Настоящее изобретение относится к системе для обработки аккумуляторных пластин и их размещения в корпусе аккумулятора, предоставленном для них. Система состоит из транспортирующих устройств и отдельных обрабатывающих станций, при этом аккумуляторные пластины, предназначенные для обработки, размещены для обработки в виде блоков пластин в зажимных кассетах.
Изобретение применяется в изготовлении аккумуляторов для легковых автомобилей и автомобилей неиндивидуального пользования.
Для изготовления аккумуляторов для легковых автомобилей необходимо поместить множество электродных пластин в отдельные аккумуляторные ячейки, расположенные по отдельности друг от друга в корпусе аккумулятора. В данном случае электродные пластины собраны в отдельные блоки и распределены по аккумуляторным ячейкам. Устройство для соединения отдельных аккумуляторных пластин с целью формирования блоков и для вставки блоков в корпуса аккумуляторов описано в AT 008 261 U1. Отдельные необходимые этапы обработки выполняются в целом в 14 обрабатывающих станциях, расположенных последовательно. Это приводит к огромной потребности в пространстве для установки подобной системы и огромной потребности в транспортировке в ходе изготовления.
Еще одна система для сборки корпусов аккумуляторов и загрузки блоков пластин в корпуса аккумуляторов описана в DE 202009011262 U1. Это решение демонстрирует, что отдельные обрабатывающие станции расположены вокруг подъемно-поворотного стола в виде малогабаритной станции, и зажимные кассеты, оснащенные пластинами, предназначенными для обработки, подаются от подъемно-поворотного стола к отдельным транспортировочным станциям внутри малогабаритной станции. Поскольку обрабатывающие станции расположены в данной малогабаритной станции таким образом, чтобы составлять ее неотъемлемую часть, доступ к этим станциям невозможно получить в ходе изготовления. В результате, если возникает необходимость в техническом обслуживании, то требуется выполнение отдельного технического обслуживания. Кроме того, зажимная кассета поворачивается в обрабатывающей станции, что требует отдельного дополнительного цикла. Это увеличивает время, необходимое для обработки пластин и загрузки корпуса аккумулятора. За счет размещения малогабаритной станции с подъемно-поворотным столом и обрабатывающими станциями в горизонтальной плоскости, пространство, требуемое для установки подобной системы, является очень большим.
Цель настоящего изобретения заключается в предоставлении технического решения, способного преодолеть недостатки известного уровня техники. Предполагается, что новаторское решение отличается низким требованием к пространству. Благодаря сокращению длительности циклов предполагается сокращение длительности изготовления и затрат на изготовление. Предполагается, что подходящие системы контроля и наблюдения будут способствовать оптимизированному обеспечению качества изготовления аккумуляторных пластин и их размещения в корпусе аккумулятора.
Для выполнения необходимого технического обслуживания на обрабатывающих станциях предполагается, что конструкция станций облегчает техническое обслуживание, так что для этой работы не требуется значительных простоев системы или дополнительного времени обработки.
Согласно изобретению данную цель достигают с помощью признаков, указанных в пункте 1 формулы изобретения. Преимущественные улучшения описаны в зависимых пунктах формулы изобретения.
Соответственно, система для обработки аккумуляторных пластин и их размещения в корпусах аккумуляторов состоит из транспортирующего устройства и отдельных обрабатывающих станций, при этом аккумуляторные пластины, предназначенные для обработки, размещены для обработки в виде блоков пластин в зажимных кассетах. Зажимные кассеты, оснащенные блоками пластин, размещены в транспортирующем устройстве, расположенном вертикально и выполняющем в данном положении круговое поворотное движение, так что движение зажимных кассет происходит подобно движению гигантского колеса.
Это предоставляет преимущество, заключающееся в очень низком требовании к пространству для транспортирующего устройства. Кроме того, это предоставляет преимущество, заключающееся в том, что отдельные обрабатывающие станции расположены во всех пространственных плоскостях, то есть выше, ниже и снаружи в поперечном направлении относительно вертикально расположенного транспортирующего устройства, при этом они могут быть перемещены из своего положения к расположенной зажимной кассете и от нее.
Тот факт, что обрабатывающие станции можно переместить из зоны обработки, одновременно предоставляет эффективное решение для технического обслуживания обрабатывающих станций. Их техническое обслуживание может быть легким для пользователя и экономичным по времени.
В качестве обрабатывающих станций предоставлена вставочная коробка, содержащая систему с по меньшей мере шестью захватами, для распределения блоков аккумуляторных пластин в зажимную кассету, а также выравнивающее устройство и зажимное устройство для вставки блоков аккумуляторных пластин в зажимную кассету, предоставленную транспортирующим устройством, флюсовая станция, содержащая сушильную установку и лудильную ванну, литейная станция для отливки свинцовых перемычек, содержащая свинцовую ванну, и монтажная станция для монтирования полностью собранных блоков аккумуляторных пластин в предоставленные корпуса аккумуляторов, содержащая систему с по меньшей мере шестью захватами.
Вставочная коробка преимущественно содержит систему с по меньшей мере шестью захватами для вставки блоков пластин с полностью приданными размерами из промежуточного склада в зажимную кассету 3, для обеспечения эффективной подачи блоков пластин к зажимной кассете.
Лудильная ванна флюсовой станции в данном случае преимущественно оснащена измерительной системой для постоянного измерения уровня лудильной ванны. Данная измерительная система передает информацию об измеренной величине к устройству подачи оловянной проволоки, так что уровень лудильной ванны всегда поддерживается на постоянном уровне. На практике, измерение может быть выполнено с помощью метода вихревых токов. Это мера по существу поддерживает постоянное сохранение необходимого уровня лудильной ванны для непрерывного и эффективного устранения источников погрешностей в ходе изготовления.
