Изобретение касается комплектовочной станции для комплектования корпусов автомобильных аккумуляторов наборами электродных пластин для изготовления автомобильного аккумулятора согласно ограничительной части п.1 формулы изобретения. Изобретение касается также комплектовочного устройства, включающего в себя такую комплектовочную станцию, по п.10 формулы изобретения, а также способа комплектования корпусов автомобильных аккумуляторов наборами электродных пластин с применением такой комплектовочной станции по п.11 формулы изобретения.
В общем, изобретение касается области комплектования корпусов автомобильных аккумуляторов наборами электродных пластин. Изготовление автомобильных аккумуляторов сегодня высоко автоматизировано в целях экономии затрат и надежности. Для осуществления разных этапов комплектования применяется комплектовочное устройство, которое, как правило, имеет несколько комплектовочных станций. Такое комплектовочное устройство известно, например, из DE 202009011262 U1.
Для оптимизации затрат и требуемого времени при изготовлении автомобильных аккумуляторов цель заключается в том, чтобы оптимизировать пропускную способность комплектовочного устройства. Критическим в отношении времени при эксплуатации такого комплектовочного устройства является, в частности, последний этап комплектования, при котором ранее подготовленные в комплектовочном устройстве наборы электродных пластин вставляются в корпус автомобильного аккумулятора. Вставка наборов электродных пластин происходит с приложением значительного усилия, т.е. наборы электродных пластин должны запрессовываться в отдельные камеры корпуса аккумулятора. Это должно, с одной стороны, осуществляться с высокой точностью во избежание повреждений. С другой стороны, для достижения большой пропускной способности желательны короткие циклы.
В основу изобретения положена задача, указать возможности комплектования корпусов автомобильных аккумуляторов наборами электродных пластин, которые позволят без потери качества изготовления получить высокий выход готовых продуктов.
Эта задача решается с помощью изобретения, указанного в пп.1, 10 и 11 формулы изобретения. Предпочтительные усовершенствования изобретения указаны в зависимых пунктах формулы изобретения.
В отличие от идеи, известной из DE 20 2009 011 262 U1, расположить на описанной там комплектовочной станции, т.е. обрабатывающей станции 4, конвейер для транспортировки корпусов аккумуляторов, изобретение предлагает выполнить нижнюю часть комплектовочной станции без конвейерного устройства для корпуса аккумулятора. Комплектовочная станция имеет по меньшей мере один первый выдвижной толкатель, посредством которого корпус аккумулятора по меньшей мере на нижней части может перемещаться горизонтально, при необходимости с преодолением силы трения, действующей между корпусом аккумулятора и нижней частью. Для уменьшения трения могут быть также предусмотрены свободно вращающиеся ролики или рельсы. Необходимая подача корпуса аккумулятора в горизонтальном направлении может благодаря этому осуществляться с помощью первого выдвижного толкателя, что является ключом к быстрому и точному комплектованию корпуса аккумулятора, а также к возможности осуществления других совершенствующих мер, которые поясняются ниже.
Предлагаемый выдвижной толкатель обладает тем преимуществом, что подача корпуса аккумулятора может осуществляться иначе, чем при наличии конвейера, без проскальзывания, так что становится возможным точное движение корпуса аккумулятора и точное позиционирование в желаемом месте.
Конвейер не позволил бы транспортировать корпус аккумулятора заданным образом. К тому же отказ от конвейера в области нижней части обладает тем преимуществом, что можно обойтись без прежде необходимых затратных большегрузных роликов, которые прежде были необходимы из-за сильной вертикальной нагрузки при вставке наборов электродных пластин.
Выдвижной толкатель позволяет, к тому же, быстро, точно и бережно передвигать корпус аккумулятора, так как, в частности, можно передвигать толкатель с разными скоростями подачи, например, чтобы медленно приближаться к корпусу аккумулятора и после контакта с корпусом аккумулятора быстро двигать его вперед. Преимуществом при этом является то, что на другие корпуса аккумуляторов на предшествующих или последующих конвейерах это не влияет.
