Изобретение относится к способу получения термоэлектрического элемента или по меньшей мере одного его полуфабриката, при котором множество ветвей термоэлемента, изготовленных из активного материала с термоэлектрической активностью, вводят в, по сути, плоскую подложку, изготовленную из электро- и термоизоляционного материала подложки, таким образом, что ветви термоэлемента проходят через подложку, по сути, перпендикулярно плоскости подложки, и при котором активный материал заранее подготавливают в порошкообразной форме, прессуют с получением неспеченных заготовок и затем спекают внутри подложки с получением ветвей термоэлемента.
Термоэлектрический элемент представляет собой преобразователь энергии, который преобразует тепловую энергию в электроэнергию, используя термоэлектрический эффект, который описали Пельтье и Зеебек. Поскольку термоэлектрический эффект является обратимым, любой термоэлектрический элемент также можно применять для преобразования электроэнергии в тепловую энергию: элементы, известные как элементы Пельтье, применяют для охлаждения или нагревания объектов при потреблении электропитания. Элементы Пельтье, следовательно, в контексте настоящего изобретения также рассматривают в качестве термоэлектрических элементов. Термоэлектрические элементы, которые выполняют функцию преобразования тепловой энергии в электроэнергию, часто называют термоэлектрогенераторами (TEGs).
Примеры термоэлектрических элементов и ознакомление с термоэлектрическими элементами можно найти в следующих источниках:
• Thermoelectrics Handbook – Macro to nano, D. M. Rowe (ed.), CRC – Taylor & Francis Group, Boca Raton, London, New York, 2006, ISBN 978-0-8493-2264-8;
• Thermoelectrics Goes Automotive, D. Jänsch (ed.), expert verlag GmbH, 2011, ISBN 978-3-8169-3064-8;
• JP 2006032850A;
• EP 0773592A2;
• US 6872879B1;
• US 20050112872A1;
• JP 2004265988A.
Промышленные исполнения термоэлектрических элементов включают по меньшей мере одну термопару из материала с термоэлектрической активностью, образованную из двух ветвей термоэлемента, и юбку, которая является опорой, и окружает, и электрически изолирует термопару снаружи.
В уровне техники описано большое количество материалов с термоэлектрической активностью. Примеры приемлемых сплавов для коммерческого применения включают таковые из класса полупроводящих теллуридов висмута (особенно с дополнительными компонентами из селена и/или сурьмы), из которых – при соответствующем добавлении примеси с дырочной проводимостью и добавлении примеси с электронной проводимостью – можно образовать термопару.
Дополнительными классами веществ с термоэлектрической активностью являются: половинные материалы Гейслера, различные силициды (особенно магния, железа), различные теллуриды (свинца, олова, лантана, сурьмы, серебра), различные антимониды (цинка, церия, железа, иттербия, марганца, кобальта, висмута; некоторые также называют фазами Цинтля), TAGS, германиды кремния, клатраты (особенно на основе германия). Так же, как и полупроводниковые материалы, термоэлектрические элементы можно также получать из комбинаций наиболее обычных металлов, как в случае, например, для традиционных термопар, применяемых для измерения температуры, например, из Ni-CrNi. Однако коэффициент добротности (термоэлектрический «КПД»), достигаемый таким образом, является значительно ниже, чем у упомянутых полупроводниковых материалов.
Традиционные термоэлектрические элементы, как правило, состоят из твердотельных блоков полупроводников с термоэлектрической активностью и прочных, обычно керамических, электроизоляционных кожухов. Если применяют твердотельные блоки, то их нарезают пилой из цельных слитков. Кроме того, известно, что материал с термоэлектрической активностью можно обрабатывать посредством порошковой металлургии, опять же с целью получения в одну стадию спекания, по сути, непроницаемых блоков с низким уровнем пустот, из которых, при необходимости, в свою очередь, нарезают пилой имеющие форму куба TE-ветви.
В уровне техники раскрывают продавливание активного материала в порошкообразной форме через перфорированную матрицу таким образом, что получают неспеченные заготовки в форме таблеток. Данная матрица представляет собой массивную форму из устройства для таблетирования. Термоэлектрические неспеченные заготовки, продавленные через матрицу, затем спекают, возможно, при необходимости, нарезают пилой до необходимого размера, шлифуют и/или покрывают, располагают приемлемым образом с помощью перфорированной сетки и электрически соединяют друг с другом посредством перемычек припоя, сетку снова удаляют, наносят оставшиеся контактные перемычки и полуфабрикат термоэлектрического элемента, полученный таким образом, наконец, дополняют двумя верхними слоями, в частности, керамических материалов и необязательно боковым уплотнением (например, посредством силиконовых герметизирующих составов) с образованием готового к применению модуля.
В WO 2008061823 A1 раскрывают получение полуфабриката термоэлектрического элемента посредством введения термоэлектрического материала в виде порошка в плоскую пористую подложку. Ветви полученного термоэлемента проходят перпендикулярно плоскости подложки.
Способ общего типа, упомянутый во введении, известен авторам изобретения из DE 102012205087 A1, неопубликованной на момент подачи заявки. Прессование активного материала, предусмотренного в порошкообразной форме, происходит в отверстиях перфорированной матрицы, которая становится частью получаемого термоэлектрического элемента, а именно подложкой.
Недостатком данного способа является то, что данная матрица должна обязательно состоять из термо- и электроизоляционного материала, поскольку она остается в TEG в качестве подложки. В то же время, матрица должна выдерживать высокие механические нагрузки во время прессования неспеченных заготовок, что ограничивает выбор термо- и электроизоляционного материала подложки.
Исходя из данного уровня техники, изобретение основано на цели, заключающейся в усовершенствовании способа общего типа, упомянутого во вступлении, для повышения степени свободы выбора термо- и электроизоляционного материала подложки.
Цель достигают за счет того, что порошкообразный активный материал прессуют в форме, расположенной вне подложки, с получением неспеченных заготовок, причем неспеченные заготовки выдавливают из формы и помещают в отверстия, предусмотренные в подложке, где их спекают с получением ветвей термоэлементов.
Таким образом, изобретение относится к способу получения термоэлектрического элемента или по меньшей мере одного его полуфабриката, при котором множество ветвей термоэлемента, изготовленных из активного материала с термоэлектрической активностью, вводят в, по сути, плоскую подложку, изготовленную из электро- и термоизоляционного материала подложки, таким образом, что ветви термоэлемента проходят через подложку, по сути, перпендикулярно плоскости подложки, и при котором активный материал заранее подготавливают в порошкообразной форме, прессуют с получением неспеченных заготовок и затем спекают внутри подложки с получением ветвей термоэлемента, при этом порошкообразный активный материал прессуют в форме, расположенной вне подложки, с получением неспеченных заготовок, причем неспеченные заготовки выдавливают из формы и помещают в отверстия, предусмотренные в подложке, где их спекают с получением ветвей термоэлементов.
Изобретение основано на идее прессования порошка ex situ, а именно в специальной форме вне подложки, с получением неспеченных заготовок и затем вталкивания неспеченных заготовок в отверстия, предусмотренные в подложке для данной цели.
