий.
Соответственно реакцию дегидратации-гидролиза с образованием продукта, включающего уксусную кислоту и диметиловый эфир, и извлечение обогащенного уксусной кислотой и обогащенного диметиловым эфиром потоков продуктов можно проводить с использованием реакционной дистилляции. Технологии и аппараты для реакционной дистилляции известны специалистам в данной области техники. Обычно потоки, обогащенные метанолом и метилацетатом, направляют в стандартную колонну для реакционной дистилляции при давлении, например, в интервале от атмосферного до 20 бар изб. (от атмосферного до 2000 кПа) и при температуре в интервале от 100 до 350°С, при этом получают продукт реакции дегидратации-гидролиза, который сам по себе разделяется с образованием потока продукта, обогащенного диметиловым эфиром, который обычно удаляют из верхней части колонны, и обогащенный уксусной кислотой поток продукта, который обычно удаляют из нижней части колонны для реакционной дистилляции.
В другом варианте, если реакцию дегидратации-гидролиза проводят, например, в реакторе с фиксированным слоем или в реакторе с суспензионным слоем, то поток продукта реакции дегидратации-гидролиза можно отводить из этих реакторов.
Диметиловый эфир характеризуется низкой температурой кипения (-24°С), а уксусная кислота - высокой температурой кипения (118°С). Поэтому обогащенные уксусной кислотой и диметиловым эфиром потоки продуктов можно извлекать из отведенного продукта реакции дегидратации-гидролиза по стандартным технологиям очистки, таким как дистилляция в одной или более стандартных колонн для дистилляции.
Обычно колонна для дистилляции представляет собой тарельчатую колонну или колонну с насадками. Величины температуры и давления в колоннах могут изменяться в определенном интервале. Соответственно давление в колонне для дистилляции находится, например, в интервале от атмосферного до 20 бар изб.
Температура в колонне для дистилляции обычно находится в интервале между температурами кипения компонентов, удаляемыми из верхней части колонны, и температурой кипения компонентов, удаляемых из нижней части колонны. Как известно специалистам в данной области техники, температура в данной конкретной точке колонны для дистилляции зависит от состава материала в данной точке и от давления в колонне. Соответственно колонны для дистилляции можно эксплуатировать при температуре в интервале от 25 до 200°С, например, при температуре в основании колонны в интервале от 110 до 200°, и в верхней части колонны в интервале от 25 до 100°С.Поток продукта, обогащенного диметиловым эфиром, обычно извлекают из верхней части колонны, и поток продукта, обогащенного уксусной кислотой, обычно извлекают из нижней части колонны для дистилляции.
Соответственно по крайней мере часть, и предпочтительно практически все количество, потока продукта, обогащенного диметиловым эфиром, возвращают в реакционную зону карбонилирования через рециркуляционную систему. Предпочтительно такая рециркуляция приводит к снижению количества свежего диметилового эфира, которое необходимо направлять в реакционную зону карбонилирования. Преимущество заключается в том, что рециркуляция диметилового эфира в реакционную зону карбонилирования обеспечивает получение уксусной кислоты из единого питающего потока синтез-газа и одновременно позволяет снизить необходимость в подаче свежего диметилового эфира.
Дегидратация метанола и гидролиз метилацетата являют равновесными реакциями, и, следовательно, кроме уксусной кислоты и диметилового эфира, продукт реакции дегидратации-гидролиза обычно также включает одно или более следующих веществ: непрореагировавший метанол и непрореагировавший метилацетат.Обычно продукт реакции дегидратации-гидролиза также включает воду. Таким образом, один или оба обогащенных уксусной кислотой и диметиловым эфиром потока, извлеченные из продукта реакции дегидратации-гидролиза, могут также содержать одно или более следующих веществ: метанол, метилацетат и вода.
Настоящее изобретение, кроме того, включает извлечение одного или более компонентов, выбранных из метанола, метилацетата и воды, по крайней мере из части одного или более обогащенных уксусной кислотой и диметиловым эфиром потоков продукта, и рециркуляцию одного или более извлеченных компонентов в зону реакции дегидратации-гидролиза.
Метанол, метилацетат и воду можно извлекать из одного или обоих обогащенных уксусной кислотой и диметиловым эфиром потоков, при этом получают очищенную уксусную кислоту и очищенный диметиловый эфир, соответственно, например, с использованием стандартных технологий очистки, таких как дистилляция в одной или более колонн для дистилляции.
Очищенный диметиловый эфир можно поставлять на рынок или использовать в качестве топлива или сырья для химических процессов, включая использование в качестве питающего потока в реакционную зону карбонилирования по настоящему изобретению.
Очищенную уксусную кислоту можно поставлять на рынок или использовать в качестве сырья для ряда химических процессов, таких как получение винилацетата или этилацетата.
Объединенный способ по настоящему изобретению можно эксплуатировать в непрерывном режиме или периодическом режиме, предпочтительно в непрерывном режиме.
На фиг. 1 представлена схема, иллюстрирующая один вариант осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты. Объединенная установка 110 включает питающий трубопровод синтез-газа 112 и питающий трубопровод диметилового эфира 114, присоединенные к реактору карбонилирования 116. При эксплуатации свежий синтез-газ нагревают до температуры, необходимой для реакции карбонилирования, и затем направляют в реактор карбонилирования 116 через питающий трубопровод синтез-газа 112. Синтез-газ включает монооксид углерода, водород и необязательно диоксид углерода и предпочтительно характеризуется стехиометрическим числом (СЧ) в интервале от 0,9 до 1,3. Сухой диметиловый эфир поступает в реактор карбонилирования 116 через питающий трубопровод диметилового эфира 114, который соединяется с питающим трубопроводом синтез-газа 112 перед входным отверстием в реактор карбонилирования 116. Реактор карбонилирования 116 содержит катализатор, проявляющий активность в карбонилировании диметилового эфира с образованием метилацетата, например, морденит семейства цеолитов, обычно морденит в Н-форме. Диметиловый эфир и синтез-газ контактируют с катализатором в реакторе карбонилирования 116 при температуре в интервале от 250 до 350°С и общем давлении в интервале от 10 до 100 бар изб. (от 1000 кПа до 10000 кПа), при этом получают газообразный продукт реакции карбонилирования, включающий метилацетат и синтез-газ, обогащенный водородом, который отводят из реактора карбонилирования 116 через трубопровод продукта реакции карбонилирования 118 и направляют на первую установку разделения 120, включающую, например, теплообменник и барабанный сепаратор. На установке разделения 120 продукт реакции карбонилирования охлаждают, соответственно до температуры в интервале от 40 до 50°С, и из него извлекают жидкий обогащенный метилацетатом поток и поток синтез-газа. Жидкий обогащенный метилацетатом поток удаляют из установки разделения 120 через трубопровод для жидкого метилацетата 122. Синтез-газ удаляют из первой установки разделения 120 через первый трубопровод для синтез-газа 124. Первый трубопровод для синтез-газа 124 присоединен к реактору синтеза метанола 126 и необязательно весь синтез-газ, извлеченный из первой установки разделения 120, нагревают в одном или более теплообменниках (не показаны) до температуры, необходимой для синтеза метанола, и направляют в реактор синтеза метанола 126. В другом варианте синтез-газ, извлеченный из установки разделения 120, разделяют на 2 части, первая из которых состоит из синтез-газа, например, содержит от 60 до 85 мол. % синтез-газа, необязательно сжатого до давления реакции карбонилирования в одном или более компрессоров (не показаны) и ее возвращают в реактор карбонилирования 116 через необязательный рециркуляционный трубопровод первого синтез-газа 128, и вторую часть нагревают в одном или более теплообменников до температуры, необходимой для синтеза метанола (не показаны) и направляют в реактор синтеза метанола 126. Реактор синтеза метанола 126 содержит катализатор, проявляющий активность в синтезе метанола, например, коммерческий медьсодержащий катализатор синтеза метанола, например, катализатор Katalko™ фирмы Johnson Matthey plc. Синтез-газ, направленный в реактор синтеза метанола 126, контактирует с катализатором в условиях синтеза метанола, таких как температура в интервале от 230 до 275°С и общее давление в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа), при этом получают продукт синтеза метанола, включающий метанол и непрореагировавший синтез-газ. Продукт синтеза метанола отводят из реактора синтеза метанола 126 через трубопровод продукта синтеза метанола 130 и подают на вторую установку разделения 132, которая содержит, например, теплообменник и барабанный сепаратор, где его охлаждают соответственно до температуры в интервале от 30 до 50°С и разделяют для извлечения жидкого обогащенного метанолом потока и потока синтез-газа. Жидкий обогащенный метанолом поток удаляют из второй установки разделения 132 через трубопровод жидкого метанола 134, и синтез-газ удаляют из второй установки разделения 132 через второй трубопровод синтез-газа 136. Синтез-газ можно удалять в виде продувочного потока, все его количество или его часть, такую как от 90 до 99%, можно возвращать в реактор синтеза метанола 126 через необязательный рециркуляционный трубопровод второго синтез-газа 138. Жидкий обогащенный метилацетатом поток, удаленный из первой установки разделения 120 через трубопровод жидкого метилацетата 122, и жидкий обогащенный метанолом поток, удаленный из второй установки разделения 132 через трубопровод жидкого метанола 134, объединяют, необязательно превращают в паровую фазу, например, в предварительном нагревателе (не показан), и подают в реактор дегидратации-гидролиза 140. Реактор 140 содержит по крайней мере один катализатор, проявляющий активность в дегидратации метанола и активность в гидролизе метилацетата, например, цеолит, такой как ферриерит. Воду, соответственно в количестве от 0,1 до 50 мол. % в расчете на общий питающий поток реактора 140, подают в реактор дегидратации-гидролиза 140 через питающий трубопровод воды 150. Метанол и метилацетат превращаются в реакторе дегидратации-гидролиза 140 в условиях реакции дегидратации-гидролиза, обычно при температуре в интервале от 100 до 350°С и при давлении от атмосферного и выше, в продукт реакции дегидратации-гидролиза, включающий диметиловый эфир и уксусную кислоту, который отводят из реактора дегидратации-гидролиза 140 через трубопровод продукта реакции дегидратации-гидролиза 142. Продукт реакции дегидратации-гидролиза подают на третью установку разделения 144, включающую, например, одну или более колонн для дистилляции, соответственно эксплуатируемых при температуре в интервале от 25 до 200°С и при давлении от атмосферного до 30 бар изб., при этом извлекают обогащенный уксусной кислотой поток и обогащенный диметиловым эфиром поток. Обогащенный уксусной кислотой поток удаляют из третьей установки разделения 144, обычно из нижней части колонны, через трубопровод удаления уксусной кислоты 146. Обогащенный диметиловым эфиром поток удаляют из третьей установки разделения 144 обычно из верхней части колонны через трубопровод удаления диметилового эфира 148. Оба потока, обогащенные уксусной кислотой и диметиловым эфиром, могут также содержать различные количества метанола, метилацетата и воды, и их необязательно можно удалить из потоков и возвращать в реактор дегидратации-гидролиза 140 (не показано) через рециркуляционную систему.
На фиг. 2 представлена схема, иллюстрирующая один вариант осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего подачу свежего синтез-газа в зоны карбонилирования и синтеза метанола и скрубберную очистку синтез-газа для синтеза метанола. Объединенная установка 210 включает питающий трубопровод синтез-газа 212 и питающий трубопровод диметилового эфира 214, присоединенные к реактору карбонилирования 216. При эксплуатации первый свежий синтез-газ нагревают до температуры, необходимой для реакции карбонилирования, и затем направляют в реактор карбонилирования 216 через питающий трубопровод синтез-газа 212. Синтез-газ включает монооксид углерода, водород и диоксид углерода и предпочтительно характеризуется СЧ в интервале от 0,05 до 1,1. Сухой диметиловый эфир поступает в реактор карбонилирования 216 через питающий трубопровод диметилового эфира 214, который соединяется с питающим трубопроводом синтез-газа 212 перед входным отверстием в реактор карбонилирования 216. Реактор карбонилирования 216 содержит катализатор, проявляющий активность в карбонилировании диметилового эфира с образованием метилацетата, например, морденит семейства цеолитов, обычно морденит в Н-форме. Диметиловый эфир и синтез-газ контактируют с катализатором в реакторе карбонилирования 216 при температуре в интервале от 250 до 350°С и общем давлении в интервале от 10 до 100 бар изб. (от 1000 кПа до 10000 кПа), при этом получают газообразный продукт реакции карбонилирования, включающий метилацетат и синтез-газ, обогащенный водородом, который отводят из реактора карбонилирования 216 через трубопровод продукта реакции карбонилирования 218 и направляют на первую установку разделения 220, включающую, например, теплообменник и барабанный сепаратор. На установке разделения 220 продукт реакции карбонилирования охлаждают, соответственно до температуры в интервале от 40 до 50°С, и из него извлекают жидкий обогащенный метилацетатом поток и поток синтез-газа, содержащий небольшое количество метилацетата, например, в количестве в интервале от 0,1 до 5 мол. %. Жидкий обогащенный метилацетатом поток удаляют из установки разделения 220 через трубопровод для жидкого метилацетата 222. Синтез-газ удаляют из первой установки разделения 220 через первый трубопровод для синтез-газа 224 и разделяют на первую и вторую части, например, с использованием пригодной системы клапанов. Первую часть синтез-газа, соответственно включающую от 1 до 20 мол. %, подают на скрубберную установку 232. Вторую часть синтез-газа, обычно включающую от 80 до 99 мол. %, возвращают в реактор карбонилирования 216 через первый рециркуляционный трубопровод синтез-газа 230. Скрубберная установка 232 включает, например, противоток потока жидкого очищающего растворителя, соответственно включающего метанол, через трубопровод растворителя 234, и потока синтез-газа, включающего метилацетат, который подают на скрубберную установку 232, и который контактирует в ней с жидким очищающим растворителем для удаления метилацетата. Жидкий очищающий растворитель, содержащий абсорбированный метилацетат и другие компоненты, растворимые в нем, например, диметиловый эфир и уксусную кислоту, удаляют из скрубберной установки 232 через трубопровод удаления растворителя 262, и очищенный синтез-газ, обедненный метилацетатом, удаляют через трубопровод очищенного синтез-газа 236 и подают в реактор синтеза метанола 238. Второй поток свежего синтез-газа, содержащего монооксид углерода, водород и диоксид углерода, подают в реактор синтеза метанола 238 через второй трубопровод синтез-газа 268. Второй трубопровод синтез-газа 268 присоединен к трубопроводу очищенного синтез-газа 236 и объединенный питающий поток нагревают в одном или более теплообменниках до температуры, необходимой для синтеза метанола (не показаны) и направляют в реактор синтеза метанола 238. Реактор синтеза метанола 238 содержит катализатор, проявляющий активность в синтезе метанола, например, коммерческий медьсодержащий катализатор синтеза метанола, например, катализатор Katalko™ фирмы Johnson Matthey plc. Объединенный синтез-газ, подаваемый в реактор синтеза метанола 238, контактирует с катализатором в условиях синтеза метанола, таких как температура в интервале от 230 до 275°С и общее давление в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа), при этом получают продукт синтеза метанола, включающий метанол и непрореагировавший синтез-газ. Продукт синтеза метанола отводят из реактора синтеза метанола 238 через трубопровод продукта синтеза метанола 240 и подают на вторую установку разделения 242, которая содержит, например, теплообменник и барабанный сепаратор, где его охлаждают соответственно до температуры в интервале от 30 до 50°С и разделяют для извлечения жидкого обогащенного метанолом потока и потока синтез-газа. Жидкий обогащенный метанолом поток удаляют из второй установки разделения 242 через трубопровод жидкого метанола 244, и синтез-газ удаляют из второй установки разделения 242 через второй трубопровод синтез-газа 246. Синтез-газ разделяют, например, с использованием пригодной системы клапанов, на первую часть, включающую от 90 до 99% синтез-газа, и вторую часть, соответственно содержащую от 1 до 10% синтез-газа. Первую часть синтез-газа возвращают в реактор синтеза метанола 238 через второй рециркуляционный трубопровод синтез-газа 250, который присоединен к трубопроводу очищенного синтез-газа 236 таким образом, что первая часть синтез-газа объединена с очищенным синтез-газом и свежим синтез-газом перед подачей в реактор синтеза метанола 238. Вторую часть синтез-газа удаляют в виде продувочного потока. Жидкий обогащенный метилацетатом поток, удаленный из первой установки разделения 220 через трубопровод жидкого метилацетата 222, и жидкий обогащенный метанолом поток, удаленный из второй установки разделения 242 через трубопровод жидкого метанола 244, объединяют, необязательно превращают в паровую фазу, например, в предварительном нагревателе (не показан), и подают в реактор дегидратации-гидролиза 254. Реактор 254 содержит по крайней мере один катализатор, проявляющий активность в дегидратации метанола, и активность в гидролизе метилацетата, например, цеолит, такой как ферриерит. Воду, соответственно в количестве от 0,1 до 50 мол. % в расчете на общий питающий поток в реактор 254, подают в реактор дегидратации-гидролиза 254 через питающий трубопровод воды 256. Метанол и метилацетат превращаются в реакторе дегидратации-гидролиза 254 в условиях реакции дегидратации-гидролиза, обычно при температуре в интервале от 100 до 350°С и при давлении от атмосферного и выше, в продукт реакции дегидратации-гидролиза, включающий диметиловый эфир и уксусную кислоту, который отводят из реактора дегидратации-гидролиза 254 через трубопровод продукта реакции дегидратации-гидролиза 258. Продукт реакции дегидратации-гидролиза подают на третью установку разделения 260, включающую, например, одну или более колонн для дистилляции, соответственно эксплуатируемых при температуре в интервале от 25 до 200°С и при давлении от атмосферного до 30 бар изб., при этом извлекают обогащенный уксусной кислотой поток и обогащенный диметиловым эфиром поток. Обогащенный уксусной кислотой поток удаляют из третьей установки разделения 260, обычно из нижней части колонны, через трубопровод удаления уксусной кислоты 264. Обогащенный диметиловым эфиром поток удаляют из третьей установки разделения 260 обычно из верхней части колонны через трубопровод удаления диметилового эфира 266. Оба потока, обогащенные уксусной кислотой и диметиловым эфиром, могут также содержать различные количества метанола, метилацетата и воды, и их необязательно можно удалять из потоков и возвращать в реактор дегидратации-гидролиза 254 (не показано) через рециркуляционную систему.