Другое преимущество применения выдвижных толкателей в качестве средств транспортировки заключается в том, что, например, могут быть предусмотрены два, три или четыре толкателя на определенных расстояниях друг от друга, так что становится возможным одновременное перемещение нескольких корпусов аккумуляторов на сохраняющемся расстоянии друг от друга. Это открывает новые возможности запараллеленного комплектования корпуса аккумулятора наборами электродных пластин, например, таким образом, чтобы два или несколько комплектовочных участков были предусмотрены в комплектовочной станции друг за другом и могли точно комплектоваться деталями. Благодаря этому у комплектовочного устройства описанного выше рода может устраняться «бутылочное горлышко» этапа изготовления вставки наборов электродных пластин в корпус аккумулятора за счет параллельного изготовления и в целом достигаться более высокая пропускная способность аккумуляторов в комплектовочном устройстве.
Выдвижной толкатель может быть реализован различным образом, например, в виде перемещаемой горизонтально, поперек направления подачи аккумулятора консоли, в виде поворотной консоли, в виде телескопической системы или в виде консоли, привод которой осуществляется посредством 4-шарнирной цепи.
По одному из предпочтительных усовершенствований изобретения предусмотрен второй комплектовочный участок, на котором комплектование корпусов аккумуляторов наборами электродных пластин может осуществляться одновременно с комплектованием корпусов аккумуляторов наборами электродных пластин на первом комплектовочном участке. Второй комплектовочный участок расположен между первым комплектовочным участком и разгрузочным участком. Кроме того, предусмотрен второй выдвижной толкатель, который в направлении перемещения корпусов аккумуляторов расположен по меньшей мере при эксплуатации комплектовочной станции на постоянном расстоянии от первого выдвижного толкателя. Расстояние между первым и вторым выдвижным толкателем при неработающей комплектовочной станции может, разумеется, изменяться, т.е. юстироваться, чтобы можно было адаптировать комплектовочную станцию к различным типам корпусов аккумуляторов. По одному из предпочтительных усовершенствований изобретения расстояние между первым и вторым выдвижным толкателем равно расстоянию между положениями комплектования первого и второго комплектовочного участка. Под положением комплектования понимается то положение на нижней части соответствующего комплектовочного участка, в котором неукомплектованный корпус аккумулятора комплектуется набором электродных пластин посредством загрузочного устройства для наборов электродных пластин. Описанное расположение первого и второго толкателя позволяет осуществлять синхронное параллельное перемещение двух корпусов аккумуляторов с загрузочного участка в соответствующее положение комплектования первого и второго комплектовочного участка. Так же синхронно возможна параллельная разгрузка укомплектованных корпусов аккумуляторов с первого и второго комплектовочного участка на разгрузочном участке с помощью первого и второго толкателя.
По одному из предпочтительных усовершенствований изобретения предусмотрен третий и четвертый выдвижной толкатель. Первый и второй выдвижные толкатели при этом применяются для перемещения корпусов аккумуляторов с загрузочного участка на первую и вторую комплектовочную станцию. Третий и четвертый выдвижные толкатели служат для перемещения укомплектованных корпусов аккумуляторов с первого и второго комплектовочного участка на разгрузочный участок. Предпочтительно благодаря этому может выполняться синхронная загрузка неукомплектованных корпусов аккумуляторов и разгрузка укомплектованных корпусов аккумуляторов, что особенно экономит время и поэтому позволяет осуществлять особенно эффективную, повышающую пропускную способность эксплуатацию комплектовочного устройства.
Описанный принцип может, разумеется, распространяться на другие выдвижные толкатели и другие комплектовочные участки, для реализации еще большей пропускной способности комплектовочного устройства.