Касательно прессования in situ, осуществляемого в соответствии с DE 102012205087 A1, данная процедура имеет очевидное преимущество, заключающееся в том, что форма более не выполняет никаких функций в последующем TEG и, следовательно, нет необходимости в том, чтобы она состояла из изоляционного материала. Таким образом, в самом простом случае возможным является изготовление формы из стали, которая обладает превосходной способностью выдерживать усилия, возникающие во время прессования неспеченных заготовок. В то же время, подложка может состоять из термо- и электроизоляционного материала, который обладает исключительно относительно низкой механической прочностью, поскольку усилия, которые возникают при вталкивании неспеченных заготовок в подложку, значительно ниже, чем таковые, которые возникают при прессовании порошка. Это значительно расширяет свободу выбора оптимального материала подложки для функционирования термоэлектрического элемента.
Способ в соответствии с настоящим изобретением не только раскрывает преимущества в отношении получаемого продукта, но также обеспечивает технологические преимущества.
Таким образом, в одном предпочтительном варианте осуществления настоящего изобретения предусматривают применение одних и тех же инструментов для прессования порошкообразного активного материала с получением неспеченных заготовок и для вталкивания данных неспеченных заготовок в отверстия в подложке. Инструменты для прессования не только предназначены лишь для приложения давления на материал, но также для перемещения материала. Многоцелевое использование инструментов рационализирует производственный процесс. Усилие прессования, необходимое для прессования активного материала, превышает приблизительно в 10-100 раз усилие, необходимое для вталкивания неспеченной заготовки в подложку.
Предпочтительно, инструменты представляют собой по меньшей мере одну пару пуансонов, которые вставляют с обеих сторон в форму, и один из которых проходит через отверстие, предусмотренное в подложке для соответствующей неспеченной заготовки. Такое расположение является особенно простым для внедрения с точки зрения технологического процесса.
В дополнительном предпочтительном варианте осуществления способа в соответствии с настоящим изобретением предусматривают, что ряд форм объединяют с получением плоской матрицы, и что по меньшей мере в течение прессования активного материала и введения неспеченных заготовок матрицу располагают по всей площади на подложке таким образом, что отверстия и формы находятся на одной линии друг относительно друга. Объединение множества форм с получением матрицы делает возможным снижение времени обработки, поскольку возможным становится одновременное заполнение порошком множества форм, прессование неспеченных заготовок в них и затем вталкивание последних в подложку. Это делает способ значительно более быстрым и более эффективным. В данном контексте формы предпочтительно объединяют с получением плоской матрицы, которая располагается по всей площади на подложке таким образом, что матрица может фиксировать подложку в течение введения. Подробности будут описаны далее. С целью обеспечения возможности одного из пуансонов входить в формы через подложку, отверстия и формы должны находиться на одной линии друг относительно друга. Предпочтительно, количество форм, объединенных с получением матрицы, соответствует количеству отверстий в подложке. Таким образом, возможным является заполнение всей подложки из матрицы за одну операцию. В качестве альтернативы, возможным является объединение меньшего количества форм, например, с получением ленты матриц, и заполнение подложки неспеченными заготовками за множество проходов.
Отверстия в подложке предпочтительно находятся в форме цилиндров круглого сечения и созданы в виде сквозных отверстий. Круговые цилиндрические сквозные отверстия, в частности, легко внедрять в подложку. Соответственно, форма также должна быть сформирована в качестве цилиндра кругового сечения, в частности, по сути, с таким же диаметром, что и отверстия, поскольку спрессованная неспеченная заготовка имеет размеры, подобные размеру последующей ветви термоэлемента. А именно, форма затем одновременно выполняет функцию калибровки неспеченной заготовки.
Перед прессованием неспеченных заготовок в подложку последнюю необходимо обеспечить приемлемыми отверстиями, в которые вталкивают неспеченные заготовки. Отверстия предпочтительно создают с помощью производственного процесса с удалением крошки, такого как, например, сверление или фрезерование. Сверление оказалось особенно предпочтительным, поскольку отверстие можно высверлить непосредственно до его конечного размера. В случае, если точность сверления или качество поверхности высверленной стенки отверстия являются не достаточными, стенку можно также рассверлить. В любом случае, рекомендуется сверлить в сухом состоянии, т.е. без помощи смазывающе-охлаждающих средств. Это нелогично, поскольку материал подложки, подлежащей сверлению, является термоизоляционным и, следовательно, допускает лишь ограниченное рассеивание тепла, которое предполагает добавление смазывающе-охлаждающих средств. Однако неожиданно было обнаружено, что стенка материала подложки подвержена повреждению в меньшей степени без применения смазывающе-охлаждающего средства, и, соответственно, неспеченная заготовка и полученная из нее впоследствии ветвь термоэлемента проявляет лучшую степень фиксации в отверстии, предусмотренном для нее.
Адгезию и притирку неспеченной заготовки или ветви термоэлемента в отверстии можно значительно улучшить посредством очистки отверстий продуванием во время и непосредственно после обработки с удалением крошки с целью эффективного удаления удаляемого материала. Однако для очистки продуванием применяют не только традиционный сжатый воздух, но чаще инертный газ, который, по сути, не содержит кислород, диоксид углерода и водяной пар. Наиболее приемлемым для очистки отверстий продуванием является сухой азот. Причиной применения инертного газа является чувствительность в отношении окисления многих термоэлектрических активных материалов.
Важным является то, что подложку закрепляют с обеих сторон зажимными средствами по всей площади в течение выполнения отверстий, и, в частности, по меньшей мере на участке отверстий, подлежащих введению, но в лучшем случае, по всей площади. Причиной этого является то, что многие материалы подложки, в частности те, которые созданы в виде слоистых материалов, могут раскалываться, разрываться или расслаиваться в течение сверления. Этого нужно полностью избегать, поскольку в противном случае притирка ветвей в подложке ослабляется, и какие-либо трещины в подложке могут распространиться и могут привести к разламыванию термоэлектрического элемента. Однако, если подложку зажимают по обеим сторонам зажимными средствами и подвергают воздействию незначительного давления, это значительно снижает риск образования такого повреждения. Кроме того, значительно лучшее качество поверхности сторон высверленных отверстий достигают по сравнению с осуществлением без закрепления.
Приемлемое значение давления, до которого зажимные средства должны подвергать воздействию подложку, находится в диапазоне от 20 кПа до 100 кПа.
В частности, когда зажимные средства располагаются по всей площади на подложке, целесообразно по меньшей мере для одного из двух средств закрепления иметь отверстия, через которые проходит сверлильное устройство при сверлении отверстий. Нет смысла осуществлять сверление в зажимных средствах с использованием сверлильного устройства. Кроме того, зажимные средства, обеспеченные отверстиями, в то же время можно использовать в качестве матрицы после выполнения отверстий. Это делает способ значительно более эффективным, поскольку обходятся без повторного закрепления.