На фиг. 3 представлена схема, иллюстрирующая один вариант осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего скрубберную очистку синтез-газа для синтеза метанола. Объединенная установка 310 включает питающий трубопровод синтез-газа 312 и питающий трубопровод диметилового эфира 314, присоединенные к реактору карбонилирования 316. При эксплуатации первый свежий синтез-газ нагревают до температуры, необходимой для реакции карбонилирования, и затем направляют в реактор карбонилирования 316 через питающий трубопровод синтез-газа 312. Синтез-газ включает монооксид углерода, водород и диоксид углерода и предпочтительно характеризуется СЧ в интервале от 0,9 до 1,3. Сухой диметиловый эфир поступает в реактор карбонилирования 316 через питающий трубопровод диметилового эфира 314, который соединяется с питающим трубопроводом синтез-газа 312 перед входным отверстием в реактор карбонилирования 316. Реактор карбонилирования 316 содержит катализатор, проявляющий активность в карбонилировании диметилового эфира с образованием метилацетата, например, морденит семейства цеолитов, обычно морденит в Н-форме. Диметиловый эфир и синтез-газ контактируют с катализатором в реакторе карбонилирования 316 при температуре в интервале от 250 до 350°С и общем давлении в интервале от 10 до 100 бар изб. (от 1000 кПа до 10000 кПа), при этом получают газообразный продукт реакции карбонилирования, включающий метилацетат и синтез-газ, обогащенный водородом, который отводят из реактора карбонилирования 316 через трубопровод продукта реакции карбонилирования 318 и направляют на первую установку разделения 320, включающую, например, теплообменник и барабанный сепаратор. На установке разделения 320 продукт реакции карбонилирования охлаждают, соответственно до температуры в интервале от 40 до 50°С, и из него извлекают жидкий обогащенный метилацетатом поток и поток синтез-газа, содержащий небольшое количество метилацетата, например, в количестве в интервале от 0,1 до 5 мол. %. Жидкий обогащенный метилацетатом поток удаляют из установки разделения 320 через трубопровод для жидкого метилацетата 322. Синтез-газ удаляют из первой установки разделения 320 через первый трубопровод для синтез-газа 324 и разделяют на первую и вторую части, например, с использованием пригодной системы клапанов. Первую часть синтез-газа, соответственно включающую от 20 до 30 мол. %, подают на скрубберную установку 332. Вторую часть синтез-газа, обычно включающую от 70 до 80 мол. %, возвращают в реактор карбонилирования 316 через первый рециркуляционный трубопровод синтез-газа 330. Скрубберная установка 332 включает, например, противоток потока жидкого очищающего растворителя, соответственно включающего метанол, через трубопровод растворителя 334, и потока синтез-газа, включающего метилацетат, который подают на скрубберную установку 332, и который контактирует в ней с жидким очищающим растворителем для удаления метилацетата. Жидкий очищающий растворитель, содержащий абсорбированный метилацетат и другие компоненты, растворимые в нем, например, диметиловый эфир и уксусную кислоту, удаляют из скрубберной установки 332 через трубопровод удаления растворителя 362, и очищенный синтез-газ, обедненный метилацетатом, удаляют через трубопровод очищенного синтез-газа 336 и подают в реактор синтеза метанола 338. Реактор синтеза метанола 338 содержит катализатор, проявляющий активность в синтезе метанола, например, коммерческий медьсодержащий катализатор синтеза метанола, например, катализатор Katalko™ фирмы Johnson Matthey plc. Рецициркуляционный синтез-газ, извлеченный из продукта синтеза метанола, объединяют с очищенным синтез-газом через третий рециркуляционный трубопровод синтез-газа 350. Объединенный синтез-газ нагревают в одном или более теплообменников до требуемой температуры синтеза метанола (не показаны), направляют в реактор синтеза метанола 338, в котором этот поток контактирует с катализатором в условиях синтеза метанола, таких как температура в интервале от 230 до 275°С и общее давление в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа), при этом получают продукт синтеза метанола, включающий метанол и непрореагировавший синтез-газ. Продукт синтеза метанола отводят из реактора синтеза метанола 338 через трубопровод продукта синтеза метанола 340 и подают на вторую установку разделения 342, которая содержит, например, теплообменник и барабанный сепаратор, где его охлаждают соответственно до температуры в интервале от 30 до 50°С и разделяют для извлечения жидкого обогащенного метанолом потока и потока синтез-газа. Жидкий обогащенный метанолом поток удаляют из второй установки разделения 342 через трубопровод жидкого метанола 344, и синтез-газ удаляют из второй установки разделения 342 через второй трубопровод синтез-газа 346. Синтез-газ разделяют, например, с использованием пригодной системы клапанов, на первую часть, включающую от 90 до 99% синтез-газа, и вторую часть, соответственно содержащую от 1 до 10% синтез-газа. Первую часть синтез-газа возвращают в реактор синтеза метанола 338 через второй рециркуляционный трубопровод синтез-газа 350, который присоединен к трубопроводу очищенного синтез-газа 336. Вторую часть синтез-газа удаляют в виде продувочного потока. Жидкий обогащенный метилацетатом поток, удаленный из первой установки разделения 320 через трубопровод жидкого метилацетата 322, и жидкий обогащенный метанолом поток, удаленный из второй установки разделения 342 через трубопровод жидкого метанола 344, объединяют, необязательно превращают в паровую фазу, например, в предварительном нагревателе (не показан), и подают в реактор дегидратации-гидролиза 354. Реактор 354 содержит по крайней мере один катализатор, проявляющий активность в дегидратации метанола, и активность в гидролизе метилацетата, например, цеолит, такой как ферриерит. Воду, соответственно в количестве от 0,1 до 50 мол. % в расчете на общий питающий поток в реактор 354, подают в реактор дегидратации-гидролиза 354 через питающий трубопровод воды 356. Метанол и метилацетат превращаются в реакторе дегидратации-гидролиза 354 в условиях реакции дегидратации-гидролиза, обычно при температуре в интервале от 100 до 350°С и при давлении от атмосферного и выше, в продукт реакции дегидратации-гидролиза, включающий диметиловый эфир и уксусную кислоту, который отводят из реактора дегидрирования-гидролиза 354 через трубопровод продукта реакции дегидратации-гидролиза 358. Продукт реакции дегидратации-гидролиза подают на третью установку разделения 360, включающую, например, одну или более колонн для дистилляции, соответственно эксплуатируемых при температуре в интервале от 25 до 200°С и при давлении от атмосферного до 30 бар изб. (от атмосферного до 3000 кПа), при этом извлекают обогащенный уксусной кислотой поток и обогащенный диметиловым эфиром поток. Обогащенный уксусной кислотой поток удаляют из третьей установки разделения 360, обычно из нижней части колонны, через трубопровод удаления уксусной кислоты 364. Обогащенный диметиловым эфиром поток удаляют из третьей установки разделения 360 обычно из верхней части колонны через трубопровод удаления диметилового эфира 366. Оба потока, обогащенные уксусной кислотой и диметиловым эфиром, могут также содержать различные количества метанола, метилацетата и воды, и их необязательно можно удалять из потоков и возвращать в реактор дегидратации-гидролиза 354 (не показано) через рециркуляционную систему.
На фиг. 4 представлена схема, иллюстрирующая один вариант осуществления настоящего изобретения, т.е. объединенный способа получения уксусной кислоты, включающего скрубберную очистку синтез-газа для синтеза метанола и рециркуляцию диметилового эфира для карбонилирования. Объединенная установка 410 включает питающий трубопровод синтез-газа 412 и питающий трубопровод диметилового эфира 414, присоединенные к реактору карбонилирования 416. При эксплуатации первый свежий синтез-газ нагревают до температуры, необходимой для реакции карбонилирования, и затем направляют в реактор карбонилирования 416 через питающий трубопровод синтез-газа 412. Синтез-газ включает монооксид углерода, водород и диоксид углерода и предпочтительно характеризуется СЧ в интервале от 0,9 до 1,3. Сухой диметиловый эфир поступает в реактор карбонилирования 416 (не показан) и рециркуляционный диметиловый эфир через питающий трубопровод диметилового эфира 414, который соединяется с питающим трубопроводом синтез-газа 412 перед входным отверстием в реактор карбонилирования 416. Реактор карбонилирования 416 содержит катализатор, проявляющий активность в карбонилировании диметилового эфира с образованием метилацетата, например, морденит семейства цеолитов, обычно морденит в Н-форме. Диметиловый эфир и синтез-газ контактируют с катализатором в реакторе карбонилирования 416 при температуре в интервале от 250 до 350°С и общем давлении в интервале от 10 до 100 бар изб. (от 1000 кПа до 10000 кПа), при этом получают газообразный продукт реакции карбонилирования, включающий метилацетат и синтез-газ, обогащенный водородом, который отводят из реактора карбонилирования 416 через трубопровод продукта реакции карбонилирования 418 и направляют на первую установку разделения 420, включающую, например, теплообменник и барабанный сепаратор. На установке разделения 420 продукт реакции карбонилирования охлаждают, соответственно до температуры в интервале от 40 до 50°С, и из него извлекают жидкий обогащенный метилацетатом поток и поток синтез-газа, содержащий небольшое количество метилацетата, например, в количестве в интервале от 0,1 до 5 мол. %. Жидкий обогащенный метилацетатом поток удаляют из установки разделения 420 через трубопровод для жидкого метилацетата 422. Синтез-газ удаляют из первой установки разделения 420 через первый трубопровод для синтез-газа 424 и разделяют на первую и вторую части, например, с использованием пригодной системы клапанов. Первую часть синтез-газа, соответственно включающую от 20 до 30 мол. %, подают на скрубберную установку 432. Вторую часть синтез-газа, обычно включающую от 70 до 80 мол. %, возвращают в реактор карбонилирования 416 через первый рециркуляционный трубопровод синтез-газа 430. Скрубберная установка 432 включает, например, противоток потока жидкого очищающего растворителя, соответственно включающего метанол, через трубопровод растворителя 434, и потока синтез-газа, включающего метилацетат, который подают на скрубберную установку 432, и который контактирует в ней с жидким очищающим растворителем для удаления метилацетата. Жидкий очищающий растворитель, содержащий абсорбированный метилацетат и другие компоненты, растворимые в нем, например, диметиловый эфир и уксусную кислоту, удаляют из скрубберной установки 432 через трубопровод удаления растворителя 462, и очищенный синтез-газ, обедненный метилацетатом, удаляют через трубопровод очищенного синтез-газа 436 и подают в реактор синтеза метанола 438. Реактор синтеза метанола 438 содержит катализатор, проявляющий активность в синтезе метанола, например, коммерческий медьсодержащий катализатор синтеза метанола, например, катализатор Katalko™ фирмы Johnson Matthey plc. Рецициркуляционный синтез-газ, извлеченный из продукта синтеза метанола, объединяют с очищенным синтез-газом через третий рециркуляционный трубопровод синтез-газа 450. Объединенный синтез-газ нагревают в одном или более теплообменников до требуемой температуры синтеза метанола (не показаны), направляют в реактор синтеза метанола 438, в котором этот поток контактирует с катализатором в условиях синтеза метанола, таких как температура в интервале от 230 до 275°С и общее давление в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа), при этом получают продукт синтеза метанола, включающий метанол и непрореагировавший синтез-газ. Продукт синтеза метанола отводят из реактора синтеза метанола 438 через трубопровод продукта синтеза метанола 440 и подают на вторую установку разделения 442, которая содержит, например, теплообменник и барабанный сепаратор, где его охлаждают соответственно до температуры в интервале от 30 до 50°С и разделяют для извлечения жидкого обогащенного метанолом потока и потока синтез-газа. Жидкий обогащенный метанолом поток удаляют из второй установки разделения 442 через трубопровод жидкого метанола 444, и синтез-газ удаляют из второй установки разделения 442 через второй трубопровод синтез-газа 446. Синтез-газ разделяют, например, с использованием пригодной системы клапанов, на первую часть, включающую от 90 до 99% синтез-газа, и вторую часть, соответственно содержащую от 1 до 10% синтез-газа. Первую часть синтез-газа возвращают в реактор синтеза метанола 438 через второй рециркуляционный трубопровод синтез-газа 450, который присоединен к трубопроводу очищенного синтез-газа 436. Вторую часть синтез-газа удаляют в виде продувочного потока. Жидкий обогащенный метилацетатом поток, удаленный из первой установки разделения 420 через трубопровод жидкого метилацетата 422, и жидкий обогащенный метанолом поток, удаленный из второй установки разделения 442 через трубопровод жидкого метанола 444, объединяют, необязательно превращают в паровую фазу, например, в предварительном нагревателе (не показан), и подают в реактор дегидратации-гидролиза 454. Реактор 454 содержит по крайней мере один катализатор, проявляющий активность в дегидратации метанола и активность в гидролизе метилацетата, например, цеолит, такой как ферриерит. Воду, соответственно в количестве от 0,1 до 50 мол. % в расчете на общий питающий поток в реактор 454, подают в реактор дегидратации-гидролиза 454 через питающий трубопровод воды 456. Метанол и метилацетат превращаются в реакторе дегидратации-гидролиза 454 в условиях реакции дегидратации-гидролиза, обычно при температуре в интервале от 100 до 350°С и при давлении от атмосферного и выше, в продукт реакции дегидратации-гидролиза, включающий диметиловый эфир и уксусную кислоту, который отводят из реактора дегидрирования-гидролиза 454 через трубопровод продукта реакции дегидратации-гидролиза 456. Продукт реакции дегидратации-гидролиза подают на третью установку разделения 458, включающую, например, одну или более колонн для дистилляции, соответственно эксплуатируемых при температуре в интервале от 25 до 200°С и при давлении от атмосферного до 30 бар изб. (от атмосферного до 3000 кПа), при этом извлекают обогащенный уксусной кислотой поток и обогащенный диметиловым эфиром поток. Обогащенный уксусной кислотой поток удаляют из третьей установки разделения 458, обычно из нижней части колонны, через трубопровод удаления уксусной кислоты 460. Обогащенный диметиловым эфиром поток удаляют из третьей установки разделения 458 обычно из верхней части колонны через трубопровод удаления диметилового эфира 414 и возвращают в реактор карбонилирования 416. Оба потока, обогащенные уксусной кислотой и диметиловым эфиром, могут также содержать различные количества метанола, метилацетата и воды, и их необязательно можно удалять из потоков и возвращать в реактор дегидратации-гидролиза 354 (не показано) через рециркуляционную систему.