По одному из предпочтительных усовершенствований изобретения первый и/или второй выдвижной толкатель предназначены для перемещения корпуса аккумулятора с загрузочного участка на комплектовочный участок, с комплектовочного участка на разгрузочный участок и/или для горизонтального позиционирования корпуса аккумулятора по меньшей мере на комплектовочном участке. Как можно видеть, возможно многофункциональное применение предлагаемых изобретением выдвижных толкателей.
По одному из предпочтительных усовершенствований изобретения первый выдвижной толкатель предназначен для перемещения корпуса аккумулятора с загрузочного участка на комплектовочный участок, а третий выдвижной толкатель для перемещения укомплектованного корпуса аккумулятора с комплектовочного участка на разгрузочный участок.
По одному из предпочтительных усовершенствований изобретения загрузочный участок и/или разгрузочный участок имеет по меньшей мере один конвейер. В области конвейера предусмотрено по меньшей мере одно выдвижное устройство останова для заданного удерживания корпуса аккумулятора в желаемом положении. Предпочтительно могут быть также предусмотрены несколько устройств останова, так чтобы несколько корпусов аккумуляторов могли удерживаться в определенных желаемых положениях. Благодаря этому возможно предварительное или дополнительное позиционирование корпуса аккумулятора вне комплектовочного участка.
По одному из предпочтительных усовершенствований изобретения нижняя часть выполнена с возможностью вращения вокруг вертикальной оси подаваемых корпусов аккумуляторов. Это предпочтительно позволяет комплектовать корпус аккумулятора, так сказать, за два технологических шага, каждый раз половиной необходимых наборов электродных пластин. Так, в первом отдельном шаге может вставляться первая половина наборов электродных пластин, например, в четные камеры корпуса аккумулятора. Затем корпус аккумулятора поворачивается на 180°. Вслед за этим во втором отдельном шаге вторая половина наборов электродных пластин вставляется в нечетные камеры корпуса аккумулятора. После этого корпус аккумулятора полностью укомплектован и может, при необходимости после дополнительного поворота на 180°, подаваться на разгрузочный участок.
По одному из предпочтительных усовершенствований изобретения нижняя часть соединена с круглым делительным столом с величиной шага, равной 180°. Это позволяет просто и эффективно поворачивать корпуса аккумуляторов на нижней части в каждом случае точно на 180°.
По одному из предпочтительных усовершенствований изобретения комплектовочный участок в области нижней части имеет по меньшей мере один выдвижной зажимной цилиндр для фиксации корпуса аккумулятора между зажимным цилиндром и контропорой или между зажимными цилиндрами. Благодаря такому зажимному цилиндру корпус аккумулятора может, в частности, при вставке наборов электродных пластин надежно удерживаться в желаемом положении. Предпочтительно зажимные цилиндры расположены вне зоны движения подачи корпусов аккумуляторов, например, с направлением выдвигания, перпендикулярным к направлению перемещения корпусов аккумуляторов.
Изобретение касается также комплектовочного устройства для комплектования и оснащения корпусов автомобильных аккумуляторов, включающего в себя по меньшей мере четыре обрабатывающие станции, которые расположены вокруг подъемно-поворотного стола, при этом в первой обрабатывающей станции загружаются необработанные наборы электродных пластин и выравниваются по их контактным ушкам и при необходимости сгибаются, при этом во второй обрабатывающей станции контактные ушки снабжаются флюсом, оцинковываются и при необходимости снова снабжаются флюсом, при этом в третьей обрабатывающей станции изготавливаются электрические соединения между электродными пластинами путем прилива свинцовых соединений, и в литейной форме отливаются тела полюсов, и при этом четвертая обрабатывающая станция выполнена по одному из предыдущих пунктов, при этом наборы электродных пластин посредством подъемно-поворотного стола могут направляться из первой во вторую, оттуда в третью и оттуда в четвертую обрабатывающую станцию.