С принципиальной точки зрения способ в соответствии с настоящим изобретением обеспечивает возможность выбора из широкого спектра возможных материалов подложки. С целью увеличения эффективности термоэлектрического генератора выбранный материал подложки должен, в той степени, насколько это возможно, обладать высокими термо- и электроизоляционными свойствами. Тем не менее материал подложки также должен быть доступным по низкой цене с целью обеспечения экономической эффективности. Кроме того, материал подложки должен обладать термостойкостью, которая является приемлемой для дальнейшего производственного пути и последующего применения в термоэлектрическом элементе. Примеры особенно выгодных с экономической точки зрения материалов подложки представляют собой композиционные материалы, изготовленные из неорганического сырья и связующих. Неорганическое сырье предпочтительно представляет собой слюду, перлит, флогопит или мусковит. В качестве связующего предпочтительно применяют силикон или силиконовую смолу. Посредством данных материалов, в частности, возможным является получение слоистых подложек, выполненных в виде слоистых материалов. Наиболее приемлемыми в качестве субстрата являются изоляционные плиты, доступные под торговыми названиями Miglasil® и Pamitherm® от von Roll AG. Они представляют собой слоистые материалы, полученные из силикон-связанных мусковитов. Данный термостабильный изоляционный материал характеризуется исключительной механической обрабатываемостью в соответствии со способом по настоящему изобретению, несмотря на относительную механическую хрупкость. Слоистая форма, в частности, является склонной к образованию трещин, которые возникают в случае выполнения отверстий не в соответствии с настоящим изобретением.
При применении слоистых материалов подложки, изготовленных из неорганического сырья и связующих, важно соблюдать приемлемые параметры оборудования в течение механической обработки во избежание повреждения материала. Таким образом, в течение перфорирования с удалением крошки плит Pamitherm с применением цельных твердосплавных сверл следует соблюдать скорость бурения в диапазоне от 0,3 м/с до 1,5 м/с. В случае диаметра сверла 4 мм подразумеваются значения скорости вращения от приблизительно 1500 до 7500 об/мин. Подача должна находиться в диапазоне от 50 до 250 мм/мин. Также можно использовать сверла и фрезерные сверла, разработанные специально для слоистых материалов.
Подложку применяют в виде плоского материала с толщиной от 1 до 10 мм. Толщина предпочтительно составляет от 1,5 до 4 мм, наиболее предпочтительно от 2 до 3 мм. Плиты Pamitherm® доступны с такой толщиной.
Для каждой термопары, в каждом случае необходимыми являются два различных проводящих термоэлектрических активных материала, и они электрически соединены друг с другом, причем первый активный материал, например, характеризуется дырочной проводимостью, а второй активный материал – электронной проводимостью или vice versa. «Различные» в данном документе означает, что два активных материала имеют различный коэффициент Зеебека. Полупроводники с дырочной проводимостью и полупроводники с электронной проводимостью являются особенно предпочтительными в качестве активных материалов, поскольку их коэффициенты Зеебека имеют различные знаки (отрицательный – для проводников с электронной проводимостью, положительный – для проводников с дырочной проводимостью), и, соответственно, численная разность коэффициентов Зеебека является очень большой. Это повышает эффективность термоэлектрического элемента.
Предпочтительно, в способе в соответствии с настоящим изобретением два активных материала прессуют одновременно с получением соответствующих неспеченных заготовок.
В принципе, можно применять любой термоэлектрический активный материал в соответствии с настоящим изобретением, при условии, что его можно обрабатывать посредством порошковой металлургии. Таковыми, в частности, являются сплавы из класса теллуридов висмута, антимонидов цинка, силицидов и половинных материалов Гейслера.
Распределение по размеру частиц активного материала имеет особое значение для прессования и для процедуры спекания. Оно определяется посредством лазерной дифракции. Следовательно, средний размер частиц d50 активного материала составляет от 1 до 50 мкм. Хотя порошок с таким размером частиц проявляет струйное свойство в течение уплотнения и преимущественно преобразует усилия, приложенные пуансонами в течение прессования, в поперечные усилия, которые воздействуют на форму, это не является существенным в контексте настоящего изобретения, поскольку форма может состоять из устойчивого материала, такого как сталь, который выдерживает поперечные усилия.
Следовательно, средний размер частиц в диапазоне от 1 до 50 мкм является предпочтительным, поскольку активный материал может быть измельчен до такого размера частиц при относительно низком потреблении энергии – чем меньше размер частиц материала, тем более энергоемким является его измельчение. В данном контексте, было показано, что средний размер частиц от 1 до 50 мкм обеспечивает исключительный баланс между потребностью в энергии для получения порошка и качеством спеченных ветвей. Потребность в энергии процесса измельчения может быть снижена посредством измельчения при максимальной температуре от 30°C до 50°C. Благодаря этому измельчаемый материал также подвергается меньшей тепловой нагрузке, что является выгодным для термоэлектрического коэффициента добротности.
После того как форму заполняют порошкообразным активным материалом, данный материал предпочтительно подвергают вибрации. В самом простом случае это осуществляют посредством возбуждения колебания формы со значениями частоты от 5 до 50 Гц и значениями амплитуды отклонения до 0,1 мм в течение периода времени 1-5 секунд. В качестве альтернативы, порошок можно подвергать вибрации с помощью погруженной иглы (диаметром <1 мм), при этом игла должна быть погружена по центру на одной линии с отверстием до достижения глубины погружения в порошке по меньшей мере 90%, частоты должны составлять до 1000 Гц при максимальном смещении кончика иглы (без учета окружающего порошка) 0,5 мм и длительности вибрации от 1 до 5 секунд. Игла должна затем быть извлечена из порошка при продолжающейся вибрации. Вибрация является причиной оседания порошковой смеси таким образом, что в течение прессования не происходят внезапные изменения объема, которые можно связать с повреждением неспеченной заготовки.
Давление прессования для прессования порошкообразного активного материала с получением неспеченных заготовок зависит от выбранного материала и от распределения частиц по размеру. Теллуриды висмута, имеющие средний размер частиц от 1 до 50 мкм, предпочтительно прессуют в неспеченные заготовки при давлении 500-5000 МПа с получением средней плотности неспеченных заготовок, составляющей по меньшей мере 90% от плотности цельного исходного материала (слитка).
После введения неспеченных заготовок в подложку их спекают в ней. Например, это осуществляют с помощью способов спекания под действием электрического тока, т.е. посредством пропускания электрического тока и последующего нагревания структуры активного материала. В данном контексте искровое плазменное спекание (SPS) является наиболее предпочтительным способом спекания под действием электрического тока, и оно широко описано в соответствующей литературе. В течение спекания под действием электрического тока пару пуансонов, которую используют для вталкивания неспеченных заготовок в подложку, можно использовать в качестве пары электродов. Процесс спекания (т.е. прохождение электрического тока) таким образом можно начинать даже в течение уплотнения в форме, при этом данная форма не является электропроводной. По этой причине спекание предпочтительно осуществляют в электроизоляционной подложке. Ввиду того, что пуансоны используют одновременно в качестве электродов, также возможным является использование пуансонов для приложения дополнительного давления неспеченной заготовке в течение процесса спекания, однако, давление пуансонов является ниже, чем во время предшествующего холодного прессования неспеченной заготовки.
Тем не менее применение способа спекания под действием электрического тока не является предпочтительным по сравнению с термическим способом при традиционном печном способе.