Литейная станция служит для отливки свинцовых перемычек и, следовательно, содержит плавильный сосуд, разделенный разделительной стенкой на два отделения, при этом расплавленный свинец и подача свинцовых стержней для плавления предоставлены в одной половине сосуда, в то время как вторая половина сосуда служит в качестве осадительного отделения, из которого расплавленный свинец перемещают посредством насоса в погружное отделение для отливки свинцовых перемычек.
Для получения постоянного уровня в осадительном отделении плавильного сосуда, расплавленный свинец закачивают в осадительное отделение из другого отделения с помощью непрерывно работающего насоса. Кроме того, по меньшей мере один переливной желобок, дополнительно регулирующий уровень расплавленного свинца в осадительном отделении плавильного сосуда, расположен в разделительной стенке между осадительным отделением и отделением для подачи свинца в плавильный сосуд. Эта мера также служит для постоянного и эффективного обеспечения качества литья при отливке свинцовых перемычек в процессе производства.
В монтажной станции для монтирования полностью собранных блоков аккумуляторных пластин в предоставленные корпуса аккумуляторов расположено по меньшей мере одно очистное устройство, служащее для очистки монтажных каркасов. Данное очистное устройство содержит щеточную и/или распылительную систему, поступающую в предоставленные монтажные каркасы посредством многоосевой системы перед загрузкой блоков аккумуляторных пластин и выполняющую там очистку и удаление частиц и отложений грязи. Это предотвращает присоединение частиц грязи к блокам пластин в ходе монтирования, выполняемого в условиях ограниченного свободного пространства.
Эта мера также служит для достижения высокого стандарта качества при загрузке полностью подготовленных блоков аккумуляторных пластин в подготовленные корпуса аккумуляторов.