На фиг. 5 представлена схема, иллюстрирующая один вариант осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего скрубберную очистку синтез-газа для синтеза метанола и подачу обогащенного метанолом потока в зону скрубберной очистки. Объединенная установка 510 включает питающий трубопровод синтез-газа 512 и питающий трубопровод диметилового эфира 514, присоединенные к реактору карбонилирования 516. При эксплуатации первый свежий синтез-газ нагревают до температуры, необходимой для реакции карбонилирования, и затем направляют в реактор карбонилирования 516 через питающий трубопровод синтез-газа 512. Синтез-газ включает монооксид углерода, водород и диоксид углерода и предпочтительно характеризуется СЧ в интервале от 0,9 до 1,3. Сухой диметиловый эфир подают в реактор карбонилирования 516 через питающий трубопровод диметилового эфира 514, который присоединен к питающему трубопроводу синтез-газа 512 перед входным отверстием в реактор карбонилирования 516. Реактор карбонилирования 516 содержит катализатор, проявляющий активность в карбонилировании диметилового эфира с образованием метилацетата, например, морденит семейства цеолитов, обычно морденит в Н-форме. Диметиловый эфир и синтез-газ контактируют с катализатором в реакторе карбонилирования 416 при температуре в интервале от 250 до 350°С и общем давлении в интервале от 10 до 100 бар изб. (от 1000 кПа до 10000 кПа), при этом получают газообразный продукт реакции карбонилирования, включающий метилацетат и синтез-газ, обогащенный водородом, который отводят из реактора карбонилирования 516 через трубопровод продукта реакции карбонилирования 518 и направляют на первую установку разделения 520, включающую, например, теплообменник и барабанный сепаратор. На установке разделения 520 продукт реакции карбонилирования охлаждают, соответственно до температуры в интервале от 40 до 50°С, и из него извлекают жидкий обогащенный метилацетатом поток и поток синтез-газа, содержащий небольшое количество метилацетата, например, в количестве в интервале от 0,1 до 5 мол. %. Жидкий обогащенный метилацетатом поток удаляют из установки разделения 520 через трубопровод для жидкого метилацетата 522. Синтез-газ удаляют из первой установки разделения 520 через первый трубопровод для синтез-газа 524 и необязательно разделяют на первую и вторую части, например, с использованием пригодной системы клапанов. Первую часть синтез-газа, соответственно включающую от 20 до 30 мол. %, подают на скрубберную установку 528. Вторую часть синтез-газа, обычно включющую от 70 до 80 мол. %, возвращают в реактор карбонилирования 516 через первый рециркуляционный трубопровод синтез-газа 526. При необходимости синтез-газ, извлеченный из первой установки разделения 520, можно в полном объеме направить через первый трубопровод синтез-газа 524 на скрубберную установку 528. Скрубберная установка 528 включает, например, противоток потока жидкого очищающего растворителя, соответственно включающего метанол, через трубопровод метанола 530, и потока синтез-газа, включающего метилацетат, который пропускают через скрубберную установку 528, и который контактирует в ней с жидким очищающим растворителем для удаления метилацетата и других компонентов, растворимых в нем, например, диметилового эфира и уксусной кислоты. Метанол, содержащий абсорбированный метилацетат, удаляют из скрубберной установки 528 через трубопровод метанола 532, и очищенный синтез-газ, обедненный метилацетатом, удаляют через трубопровод очищенного синтез-газа 534 и подают в реактор синтеза метанола 534. Очищенный на скрубберной установке синтез-газ необязательно объединяют с рециркуляционным синтез-газом через второй рециркуляционный трубопровод синтез-газа 544, нагревают в одном или более теплообменнике до требуемой для синтеза метанола температуры (не показаны) и подают в реактор синтеза метанола 536. Реактор синтеза метанола 536 содержит катализатор, проявляющий активность в синтезе метанола, например, коммерческий медьсодержащий катализатор синтеза метанола, например, катализатор Katalko™ фирмы Johnson Matthey plc. Очищенный на скрубберной установке синтез-газ, необязательно объединенный с рециркуляционным синтез-газом, контактирует с катализатором в условиях синтеза метанола, таких как температура в интервале от 230 до 275°С и общее давление в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа), при этом получают продукт синтеза метанола, включающий метанол и непрореагировавший синтез-газ. Продукт синтеза метанола отводят из реактора синтеза метанола 536 через трубопровод продукта синтеза метанола 538 и подают на вторую установку разделения 540, которая содержит, например, теплообменник и барабанный сепаратор, где его охлаждают соответственно до температуры в интервале от 30 до 50°С и разделяют для извлечения жидкого обогащенного метанолом потока и потока синтез-газа. Жидкий обогащенный метанолом поток извлекают из второй установки разделения 540 через трубопровод жидкого метанола 530, и синтез-газ удаляют из второй установки разделения 540 через второй трубопровод синтез-газа 542, и при необходимости полностью удаляют в виде продувочного газа. Необязательно синтез-газ, извлеченный из второй установки разделения 540, разделяют, например, с использованием пригодной системы клапанов, на первую часть, соответственно включающую от 90 до 99% синтез-газа, и вторую часть, соответственно содержащую от 1 до 10% синтез-газа. Первую часть синтез-газа возвращают в реактор синтеза метанола 536 через второй рециркуляционный трубопровод синтез-газа 544, который присоединен к трубопроводу очищенного синтез-газа 534. Вторую часть синтез-газа удаляют в виде продувочного потока. Жидкий обогащенный метилацетатом поток, удаленный из второй разделительной установки 540 через трубопровод жидкого метанола 530, возвращают в скрубберную установку 528 для использования в качестве жидкого очищающего растворителя. Жидкий обогащенный метилацетатом поток, извлеченный из первой установки разделения 520 через трубопровод жидкого метилацетата 522, и поток растворителя, содержащего метанол и абсорбированный метилацетат, извлеченный из скрубберной установки 528 через трубопровод метанола 532, объединяют, необязательно превращают в паровую фазу, например, в предварительном нагревателе (не показан), и подают в реактор дегидратации-гидролиза 546. Реактор 546 содержит по крайней мере один катализатор, проявляющий активность в дегидратации метанола и активность в гидролизе метилацетата, например, цеолит, такой как ферриерит. Воду, соответственно в количестве от 0,1 до 50 мол. % в расчете на общий питающий поток в реактор 546, подают в реактор дегидратации-гидролиза 546 через питающий трубопровод воды 546. Метанол и метилацетат превращаются в реакторе дегидратации-гидролиза 546 в условиях реакции дегидратации-гидролиза, обычно при температуре в интервале от 100 до 350°С и при давлении от атмосферного и выше, в продукт реакции дегидратации-гидролиза, включающий диметиловый эфир и уксусную кислоту, который отводят из реактора дегидратации-гидролиза 546 через трубопровод продукта реакции дегидратации-гидролиза 550. Продукт реакции дегидратации-гидролиза подают на третью установку разделения 552, включающую, например, одну или более колонн для дистилляции, соответственно эксплуатируемых при температуре в интервале от 25 до 200°С и при давлении от атмосферного до 30 бар изб. (от атмосферного до 3000 кПа), при этом извлекают обогащенный уксусной кислотой поток и обогащенный диметиловым эфиром поток. Обогащенный уксусной кислотой поток удаляют из третьей установки разделения 552, обычно из нижней части колонны, через трубопровод удаления уксусной кислоты 554. Обогащенный диметиловым эфиром поток удаляют из третьей установки разделения 552 обычно из верхней части колонны через трубопровод удаления диметилового эфира 556. Оба потока, обогащенные уксусной кислотой и диметиловым эфиром, могут также содержать различные количества метанола, метилацетата и воды, и их необязательно можно удалять из потоков и возвращать в реактор дегидратации-гидролиза 546 (не показано) через рециркуляционную систему.
На фиг. 6 представлена схема, иллюстрирующая один вариант осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего подачу свежего синтез-газа для карбонилирования и синтеза метанола и подачу обогащенного метанолом потока в зону скрубберной очистки. Объединенная установка 610 включает питающий трубопровод синтез-газа 612 и питающий трубопровод диметилового эфира 614, присоединенные к реактору карбонилирования 616. При эксплуатации первый свежий синтез-газ нагревают до температуры, необходимой для реакции карбонилирования, и затем направляют в реактор карбонилирования 616 через питающий трубопровод синтез-газа 612. Синтез-газ включает монооксид углерода, водород и диоксид углерода и предпочтительно характеризуется СЧ в интервале от 0,05 до 1,1. Сухой диметиловый эфир подают в реактор карбонилирования 616 через питающий трубопровод диметилового эфира 614, который присоединен к питающему трубопроводому синтез-газа 612 перед входным отверстием в реактор карбонилирования 616. Реактор карбонилирования 616 содержит катализатор, проявляющий активность в карбонилировании диметилового эфира с образованием метилацетата, например, морденит семейства цеолитов, обычно морденит в Н-форме. Диметиловый эфир и синтез-газ контактируют с катализатором в реакторе карбонилирования 616 при температуре в интервале от 250 до 350°С и общем давлении в интервале от 10 до 100 бар изб. (от 1000 кПа до 10000 кПа), при этом получают газообразный продукт реакции карбонилирования, включающий метилацетат и синтез-газ, обогащенный водородом, который отводят из реактора карбонилирования 616 через трубопровод продукта реакции карбонилирования 618 и направляют на первую установку разделения 620, включающую, например, теплообменник и барабанный сепаратор. На установке разделения 620 продукт реакции карбонилирования охлаждают, соответственно до температуры в интервале от 40 до 50°С, и из него извлекают жидкий обогащенный метилацетатом поток и поток синтез-газа, содержащий небольшое количество метилацетата, например, в количестве в интервале от 0,1 до 5 мол. %. Жидкий обогащенный метилацетатом поток удаляют из установки разделения 620 через трубопровод для жидкого метилацетата 622. Синтез-газ удаляют из первой установки разделения 620 через первый трубопровод для синтез-газа 624 и необязательно разделяют на первую и вторую части, например, с использованием пригодной системы клапанов. Первую часть синтез-газа, соответственно включающую от 1 до 20 мол. %», подают на скрубберную установку 628. Вторую часть синтез-газа, обычно включающую от 80 до 99 мол. %, возвращают в реактор карбонилирования 616 через первый рециркуляционный трубопровод синтез-газа 626. При необходимости синтез-газ, извлеченный из первой установки разделения 620, можно в полном объеме направить через первый трубопровод синтез-газа 624 на скрубберную установку 628. Скрубберная установка 628 включает, например, противоток потока жидкого очищающего растворителя, соответственно включающего метанол, через трубопровод метанола 630, и потока синтез-газа, включающего метилацетат, который подают на скрубберную установку 628, и который контактирует в ней с жидким очищающим растворителем для удаления метилацетата и других компонентов, растворимых в нем, например, диметилового эфира и уксусной кислоты. Метанол, содержащий абсорбированный метилацетат, удаляют из скрубберной установки 628 через трубопровод метанола 632, и очищенный синтез-газ, обедненный метилацетатом, удаляют через трубопровод очищенного синтез-газа 634. Очищенный на скрубберной установке синтез-газ необязательно объединяют со вторым свежим синтез-газом через второй трубопровод синтез-газа 636, необязательно объединяют с рециркуляционным синтез-газом через второй рециркуляционный трубопровод синтез-газа 646, нагревают в одном или более теплообменнике до требуемой для синтеза метанола температуры (не показаны) и подают в реактор синтеза метанола 638. Второй поток свежего синтез-газа содержит монооксид углерода, водород и диоксид углерода. Реактор синтеза метанола 638 содержит катализатор, проявляющий активность в синтезе метанола, например, коммерческий медьсодержащий катализатор синтеза метанола, например, катализатор Katalko™ фирмы Johnson Matthey plc. Очищенный на скрубберной установке синтез-газ и свежий синтез-газ, необязательно объединенные с рециркуляционным синтез-газом, контактируют в реакторе синтеза метанола 638 с катализатором в условиях синтеза метанола, таких как температура в интервале от 230 до 275°С и общее давление в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа), при этом получают продукт синтеза метанола, включающий метанол и непрореагировавший синтез-газ. Продукт синтеза метанола отводят из реактора синтеза метанола 638 через трубопровод продукта синтеза метанола 640 и подают на вторую установку разделения 642, которая содержит, например, теплообменник и барабанный сепаратор, где его охлаждают соответственно до температуры в интервале от 30 до 50°С и разделяют для извлечения жидкого обогащенного метанолом потока и потока синтез-газа. Жидкий обогащенный метанолом поток извлекают из второй установки разделения 642 через трубопровод жидкого метанола 630, и синтез-газ удаляют из второй установки разделения 642 через второй трубопровод синтез-газа 644, и при необходимости в полном объеме удаляют в виде продувочного газа. Необязательно синтез-газ, извлеченный из второй установки разделения 642, разделяют, например, с использованием пригодной системы клапанов, на первую часть, соответственно включающую от 90 до 99% синтез-газа, и вторую часть, соответственно содержащую от 1 до 10% синтез-газа. Первую часть синтез-газа возвращают в реактор синтеза метанола 638 через второй рециркуляционный трубопровод синтез-газа 646, который присоединен к трубопроводу очищенного синтез-газа 634. Вторую часть синтез-газа удаляют в виде продувочного потока. Жидкий обогащенный метилацетатом поток, удаленный из второй разделительной установки 642 через трубопровод жидкого метанола 630, возвращают в скрубберную установку 628 для использования в качестве жидкого очищающего растворителя. Жидкий обогащенный метилацетатом поток, извлеченный из первой установки разделения 620 через трубопровод жидкого метилацетата 622, и поток растворителя, содержащего метанол и абсорбированный метилацетат, извлеченный из скрубберной установки 628 через трубопровод метанола 632, объединяют, необязательно превращают в паровую фазу, например, в предварительном нагревателе (не показан), и подают в реактор дегидратации-гидролиза 648. Реактор 648 содержит по крайней мере один катализатор, проявляющий активность в дегидратации метанола и активность в гидролизе метилацетата, например, цеолит, такой как ферриерит. Воду, соответственно в количестве от 0,1 до 50 мол. % в расчете на общий питающий поток в реактор 648, подают в реактор дегидратации-гидролиза 648 через питающий трубопровод воды 650. Метанол и метилацетат превращаются в реакторе дегидратации-гидролиза 648 в условиях реакции дегидратации-гидролиза, обычно при температуре в интервале от 100 до 350°С и при давлении от атмосферного и выше, в продукт реакции дегидратации-гидролиза, включающий диметиловый эфир и уксусную кислоту, который отводят из реактора дегидрирования-гидролиза 648 через трубопровод продукта реакции дегидратации-гидролиза 652. Продукт реакции дегидратации-гидролиза подают на третью установку разделения 654, включающую, например, одну или более колонн для дистилляции, соответственно эксплуатируемых при температуре в интервале от 25 до 200°С и при давлении от атмосферного до 30 бар изб. (от атмосферного до 3000 кПа), при этом извлекают обогащенный уксусной кислотой поток и обогащенный диметиловым эфиром поток. Обогащенный уксусной кислотой поток удаляют из третьей установки разделения 654, обычно из нижней части колонны, через трубопровод удаления уксусной кислоты 656. Обогащенный диметиловым эфиром поток удаляют из третьей установки разделения 654 обычно из верхней части колонны через трубопровод удаления диметилового эфира 658. Оба потока, обогащенные уксусной кислотой и диметиловым эфиром, могут также содержать различные количества метанола, метилацетата и воды, и их необязательно можно удалять из потоков и возвращать в реактор дегидратации-гидролиза 648 (не показано) через рециркуляционную систему.
На фиг. 7 представлена схема, иллюстрирующая один вариант осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего скрубберную очистку синтез-газа для синтеза метанола, подачу обогащенного метанолом потока в зону скрубберной очистки и рециркуляцию диметилового эфира в реактор карбонилирования. Объединенная установка 710 включает питающий трубопровод синтез-газа 712 и питающий трубопровод диметилового эфира 714, присоединенные к реактору карбонилирования 716. При эксплуатации первый свежий синтез-газ нагревают до температуры, необходимой для реакции карбонилирования, и затем направляют в реактор карбонилирования 716 через питающий трубопровод синтез-газа 712. Синтез-газ включает монооксид углерода, водород и диоксид углерода и предпочтительно характеризуется СЧ в интервале от 0,9 до 1,3. Сухой диметиловый эфир подают в реактор карбонилирования 716 через питающий трубопровод диметилового эфира 714, который присоединен к питающему трубопроводому синтез-газа 712 перед входным отверстием в реактор карбонилирования 716. Реактор карбонилирования 716 содержит катализатор, проявляющий активность в карбонилировании диметилового эфира с образованием метилацетата, например, морденит семейства цеолитов, обычно морденит в Н-форме. Диметиловый эфир и синтез-газ контактируют с катализатором в реакторе карбонилирования 716 при температуре в интервале от 250 до 350°С и общем давлении в интервале от 10 до 100 бар изб. (от 1000 кПа до 10000 кПа), при этом получают газообразный продукт реакции карбонилирования, включающий метилацетат и синтез-газ, обогащенный водородом, который отводят из реактора карбонилирования 716 через трубопровод продукта реакции карбонилирования 718 и направляют на первую установку разделения 720, включающую, например, теплообменник и барабанный сепаратор. На установке разделения 720 продукт реакции карбонилирования охлаждают, соответственно до температуры в интервале от 40 до 50°С, и из него извлекают жидкий обогащенный метилацетатом поток и поток синтез-газа, содержащий небольшое количество метилацетата, например, в количестве в интервале от 0,1 до 5 мол. %. Жидкий обогащенный метилацетатом поток удаляют из установки разделения 720 через трубопровод для жидкого метилацетата 722. Синтез-газ удаляют из первой установки разделения 720 через первый трубопровод для синтез-газа 724 и необязательно разделяют на первую и вторую части, например, с использованием пригодной системы клапанов. Первую часть синтез-газа, соответственно включающую от 20 до 30 мол. %, подают на скрубберную установку 728. Вторую часть синтез-газа, обычно включающую от 70 до 80 мол. %, возвращают в реактор карбонилирования 716 через первый рециркуляционный трубопровод синтез-газа 726. Скрубберная установка 728 включает, например, противоток потока жидкого очищающего растворителя, соответственно включающего метанол, через трубопровод метанола 730, и потока синтез-газа, включающего метилацетат, который подают на скрубберную установку 728, и который контактирует в ней с жидким очищающим растворителем для удаления метилацетата и других компонентов, растворимых в нем, например, диметилового эфира и уксусной кислоты. Метанол, содержащий абсорбированный метилацетат, удаляют из скрубберной установки 728 через трубопровод метанола 732, и очищенный синтез-газ, обедненный метилацетатом, удаляют через трубопровод очищенного синтез-газа 734. Очищенный на скрубберной установке синтез-газ объединяют с рециркуляционным синтез-газом через второй рециркуляционный трубопровод синтез-газа 744, нагревают в одном или более теплообменников до требуемой для синтеза метанола температуры (не показаны) и подают в реактор синтеза метанола 736. Второй поток свежего синтез-газа содержит монооксид углерода, водород и диоксид углерода. Реактор синтеза метанола 736 содержит катализатор, проявляющий активность в синтезе метанола, например, коммерческий медьсодержащий катализатор синтеза метанола, например, катализатор Katalko™ фирмы Johnson Matthey plc. Объединенный синтез-газ контактирует в реакторе синтеза метанола 736 с катализатором в условиях синтеза метанола, таких как температура в интервале от 230 до 275°С и общее давление в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа), при этом получают продукт синтеза метанола, включающий метанол и непрореагировавший синтез-газ. Продукт синтеза метанола отводят из реактора синтеза метанола 736 через трубопровод продукта синтеза метанола 738 и подают на вторую установку разделения 740, которая содержит, например, теплообменник и барабанный сепаратор, где его охлаждают соответственно до температуры в интервале от 30 до 50°С и разделяют для извлечения жидкого обогащенного метанолом потока и потока синтез-газа. Жидкий обогащенный метанолом поток извлекают из второй установки разделения 740 через трубопровод жидкого метанола 730, и синтез-газ удаляют из второй установки разделения 740 через второй трубопровод синтез-газа 742, и при необходимости в полном объеме удаляют в виде продувочного газа. Необязательно синтез-газ, извлеченный из второй установки разделения 740, разделяют, например, с использованием пригодной системы клапанов, на первую часть, соответственно включающую от 90 до 99% синтез-газа, и вторую часть, соответственно содержащую от 1 до 10% синтез-газа. Первую часть синтез-газа возвращают в реактор синтеза метанола 736 через второй рециркуляционный трубопровод синтез-газа 744, который присоединен к трубопроводу очищенного синтез-газа 734. Вторую часть синтез-газа удаляют в виде продувочного потока. Жидкий обогащенный метанолом поток, удаленный из второй разделительной установки 740 через трубопровод жидкого метанола 730, возвращают в скрубберную установку 728 для использования в качестве жидкого очищающего растворителя. Жидкий обогащенный метилацетатом поток, извлеченный из первой установки разделения 720 через трубопровод жидкого метилацетата 722, и поток растворителя, содержащего метанол и абсорбированный метилацетат, извлеченный из скрубберной установки 728 через трубопровод метанола 732, объединяют, необязательно превращают в паровую фазу, например, в предварительном нагревателе (не показан), и подают в реактор дегидратации-гидролиза 746. Реактор 746 содержит по крайней мере один катализатор, проявляющий активность в дегидратации метанола и активность в гидролизе метилацетата, например, цеолит, такой как ферриерит. Воду, соответственно в количестве от 0,1 до 50 мол. % в расчете на общий питающий поток в реактор 746, подают в реактор дегидратации-гидролиза 746 через питающий трубопровод воды 748. Метанол и метилацетат превращаются в реакторе дегидратации-гидролиза 746 в условиях реакции дегидратации-гидролиза, обычно при температуре в интервале от 100 до 350°С и при давлении от атмосферного и выше, в продукт реакции дегидратации-гидролиза, включающий диметиловый эфир и уксусную кислоту, который отводят из реактора дегидрирования-гидролиза 746 через трубопровод продукта реакции дегидратации-гидролиза 750. Продукт реакции дегидратации-гидролиза подают на третью установку разделения 752, включающую, например, одну или более колонн для дистилляции, соответственно эксплуатируемых при температуре в интервале от 25 до 200°С и при давлении от атмосферного до 30 бар изб. (от атмосферного до 3000 кПа), при этом извлекают обогащенный уксусной кислотой поток и обогащенный диметиловым эфиром поток. Обогащенный уксусной кислотой поток удаляют из третьей установки разделения 752, обычно из нижней части колонны, через трубопровод удаления уксусной кислоты 754. Обогащенный диметиловым эфиром поток удаляют из третьей установки разделения 752 обычно из верхней части колонны через трубопровод удаления диметилового эфира 714. Оба потока, обогащенные уксусной кислотой и диметиловым эфиром, могут также содержать различные количества метанола, метилацетата и воды, и их необязательно можно удалять из потоков и возвращать в реактор дегидратации-гидролиза 746 (не показано) через рециркуляционную систему.