Исходя из этого, подложку с введенными неспеченными заготовками помещают для спекания в автоклав, в котором происходит процесс спекания при повышенном давлении и повышенной температуре в инертной атмосфере. В данном контексте под инертной атмосферой понимают смесь газов, которая заполняет автоклав и насколько это возможно не содержит кислород, диоксид углерода, водяной пар и другие окисляющие вещества, поскольку данные вещества, в частности при высоких температуре и давлении, могут окислять активный материал. Это можно предотвратить путем применения азота или аргона (с чистотой соответственно по меньшей мере 4.0, но предпочтительно 5.0) в качестве инертной атмосферы в печи. Гидростатическое давление, прилагаемое атмосферой в печи на обрабатываемую заготовку, предпочтительно должно быть выбрано таким образом, чтобы оно было ниже давления, прилагаемого на порошкообразный активный материал в течение холодного прессования неспеченных заготовок. Это требование обусловлено тем, что в противном случае существует риск повреждения обрабатываемой заготовки, в частности материала подложки, в автоклаве.
Например, если спеканию в подложке Pamitherm® подлежит теллурид висмута, выбирают следующие условия в автоклаве.
Азот (чистота 5.0), температура печи 250-330°C, максимальное давление 5-30 МПа, продолжительность пребывания при максимальном давлении от 10 с до 10 мин.
Конкретное преимущество способа термического запекания заключается в том, что термоэлектрический элемент подвергают более низким механическим нагрузкам, чем в случае других способов спекания. Это является предпочтительным особенно при применении чувствительных материалов подложки. Кроме того, данный способ термического запекания также экономически выгоден относительно способов спекания под действием электрического тока. Это связано с тем, что множество подложек, снабженных неспеченными заготовками, можно одновременно подвергать процессу автоклавирования. Процесс прессования таким образом разделяют в контексте технологического процесса. В большинстве способов спекания под действием электрического тока в течение процесса спекания необходимым является одновременное приложение механического давления на спекаемую заготовку. Это означает, что процесс спекания происходит внутри фактического инструмента для прессования или внутри подобного устройства. Такие способы спекания характеризуются относительно длительной продолжительностью пребывания, т.е. большим временем обработки, и, таким образом, производительностью для каждого инструмента для спекания, при этом предшествующие заполнение порошком и процедура прессования обычно характеризуются коротким промежутком времени обработки (приблизительно в секундах). В то же время, устройства для приложения высоких сжимающих усилий, как правило, являются дорогими и приводят к высоким постоянным затратам энергии. Спекание в таком инструменте для прессования, следовательно, является экономически невыгодным, поскольку это приводит к высоким инвестиционным и эксплуатационным расходам при низкой производительности.
Касательно технологического процесса процесс спекания можно осуществлять наиболее просто в виде периодического процесса, при этом сверление и прессование можно осуществлять как циклический непрерывный процесс. Для того чтобы связать две стадии процесса, как уже было упомянуто, предпочтительно собрать множество плит подложек с введенными неспеченными заготовками на поддон и поместить их в автоклав. Затем в нем происходит предпочтительное совместное спекание.
В конце процесса спекания получают полуфабрикат термоэлектрического элемента, который состоит из изоляционной подложки с ветвями термоэлементов, вставленными в нее. С целью создания из нее функционального термоэлектрического генератора необходимо, чтобы электрические контакты были сформированы приемлемым образом, по меньшей мере на одной стороне подложки, между активным материалом, спеченным в отверстиях, например, посредством пайки. Путем пайки отдельных ветвей термоэлементов друг с другом образуют термопары с термоэлектрической активностью. Кроме того, множество термопар внутри термоэлектрического элемента могут быть соединены друг с другом параллельно и/или последовательно с целью повышения мощности или величины напряжения TEG. Соединение ветвей термоэлемента или термопар предпочтительно осуществляют посредством известной методики пайки.
Тем не менее при пайке следует отметить что компоненты припоя, такие как, например, олово, серебро или свинец, могут быть подвержены диффузии в значительной степени в активные материалы, что может иметь длительный неблагоприятный эффект на характеристики термоэлектрического элемента. С целью предотвращения этого следует обеспечить диффузионный барьер между активным материалом и припоем. Приемлемый диффузионный барьер представляет собой, в частности, слой никеля, вольфрама, молибдена или полиморфные модификации углерода, отдельно или их смеси. Такой диффузионный барьер можно наносить, например, путем напыления, путем химического осаждения из паровой фазы или путем плазменного напыления порошка. В ходе осуществления способа в соответствии с настоящим изобретением также возможно применение диффузионного барьера деформационным способом.
В соответствии с данной идеей матрицу используют в качестве формующей головки, а фольгу из барьерного материала, например никеля, помещают поверх матрицы. Пуансон затем перемещается к фольге и на режущей грани формующей головки, штампует диск из фольги и прессует его в качестве диффузионного барьера на активный материал. Этот комбинированный способ прессования/штамповки, с помощью которого наносят диффузионный барьер на неспеченные заготовки, нужно обязательно осуществлять перед прессованием.
Применение диффузионного барьера с помощью способа нанесения покрытий, тем не менее, можно осуществлять после того, как неспеченные заготовки вталкивают в подложку или даже исключительно после процедуры спекания.
Пайку ветвей термоэлемента друг с другом с получением термопар и возможное соединение термопар можно осуществлять после спекания, а также в течение спекания, поскольку температуры спекания, как правило, выше температур плавления традиционно применяемых припоев.
Вместо традиционной технологии пайки также возможно применение способа пламенного напыления с созданием контактов между термопарами. Приемлемый способ пламенного напыления известен из WO 02068245 A1. Кроме того, можно применять термическое напыление в соответствии с DIN32530.
Описание фигур
Настоящее изобретение далее будет пояснено более подробно на основе иллюстративных вариантов осуществления. На фигурах в схематической форме показано следующее.
Фигура 1: сверление через подложку.
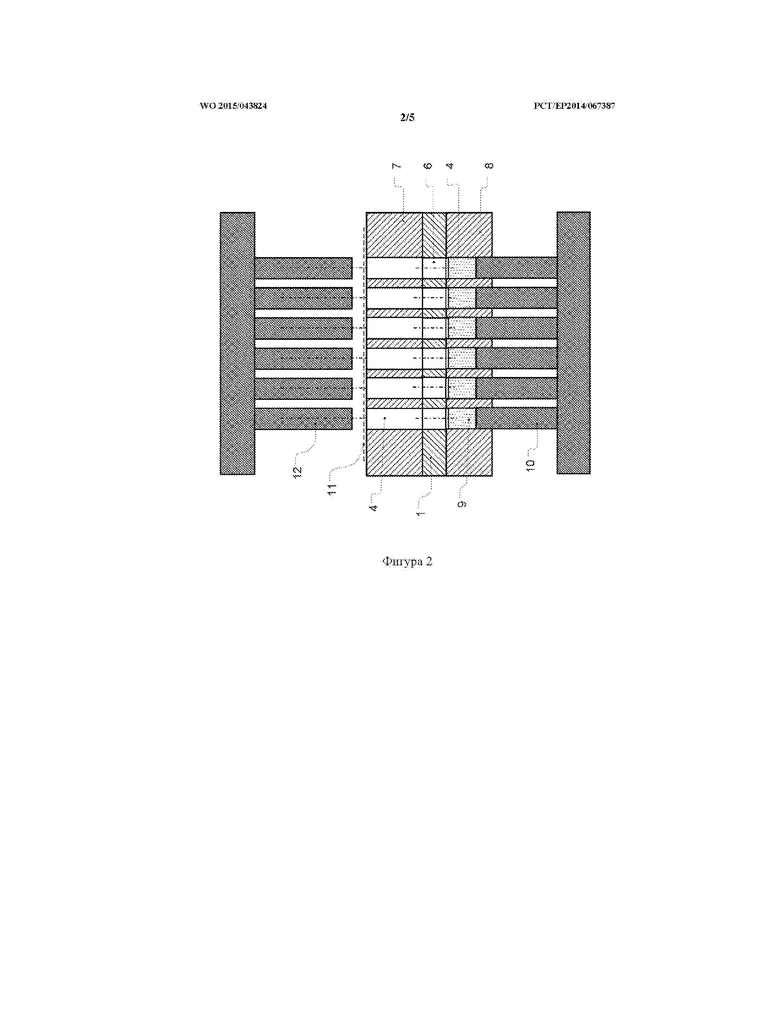
Фигура 2: получение порошкообразного активного материала в форме.