Для увеличения эффективности системы в монтажной станции расположена система с по меньшей мере тремя захватами, извлекающая полностью подготовленные блоки пластин из зажимных кассет, точнее три блока одновременно. После этого блоки пластин монтируют в корпусы аккумуляторов. При перемещении корпус аккумулятора поворачивают таким образом, чтобы следующие 3 блока можно было вставить в корпус аккумулятора. Преимущественно, предоставлено несколько систем с тремя захватами.
Транспортирующее устройство, расположенное вертикально и поворачивающееся по кругу, содержит по меньшей мере одно отдельное поворотное устройство для зажимных кассет, служащее для поворачивания зажимных кассет при транспортировке к следующей обрабатывающей станции. В качестве признака, экономящего время, правильное позиционирование зажимной кассеты для следующей обрабатывающей операции выполняют в ходе транспортировки к этой станции, так что для этого не требуется дополнительных временных затрат.
Для того чтобы направлять обрабатывающие станции снаружи к транспортирующему устройству, каждая обрабатывающая станция при необходимости содержит собственное отдельное транспортирующее устройство, служащее для перемещения вперед и назад относительно транспортирующего устройства.
Преимущества данного технического решения для обработки блоков аккумуляторных пластин и их размещения в корпусах аккумуляторов, предоставленных для этой цели, заключаются, в частности, в возможности предоставления компактной конструкции данной системы с высокой степенью непрерывности последовательностей отдельных этапов обработки в сочетании с непрерывным контролем для поддержания критериев качества и для предотвращения погрешностей в процессе производства.