На фиг. 8 представлена схема, иллюстрирующая один вариант осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего подачу свежего синтез-газа в зону карбонилирования и зону синтеза метанола, подачу обогащенного метанолом потока в зону скрубберной очистки и возвращение диметилового эфира в зону карбонилирования. Объединенная установка 810 включает питающий трубопровод синтез-газа 812 и питающий трубопровод диметилового эфира 814, присоединенные к реактору карбонилирования 816. При эксплуатации первый свежий синтез-газ нагревают до температуры, необходимой для реакции карбонилирования, и затем направляют в реактор карбонилирования 816 через питающий трубопровод синтез-газа 812. Синтез-газ включает монооксид углерода, водород и диоксид углерода и предпочтительно характеризуется СЧ в интервале от 0,05 до 1,1. Сухой свежий диметиловый эфир (не показано) и рециркуляционный диметиловый эфир поступают в реактор карбонилирования 816 через питающий трубопровод диметилового эфира 814, который присоединен к питающему трубопроводому синтез-газа 812 перед входным отверстием в реактор карбонилирования 816. Реактор карбонилирования 816 содержит катализатор, проявляющий активность в карбонилировании диметилового эфира с образованием метилацетата, например, морденит семейства цеолитов, обычно морденит в Н-форме. Диметиловый эфир и синтез-газ контактируют с катализатором в реакторе карбонилирования 816 при температуре в интервале от 250 до 350°С и общем давлении в интервале от 10 до 100 бар изб. (от 1000 кПа до 10000 кПа), при этом получают газообразный продукт реакции карбонилирования, включающий метилацетат и синтез-газ, обогащенный водородом, который отводят из реактора карбонилирования 816 через трубопровод продукта реакции карбонилирования 818 и направляют на первую установку разделения 720, включающую, например, теплообменник и барабанный сепаратор. На установке разделения 820 продукт реакции карбонилирования охлаждают, соответственно до температуры в интервале от 40 до 50°С, и из него извлекают жидкий обогащенный метилацетатом поток и поток синтез-газа, содержащий небольшое количество метилацетата, например, в количестве в интервале от 0,1 до 5 мол. %. Жидкий обогащенный метилацетатом поток удаляют из установки разделения 820 через трубопровод для жидкого метилацетата 822. Синтез-газ удаляют из первой установки разделения 820 через первый трубопровод для синтез-газа 824 и необязательно разделяют на первую и вторую части, например, с использованием пригодной системы клапанов. Первую часть синтез-газа, соответственно включающую от 20 до 30 мол. %, подают на скрубберную установку 828. Вторую часть синтез-газа, обычно включающую от 80 до 90 мол. %, возвращают в реактор карбонилирования 816 через первый рециркуляционный трубопровод синтез-газа 826. Скрубберная установка 828 включает, например, противоток потока жидкого очищающего растворителя, соответственно включающего метанол, через трубопровод метанола 830, и потока синтез-газа, включающего метилацетат, который подают на скрубберную установку 828, и который контактирует в ней с жидким очищающим растворителем для удаления метилацетата и других компонентов, растворимых в нем, например, диметилового эфира и уксусной кислоты. Метанол, содержащий абсорбированный метилацетат, удаляют из скрубберной установки 828 через трубопровод метанола 832, и очищенный синтез-газ, обедненный метилацетатом, удаляют через трубопровод очищенного синтез-газа 834. Очищенный на скрубберной установке синтез-газ объединяют с вторым потоком свежего синтез-газа через второй рециркуляционный трубопровод синтез-газа 836 и с рециркуляционным синтез-газом через второй рециркуляционный трубопровод синтез-газа 846, и объединенный поток нагревают в одном или более теплообменников до требуемой для синтеза метанола температуры (не показаны) и подают в реактор синтеза метанола 838. Второй поток свежего синтез-газа содержит монооксид углерода, водород и диоксид углерода. Реактор синтеза метанола 838 содержит катализатор, проявляющий активность в синтезе метанола, например, коммерческий медьсодержащий катализатор синтеза метанола, например, катализатор Katalko™ фирмы Johnson Matthey plc. Объединенный синтез-газ контактирует в реакторе синтеза метанола 838 с катализатором в условиях синтеза метанола, таких как температура в интервале от 230 до 275°С и общее давление в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа), при этом получают продукт синтеза метанола, включающий метанол и непрореагировавший синтез-газ. Продукт синтеза метанола отводят из реактора синтеза метанола 838 через трубопровод продукта синтеза метанола 840 и подают на вторую установку разделения 842, которая содержит, например, теплообменник и барабанный сепаратор, где его охлаждают соответственно до температуры в интервале от 30 до 50°С и разделяют для извлечения жидкого обогащенного метанолом потока и потока синтез-газа. Жидкий обогащенный метанолом поток извлекают из второй установки разделения 842 через трубопровод жидкого метанола 830, и синтез-газ удаляют из второй установки разделения 842 через второй трубопровод синтез-газа 844. Синтез-газ, извлеченный из второй установки разделения 842, разделяют, например, с использованием пригодной системы клапанов, на первую часть, соответственно включающую от 90 до 99% синтез-газа, и вторую часть, соответственно содержащую от 1 до 10% синтез-газа. Первую часть синтез-газа возвращают в реактор синтеза метанола 838 через второй рециркуляционный трубопровод синтез-газа 846, который присоединен к трубопроводу очищенного синтез-газа 834. Вторую часть синтез-газа удаляют в виде продувочного потока. Жидкий обогащенный метанолом поток, извлеченный из второй разделительной установки 842 через трубопровод жидкого метанола 830, возвращают в скрубберную установку 828 для использования в качестве жидкого очищающего растворителя. Жидкий обогащенный метилацетатом поток, извлеченный из первой установки разделения 820 через трубопровод жидкого метилацетата 822, и поток растворителя, содержащего метанол и абсорбированный метилацетат, извлеченный из скрубберной установки 828 через трубопровод метанола 832, объединяют, необязательно превращают в паровую фазу, например, в предварительном нагревателе (не показан), и подают в реактор дегидратации-гидролиза 848. Реактор 848 содержит по крайней мере один катализатор, проявляющий активность в дегидратации метанола и активность в гидролизе метилацетата, например, цеолит, такой как ферриерит. Воду, соответственно в количестве от 0,1 до 50 мол. % в расчете на общий питающий поток в реактор 848, подают в реактор дегидратации-гидролиза 848 через питающий трубопровод воды 850. Метанол и метилацетат превращаются в реакторе дегидратации-гидролиза 848 в условиях реакции дегидратации-гидролиза, обычно при температуре в интервале от 100 до 350°С и при давлении от атмосферного и выше, в продукт реакции дегидратации-гидролиза, включающий диметиловый эфир и уксусную кислоту, который отводят из реактора дегидрирования-гидролиза 848 через трубопровод продукта реакции дегидратации-гидролиза 852. Продукт реакции дегидратации-гидролиза подают на третью установку разделения 854, включающую, например, одну или более колонн для дистилляции, соответственно эксплуатируемых при температуре в интервале от 25 до 200°С и при давлении от атмосферного до 30 бар изб. (от атмосферного до 3000 кПа), при этом извлекают обогащенный уксусной кислотой поток и обогащенный диметиловым эфиром поток. Обогащенный уксусной кислотой поток удаляют из третьей установки разделения 854, обычно из нижней части колонны, через трубопровод удаления уксусной кислоты 856. Обогащенный диметиловым эфиром поток удаляют из третьей установки разделения 854 обычно из верхней части колонны через трубопровод удаления диметилового эфира 814 и возвращают в реактор карбонилирования 816. Оба потока, обогащенные уксусной кислотой и диметиловым эфиром, могут также содержать различные количества метанола, метилацетата и воды, и их необязательно можно удалять из потоков и возвращать в реактор дегидратации-гидролиза 848 (не показано) через рециркуляционную систему.
На фиг. 9 представлена схема, иллюстрирующая один вариант осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего подачу свежего синтез-газа в зону карбонилирования и зону синтеза метанола. Объединенная установка 910 включает питающий трубопровод синтез-газа 912 и питающий трубопровод диметилового эфира 914, присоединенные к реактору карбонилирования 916. При эксплуатации первый свежий синтез-газ нагревают до температуры, необходимой для реакции карбонилирования, и затем направляют в реактор карбонилирования 916 через питающий трубопровод синтез-газа 912. Синтез-газ включает монооксид углерода, водород и диоксид углерода и предпочтительно характеризуется СЧ в интервале от 0,05 до 1,1. Сухой свежий диметиловый эфир подают в реактор карбонилирования 916 через питающий трубопровод диметилового эфира 914, который присоединен к питающему трубопроводу синтез-газа 912 перед входным отверстием в реактор карбонилирования 916. Реактор карбонилирования 916 содержит катализатор, проявляющий активность в карбонилировании диметилового эфира с образованием метилацетата, например, морденит семейства цеолитов, обычно морденит в Н-форме. Диметиловый эфир и синтез-газ контактируют с катализатором в реакторе карбонилирования 916 при температуре в интервале от 250 до 350°С и общем давлении в интервале от 10 до 100 бар изб. (от 1000 кПа до 10000 кПа), при этом получают газообразный продукт реакции карбонилирования, включающий метилацетат и синтез-газ, обогащенный водородом, который отводят из реактора карбонилирования 916 через трубопровод продукта реакции карбонилирования 918 и направляют на первую установку разделения 920, включающую, например, теплообменник и барабанный сепаратор. На установке разделения 920 продукт реакции карбонилирования охлаждают, соответственно до температуры в интервале от 40 до 50°С, и из него извлекают жидкий обогащенный метилацетатом поток и поток синтез-газа. Жидкий обогащенный метилацетатом поток удаляют из установки разделения 920 через трубопровод для жидкого метилацетата 922. Синтез-газ удаляют из первой установки разделения 920 через первый трубопровод для синтез-газа 924. Первый трубопровод синтез-газа 924 присоединен к реактору синтеза метанола 926. Синтез-газ, извлеченный из первой установки разделения 920, нагревают в одном или более теплообменниках (не показаны) до требуемой для синтеза метанола температуры и в полном объеме подают в реактор синтеза метанола 926. При необходимости синтез-газ, извлеченный из установки разделения 920, разделяют на первую и вторую части, при этом первую часть синтез-газа, содержащую от 80 до 99 мол. %, необязательно сжатую до давления реакции карбонилирования в одном или более компрессорах (не показаны) возвращают в реактор карбонилирования 916 через первый рециркуляционный трубопровод синтез-газа 928, а вторую часть синтез-газа, соответственно включающую от 1 до 20 мол. %, нагревают в одном или более теплообменников до требуемой для синтеза метанола температуры (не показаны) и подают в реактор синтеза метанола 926. Второй поток свежего синтез-газа объединяют через второй трубопровод синтез-газа 952 с синтез-газом для подачи через трубопровод синтез-газа 924 в реактор синтеза метанола 926. Второй поток свежего синтез-газа включает монооксид углерода, водород и диоксид углерода. Реактор синтеза метанола 926 содержит катализатор, проявляющий активность в синтезе метанола, например, коммерческий медьсодержащий катализатор синтеза метанола, например, катализатор Katalko™ фирмы Johnson Matthey plc. Синтез-газ, поданный в реактор синтеза метанола 926, контактирует в условиях синтеза метанола, таких как температура в интервале от 230 до 275°С и общее давление в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа), при этом получают продукт синтеза метанола, включающий метанол и непрореагировавший синтез-газ. Продукт синтеза метанола отводят из реактора синтеза метанола 926 через трубопровод продукта синтеза метанола 930 и подают на вторую установку разделения 932, которая содержит, например, теплообменник и барабанный сепаратор, где его охлаждают соответственно до температуры в интервале от 30 до 50°С и разделяют для извлечения жидкого обогащенного метанолом потока и потока синтез-газа. Жидкий обогащенный метанолом поток извлекают из второй установки разделения 932 через трубопровод жидкого метанола 934, и синтез-газ удаляют из второй установки разделения 932 через второй трубопровод синтез-газа 936. Синтез-газ можно в полном объеме удалять в виде продувочного газа или при необходимости весь или часть его, такую как от 90 до 99% синтез-газа, возвращать в реактор синтеза метанола 926 через дополнительный второй рециркуляционный трубопровод 938. Жидкий обогащенный метилацетатом поток, извлеченный из первой установки разделения 920 через трубопровод жидкого метилацетата 922, и поток обогащенный метанолом поток, удаленный из второй установки разделения 932 через трубопровод метанола 934, объединяют, необязательно превращают в паровую фазу, например, в предварительном нагревателе (не показан), и подают в реактор дегидратации-гидролиза 940. Реактор 940 содержит по крайней мере один катализатор, проявляющий активность в дегидратации метанола и активность в гидролизе метилацетата, например, цеолит, такой как ферриерит. Воду, соответственно в количестве от 0,1 до 50 мол. % в расчете на общий питающий поток в реактор 940, подают в реактор дегидратации-гидролиза 940 через питающий трубопровод воды 950. Метанол и метилацетат превращаются в реакторе дегидратации-гидролиза 940 в условиях реакции дегидратации-гидролиза, обычно при температуре в интервале от 100 до 350°С и при давлении от атмосферного и выше, в продукт реакции дегидратации-гидролиза, включающий диметиловый эфир и уксусную кислоту, который отводят из реактора дегидратации-гидролиза 940 через трубопровод продукта реакции дегидратации-гидролиза 942. Продукт реакции дегидратации-гидролиза подают на третью установку разделения 944, включающую, например, одну или более колонн для дистилляции, соответственно эксплуатируемых при температуре в интервале от 25 до 200°С и при давлении от атмосферного до 30 бар изб. (от атмосферного до 3000 кПа), при этом извлекают обогащенный уксусной кислотой поток и обогащенный диметиловым эфиром поток. Обогащенный уксусной кислотой поток удаляют из третьей установки разделения 944, обычно из нижней части колонны, через трубопровод удаления уксусной кислоты 946. Обогащенный диметиловым эфиром поток удаляют из третьей установки разделения 944 обычно из верхней части колонны через трубопровод удаления диметилового эфира 948. Оба потока, обогащенные уксусной кислотой и диметиловым эфиром, могут также содержать различные количества метанола, метилацетата и воды, и их необязательно можно удалять из потоков и возвращать в реактор дегидратации-гидролиза 940 (не показано) через рециркуляционную систему.