По сути, плоскую подложку 1 в форме плиты, изготовленной из электро- и термоизоляционного материала подложки, помещают между двумя зажимными средствами 2, 3 и зажимают по всей площади между ними. Зажимные средства 2, 3 изготавливают из стали и обеспечивают множеством отверстий 4, при этом отверстия в верхнем зажимном средстве 2 выравнивают с таковыми в нижнем зажимном средстве 3. Сверло 5 проходит через отверстия 4 в верхнем зажимном средстве 2 и высверливает сквозные отверстия 6 в подложке 1. В течение сверления прижимное усилие прилагается зажимными средствами 2, 3 по обеим сторонам подложки 1 с целью предотвращения разрушения отверстий 6.
Перфорированную подложку 1 затем зажимают между двумя матрицами 7, 8, см. фигуру 2. Две матрицы 7, 8 также обеспечивают отверстиями 4, которые выравнивают с отверстиями 6 в подложке 1. Матрицы 7, 8 необязательно могут быть идентичными с зажимными средствами 2, 3. Плоские матрицы 7, 8 изготавливают из стали, располагают по всей площади на подложке 1 и прилагают прижимное усилие на подложку 1. Отверстия 4 в нижней матрице 8 выполняют функцию формы для вмещения порошкообразного термоэлектрического активного материала 9. Исходя из этого, отверстия должны быть закрыты с их нижней стороны. Исходя из этого, в каждом случае нижний пуансон 10 перемещают в отверстия 4 нижней матрицы 8 таким образом, что там образуется полость, которая открыта исключительно в направлении подложки 1, при этом полость заполнена сверху порошкообразным активным материалом 9. Два типа активного материала вводят попеременно, соответственно, в последующие ветви с электронной проводимостью и ветви с дырочной проводимостью. На графических материалах в данном документе нет отличий между двумя типами активного материала.
Кроме того, фольгу 11 барьерного материала, такого как никель, можно размещать над верхней матрицей 7. Множество верхних пуансонов 12 объединяют с получением инструмента для прессования.
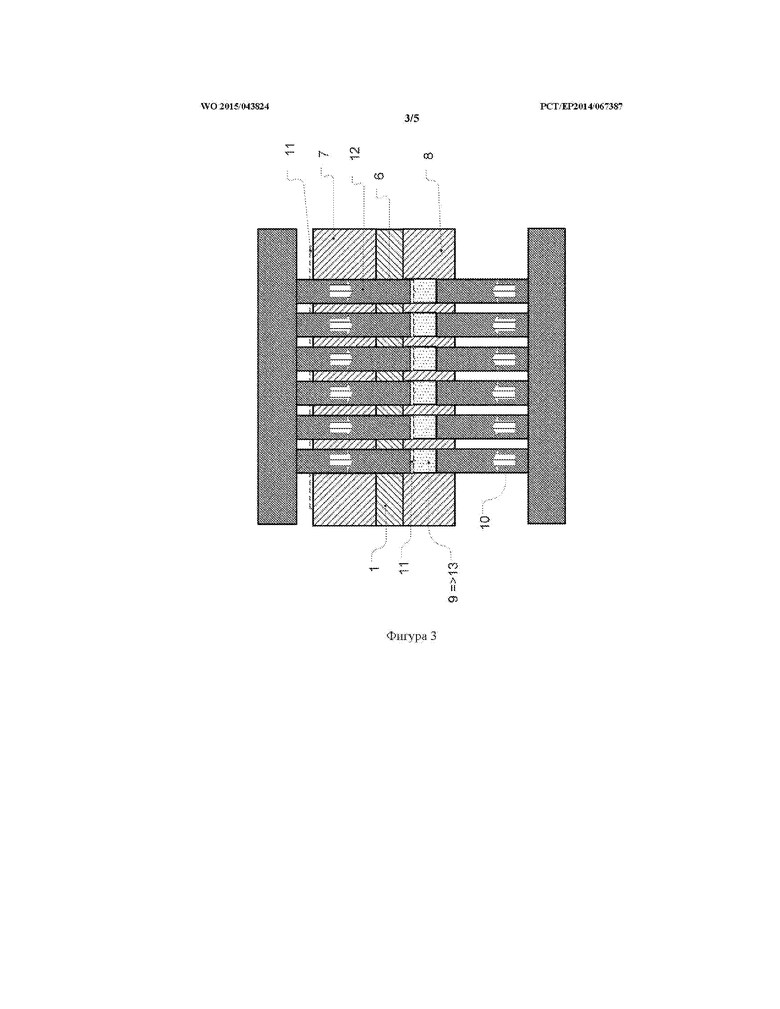
Как показано на фигуре 3, инструмент для прессования с верхними пуансонами 12 перемещают вниз таким образом, что верхние пуансоны 12 проходят сквозь верхнюю матрицу 7 и отверстия 6 в подложке 1. При вертикальном перемещении в верхнюю матрицу 7 верхние пуансоны 12 штампуют на режущей грани верхней матрицы 7, выполняющей функцию формующей головки, диск барьерного материала из фольги 11 и прессуют его к активному материалу 9. Подобным образом, возможным является прессование диска барьерного материала к порошкообразному материалу снизу с целью покрытия также нижней поверхности барьерным материалом. Однако это не показано на графических материалах.
При необходимости порошкообразный активный материал 9 можно подвергать вибрации внутри нижней матрицы 8. Это осуществляют посредством вибрации нижней матрицы 8 или нижнего пуансона 10 или посредством вибрирующей иглы (не показано), погруженной в заполняемый сверху порошок. Осуществляемая вибрация приводит к оседанию активного материала.
Порошкообразный активный материал 9 теперь прессуют в нижней матрице 8 с получением неспеченных заготовок 13. Поперечные усилия, возникающие на основании этого, поглощаются нижней матрицей 8. Прессование осуществляют путем приложения нагрузки парами пуансонов 10, 12 посредством соответствующих инструментов для прессования.