Благодаря отделению отдельных этапов обработки от процесса транспортировки, техническое обслуживание может быть частично выполнено без каких-либо потерь в длительности цикла путем предоставления сменных модулей с устройствами для быстрой замены.
Настоящее изобретение будет более подробно описано ниже на основании примера варианта осуществления.
На сопроводительных графических материалах:
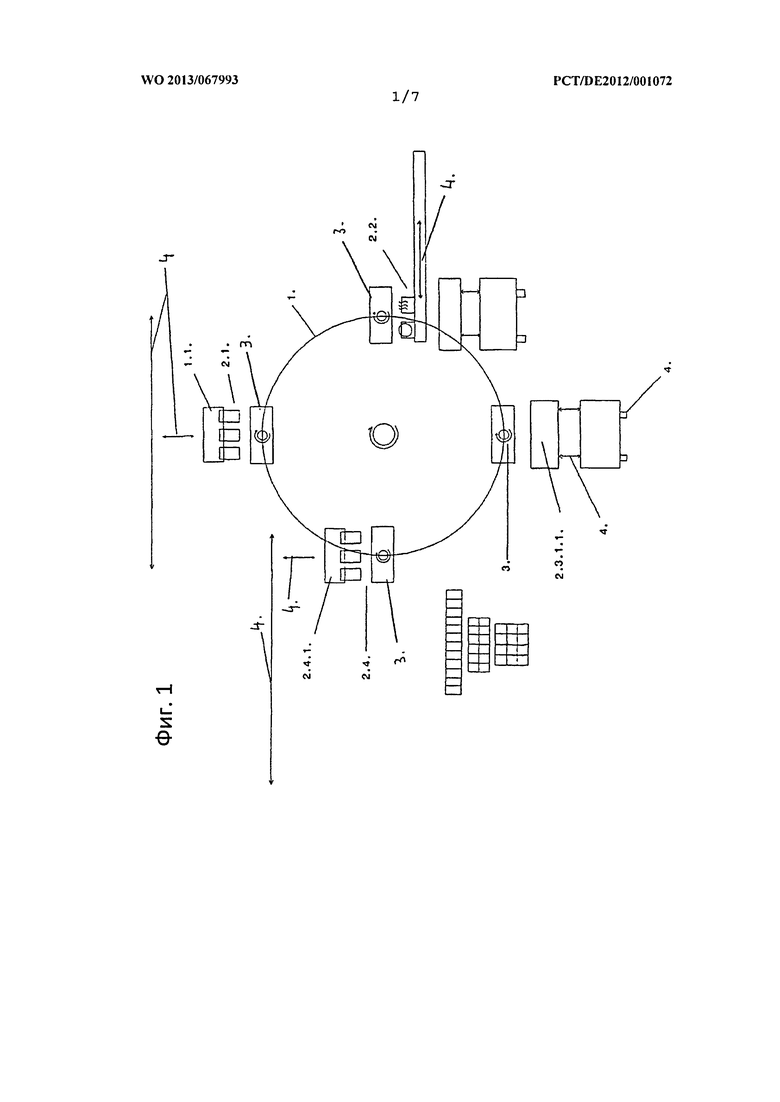
На фиг. 1 показано схематическое изображение системы для обработки аккумуляторных пластин и их размещения в корпусах аккумуляторов, предоставленных для этой цели;
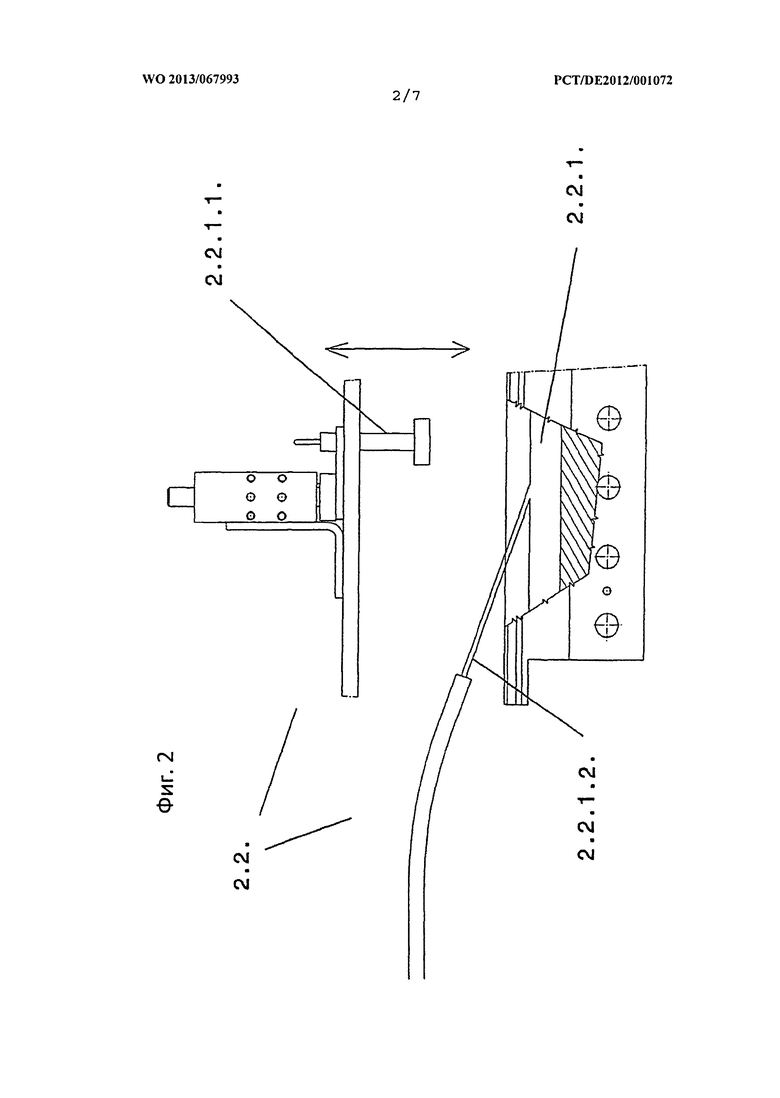
На фиг. 2 показано схематическое изображение флюсовой станции, содержащей лудильную ванну, устройство подачи оловянной проволоки и измерительную систему для измерения уровня олова;
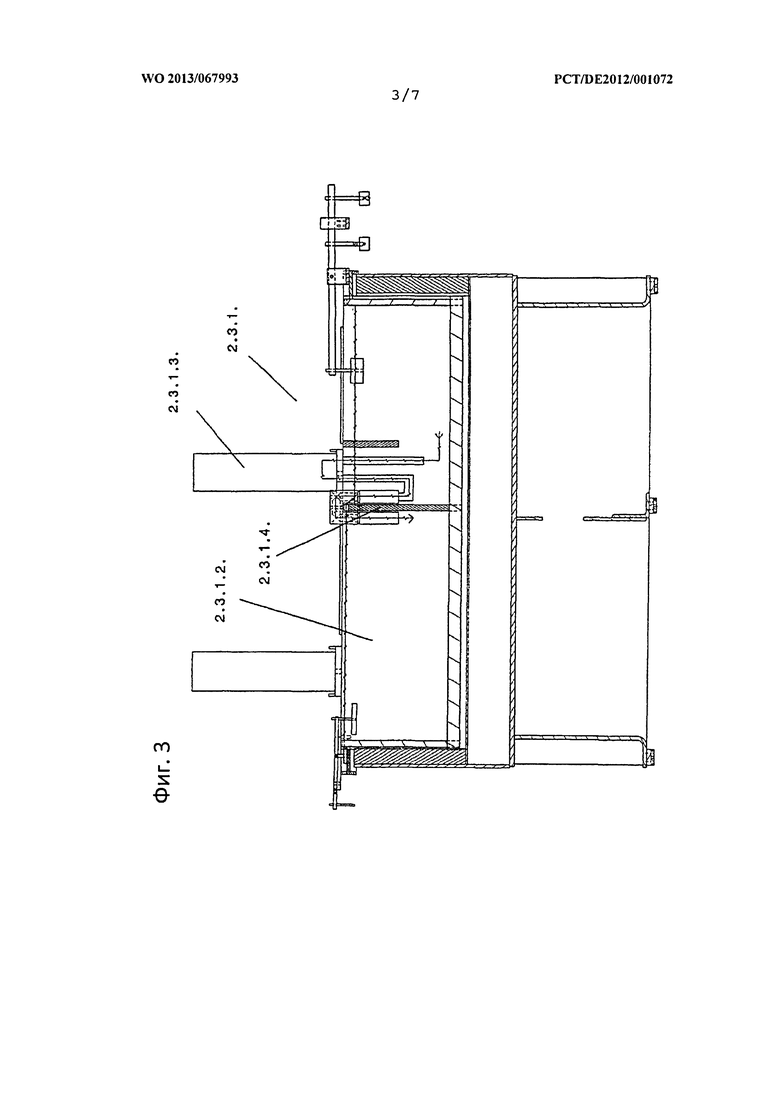
На фиг. 3 показано схематическое изображение свинцовой ванны (2.3.1), содержащей два отделения (2.3.1.5) плавильного сосуда и устройства для уравнивания уровня;
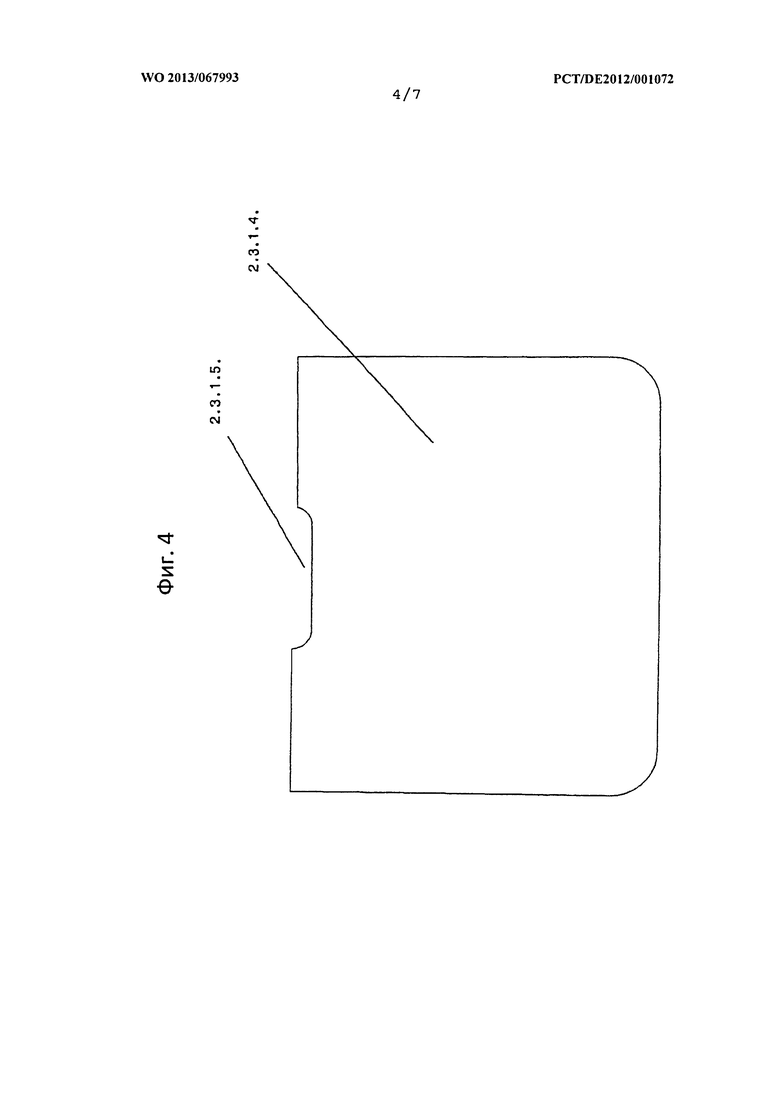
На фиг. 4 показан вид сбоку разделительной стенки (2.3.1.4), содержащей переливной желобок;
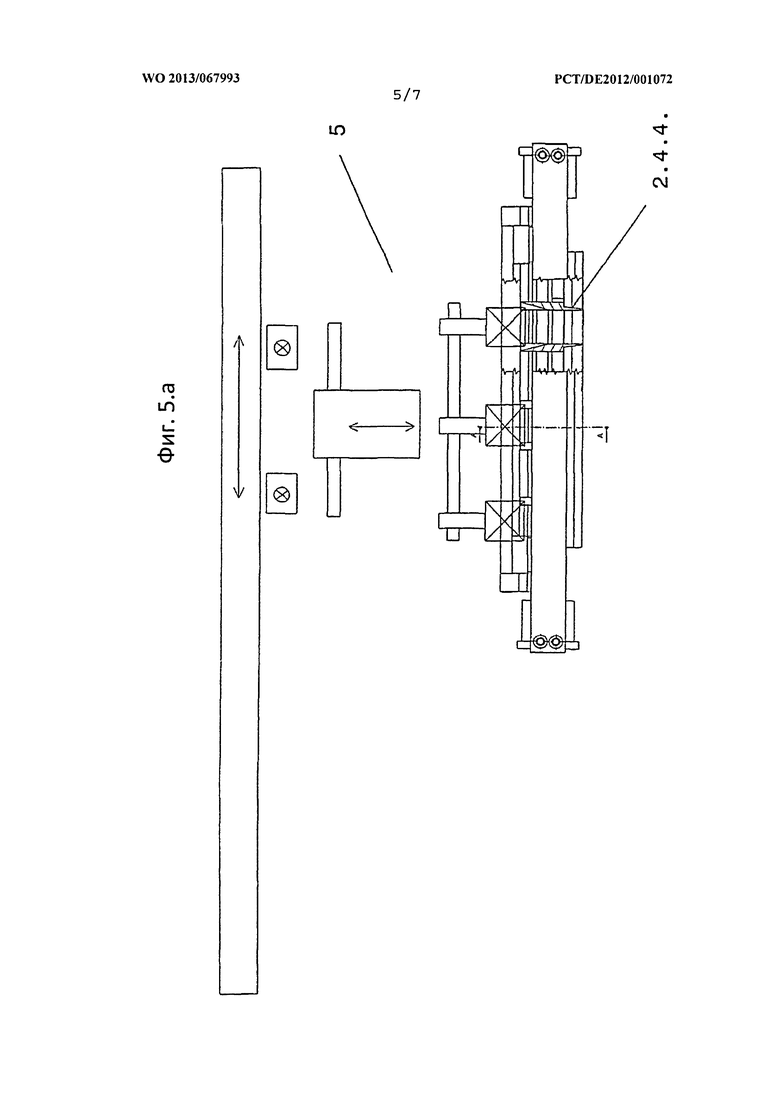
На фиг. 5а показан схематический вид сбоку очистного устройства (5) для очистки монтажных каркасов (2.4.3) с их распорками (2.4.4);
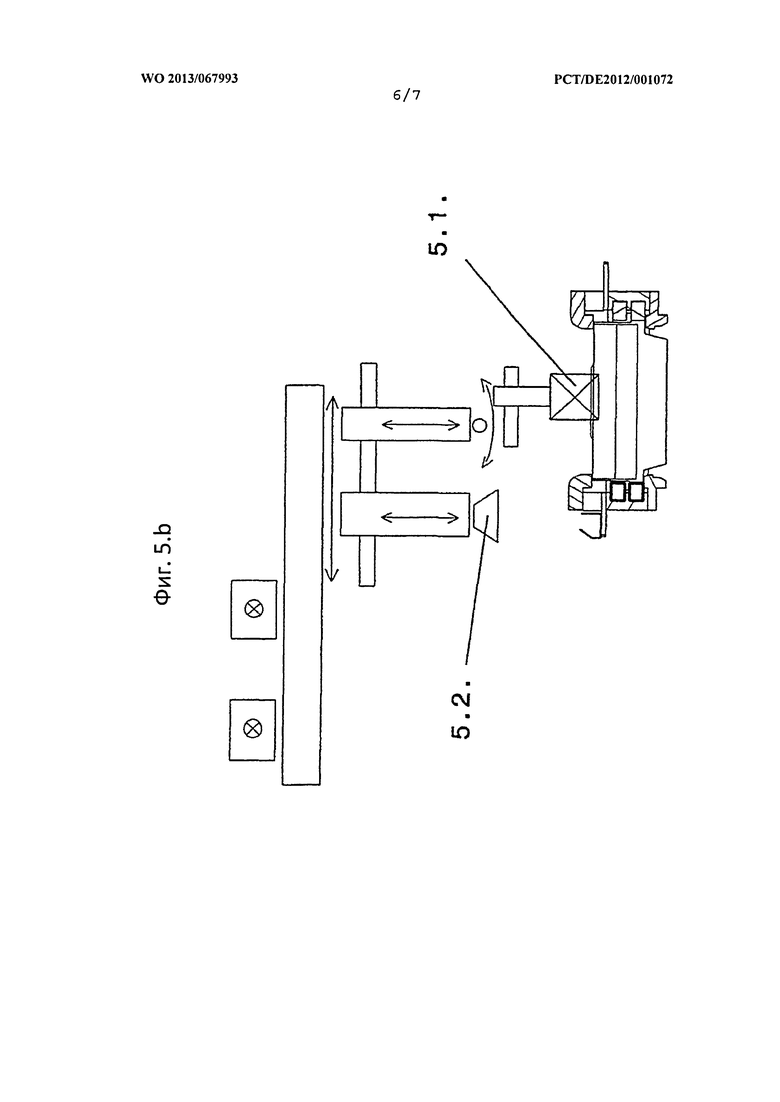
На фиг. 5b показан схематический вид сбоку очистного устройства (5) в форме фрагмента;
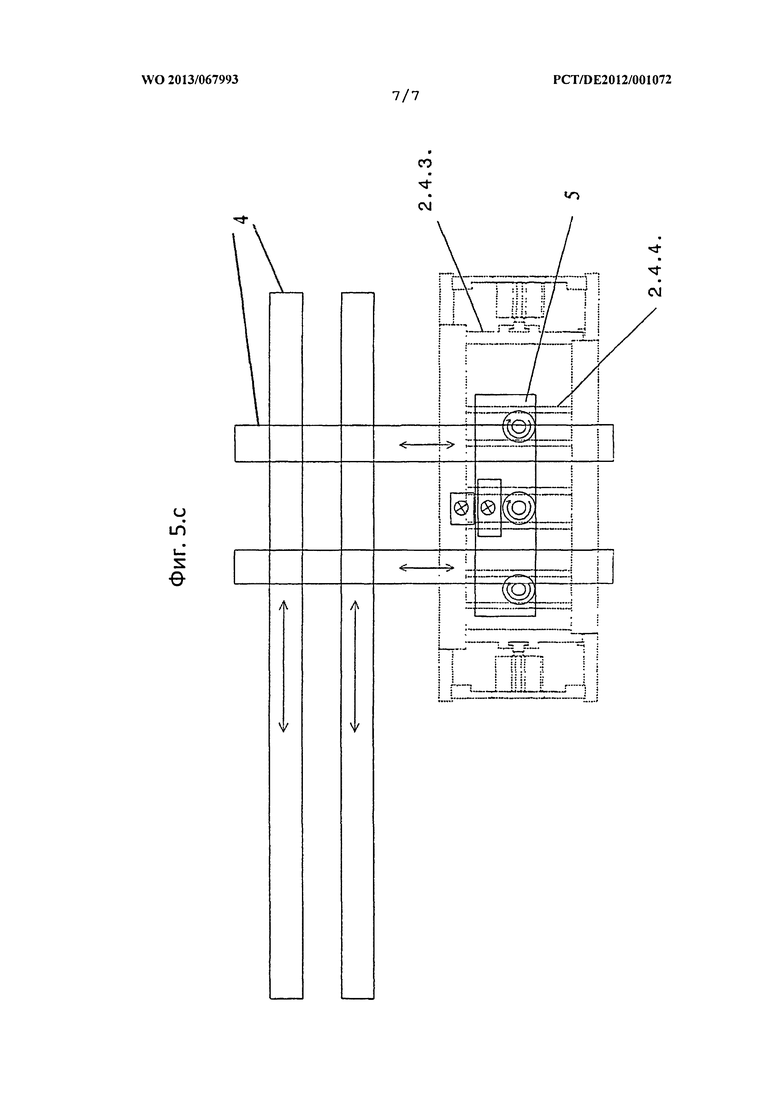
На фиг. 5с показан схематический вид сверху монтажной станции 2.4 с очистной системой 5 для очистки монтажных каркасов (2.4.3) и распорок (2.4.4);
Пример варианта осуществления:
Согласно фиг. 1-5с система для обработки аккумуляторных пластин и для размещения этих аккумуляторных пластин в корпусах аккумуляторов, предоставленных для этой цели, состоит из транспортирующих устройств и отдельных обрабатывающих станций, таких как вставочные станции, лудильная ванна, литейная станция для свинцового литья. Аккумуляторные пластины, предназначенные для обработки, в данном случае размещены для обработки в виде определенных блоков пластин в нескольких зажимных кассетах, предоставленных для данной цели. Согласно настоящему изобретению данные зажимные кассеты, оснащенные блоками пластин, расположены в транспортирующем устройстве 1, выполняющем вертикальное поворотное движение. Отдельные обрабатывающие станции 2.1-2.n расположены на периферии относительно данного транспортирующего устройства 1, но за пределами круговой траектории движения транспортирующего устройства 1. Обрабатывающие станции 2.1-2.n расположены таким образом, что их можно соответственно переместить из указанного положения к местоположению зажимной кассеты 3, размещенной транспортирующим устройством 1, посредством отдельных транспортирующих устройств 4. Таким образом, первая обрабатывающая станция, вставочная коробка 2.1, содержит систему с по меньшей мере шестью захватами для распределения блоков пластин из промежуточного склада в зажимную кассету 3, выравнивающее устройство для выравнивания и для сгибания выступов пластин и зажимное устройство для фиксации блоков пластин для вставки в зажимную кассету 3, предоставленную транспортирующим устройством 1.
Посредством вертикального поворота транспортирующего устройства 1 зажимная кассета 3, оснащенная блоками пластин, достигает местоположения второй обрабатывающей станции, флюсовой станции 2.2. С помощью горизонтальных салазок, выступающих в качестве отдельного транспортирующего устройства 4 флюсовой станции 2.2, указанную станцию, вместе с размещенной лудильной ванной 2.2.1 и встроенной измерительной системой 2.2.1.1, использующей процесс измерения методом вихревых токов для непрерывного измерения уровня лудильной ванны, и устройством 2.2.1.2 подачи