На фиг. 10 представлена схема, иллюстрирующая один вариант осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего подачу свежего синтез-газа в зону карбонилирования и зону синтеза метанола, скрубберную очистку синтез-газа для синтеза метанола и возвращение диметилового эфира для карбонилирования через рециркуляционную систему. Объединенная установка 1010 включает питающий трубопровод синтез-газа 1012 и питающий трубопровод диметилового эфира 1014, присоединенные к реактору карбонилирования 1016. При эксплуатации первый свежий синтез-газ нагревают до температуры, необходимой для реакции карбонилирования, и затем направляют в реактор карбонилирования 1016 через питающий трубопровод синтез-газа 1012. Синтез-газ включает монооксид углерода, водород и диоксид углерода и предпочтительно характеризуется СЧ в интервале от 0,05 до 1,1. Сухой свежий диметиловый эфир и рециркуляционный диметиловый эфир подают в реактор карбонилирования 1016 (не показан) через питающий трубопровод диметилового эфира 1014, который присоединен к питающему трубопроводу синтез-газа 1012 перед входным отверстием в реактор карбонилирования 1016. Реактор карбонилирования 1016 содержит катализатор, проявляющий активность в карбонилировании диметилового эфира с образованием метилацетата, например, морденит семейства цеолитов, обычно морденит в Н-форме. Диметиловый эфир и синтез-газ контактируют с катализатором в реакторе карбонилирования 1016 при температуре в интервале от 250 до 350°С и общем давлении в интервале от 10 до 100 бар изб. (от 1000 кПа до 10000 кПа), при этом получают газообразный продукт реакции карбонилирования, включающий метилацетат и синтез-газ, обогащенный водородом, который отводят из реактора карбонилирования 1016 через трубопровод продукта реакции карбонилирования 1018 и направляют на первую установку разделения 1020, включающую, например, теплообменник и барабанный сепаратор. На установке разделения 1020 продукт реакции карбонилирования охлаждают, соответственно до температуры в интервале от 40 до 50°С, и из него извлекают жидкий обогащенный метилацетатом поток и поток синтез-газа, содержащий небольшое количество метилацетата, например, в количестве в интервале от 0,1 до 5 мол. %. Жидкий обогащенный метилацетатом поток удаляют из установки разделения 1020 через трубопровод для жидкого метилацетата 1022. Синтез-газ удаляют из первой установки разделения 1020 через первый трубопровод для синтез-газа 1024 и разделяют, например, с использованием пригодной системы клапанов. Первую часть синтез-газа, соответственно включающую его в количестве от 1 до 20 мол. %, подают в скрубберную установку 1032. Вторую часть синтез-газа, соответственно включающую от 80 до 99 мол. %, возвращают в реактор карбонилирования 1016 через первый рециркуляционный трубопровод синтез-газа 1030. В скрубберную установку 1032 подают, например, в противотоке поток жидкого очищающего растворителя, соответственно включающего метанол, через трубопровод растворителя 1034, и синтез-газ, включающий метилацетат, подаваемый на скрубберную установку 1032, контактирует в ней с жидким растворителем для удаления метилацетата. Жидкий очищающий растворитель, содержащий абсорбированный метилацетат и другие компоненты, растворимые в метаноле, соответственно диметиловый эфир и уксусную кислоту, удаляют из скрубберной установки 1032 через трубопровод удаления растворителя 1062, и очищенный синтез-газ, обедненный метилацетатом, удаляют через трубопровод очищенного синтез-газа 1036 перед подачей в реактор синтеза метанола 1038. Реактор синтеза метанола 1038 содержит катализатор, проявляющий активность в синтезе метанола, например, коммерческий медьсодержащий катализатор синтеза метанола, например, катализатор Katalko™ фирмы Johnson Matthey plc. Второй поток свежего синтез-газа подают в реактор синтеза метанола через второй трубопровод синтез-газа 1066. Второй поток свежего синтез-газа включает монооксид углерода, водород и диоксид углерода. Второй поток свежего синтез-газа и рециркуляционный синтез-газ, извлеченный из продукта синтеза метанола, объединяют с очищенным на скрубберной установке синтез-газом через трубопровод синтез-газа 1066 и второй рециркуляционный трубопроводсинтез-газа 1050, соответственно. Объединенный синтез-газ нагревают в одном или более теплообменников то требуемой для синтеза метанола температуры (не показано) и подают в реактор синтеза метанола 1038, где он контактирует с катализатором в условиях синтеза метанола, таких как температура в интервале от 230 до 275°С и общее давление в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа), при этом получают продукт синтеза метанола, включающий метанол и непрореагировавший синтез-газ. Продукт синтеза метанола отводят из реактора синтеза метанола 1038 через трубопровод продукта синтеза метанола 1040 и подают на вторую установку разделения 1042, которая содержит, например, теплообменник и барабанный сепаратор, где его охлаждают обычно до температуры в интервале от 30 до 50°С и разделяют для извлечения жидкого обогащенного метанолом потока и потока синтез-газа. Жидкий обогащенный метанолом поток удаляют из второй установки разделения 1042 через трубопровод жидкого метанола 1044, и синтез-газ удаляют из второй установки разделения 1042 через второй трубопровод синтез-газа 1046. Синтез-газ разделяют, например, с использованием пригодной системы клапанов, на первую часть, включающую соответственно от 90 до 99% синтез-газа, и вторую часть, соответственно содержащую от 1 до 10% синтез-газа. Первую часть синтез-газа возвращают в реактор синтеза метанола 1038 через второй рециркуляционный трубопровод синтез-газа 1050, который присоединен к трубопроводу очищенного синтез-газа 1036. Вторую часть синтез-газа удаляют в виде продувочного потока. Жидкий обогащенный метилацетатом поток, удаленный из первой установки разделения 1020 через трубопровод жидкого метилацетата 1022, и жидкий обогащенный метанолом поток, удаленный из второй установки разделения 1042 через трубопровод жидкого метанола 1044, объединяют, необязательно превращают в паровую фазу, например, в предварительном нагревателе (не показан), и подают в реактор дегидратации-гидролиза 1054. Реактор дегидратации-гидролиза 1054 содержит по крайней мере один катализатор, проявляющий активность в дегидратации метанола и активность в гидролизе метилацетата, например, цеолит, такой как ферриерит. Воду, обычно в количестве от 0,1 до 50 мол. % в расчете на общий питающий поток реактора дегидратации-гидролиза 1054, подают в реактор 1054 через питающий трубопровод воды 1064. Метанол и метилацетат превращаются в реакторе дегидратации-гидролиза 1054 в условиях реакции дегидратации-гидролиза, обычно при температуре в интервале от 100 до 350°С и при давлении от атмосферного или выше, в продукт реакции дегидратации-гидролиза, включающий диметиловый эфир и уксусную кислоту, который отводят из реактора дегидратации-гидролиза 1054 через трубопровод продукта реакции дегидратации-гидролиза 1056. Продукт реакции дегидратации-гидролиза подают на третью установку разделения 1058, включающую, например, одну или более колонн для дистилляции, соответственно эксплуатируемых при температуре в интервале от 25 до 200°С и при давлении от атмосферного до 30 бар изб. (от атмосферного до 3000 кПа), при этом извлекают обогащенный уксусной кислотой поток и обогащенный диметиловым эфиром поток. Обогащенный уксусной кислотой поток удаляют из третьей установки для разделения 1058, обычно из нижней части колонны через трубопровод удаления уксусной кислоты 1060. Обогащенный диметиловым эфиром поток удаляют из третьей установки разделения 1058 обычно из верхней части колонны через трубопровод удаления диметилового эфира 1014 и возвращают в реактор карбонилирования 1016. Оба потока, обогащенных уксусной кислотой и диметиловым эфиром, могут также содержать различные количества метанола, метилацетата и воды, и их необязательно можно удалять из потоков и возвращать в реактор дегидратации-гидролиза 1054 (не показано).
На фиг. 11 представлена схема, иллюстрирующая один вариант осуществления настоящего изобретения, т.е. объединенного способа получения уксусной кислоты, включающего скрубберную очистку синтез-газа для синтеза метанола, подачу обогащенного метанолом потока в зону скрубберной очистки и возвращение рециркуляционных потоков в зону карбонилирования и в зону дегидратации-гидролиза. Объединенная установка 1110 включает питающий трубопровод синтез-газа 1112 и питающий трубопровод диметилового эфира 1114, присоединенные к реактору карбонилирования 1116. При эксплуатации первый свежий синтез-газ нагревают до температуры, необходимой для реакции карбонилирования, и затем направляют в реактор карбонилирования 1116 через питающий трубопровод синтез-газа 1112. Синтез-газ включает монооксид углерода, водород и диоксид углерода и предпочтительно характеризуется СЧ в интервале от 0,9 до 1,3. Рециркуляционный диметиловый эфир подают в реактор карбонилирования 1116 через питающий трубопровод диметилового эфира 1114, который присоединен к питающему трубопроводу синтез-газа 1112 перед входным отверстием в реактор карбонилирования 1116. Реактор карбонилирования 1116 содержит катализатор, проявляющий активность в карбонилировании диметилового эфира с образованием метилацетата, например, морденит семейства цеолитов, обычно морденит в Н-форме. Диметиловый эфир и синтез-газ контактируют с катализатором в реакторе карбонилирования 1116 при температуре в интервале от 250 до 350°С и общем давлении в интервале от 10 до 100 бар изб. (от 1000 кПа до 10000 кПа), при этом получают газообразный продукт реакции карбонилирования, включающий метилацетат и синтез-газ, обогащенный водородом, который отводят из реактора карбонилирования 1116 через трубопровод продукта реакции карбонилирования 1118 и направляют на первую установку разделения 1120, включающую, например, теплообменник и барабанный сепаратор. На установке разделения 1120 продукт реакции карбонилирования охлаждают, соответственно до температуры в интервале от 40 до 50°С, и из него извлекают жидкий обогащенный метилацетатом поток и поток синтез-газа, содержащий небольшое количество метилацетата, например, в количестве в интервале от 0,1 до 5 мол. %. Жидкий обогащенный метилацетатом поток удаляют из установки разделения 1120 через трубопровод для жидкого метилацетата 1122. Синтез-газ удаляют из первой установки разделения 1120 через первый трубопровод для синтез-газа 1124 и разделяют, например, с использованием пригодной системы клапанов. Первую часть синтез-газа, соответственно включающую от 20 до 30 мол. %, подают на скрубберную установку 1032. Вторую часть синтез-газа, соответственно включающую от 70 до 80 мол. %, возвращают в реактор карбонилирования 1116 через первый рециркуляционный трубопровод синтез-газа 1126. В скрубберную установку 1128 подают, например, в противотоке поток жидкого очищающего растворителя, соответственно включающего метанол, через трубопровод растворителя 1130, и синтез-газ, включающий метилацетат, подаваемый на скрубберную установку 1128, контактирует в ней с жидким растворителем для удаления метилацетата и других компонентов, растворимых в метаноле, соответственно диметилового эфира и уксусной кислоты. Метанол, содержащий абсорбированный метилацетат, удаляют из скрубберной установки 1128 через трубопровод удаления растворителя 1132, и очищенный синтез-газ, обедненный метилацетатом, удаляют через трубопровод очищенного синтез-газа 1134. Очищенный синтез-газ объединяют с вторым потоком синтез-газа через второй рециркуляционный трубопровод синтез-газа 1144, объединенный поток нагревают в одном или более теплообменников до требуемой для синтеза метанола температуры (не показаны) и подают в реактор синтеза метанола 1136. Реактор синтеза метанола 1136 содержит катализатор, проявляющий активность в синтезе метанола, например, коммерческий медьсодержащий катализатор синтеза метанола, например, катализатор Katalko™ фирмы Johnson Matthey plc. Объединенный синтез-газ контактирует в реакторе синтеза метанола с катализатором в условиях синтеза метанола, таких как температура в интервале от 230 до 275°С и общее давление в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа), при этом получают продукт синтеза метанола, включающий метанол и непрореагировавший синтез-газ. Продукт синтеза метанола отводят из реактора синтеза метанола 1136 через трубопровод продукта синтеза метанола 1138 и подают на вторую установку разделения 1140, которая содержит, например, теплообменник и барабанный сепаратор, где его охлаждают соответственно до температуры в интервале от 30 до 50°С и разделяют для извлечения жидкого обогащенного метанолом потока и потока синтез-газа. Жидкий обогащенный метанолом поток удаляют из второй установки разделения 1140 через трубопровод жидкого метанола 1130, и синтез-газ удаляют из второй установки разделения 1140 через второй трубопровод синтез-газа 1142. Синтез-газ, извлеченный из второй установки разделения 1140, разделяют, например, с использованием пригодной системы клапанов, на первую часть, включающую соответственно от 90 до 99% синтез-газа, и вторую часть, соответственно содержащую от 1 до 10% синтез-газа. Первую часть синтез-газа возвращают в реактор синтеза метанола 1136 через второй рециркуляционный трубопровод синтез-газа 1144, который присоединен к трубопроводу очищенного синтез-газа 1134. Вторую часть синтез-газа удаляют в виде продувочного потока. Жидкий обогащенный метанолом поток, удаленный из первой установки разделения 1140 через трубопровод жидкого метанола 1130, возвращают в скрубберную установку 1128. Жидкий обогащенный метилацетатом поток, удаленный из первой установки разделения 1120 через трубопровод жидкого метилацетата 1122, и поток растворителя на основе метанола, содержащий абсорбированный метилацетат и удаленный из скрубберной установки 1128 через трубопровод удаления метанола 1132, объединяют, необязательно превращают в паровую фазу, например, в предварительном нагревателе (не показан), и подают в реактор дегидратации-гидролиза 1146. Реактор дегидратации-гидролиза 1146 содержит по крайней мере один катализатор, проявляющий активность в дегидратации метанола и активность в гидролизе метилацетата, например, цеолит, такой как ферриерит. Метанол и метилацетат превращаются в реакторе дегидратации-гидролиза 1146 в условиях реакции дегидратации-гидролиза, обычно при температуре в интервале от 100 до 350°С и при давлении от атмосферного или выше, в продукт реакции дегидратации-гидролиза, включающий диметиловый эфир и уксусную кислоту, который отводят из реактора дегидратации-гидролиза 1146 через трубопровод продукта реакции дегидратации-гидролиза 1150. Продукт реакции дегидратации-гидролиза подают на третью установку разделения 1152, включающую, например, одну или более колонн для дистилляции, соответственно эксплуатируемых при температуре в интервале от 25 до 200°С и при давлении от атмосферного до 30 бар изб. (от атмосферного до 3000 кПа), при этом извлекают обогащенный уксусной кислотой поток и обогащенный диметиловым эфиром поток. Обогащенный уксусной кислотой поток удаляют из третьей установки для разделения 1152, обычно из нижней части колонны через трубопровод удаления уксусной кислоты 1154. Обогащенный диметиловым эфиром поток удаляют из третьей установки разделения 1152 обычно из верхней части колонны через трубопровод удаления диметилового эфира 1114 и возвращают в реактор карбонилирования 1116. Поток, включающий метанол, метилацетат и воду, извлекают из установки разделения 1152 и через трубопровод 1155 возвращают в реактор дегидратации-гидролиза 1146. Поток, в основном содержащий воду, удаляют в виде продувочного потока 1153 из установки разделения 1152.
Настоящее изобретение представлено для иллюстрации со ссылкой на следующие не ограничивающие его объем примеры.
Пример 1
В этом примере продемонстрирована возможность реализации объединенного способа получения уксусной кислоты из диметилового эфира и синтез-газа, включающего монооксид углерода и водород, согласно схеме, представленной на фиг. 1, за исключением того, в этом примере поток воды (поток 150) не подают в реактор дегидратации-гидролиза 140. При моделировании процесса с использованием программного обеспечения ASPEN™ версии 7.3 (фирмы Aspen Technology Inc.) поток диметилового эфира 114 и поток синтез-газа 112, содержащий монооксид углерода и водород, подают в реактор карбонилирования 116, где они контактируют с катализатором - морденитом семейства цеолитов при температуре 300°С, общем давлении 80 бар (8000 кПа) и общей объемной скорости подачи газа (ОСПГ) 3500 ч-1, при этом получают газообразный продукт реакции карбонилирования 118 с производительностью в граммах уксусной кислоты на литр катализатора в час (STY) 500 г×л-1×ч-1 эквивалента уксусной кислоты, и полученный продукт отводят из реактора карбонилирования 116 и направляют в сепаратор газ/жидкость 120. В установке разделения 120 продукт реакции карбонилирования 118 охлаждают, получают жидкий поток продукта, обогащенного метилацетатом 122, и газообразный поток синтез-газа 124. Поток синтез-газа 124 нагревают до 235°С и направляют в реактор синтеза метанола 126 при ОСПГ 10000 ч-1, где он контактирует с катализатором синтеза метанола при общем давлении 75 бар (75000 кПа), при этом получают продукт синтеза метанола 130 при STY 950 г×л-1×ч-1 метанола. Продукт синтеза метанола 130 отводят из реактора синтеза метанола 126 и подают на установку разделения 132, из которой извлекают жидкий поток, обогащенный метанолом 134, и газообразный поток синтез-газа 136. Жидкий поток, обогащенный метанолом 134, объединяют с потоком продукта, обогащенного метилацетатом 122, и объединенный поток подают в реактор дегидратации-гидролиза, где он контактирует с катализатором на основе цеолита при температуре 235°С, общем давлении 14 бар (14000 кПа) и при ОСПГ 2000 ч-1, при этом получают продукт реакции при STY 530 г×л-1×ч-1 уксусной кислоты. Поток продукта реакции 142 отводят из реактора дегидратации-гидролиза 140 и разделяют с использованием дистилляции на установке разделения 144, при этом получают поток обогащенного уксусной кислотой продукта 146 и поток обогащенного метилацетатом продукта 148.