Кроме того, изобретение касается способа комплектования корпусов автомобильных аккумуляторов наборами электродных пластин с применением комплектовочной станции описанного выше рода, причем в этом способе предусмотрено, что первый выдвижной толкатель во втянутом состоянии сначала позиционируется относительно подлежащего перемещению корпуса аккумулятора, затем толкатель выдвигается и с низкой скоростью движется до соприкосновения с корпусом аккумулятора, затем с более высокой скоростью движется в горизонтальном направлении перемещения корпуса аккумулятора, по достижении желаемого положения корпуса аккумулятора останавливается и при необходимости затем втягивается.
Ниже изобретение поясняется подробнее на примерах осуществления с использованием чертежей.
Показано:
фиг.1: комплектовочное устройство и
фиг.2: комплектовочная станция на виде сбоку и
фиг.3-5: комплектовочная станция на виде спереди и
фиг.6-8: другой вариант осуществления комплектовочной станции на виде сверху.
На фигурах одинаковые ссылочные обозначения используются для соответствующих друг другу элементов.
На фиг.1 показано на виде сверху, комплектовочное устройство для комплектования и оснащения корпусов автомобильных аккумуляторов, включающее в себя четыре обрабатывающие станции 1, 2, 3, 4, которые расположены вокруг подъемно-поворотного стола. Подъемно-поворотный стол 5 служит при этом, в частности, для транспортировки обрабатываемых в обрабатывающих станциях полуфабрикатов от одной обрабатывающей станции к следующей. Перед первой обрабатывающей станцией 1 включена загрузочная станция для пакетов аккумуляторных пластин, которые находятся в зажимных кассетах 6. Загрузочная станция имеет, в частности, загрузочный конвейер 9, буферный конвейер 8, а также захват 7 с шестью захватными органами. Захват 7 с шестью захватными органами служит для одновременного захвата нескольких загружаемых пакетов аккумуляторных пластин. Предусмотрен, кроме того, второй загрузочный конвейер 11. Загружаемые пакеты аккумуляторных пластин в обрабатывающих станциях 1, 2 и 3 друг за другом подготавливаются известным из DE 20 2009 011 262 U1 образом и затем посредством подъемно-поворотного стола 5 подаются в загрузочное устройство для наборов электродных пластин, которое в последней обрабатывающей станции 4 служит для вставки наборов электродных пластин в неукомплектованные корпуса аккумуляторов. Ниже с помощью других фигур описывается принцип действия комплектовочной станции 4.
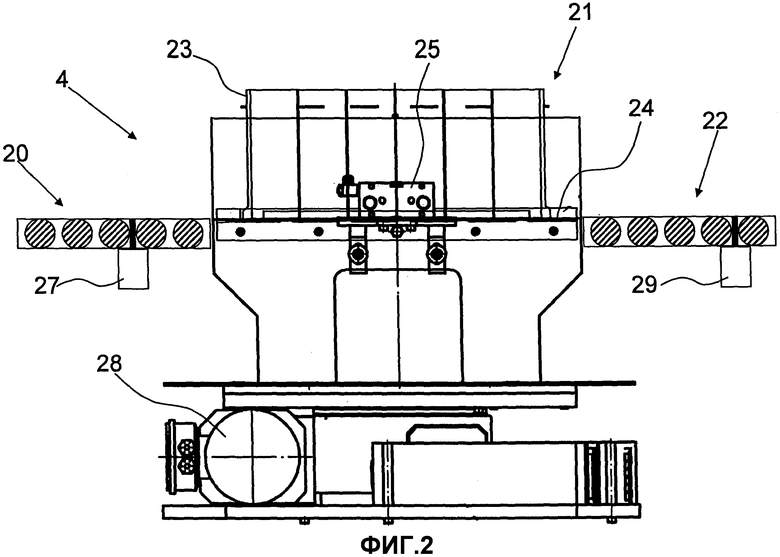
На фиг.2 показан первый вариант осуществления комплектовочной станции 4 на виде сбоку. Направление подачи корпусов аккумуляторов проходит на изображении в соответствии с фиг.2 слева направо. Комплектовочная станция 4 имеет загрузочный участок 20, снабженный роликовым конвейером, комплектовочный участок 21, а также тоже снабженный роликовым конвейером разгрузочный участок 22. Как можно видеть, комплектовочный участок 21 расположен между загрузочным участком 20 и разгрузочным участком 22. Комплектовочный участок 21 имеет нижнюю часть 24, которая может вращаться посредством вращательного привода 28 вокруг вертикальной оси. Кроме того, виден неукомплектованный корпус 23 аккумулятора, который находится на нижней части 21. Также изображен выдвижной зажимной цилиндр 25. На фиг.2 для упрощения изображения еще не изображен выдвижной толкатель и соединенный с ним механизм.