олова к лудильной ванне, перемещают к зажимной кассете 3. Для оптимальной регулировки уровня лудильной ванны измерительная система 2.2.1.1 и устройства 2.2.1.2 подачи олова к лудильной ванне соединены друг с другом посредством информационных технологий. Лудильная ванна 2.2.1 и дополнительно расположенное сушильное устройство в данном случае можно переместить вертикально к транспортирующему устройству 1 с помощью отдельного транспортирующего устройства 4. Кроме того, лудильную ванну 2.2.1 можно переместить в вертикальном направлении к зажимной кассете 3. Перед введением указанная кассета поворачивается по мере перемещения вниз и таким образом может войти в лудильную ванну 2.2.1, поданную снизу вверх. После высушивания зажимную кассету транспортируют транспортирующим устройством к обрабатывающей станции 3 в результате вертикального поворотного движения.
В литейной станции 2.3 осуществляют отливку свинцовых перемычек. С этой целью литейная станция 2.3 содержит свинцовую ванну 2.3.1 с плавильным сосудом 2.3.1.2. В свою очередь, плавильный сосуд 2.3.1.2 разделен разделительной стенкой 2.3.1.4 на два отделения. В одну половину сосуда выполняют подачу свинцовых стержней для получения расплавленного свинца. В другой половине сосуда выполняют осаждение расплавленного свинца. Свинец постоянно перекачивают из одной половины сосуда в осадительное отделение плавильного сосуда 2.3.1.2 с помощью насоса 2.3.1.3. По меньшей мере один переливной желобок 2.3.1.5, дополнительно регулирующий уровень расплавленного свинца в осадительном отделении плавильного сосуда путем постоянного перелива, поскольку поверхности уровней свинца в двух отделениях плавильного сосуда 2.3.1.2 находятся на разной высоте, расположен в разделительной стенке 2.3.1.4 между осадительным отделением и отделением для подачи свинца к плавильному сосуду 2.3.1.1.