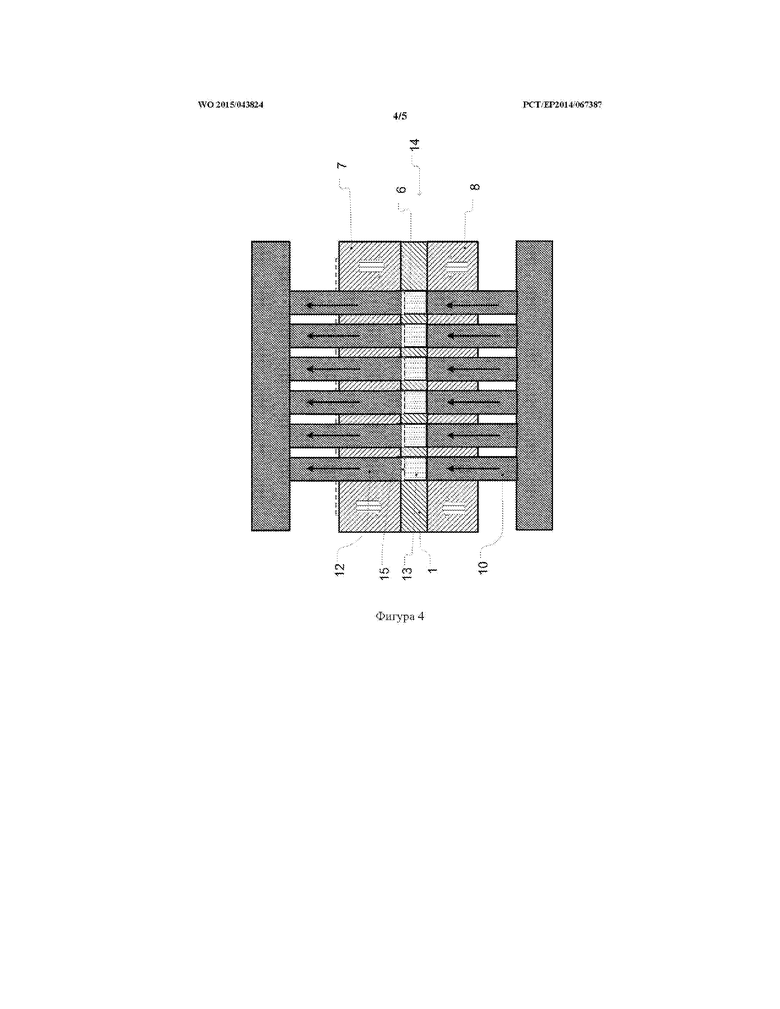
Инструменты для прессования 10, 12 затем перемещают вверх таким образом, что нижние пуансоны 10 вталкивают неспеченные заготовки 13 в отверстия 6 в подложке 1 (фигура 4). В данном контексте верхний пуансон 12 извлекают с той же скоростью, с которой двигается нижний пуансон 10, с целью перемещения неспеченных заготовок 13 в подложку 1 без разрушения. В данном способе матрицы 7, 8 оказывают давление на подложку 1.
Как только неспеченные заготовки 13 достигают своего заданного расположения, пуансоны 12 и 10 извлекают из матриц 7 и 8, матрицы 7, 8 расстыковывают и полуфабрикат 14, содержащий подложку 1 с введенными неспеченными заготовками 13 и, в соответствующих случаях, с нанесенными диффузионными барьерами 15, извлекают из формы.
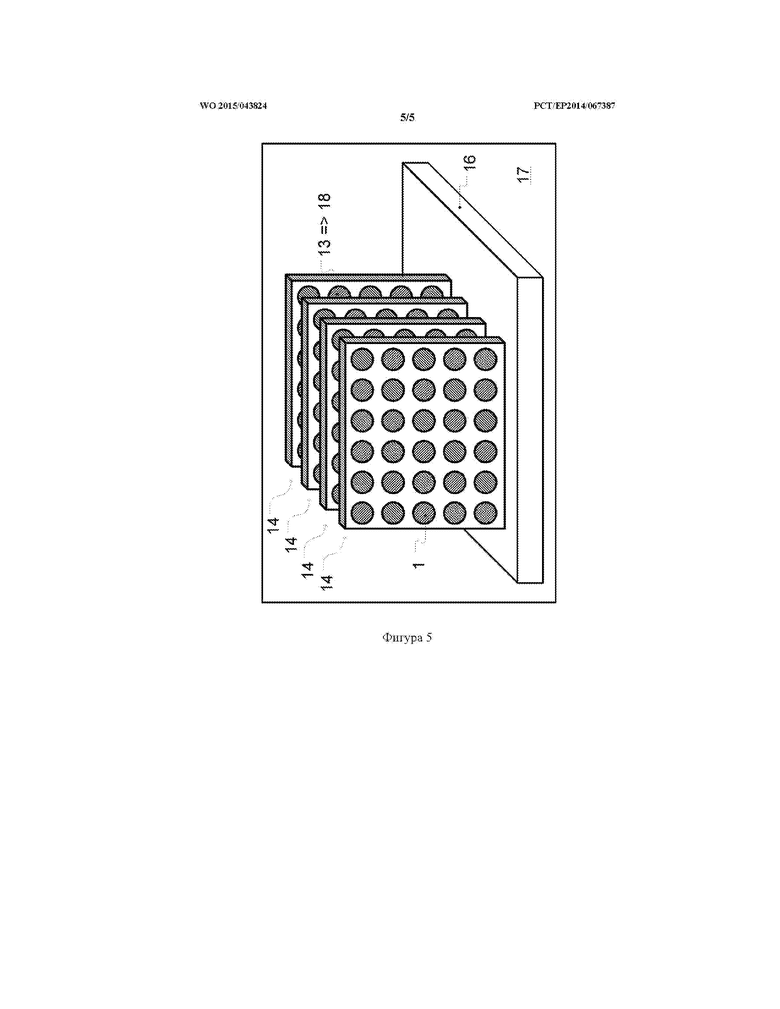
Производственный процесс до данного момента осуществляли насколько это возможно в виде циклического непрерывного процесса. С целью спекания неспеченных заготовок 13 их собирают на поддоне 16 и помещают в автоклав 17; см. фигуру 5. Там полуфабрикаты 14 подвергают процессу термического запекания при повышенном давлении атмосферы и повышенной температуре. В данном процессе неспеченные заготовки 13 спекают с образованием конечных ветвей термоэлементов 18.
После окончания процесса спекания отдельные ветви термоэлементов 18, тем не менее, должны быть соединены с образованием термопар. Это осуществляют, например, с применением процесса пайки, который известен per se и который не будет далее обсуждаться в настоящем документе. Посредством соединения ветвей термоэлемента 18 с образованием термопар и, возможно, соединения термопар друг с другом получают функциональный термоэлектрический элемент.
Пример
Во-первых, необходимо получить приемлемые порошки полупроводников (с добавлением примеси с электронной проводимостью и добавлением примеси с дырочной проводимостью). В таблице 1 показана композиция слитков, применяемых в качестве исходного материала.
Композиция исходных материалов
Композиции определяли посредством полуколичественного анализа с помощью XRF (максимальное относительное отклонение +/-5%).
В данном контексте процедура измельчения для всех вышеупомянутых полупроводниковых материалов заключается в следующем.
• Создание инертной атмосферы: все работы осуществляли под азотом (5.0) в перчаточной камере.
• Измельчитель: Fritsch Pulverisette 6, классическая линия.