На фиг.2 показано, кроме того, предусмотренное на загрузочном участке 20 первое выдвижное устройство 27 останова и предусмотренное на разгрузочном участке 22 второе выдвижное устройство 29 останова. Выдвижные устройства останова служат для удерживания корпуса аккумулятора в желаемом положении. Выдвижные устройства останова могут быть выполнены, например, в виде пневматических цилиндров.
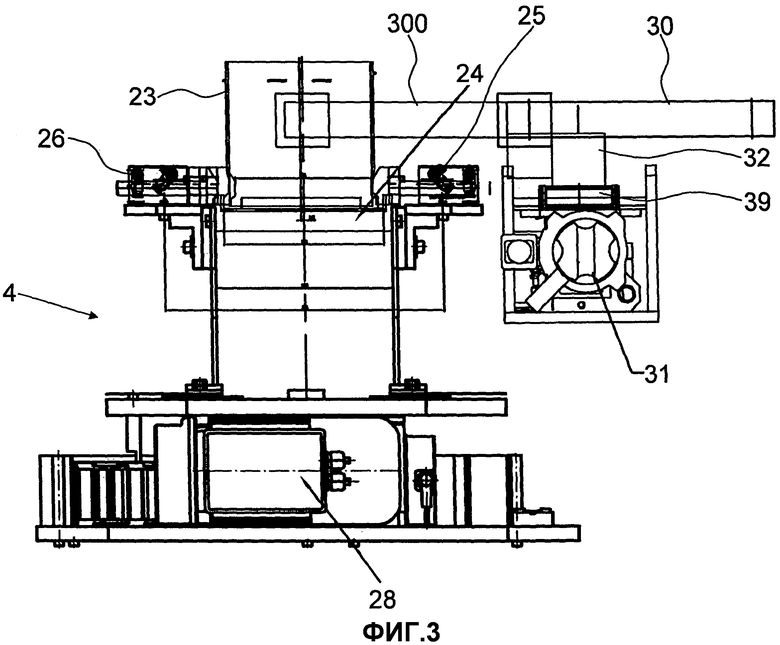
На фиг.3 показана комплектовочная станция 4 в соответствии с фиг.2 на виде спереди, т.е. относительно изображения фиг.2 на виде слева. В отличие от фиг.2, дополнительно виден второй выдвижной зажимной цилиндр 26. Зажимные цилиндры 25, 26 расположены на противоположных сторонах корпуса 23 аккумулятора и на фиг.3 изображены в выдвинутом положении, в котором корпус 23 аккумулятора зафиксирован между зажимными цилиндрами 25, 26. Можно также для фиксации корпуса аккумулятора выдвигать только один из зажимных цилиндров. Другой зажимной цилиндр служит тогда в качестве контропоры. Выдвижные зажимные цилиндры 25, 26 могут, например, иметь пневматические цилиндры.