Из осадительного отделения плавильного сосуда 2.3.1.2, расплавленный свинец очень высокого качества перемещают посредством дополнительного насоса в литейную форму 2.3.1.1, где выполняют отливку свинцовых перемычек. Для этой цели литейная станция 2.3 содержит дополнительное вертикальное транспортирующее устройство 4 для перемещения литейной формы 2.3.1.1 вверх к зажимной кассете 3. Дополнительное горизонтальное перемещающее устройство, выполняющее роль транспортирующего устройства 4, предоставляет возможность замены всей литейной формы 2.3.1.1 для выполнения технического обслуживания и/или ремонта, так что рабочую последовательность транспортирующего устройства не нужно прерывать.
После отливки свинцовых перемычек зажимную кассету 3 транспортируют с помощью транспортирующего устройства 1, посредством его вертикального поворота, к местоположению монтажной станции 2.4 для монтирования полностью собранных блоков аккумуляторных пластин в предоставленные корпуса аккумуляторов.
С этой целью монтажная станция 2.4 содержит систему 2.4.1 с по меньшей мере тремя захватами и очистное устройство 5, служащее для очистки монтажных каркасов 5.1. Данное очистное устройство служит для очистки распорок 2.4.4 монтажных каркасов 2.4.3, загрязненных от постоянной эксплуатации. Очистная станция 5 содержит щеточную 5.1 и/или распылительную систему 5.2, поступающую в предоставленные монтажные каркасы посредством многоосевой системы перед загрузкой блоков аккумуляторных пластин и тщательно выполняющую там очистку и удаление частиц и отложений грязи во всех направлениях.
Преимущества настоящего изобретения объединены в техническом решении для обработки и размещения аккумуляторных пластин в предоставленных корпусах аккумуляторов, отличающемся низким требованием к пространству, обладающим большим количеством контролирующих функций и мер по обеспечению качества для последовательностей обработки в отдельных обрабатывающих станциях, эффективно работающим и, в результате назначения дополнительных транспортирующих устройств отдельным обрабатывающим станциям, существенно снижающим затраты времени на ремонт и техническое обслуживание. В частности, меры для улучшения обеспечения качества способствуют постоянной и надежной проверке и контролю всех этапов обработки для производства и загрузки блоков аккумуляторных пластин, так что система поставляет большое количество высококачественных и полностью загруженных корпусов аккумуляторов.
Перечень условных обозначений
1 Транспортирующее устройство для транспортировки зажимных кассет
2.1-2.n. Обрабатывающие станции
2.1 Вставочная коробка
2.1.1 Система с шестью захватами
2.2 Флюсовая станция
2.2.1 Лудильная ванна
2.2.1.1 Измерительная система для измерения уровня олова
2.2.1.2 Устройство подачи оловянной проволоки
2.3 Литейная станция
2.3.1 Свинцовая ванна
2.3.1.1 Литейная форма
2.3.1.2 Плавильный сосуд
2.3.1.3 Насос
2.3.1.4 Разделительная стенка
2.3.1.5 Переливной желобок
2.4 Монтажная станция
2.4.1 Тройной захват
2.4.3 Монтажный каркас
2.4.4 Распорки
3 Зажимные кассеты
4 Отдельные транспортирующие устройства обрабатывающих станций
5 Очистное устройство
5.1 Щеточная система
5.2 Распылительная система
Изобретение относится к системе для обработки аккумуляторных пластин и их размещения в корпусе аккумулятора, содержащей транспортирующие устройства и отдельные обрабатывающие станции, такие как вставочные станции, лудильная ванна, литейная станция для свинцового литья, при этом аккумуляторные пластины, предназначенные для обработки, размещены для обработки в виде блоков пластин в нескольких зажимных кассетах, которые предусмотрены для этой цели, для обработки, при этом зажимные кассеты, которые оснащены блоками пластин, расположены в вертикально расположенном транспортирующем устройстве (1), которое вращается по кругу в этом положении, и отдельные обрабатывающие станции (2.1-2.n) расположены сверху, снизу и/или снаружи сбоку транспортирующего устройства, которое вращается по кругу в вертикальном положении, и так что их можно переместить из указанного положения к зажимной кассете, расположенной в каждом случае у местоположения обрабатывающей станции (2.1-2.n). Техническим результатом является сокращение длительности изготовления и затрат на изготовление. 5 з.п. ф-лы, 7 ил.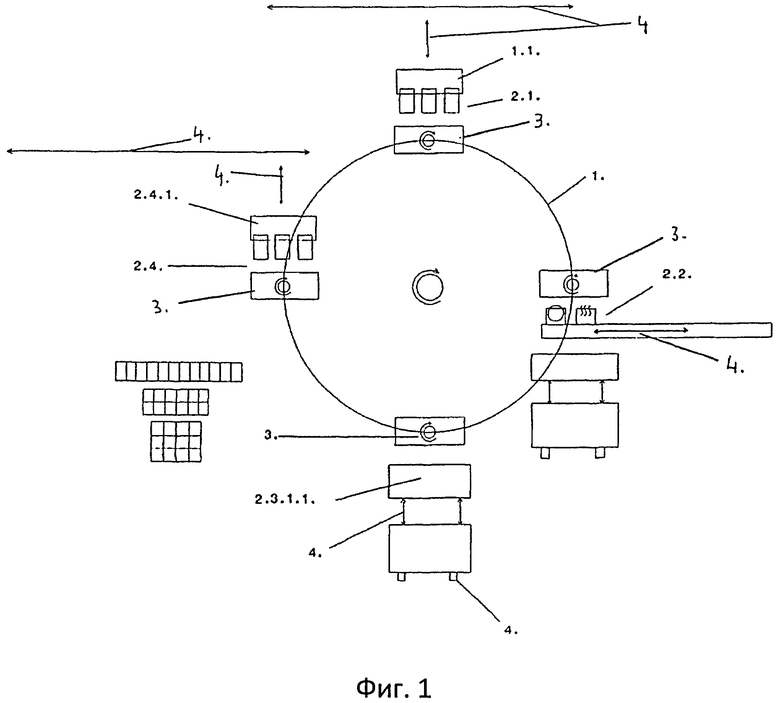
1. Система для обработки аккумуляторных пластин и их размещения в корпусах аккумуляторов, содержащая транспортирующие устройства и отдельные станции для обработки аккумуляторных пластин, содержащие вставочную станцию, флюсовую станцию, литейную станцию и монтажную станцию, при этом аккумуляторные пластины, предназначенные для обработки, расположены в виде блоков пластин в нескольких зажимных кассетах, предоставленных для этой цели, отличающаяся тем, что
зажимные кассеты, в которых расположены блоки пластин, размещены в транспортирующем устройстве (1), расположенном вертикально и поворачивающемся в данном положении по кругу,
при этом каждая отдельная станция (2.1-2.n) для обработки аккумуляторных пластин расположена выше, ниже и/или снаружи сбоку указанного транспортирующего устройства, поворачивающегося по кругу в вертикальном положении, и выполнена с возможностью перемещения из своего вышеуказанного положения соответственно к местоположению зажимной кассеты, размещенной вертикально расположенным транспортирующим устройством (1) у указанной станции (2.1-2.n) для обработки аккумуляторных пластин.