Состав различных технологических потоков, указанных на фиг. 1, представлен в табл. 1 ниже.
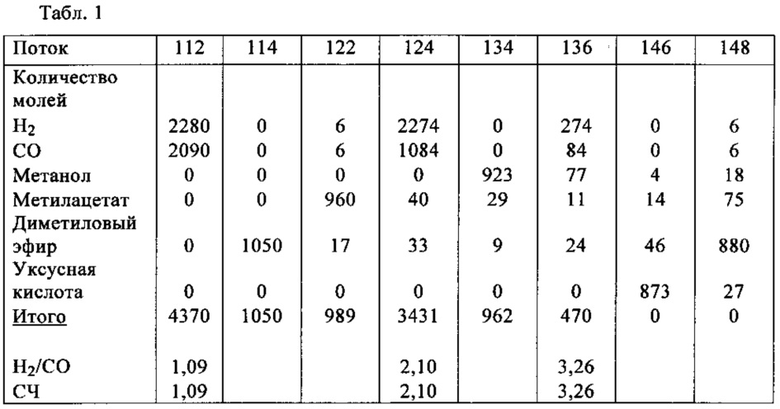
Пример 2
В этом примере продемонстрирована возможность реализации объединенного способа получения уксусной кислоты из диметилового эфира и синтез-газа согласно схеме, указанной на фиг. 5, за исключением того, что в этом примере поток воды (поток 548) не подают в реактор дегидратации-гидролиза 546. При моделировании процесса с использованием программного обеспечения ASPEN™ версии 7.3 (фирмы Aspen Technology Inc.) поток диметилового эфира 514 и поток синтез-газа 512, содержащий монооксид углерода, диоксид углерода и водород, подают в виде объединенного потока в реактор карбонилирования 516 и этот поток контактирует там с катализатором - морденитом семейства цеолитов, при температуре 300°С, общем давлении 80 бар (8000 кПа) и ОСПГ 3500 ч-1, при этом получают газообразный продукт реакции карбонилирования 518 при STY 500 г×л-1×ч-1 эквивалента уксусной кислоты, который отводят из реактора карбонилирования 516 и направляют на газожидкостную установку разделения 520. В установке разделения 520 продукт реакции карбонилирования 518 охлаждают, получают жидкий поток продукта, обогащенного метилацетатом 522, и газообразный поток синтез-газа 524, содержащий небольшое количество метилацетата. Поток синтез-газа 524 подают на скрубберную установку 528, в которую в противотоке подают поток жидкого метанола 530. В скрубберной установке 528 поток синтез-газа 524 очищают в потоке жидкого метанола 530, при этом получают поток синтез-газа 534, содержащий сниженное количество метилацетата (очищенный синтез-газ), и использованный поток метанола 532, содержащий метанол и абсорбированный метилацетат. Поток очищенного на скрубберной установке синтез-газа 534 удаляют из скрубберной установки 528, нагревают до 235°С и направляют в реактор синтеза метанола 536 при ОСПГ 10000 ч-1, где этот поток контактирует с катализатором синтеза метанола при общем давлении 75 бар (7500 кПа), при этом получают продукт синтеза метанола 538 при STY 950 г×л-1×ч-1 метанола. Продукт синтеза метанола 538 отводят из реактора синтеза метанола и подают на установку разделения 540, из которой удаляют жидкий обогащенный метанолом поток 530 и газообразный поток синтез-газа 542 в виде продувочного потока. Жидкий обогащенный метанолом поток 530 подают в скрубберную установку 528. Поток использованного метанола 532, содержащий метанол и абсорбированный метилацетат, удаляют из скрубберной установки 528 и объединяют с жидким потоком, обогащенным метилацетатом 522, и объединенный поток подают в реактор дегидратации-гидролиза 546, где поток контактирует с катализатором - цеолитом, при температуре 235°С, общем давлении 14 бар (1400 кПа) и ОСПГ 2000 ч-1, при этом получают продукт реакции при STY 530 г×л-1×ч-1 уксусной кислоты. Поток продукта реакции отводят из реактора дегидратации-гидролиза 546 и разделяют с использованием дистилляции в установке разделения 522, при этом получают поток обогащенного уксусной кислотой продукта 544 и поток обогащенного диметиловым эфиром продукта 556. Состав различных технологических потоков, указанных на фиг. 5, представлен в табл. 2 ниже.
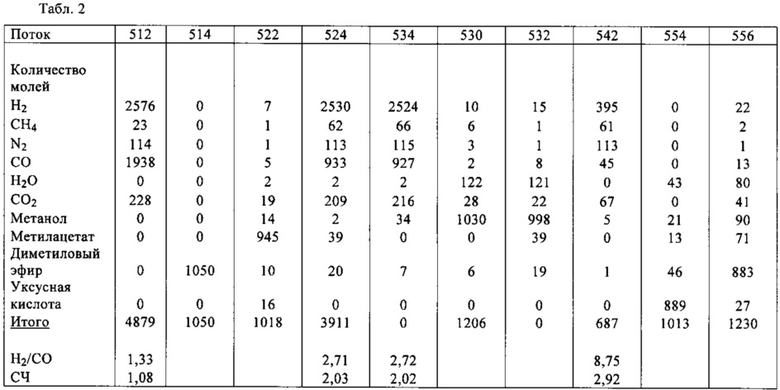
Пример 3
Пример 3 аналогичен примеру 2, за исключением того, что в этом примере 3 поток воды (поток 548) вводят в реактор дегидратации-гидролиза 546. Состав различных технологических потоков, указанных на фиг. 5, представлен в табл. 3 ниже.
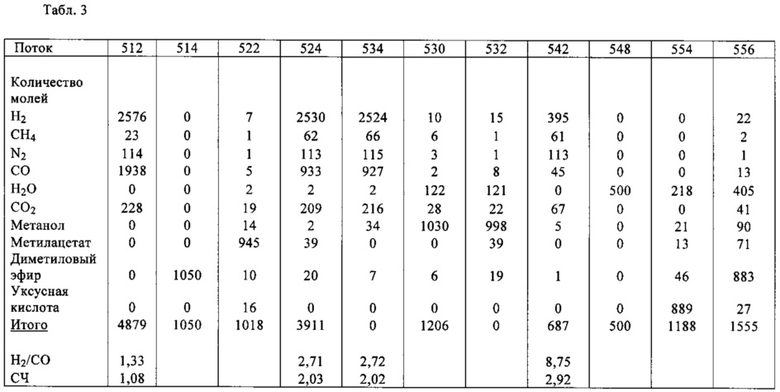
Пример 4
В этом примере продемонстрирована возможность реализации объединенного способа получения уксусной кислоты из диметилового эфира и синтез-газа согласно схеме, представленной на фиг. 11. При моделировании процесса с использованием программного обеспечения ASPEN™ версии 7.3 (фирмы Aspen Technology Inc.) поток синтез-газа 1112, содержащий монооксид углерода, диоксид углерода и водород, и рециркуляционный поток диметилового эфира 1114 подают в виде объединенного потока в реактор карбонилирования 1116 и он контактируют там с катализатором - морденитом семейства цеолитов при температуре 300°С, общем давлении 80 бар (8000 кПа) и ОСПГ 3500 ч-1, при этом получают газообразный продукт реакции карбонилирования 1118 при STY 500 г×л-1×ч-1 эквивалента уксусной кислоты, который отводят из реактора карбонилирования 1116 и направляют на газожидкостную установку разделения 1120. В установке разделения 1120 продукт реакции карбонилирования 1118 охлаждают, получают жидкий поток продукта, обогащенного метилацетатом 1122 и газообразный поток синтез-газа 1124, содержащий небольшое количество метилацетата. Поток синтез-газа 1124 разделяют таким образом, что часть его возвращают в виде рециркуляционного потока синтез-газа 1126 в реактор карбонилирования 1116, и остальную часть потока синтез-газа 1124 направляют в скрубберную установку 1128, где в противотоке подают жидкий поток метанола 1130. В скрубберной установке 1128 поток синтез-газа 1124 очищается жидким потоком метанола 1130, при этом получают поток синтез-газа 1134, содержащий сниженное количество метилацетата (очищенный на скрубберной установке синтез-газ), и использованный поток метанола 1132, содержащий метанол и абсорбированный метилацетат. Поток очищенного синтез-газа 1134 удаляют из скрубберной установки 1128, объединяют с рециркуляционным потоком синтез-газа 1144, нагревают до 235°С и направляют в реактор синтеза метанола 1136 при ОСПГ 10000 ч-1, где он контактирует с катализатором синтеза метанола при общем давлении 75 бар (7500 кПа), при этом получают продукт синтеза метанола 538 при STY 950 г×л-1×ч-1 метанола. Продукт синтеза метанола 1138 отводят из реактора синтеза метанола 1136 и подают на установку разделения 1140, из которой жидкий обогащенный метанолом поток 1130 и газообразный поток синтез-газа, часть которого удаляют в виде продувочного потока 1142, а другую часть возвращают в виде рециркуляционного потока синтез-газа 1144 в реактор синтеза метанола 1136. Жидкий обогащенный метанолом поток 1130 подают в скрубберную установку 1128. Поток использованного метанола 1132, содержащий метанол и абсорбированный метилацетат, удаляют из скрубберной установки 1128 и объединяют с жидким потоком, обогащенным метилацетатом 1122, и объединенный поток подают в реактор дегидратации-гидролиза 1146, где он контактирует с катализатором -цеолитом, при температуре 235°С, общем давлении 14 бар (1400 кПа) и ОСПГ 2000 ч-1, при этом получают продукт реакции при STY 530 г×л-1×ч-1 уксусной кислоты. Поток продукта реакции 1150 отводят из реактора дегидратации-гидролиза 1146 и разделяют с использованием дистилляции в установке разделения 1152, при этом получают поток обогащенного уксусной кислотой продукта 1154, поток обогащенного диметиловым эфиром продукта 1114, обогащенный водой продукт 1153 и поток 1155, включающий метанол, метилацетат и воду. Поток 1155 возвращают в реактор дегидратации-гидролиза 1146 и обогащенный диметиловым эфиром поток 1114 возвращают в реактор карбонилирования 1116. Состав различных технологических потоков, указанных на фиг. 11, представлен в табл. 4 ниже.
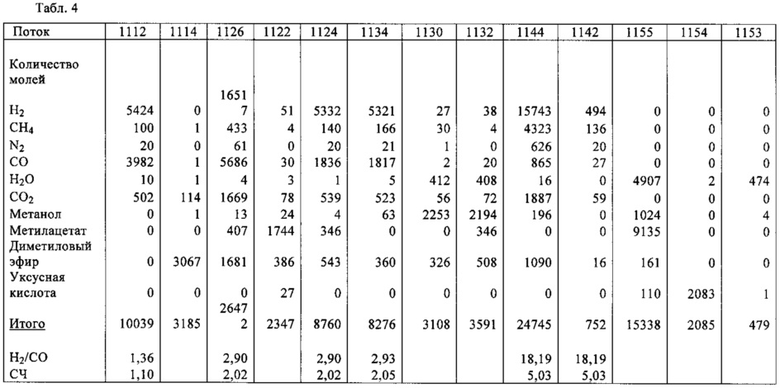
Пример 5
В этом примере исследовали влияние метилацетата на синтез метанола из синтез-газа. Частицы катализатора синтеза метанола Katalco™ (фирмы Johnson Matthey plc) измельчали и просеивали, при этом получали частицы с размером от 125 до 160 мкм. В трубчатый реактор с внутренним диаметром 9 мм загружали 3 мл катализатора, разбавленного в отношении 1:1 (об.:об.) кварцевой крошкой. Длина слоя катализатора составляла 100 мм. Синтез-газ, содержащий 62 мол. % Н2, 7 мол. % СО, 5 мол. % CO2, 21 мол. % N2 и 5 мол. % Ar, подавали в реактор при общем давлении 75 бар (7500 кПа), при температуре 260°С и ОСПГ 5000 ч-1 (циклы 1 и 3) или при ОСПГ 20000 ч-1 (циклы 2 и 4). Эксперименты повторяли (циклы 2 и 5) с использованием синтез-газа, содержащего 62 мол. % Н2, 7 мол. % СО, 5 мол. % CO2, 20 мол. % N2 и 5 мол. % Ar, и спутного потока 1 мол. % метилацетата. В каждом эксперименте выходящий из реактора поток пропускали через 2 газовых хроматографа (ГХ) для анализа компонентов выходящего потока. В качестве ГХ использовали Varian 4900 micro с тремя колонками (молекулярные сита 5А, Porapak®Q и CP-Wax-52), каждая колонка снабжена детектором теплопроводности, и Interscience trace с двумя колонками (CP Sil 5 и CP-Wax-52), каждая колонка снабжена пламенно-ионизационным детектором. В табл. 5 приведены величины производительности (STY) в граммах продукта синтеза метанола на литр катализатора в час и селективности (Сел) метанола, полученного в каждом из экспериментов. Данные табл. 5 однозначно свидетельствуют о том, что присутствие метилацетата отрицательно влияет на получение метанола из синтез-газа.