На фиг.3 показан дополнительно механизм перемещения, включающий в себя первый выдвижной толкатель 30, который посредством линейного привода 32 горизонтально, так сказать, в плоскости чертежа может двигаться слева направо. Первый выдвижной толкатель 30 для пояснения дополнительно изображен в выдвинутом состоянии, что обозначено ссылочным обозначением 300. Для движения первого выдвижного толкателя в направлении перемещения корпуса аккумулятора, на изображении фиг.3, таким образом, перпендикулярно к плоскости чертежа, предусмотрен привод 31 позиционирования.
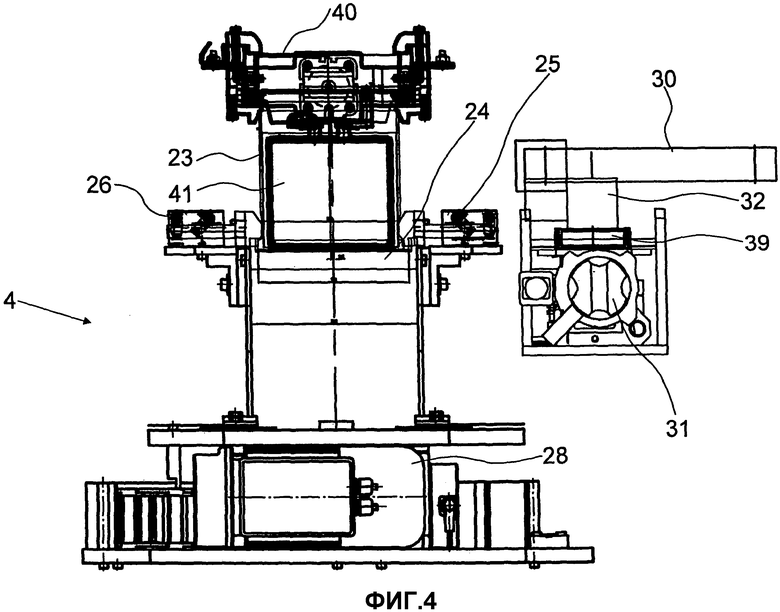
На фиг.4 показана комплектовочная станция 4 в соответствии с фиг.2 и 3 на таком же виде, как и на фиг.3. Как можно видеть, выдвижной толкатель 30 изображен во втянутом положении. Видно также загрузочное устройство 40 для наборов электродных пластин, которое было повернуто сверху на неукомплектованный корпус 23 аккумулятора. При этом наборы 41 электродных пластин вставляются в корпус 23 аккумулятора, как видно на фиг.4.
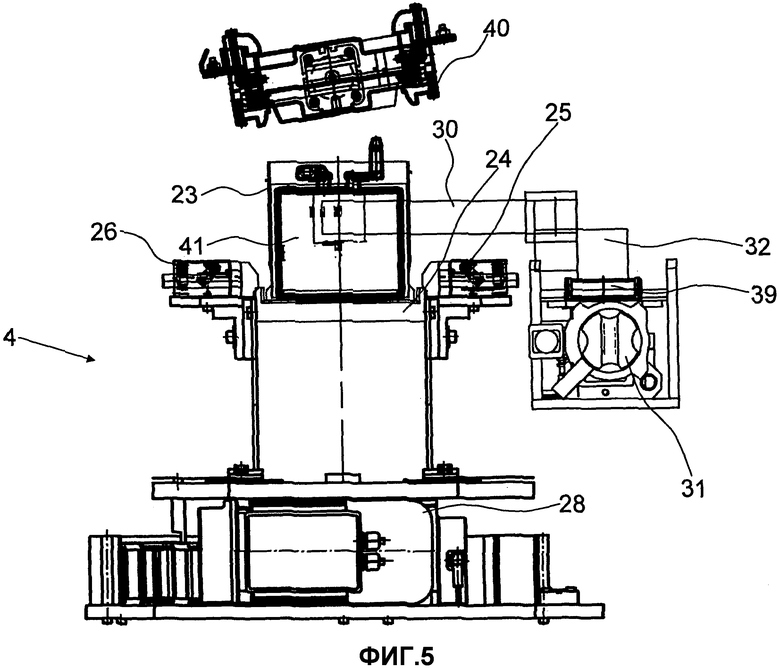
На фиг.5 показана комплектовочная станция 4 в соответствии с фиг.4 на следующем обрабатывающем этапе, на котором загрузочное устройство 40 для наборов электродных пластин снова удаляется. Корпус 23 аккумулятора теперь полностью укомплектован наборами 41 электродных пластин. Соответственно первый выдвижной толкатель 30 теперь выдвигается при приведении в действие линейного привода 32. Затем при приведении в действие привода 31 позиционирования укомплектованный корпус аккумулятора 32 может перемещаться с комплектовочного участка 21 на разгрузочный участок 22.