• Контейнер для измельчения: оксид циркония, газонепроницаемая крышка.
• Среда для измельчения: 20 шариков (диаметром 2 см), изготовленных из оксида циркония.
• Скорость: 650 об/мин.
• Заполнение порошком: 225 см3 (грубо измельченный, d50 < 5 мм).
• Последовательность: 10 периодов измельчения по 10 мин каждый с 60 мин паузой между ними для охлаждения (с целью ограничения тепловой нагрузки на измельчаемый материал).
• Анализ: распределение частиц по размеру с применением HORIBA 920-L, порошок диспергировали с применением ультразвука в деминерализованной воде, максимальная скорость циркуляции с помощью насоса.
• Целевое значение: d50 < 8 мкм (в противном случае – дополнительные периоды измельчения).
Профили квадратного сечения 51 мм разрезали пилой из Pamitherm® с толщиной 2 мм.
Данную подложку размещали между двумя зажимными средствами (стальной блок 51 x 51 x 15 мм) и фиксировали между ними с усилием зажима 20 кПа. Зажимные средства имели множество отверстий диаметром 4,1 мм с минимальным интервалом 1,9 мм между какими-либо двумя отверстиями. Отверстия в обоих зажимных средствах в каждом случае идентично расположены и, таким образом, выровнены друг относительно друга.
В данном случае сверло пропускали через каждое из отверстий первых зажимных средств с созданием сквозного отверстия в подложке по одной линии с отверстиями в двух зажимных средствах. Диаметр сверла составлял 4 мм, скорость продвижения 200 мм/мин, скорость 1600 об/мин, тип сверла: цельное твердосплавное сверло марки «Miller Mega-Drill-Inox, форма хвостовика HA, покрытое MxF, тип M1703-0400AE».
Подложку, полученную таким образом, фиксировали между двумя зажимными средствами, подобными таковым, упомянутым вначале. Единственное различие по сравнению с первыми зажимными средствами заключалось в том, что в данном случае сквозные отверстия имели номинальный диаметр 4 мм, идентичный по отношению к отверстиям в подложке.
Данную трехслойную конструкцию фиксировали в гидравлическом прессе, воздействуя c обеих сторон. Данный пресс имел два гидравлических пуансона с номинальным диаметром 4 мм и длиной 30 мм, которые располагались на одной и той же вертикальной центральной оси. Оба пуансона можно было перемещать независимо друг от друга по данной центральной оси, при этом лицевые поверхности пуансонов располагали напротив друг друга. В данном контексте один пуансон воздействует снизу, при этом другой воздействует сверху. Два пуансона и отверстия в двух зажимных средствах получают в соответствии с DIN 7157, c допуском H7/g6 по отношению друг к другу (или, возможно, в качестве альтернативы: H8/h9).
Нижний пуансон перемещали вверх через отверстие в нижнем зажимном средстве до тех пор, пока его верхняя сторона не достигала расстояния 6 мм от подложки.
Это отверстие в верхнем зажимном средстве затем заполняли сверху порошком измельченного теллурида висмута в количестве 0,186 г (с добавлением примеси с электронной проводимостью). Вибрирующую иглу (диаметром 0,5 мм, длиной 100 мм) вставляли сверху в слой, заполненный порошком, и подвергали вибрации 1 секунду (частота 100 Гц, амплитуда свободного кончика иглы 0,5 мм). Посредством этого осаждали и гомогенизировали слой, заполненный порошком.
Верхний пуансон затем перемещали сверху в данное отверстие (скорость продвижения 1 мм/с) до достижения высоты 2 мм (допуск +/-0,1 мм) между двумя пуансонами неспеченной заготовки и достижения давления приблизительно 830 МПа. Пуансоны оставались в данном положении в течение 5 секунд.
Затем оба пуансона перемещали синхронно со скоростью продвижения 1 мм/с в противоположном направлении таким образом, что неспеченную заготовку вталкивали вверх в подложку, при этом усилие прессования, производимое на неспеченную заготовку, по сути, сохраняется, но ни в коем случае не повышается. Неспеченная заготовка теперь заполняла подложку и ее верхняя и нижняя стороны находились, по сути, на одном уровне с двумя поверхностями подложки.
Два пуансона теперь извлекали полностью из подложки и зажимных средств.
Аналогичную процедуру теперь применяли для получения всех других ветвей с электронной проводимостью в подложке (половина всех отверстий в подложке). Затем такую же процедуру повторяли для ветвей с дырочной проводимостью таким образом, что в конце все отверстия в подложке были заполнены неспеченными заготовками, изготовленными из теллурида висмута с добавлением примеси с электронной проводимостью или с добавлением примеси с дырочной проводимостью. Единственными различиями в случае ветвей с дырочной проводимостью были масса порошка, применяемого для каждой неспеченной заготовки (0,162 г), и максимальное усилие прессования (приблизительно 800 МПа).
Заполненную подложку теперь помещали в перчаточную камеру, продутую азотом 5.0, и с остаточным содержанием кислорода <100 ppm. В данной перчаточной камере присутствовал автоклав, который предварительно нагревали до температуры поверхности внутренней стенки 290°C. Заполненную подложку теперь помещали в данный автоклав. Внутреннее пространство автоклава также продували азотом 5.0 (по меньшей мере 20 полных замен газа за час). Давление в автоклаве теперь повышали до 90 бар = 9 МПа в течение 2 минут, после чего температуру газа внутри автоклава повышали до 285-290°C в течение последующих 3 минут. Данные значения давления и данную температуру поддерживали в течение 5 минут. Затем давление снижали до нормального давления в течение 1 минуты, теперь спеченный полуфабрикат удаляли и оставляли в перчаточной камере для охлаждения до комнатной температуры.
Затем можно осуществлять технологические стадии, необходимые для доработки TE-элемента в отношении спеченного полуфабриката.
• Очистка торцевых поверхностей TE-ветвей (полировка, плазменная обработка или подобные).
• Нанесение диффузионных барьеров (например, никеля посредством плазменного напыления при атмосферном давлении).
• Нанесение слоев, способствующих контакту (например, олова посредством плазменного напыления при атмосферном давлении).
• Пайка с помощью контактных перемычек.
• Нанесение наружных слоев.