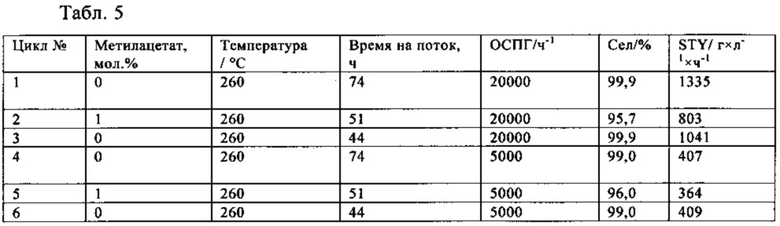
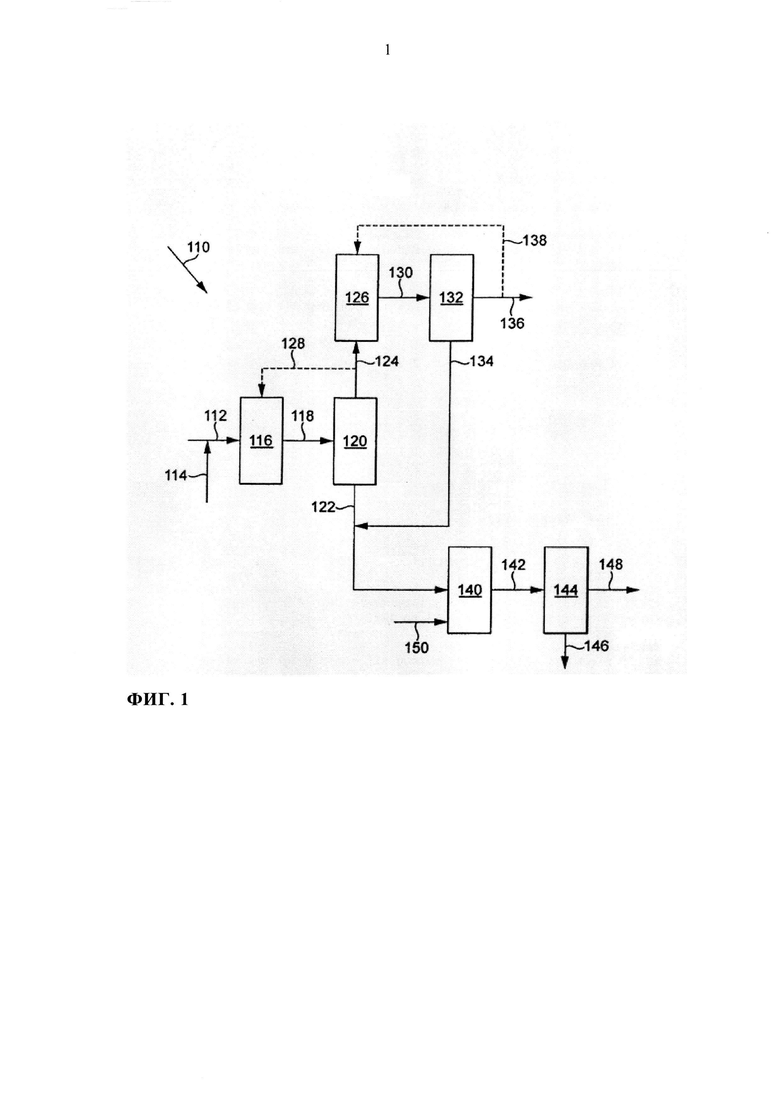
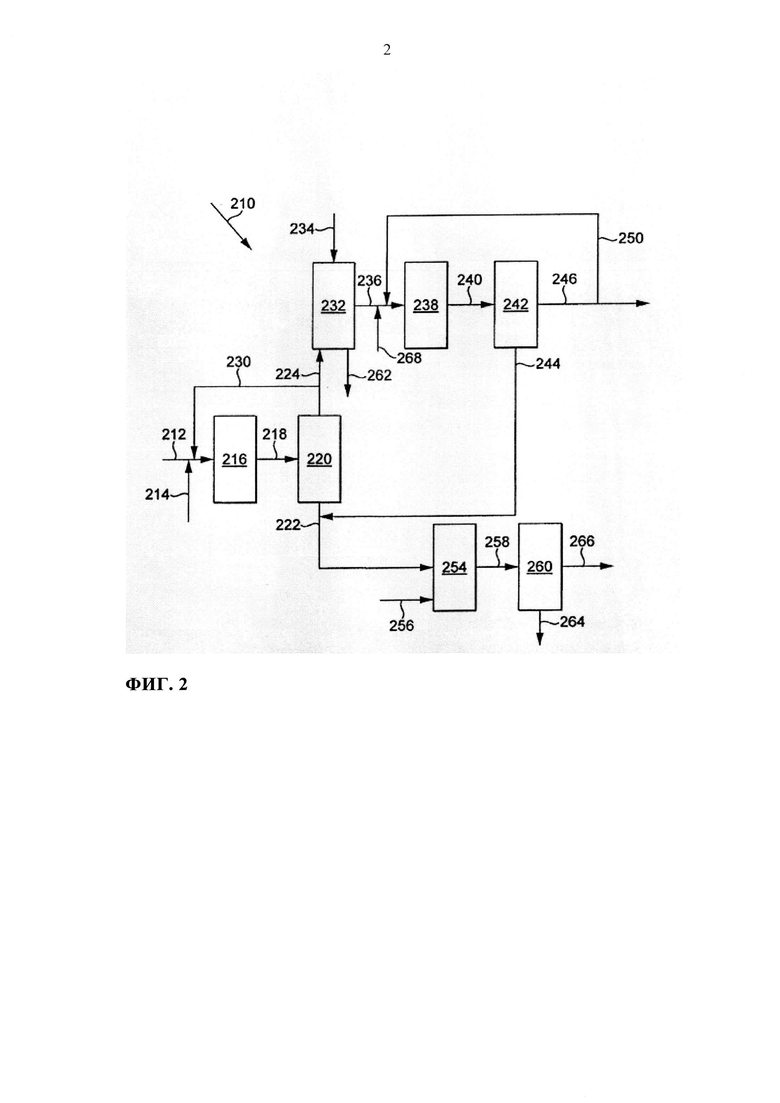
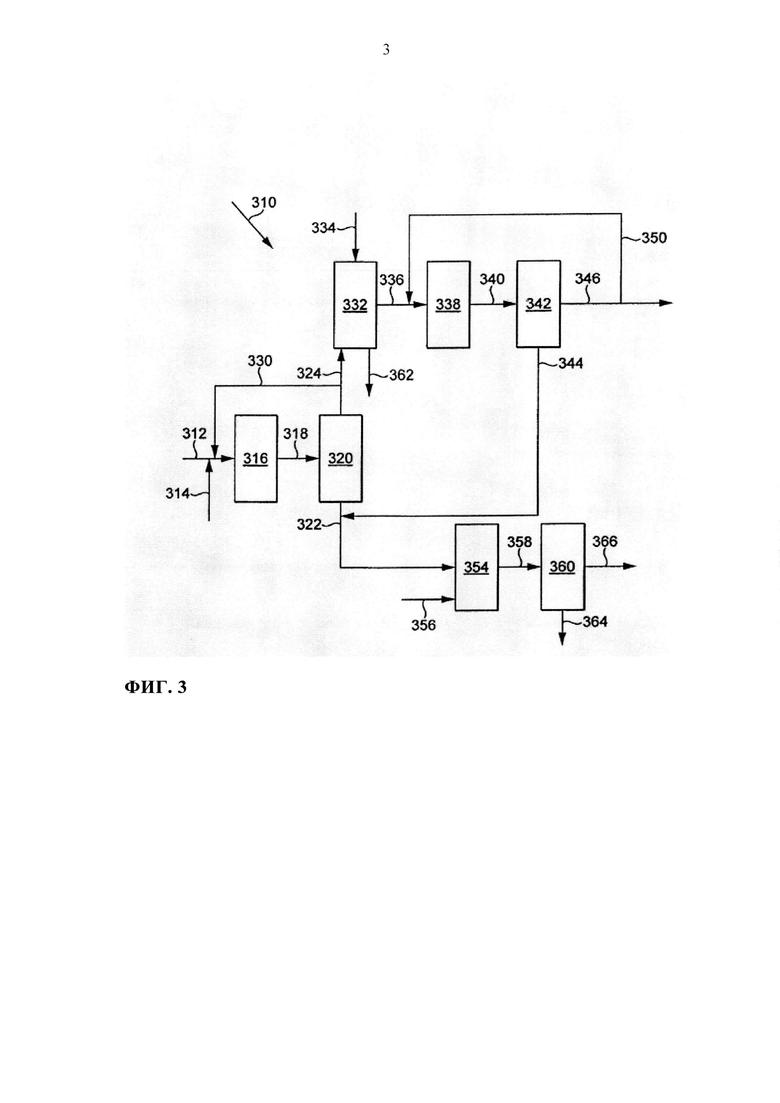
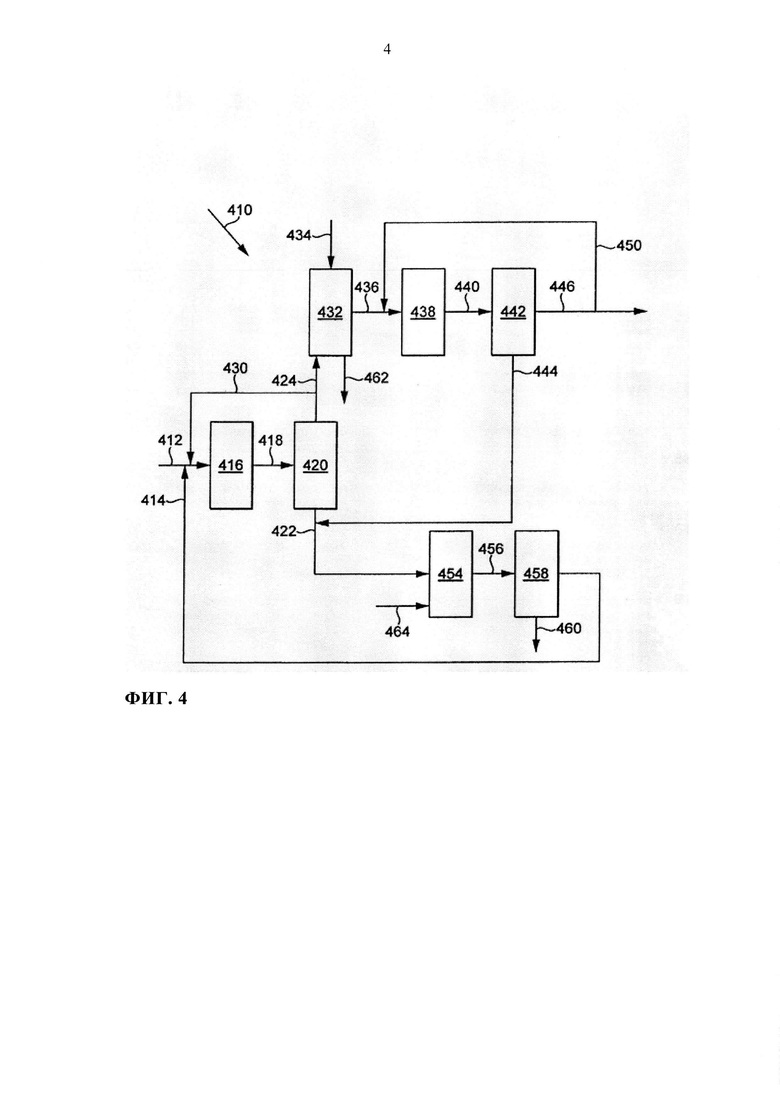
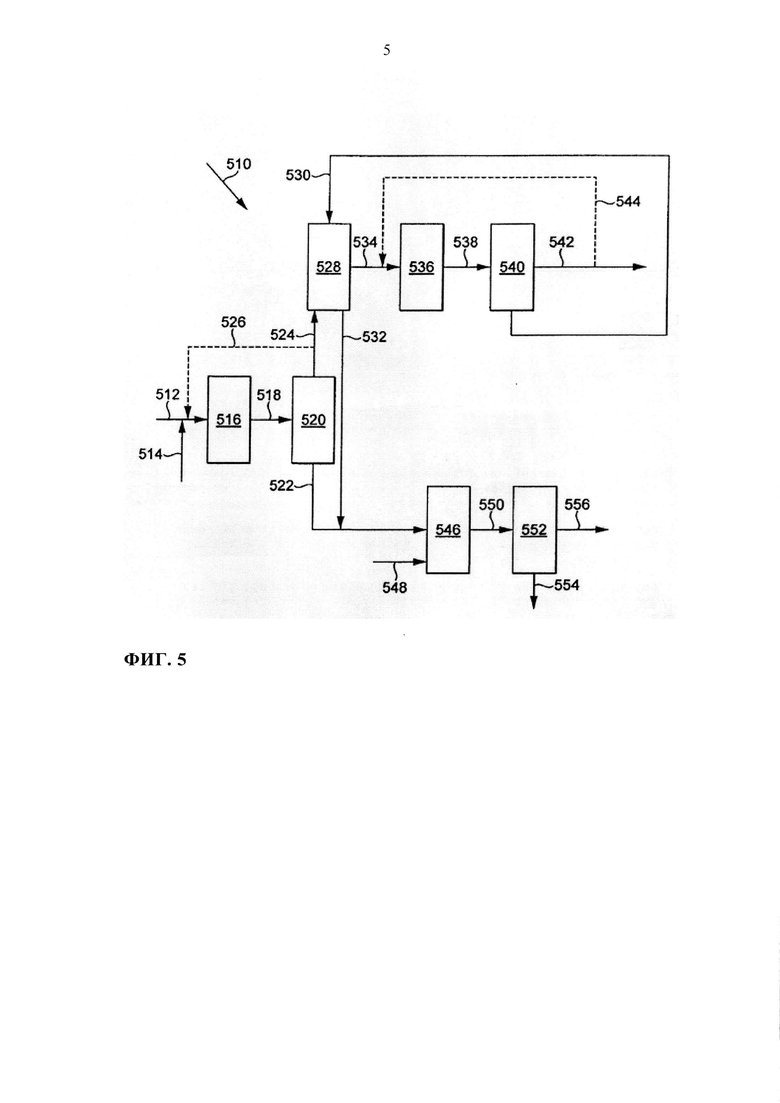
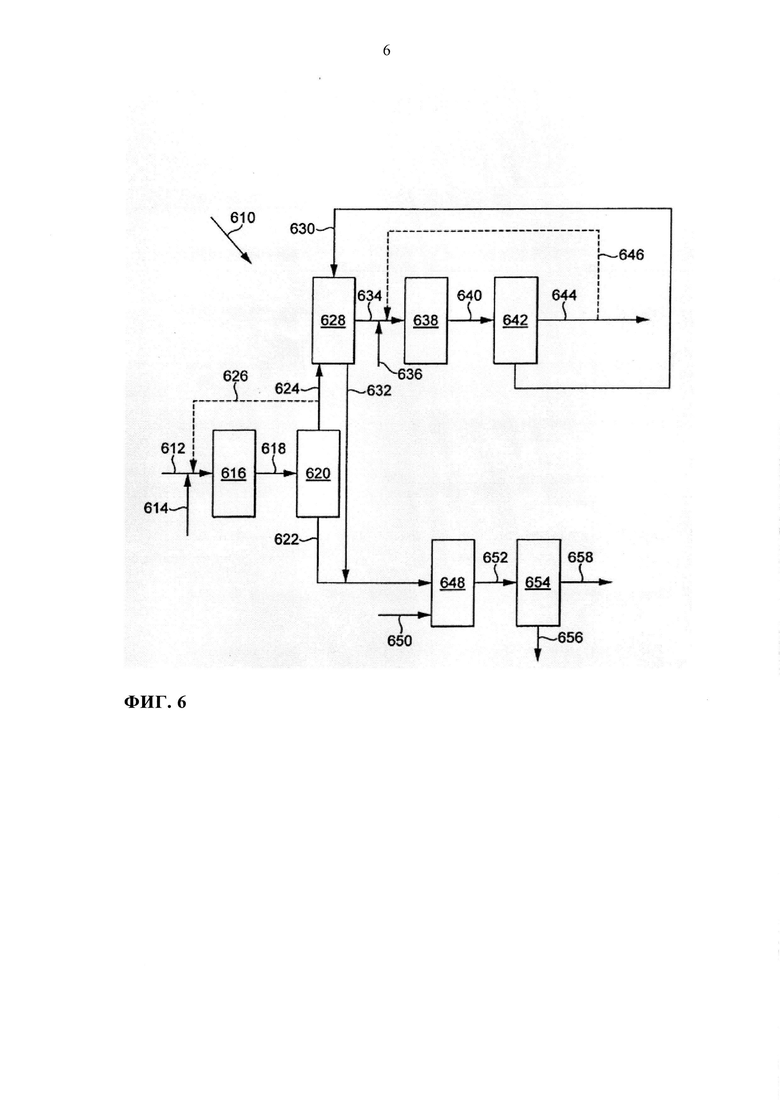
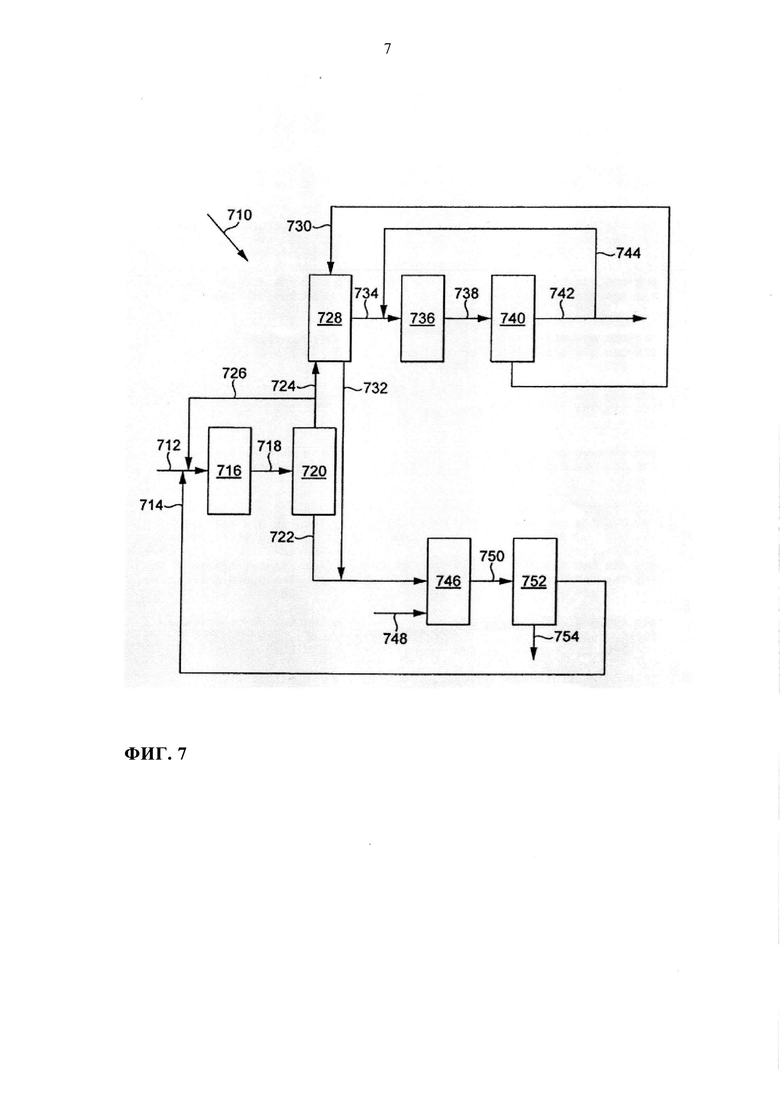
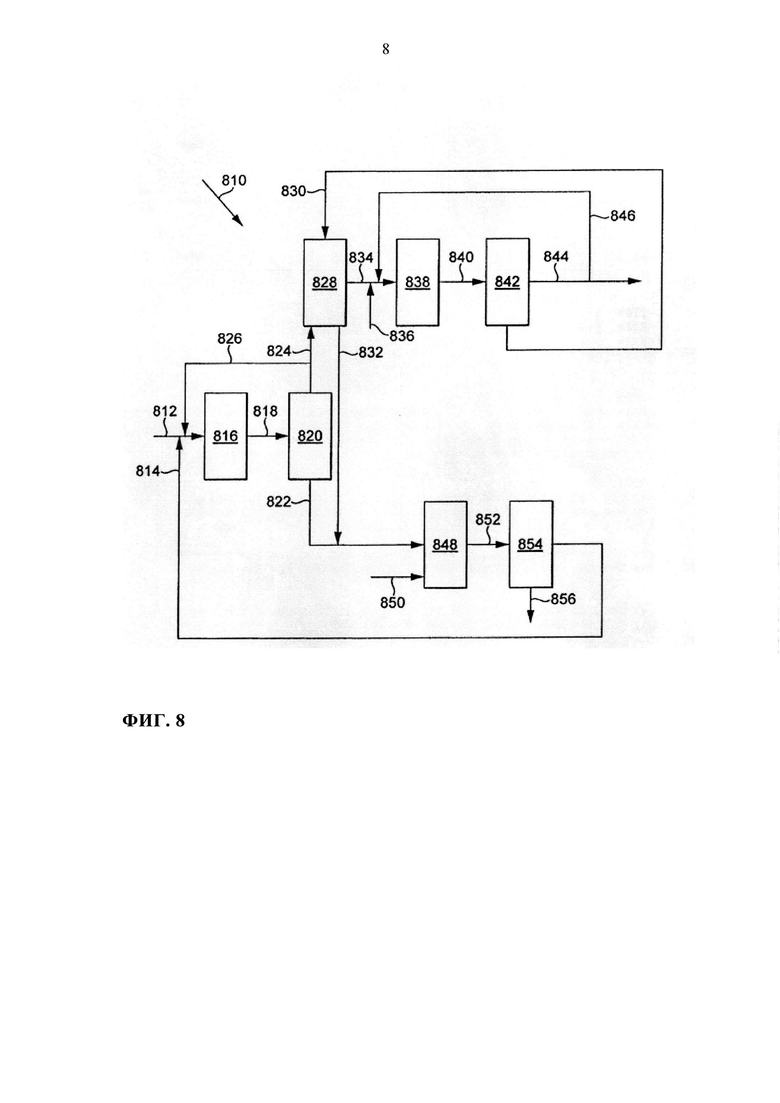
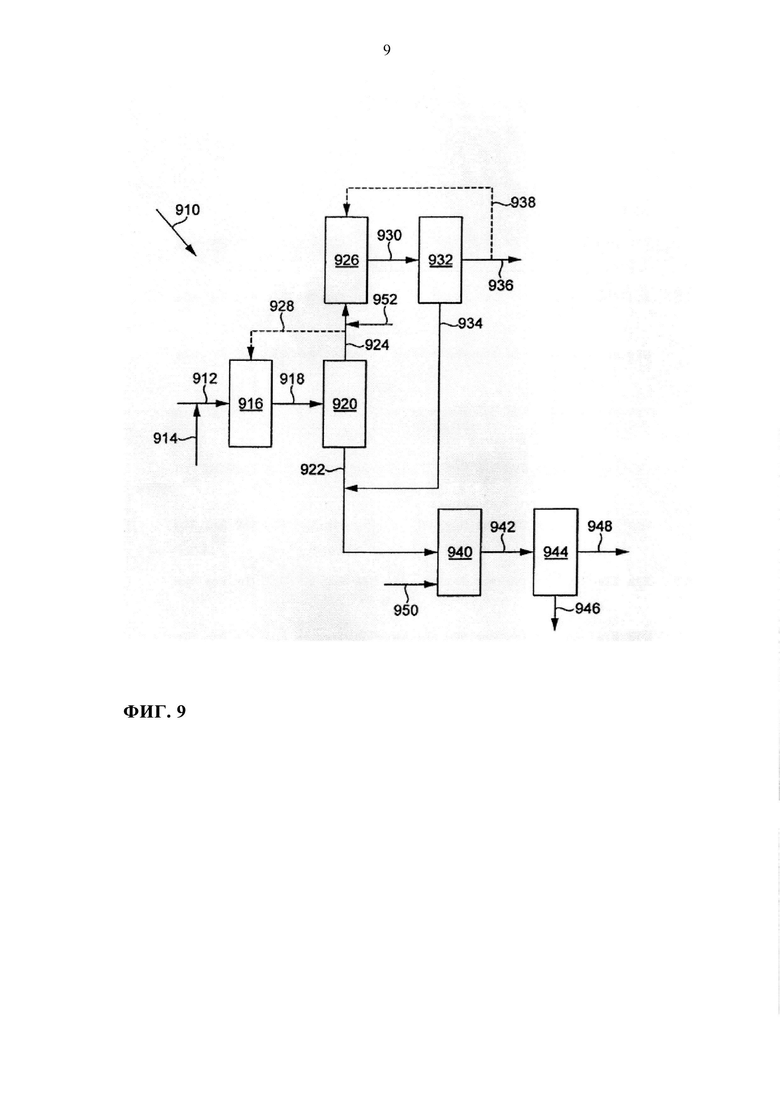
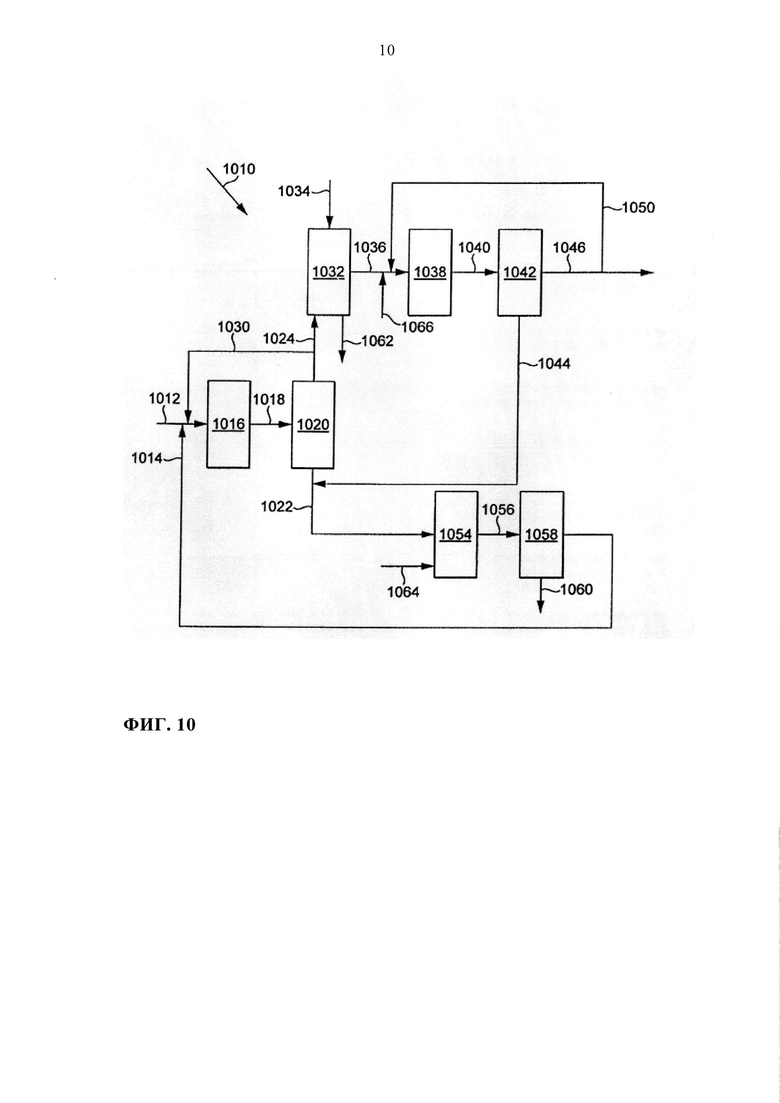
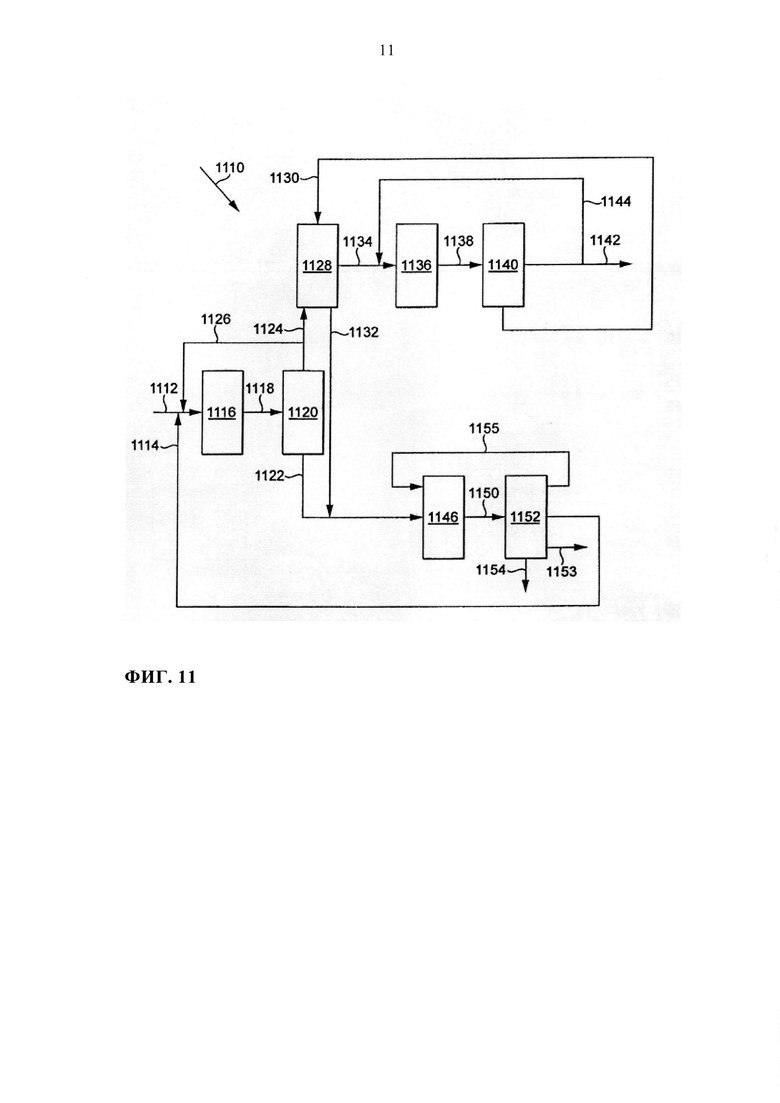
Изобретение относится к объединенному способу получения уксусной кислоты, включающему следующие стадии: (I) подача синтез-газа и диметилового эфира в реакционную зону карбонилирования и взаимодействие в ней синтез-газа и диметилового эфира в присутствии катализатора карбонилирования, с получением газообразного продукта реакции карбонилирования, включающего метилацетат и синтез-газ, обогащенный водородом, (II) отведение продукта реакции карбонилирования из реакционной зоны карбонилирования и извлечение из него жидкого потока, обогащенного метилацетатом, и потока синтез-газа, (III) подача по крайней мере части синтез-газа, извлеченного из реакционной зоны карбонилирования, в зону синтеза метанола и ее контактирование в ней с катализатором синтеза метанола, с получением продукта синтеза метанола, содержащего метанол и непревращенный синтез-газ, (IV) отведение продукта синтеза метанола из зоны синтеза метанола и извлечение из него жидкого потока, обогащенного метанолом, и потока синтез-газа, (V) подача по крайней мере части обогащенного метилацетатом жидкого потока и по крайней мере части обогащенного метанолом жидкого потока в реакционную зону дегидратации-гидролиза и контактирование в ней метанола и метилацетата по крайней мере с одним катализатором, проявляющим активность в дегидратации метанола и в гидролизе метилацетата, с получением продукта реакции дегидратации-гидролиза, содержащего уксусную кислоту и диметиловый эфир, (VI) извлечение из продукта реакции дегидратации-гидролиза обогащенного уксусной кислотой потока и обогащенного диметиловым эфиром потока. Способ позволяет преодолеть недостатки предшествующего уровня техники производства уксусной кислоты. 30 з.п. ф-лы, 11 ил., 5 табл., 5 пр.
1. Объединенный способ получения уксусной кислоты, включающий следующие стадии:
(I) подача синтез-газа и диметилового эфира в реакционную зону карбонилирования и взаимодействие в ней синтез-газа и диметилового эфира в присутствии катализатора карбонилирования, с получением газообразного продукта реакции карбонилирования, включающего метилацетат и синтез-газ, обогащенный водородом,
(II) отведение продукта реакции карбонилирования из реакционной зоны карбонилирования и извлечение из него жидкого потока, обогащенного метилацетатом, и потока синтез-газа,
(III) подача по крайней мере части синтез-газа, извлеченного из реакционной зоны карбонилирования, в зону синтеза метанола и ее контактирование в ней с катализатором синтеза метанола, с получением продукта синтеза метанола, содержащего метанол и непревращенный синтез-газ,
(IV) отведение продукта синтеза метанола из зоны синтеза метанола и извлечение из него жидкого потока, обогащенного метанолом, и потока синтез-газа,
(V) подача по крайней мере части обогащенного метилацетатом жидкого потока и по крайней мере части обогащенного метанолом жидкого потока в реакционную зону дегидратации-гидролиза и контактирование в ней метанола и метилацетата по крайней мере с одним катализатором, проявляющим активность в дегидратации метанола и в гидролизе метилацетата, с получением продукта реакции дегидратации-гидролиза, содержащего уксусную кислоту и диметиловый эфир,
(VI) извлечение из продукта реакции дегидратации-гидролиза обогащенного уксусной кислотой потока и обогащенного диметиловым эфиром потока.
2. Способ по п. 1, где синтез-газ, извлеченный из продукта реакции карбонилирования, включает метилацетат, и где по крайней мере часть синтез-газа очищают в зоне скрубберной очистки, с использованием жидкого очищающего растворителя для получения очищенного синтез-газа, обедненного метилацетатом, и жидкого потока растворителя, содержащего абсорбированный метилацетат.
3. Способ по п. 2, где синтез-газ, извлеченный из продукта карбонилирования, включает метилацетат в количестве в интервале от 0,1 до 5 мол. %.
4. Способ по п. 2, где жидкий очищающий растворитель выбирают из поставляемого метанола, всего или части обогащенного метанолом потока, извлеченного из продукта синтеза метанола и их смесей.
5. Способ по п. 1, который дополнительно включает возвращение по крайней мере части потока синтез-газа, извлеченного из продукта реакции карбонилирования в реакционную зону карбонилирования.