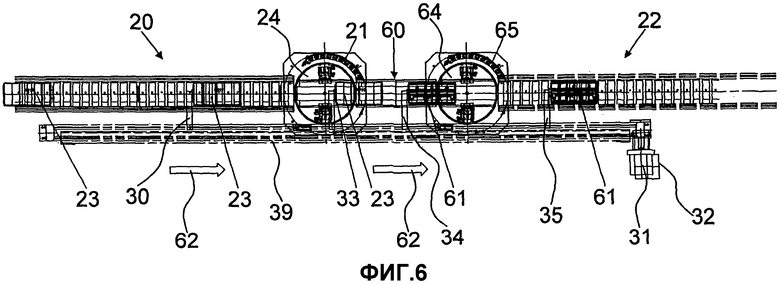
На фиг.6 показан другой вариант осуществления комплектовочной станции 4 снова на виде сверху. В соответствии с фиг.6, наряду с первым комплектовочным участком 21 предусмотрен второй комплектовочный участок 65. Второй комплектовочный участок 65 расположен между первым комплектовочным участком 21 и разгрузочным участком 22. Между первым и вторым комплектовочным участком 21, 65 предусмотрен передаточный участок 60, который, например, может быть выполнен в виде металлической плиты. Передаточный участок 60 может изготавливаться очень просто и не требует, в частности, никакого собственного транспортирующего устройства для корпусов аккумуляторов.
Как можно видеть, механизм перемещения выполнен с четырьмя выдвижными толкателями 30, 33, 34, 35, которые расположены вдоль цепного привода 39. Цепной привод 39 работает посредством привода 31 позиционирования, так что может осуществляться движение толкателей 30, 33, 34, 35 в направлении 62 перемещения корпусов аккумуляторов и назад. Дополнительно толкатели 30, 33, 34, 35 могут втягиваться и выдвигаться посредством линейного привода 32.
На фиг.6 показаны в качестве примера два неукомплектованных корпуса 23 аккумулятора на загрузочном участке 20, а также один неукомплектованный корпус 23 аккумулятора на переходе с первого комплектовочного участка 21 на передаточный участок 60. Кроме того, изображены два уже укомплектованных корпуса 61 аккумулятора. Путем приведения в действие толкателей 30, 33, 34, 35 в направлении 62 перемещения корпусов аккумуляторов прилегающие к соответствующим толкателям корпуса 23, 61 аккумуляторов перемещаются одновременно и с сохраняющимся расстоянием друг от друга. При этом неукомплектованные корпуса 23 аккумуляторов позиционируются в желаемом положении на первом и втором комплектовочном участке 21, 65. Одновременно укомплектованные корпуса 61 аккумуляторов выгружаются на разгрузочный участок 22.