2. Система по п. 1, отличающаяся тем, что
вставочная станция (2.1) содержит систему с по меньшей мере шестью захватами, выравнивающее устройство и зажимное устройство для вставки блоков аккумуляторных пластин в зажимную кассету (3), предоставленную вертикально расположенным транспортирующим устройством (1),
флюсовая станция (2.2) содержит сушильное устройство и лудильную ванну, при этом лудильная ванна (2.2.1) флюсовой станции (2.2) оснащена измерительной системой (2.2.1.1), служащей для измерения уровня олова, и устройством (2.2.1.2) подачи оловянной проволоки, причем измерительная система (2.2.1.1) соединена с устройством (2.2.1.2) подачи оловянной проволоки для передачи ему информации об указанной измеренной величине,
литейная станция (2.3) предназначена для отливки свинцовых перемычек и содержит свинцовую ванну (2.3.1), в которой насос (2.3.1.3), служащий для постоянного уравнивания уровня расплавленного свинца, расположен между
погружным отделением (2.3.1.1) и плавильным сосудом (2.3.1.2), при этом по меньшей мере один переливной желобок (2.3.1.5), регулирующий уровень расплавленного свинца, расположен в разделительной стенке (2.3.1.4) между погружным отделением (2.3.1.1) и плавильным сосудом (2.3.1.2), и
монтажная станция (2.4) предназначена для монтирования полностью собранных блоков аккумуляторных пластин в предоставленные корпуса аккумуляторов и содержит систему с по меньшей мере тремя захватами и очистное устройство (5), служащее для очистки монтажных каркасов (2.4.3) с их распорками (2.4.4),
при этом указанные станции расположены вокруг вертикально расположенного транспортирующего устройства (1) и выполнены с возможностью перемещения относительно него с помощью дополнительных транспортирующих устройств (4), расположенных по отдельности у обрабатывающих станций (2.1-2.n).
3. Система по п. 1, отличающаяся тем, что на транспортирующем устройстве (1), расположенном вертикально и поворачивающемся по кругу, размещено отдельное поворотное устройство для зажимных кассет, предназначенное для поворачивания зажимных кассет в ходе транспортировки к следующей станции (2.1-2.n) для обработки аккумуляторных пластин.
4. Система по п. 2, отличающаяся тем, что измерительная система (2.2.1.1), расположенная в лудильной ванне (2.2.1) и служащая для измерения уровня олова, выполнена в виде измерительной системы, использующей метод вихревых токов.
5. Система по одному из пп. 1-4, отличающаяся тем, что каждая станция (2.1-2.n) для обработки аккумуляторных пластин при необходимости содержит расположенное отдельно дополнительное транспортирующее устройство (4), служащее для перемещения вперед и назад относительно вертикально расположенного транспортирующего устройства (1).
6. Система по п. 2, отличающаяся тем, что очистное устройство (5) выполнено в виде щеточной и/или распылительной системы (5.1, 5.2) с возможностью ее подачи в монтажные каркасы посредством подвижного устройства с несколькими осями поворота и перемещения.
| DE 202009011262 U1, 24.12.2009 | |||
| АВТОМАТИЗИРОВАННЫЙ ПРОГРАММНО-АППАРАТНЫЙ КОМПЛЕКС ДЛЯ ЗАРЯДА И ТРЕНИРОВКИ АККУМУЛЯТОРНЫХ БАТАРЕЙ "ПРИЗМА" | 2007 |
|
RU2387054C2 |
| Прибор для увлажнения и дезодорации воздуха | 1940 |
|
SU61061A1 |
| СПОСОБ УНИФИКАЦИИ ВНЕШНИХ РЕЖИМНЫХ ПАРАМЕТРОВ ПРОЦЕССА ФОРМИРОВАНИЯ И ЗАРЯДА АККУМУЛЯТОРНЫХ БАТАРЕЙ ПРИ ИХ ПОТОЧНОМ ПРОИЗВОДСТВЕ | 2002 |
|
RU2224345C2 |
| УСТРОЙСТВО для ОТБОРА ПРОБ КЕРНА | 0 |
|
SU397640A1 |
| US 4502213 A, 05.03.1985. | |||