Список номеров позиций:
1 подложка;
2 верхнее зажимное средство;
3 нижнее зажимное средство;
4 отверстия;
5 сверло;
6 отверстие;
7 верхняя матрица;
8 нижняя матрица;
9 порошкообразный активный материал;
10 нижний пуансон;
11 фольга;
12 верхний пуансон;
13 неспеченная заготовка;
14 полуфабрикат;
15 диффузионный барьер;
16 поддон;
17 автоклав;
18 ветвь термоэлемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКОНОМИЧНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКИХ ЭЛЕМЕНТОВ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 2017 |
|
RU2695586C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО МОДУЛЯ | 1997 |
|
RU2124785C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОБАТАРЕИ | 2018 |
|
RU2694797C1 |
| Способ прессования термоэлектрических материалов и устройство для реализации способа | 2020 |
|
RU2772225C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА n-ТИПА НА ОСНОВЕ ТВЕРДЫХ РАСТВОРОВ BiTe-BiSe | 2012 |
|
RU2509394C1 |
| Способ получения термоэлектрического материала р-типа проводимости на основе твердых растворов BiTe-SbTe | 2017 |
|
RU2683807C1 |
| ПРОСТРАНСТВЕННО ОРИЕНТИРОВАННЫЙ ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2611562C1 |
| Способ изготовления составной ветви термоэлемента | 2016 |
|
RU2624615C1 |
| Способ изготовления составной ветви термоэлемента, работающей в диапазоне температур от комнатной до 900o C | 2015 |
|
RU2607299C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО ТЕЛА КРИСТАЛЛА ТЕРМОЭЛЕКТРИЧЕСКОГО ЭЛЕМЕНТА (ВАРИАНТЫ) | 2000 |
|
RU2177190C1 |

Использование: для получения термоэлектрического элемента. Сущность изобретения заключается в том, что множество ветвей термоэлемента, изготовленных из активного материала с термоэлектрической активностью, вводят в, по сути, плоскую подложку, изготовленную из электро- и термоизоляционного материала подложки, таким образом, что ветви термоэлемента проходят через подложку, по сути, перпендикулярно плоскости подложки, и при котором активный материал заранее подготавливают в порошкообразной форме, прессуют с получением неспеченных заготовок и затем спекают внутри подложки с получением ветвей термоэлемента. Технический результат: обеспечение возможности повышения степени свободы термо- и электроизоляционного материала подложки. 14 з.п. ф-лы, 1 табл., 5 ил.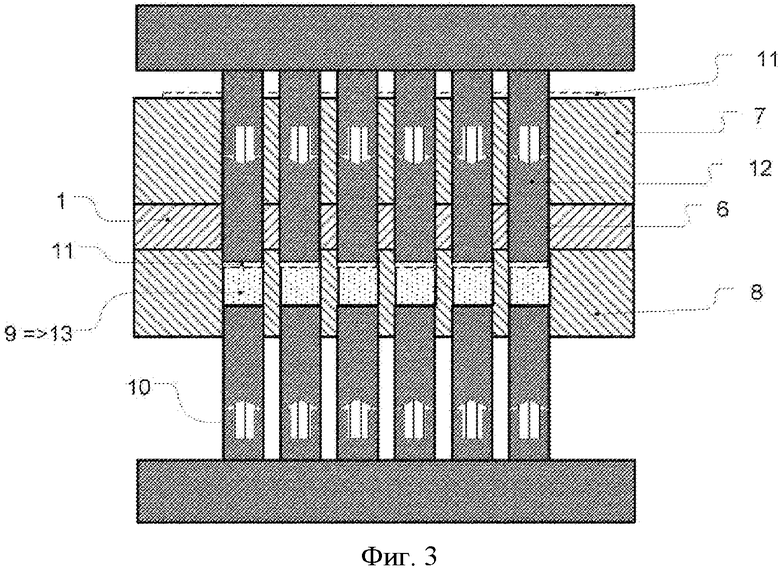
1. Способ получения термоэлектрического элемента или по меньшей мере одного его полуфабриката, при котором множество ветвей термоэлемента, изготовленных из активного материала с термоэлектрической активностью, вводят в, по сути, плоскую подложку, изготовленную из электро- и термоизоляционного материала подложки, таким образом, что ветви термоэлемента проходят через подложку, по сути, перпендикулярно плоскости подложки, и при котором активный материал заранее подготавливают в порошкообразной форме, прессуют с получением неспеченных заготовок и затем спекают внутри подложки с получением ветвей термоэлемента, отличающийся тем, что порошкообразный активный материал прессуют в форме, расположенной вне подложки, с получением неспеченных заготовок, причем неспеченные заготовки выдавливают из формы и помещают в отверстия, предусмотренные в подложке, где их спекают с получением ветвей термоэлементов.
2. Способ по п. 1, отличающийся тем, что прессование порошкообразного активного материала с получением неспеченных заготовок и вталкивание неспеченных заготовок в отверстия в подложке осуществляют с помощью одних и тех же инструментов.
3. Способ по п. 2, отличающийся тем, что инструменты представляют собой по меньшей мере одну пару пуансонов, которые вставляют с обеих сторон в форму, и один из которых проходит через отверстие, предусматриваемое в подложке для соответствующей неспеченной заготовки.
4. Способ по п. 3, отличающийся тем, что ряд форм объединяют с получением плоской матрицы, и по меньшей мере в течение прессования активного материала и введения неспеченных заготовок матрицу располагают по всей площади на подложке таким образом, что отверстия и формы находятся на одной линии друг относительно друга.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что отверстия и форма имеют круговую цилиндрическую форму и имеют, по сути, одинаковый диаметр.
6. Способ по любому из пп. 1-4, отличающийся тем, что отверстия выполняют в подложке способом с удалением крошки, в частности, посредством сверления и без помощи смазывающе-охлаждающих средств.
7. Способ по п. 6, отличающийся тем, что отверстия очищают продуванием после обработки с удалением крошки, в частности, с использованием инертного газа.
8. Способ по п. 7, отличающийся тем, что подложку закрепляют с обеих сторон, в частности по всей площади, посредством плоских зажимных средств в течение выполнения отверстий.
9. Способ по п. 8, отличающийся тем, что одно из двух зажимных средств используют в качестве матрицы после выполнения отверстий.
10. Способ по любому из пп. 1-4, 7, 8, отличающийся тем, что материал подложки представляет собой композиционный материал, изготовленный из неорганического сырья и связующих.
11. Способ по п. 10, отличающийся тем, что композиционный материал выполняют в виде слоистого материала, при этом неорганическое сырье выбрано из группы, включающей слюду, перлит, флогопит, мусковит, и связующие представляют собой силикон или силиконовую смолу.
12. Способ по п. 11, отличающийся тем, что толщина подложки составляет от 1 до 10 мм, предпочтительно составляет от 1,5 до 4 мм, и наиболее предпочтительно толщина составляет от 2 до 3 мм.
13. Способ по любому из пп. 1-4, 7, 8, 11, 12, отличающийся тем, что активный материал представляет собой сплав, который выбран из класса теллуридов висмута, антимонидов цинка, силицидов, половинных материалов Гейслера, и распределение частиц по размеру активного материала, определенное посредством способов лазерной дифракции, характеризуется средним размером частиц d50 от 1 до 50 мкм, и для установления данного распределения частиц по размеру активный материал измельчают при максимальной температуре от 30°С до 50°С.
14. Способ по любому из пп. 1-4, 7, 8, 11, 12, отличающийся тем, что порошкообразный активный материал подвергают вибрации внутри формы перед прессованием.
15. Способ по любому из пп. 1-4, 7, 8, 11, 12, отличающийся тем, что подложку, с введенными неспеченными заготовками, размещают для спекания в автоклаве, в котором происходит процесс спекания при повышенном давлении и повышенной температуре в инертной атмосфере, при этом, в частности, давление газа внутри автоклава ниже давления, оказываемого на порошкообразный активный материал в течение прессования неспеченных заготовок.
| US 20090084423 A1, 02.04.2009 | |||
| US 6297441 B1, 02.10.2001 | |||
| US 20120159967 A1, 28.06.2012 | |||
| US 20090038667 A1, 12.02.2009 | |||
| US 20090199887 A1, 13.08.2009. |