6. Способ по п. 5, где по меньшей мере 50 мол. % синтез-газа, извлеченного из продукта реакции карбонилирования, возвращают в реакционную зону карбонилирования.
7. Способ по п. 1, где питающий поток синтез-газа, подаваемый в реакционную зону карбонилирования (включая все рециркуляционные потоки), включает диоксид углерода.
8. Способ по п. 7, где питающий поток синтез-газа включает диоксид углерода в количестве в интервале от 0,5 до 12 мол. %.
9. Способ по п. 1, где стехиометрическое число (СЧ), СЧ=(Н2-СО2)/(СО+CO2), питающего потока синтез-газа, подаваемого в реакционную зону карбонилирования, находится в интервале от 0,05 до 1,1.
10. Способ по п. 1, где питающий поток диметилового эфира, подаваемого в реакционную зону карбонилирования, выбирают из свежего диметилового эфира, обогащенного диметиловым эфиром потока продукта, извлеченного из продукта дегидратации-гидролиза, и их смесей.
11. Способ по п. 1, где катализатор карбонилирования представляет собой алюмосиликат семейства цеолитов, который включает по крайней мере один канал, сформированный 8-членным кольцом.
12. Способ по п. 11, где цеолит характеризуется структурой каркаса типа, выбранного из MOR, FER, OFF, и GME.
13. Способ по п. 12, где цеолит характеризуется каркасной структурой типа MOR и представляет собой морденит.
14. Способ по п. 1, где синтез-газ и диметиловый эфир взаимодействуют в реакционной зоне карбонилирования в следующих условиях: при температуре в интервале от 250°С до 350°С и при общем давлении в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа).
15. Способ по п. 1, где в зону синтеза метанола подают одно или более следующих веществ: поставляемый диоксид углерода и вода.
16. Способ по п. 1, где свежий синтез-газ подают в зону синтеза метанола и объединенный поток свежего синтез-газа и синтез-газа, извлеченного из продукта карбонилирования, подаваемый в зону синтеза метанола, характеризуется стехиометрическим числом в интервале от 1,5 до 2,5.
17. Способ по п. 1, который дополнительно включает возвращение по крайней мере части потока синтез-газа, извлеченного из продукта синтеза метанола, в зону синтеза метанола.
18. Способ по п. 1, где катализатор синтеза метанола включает медь.
19. Способ по п. 18, где катализатором является катализатор синтеза метанола Katalco™.
20. Способ по п. 1, где синтез-газ контактирует с катализатором синтеза метанола в следующих условиях: при температуре в интервале от 210°С до 270°С и при суммарном давлении в интервале от 50 до 100 бар изб. (от 5000 кПа до 10000 кПа).
21. Способ по п. 1, где часть потока синтез-газа, извлеченного из продукта синтеза метанола, удаляют в виде продувочного потока.
22. Способ по п. 1, где метанол извлекают из одного или более продуктов синтеза метанола, отводимых из зоны синтеза метанола, из обогащенного метанолом жидкого потока, извлеченного из продукта синтеза метанола и из жидких потоков растворителя, включающих метанол, полученных после скрубберной очистки синтез-газа, извлеченного из продукта реакции карбонилирования.
23. Способ по п. 1, где катализатор в зоне реакции дегидратации-гидролиза выбирают из одной или более гетерополикислот и их солей, полимерных смол и цеолитов.
24. Способ по п. 23, где цеолиты выбирают из цеолитов ZSM-5, ZSM-35 и ферриеритов.
25. Способ по п. 1, где метанол и метилацетат подают в зону дегидратации-гидролиза, включая любые рециркуляционные потоки, при молярном соотношении в интервале от 1:1 до 1:10.
26. Способ по п. 1, где воду подают в зону дегидратации-гидролиза в количестве от 0,1 до 50 мол. % в расчете на общий питающий поток метилацетата, метанола и воды, подаваемый в реакционную зону.
27. Способ по п. 1, где метанол и метилацетат контактируют с катализатором в реакционной зоне дегидратации-гидролиза в жидкой или паровой фазе.
28. Способ по п. 1, где реакционная зона дегидратации-гидролиза представляет собой колонну для реакционной дистилляции.
29. Способ по п. 1, где обогащенный уксусной кислотой поток продукта и обогащенный диметиловым эфиром поток продукта извлекают из продукта дегидратации-гидролиза с использованием дистилляции.
30. Способ по п. 1, где реакцию в каждой из зон карбонилирования, синтеза метанола и дегидратации-гидролиза проволят в гетерогенной паровой фазе.
31. Способ по п. 1, где процесс осуществляют в непрерывном режиме.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИНТЕЛЛЕКТУАЛЬНОЙ ДИАГНОСТИКИ СБОЕВ АВТОМОБИЛЬНЫХ ДАТЧИКОВ | 2004 |
|
RU2292578C2 |
| US 6521783 B1, 18.02.2003 | |||
| RU 2009143553 A, 10.06.2011 | |||
| WO 03097523 A2, 27.11.2003 | |||
| US 6781014 B1, 24.08.2004 | |||
| Устройство для распределения пневматически транспортируемого потока сыпучего материала | 1985 |
|
SU1306863A1 |