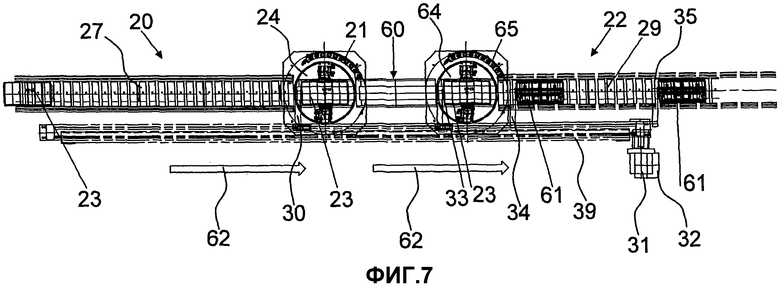
На фиг.7 показана комплектовочная станция 4 в соответствии с фиг.6 в момент времени, следующий за моментом времени, изображенным на фиг.6, в который неукомплектованные корпуса 23 аккумуляторов на первом и втором комплектовочном участке 21, 65 позиционированы в желаемом месте. Кроме того, укомплектованные корпуса 61 аккумуляторов находятся на разгрузочном участке 22.
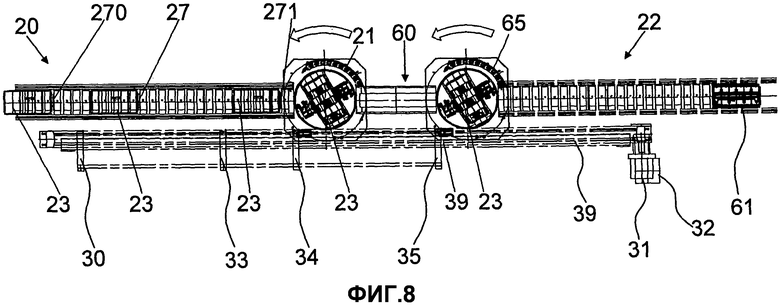
На фиг.8 показана комплектовочная станция в соответствии с фиг.6 и 7, при этом дополнительно изображено, как наполовину укомплектованные корпуса 23 аккумуляторов посредством вертикально вращающихся нижних частей 24, 64 первой и второй комплектовочной станции 21, 65 поворачиваются в положение, в котором вторая половина необходимых наборов электродных пластин вставляется в корпуса аккумуляторов. На фиг.8 показано, кроме того, выдвижное устройство 270, 271 останова в области загрузочного участка 20.
Как можно видеть, предлагаемый изобретением принцип пригоден как для одинарного устройства, включающего в себя только один комплектовочный участок, так и для многоместных устройств, включающих в себя несколько комплектовочных участков. Описанный принцип перемещения подходит также для комплектовочный устройств, у которых корпуса аккумуляторов полностью комплектуются в одном этапе, т.е. таких устройств, у которых не предусмотрена вращающаяся нижняя часть.
В качестве конвейера на загрузочном участке или на разгрузочном участке может, например, применяться роликовый конвейер, конвейер с пластмассовыми звеньями, стальной шарнирный конвейер, ленточный конвейер или аналогичные транспортирующие средства. Предпочтительным является применение роликовых конвейеров, когда должны комплектоваться особенно чувствительные к царапинам корпуса аккумуляторов. У роликовых конвейеров между роликами могут предпочтительно располагаться выдвижные устройства останова.
В качестве привода для механизма вращения нижней части комплектовочного участка может, например, применяться круглый делительный стол с величиной шага, равной 180°, в частности, вращающийся в двух направлениях вращения круглый делительный стол. Могут также предусматриваться другие приводы для механизма вращения, такие как, например, редукторный двигатель, серводвигатель или пневматический привод.
Вследствие различных длин аккумуляторов, подлежащих изготовлению на комплектовочном устройстве, привод 31 позиционирования обладает возможностью приведения в различные положения, в зависимости от типа аккумулятора. Для приведения в определенное положение может быть, например, предусмотрен серводвигатель с позиционным регулированием.
Описанная с помощью фиг.6-8 комплектовочная станция 4 может, например, эксплуатироваться следующим образом.
Два корпуса аккумуляторов на нижних плитах 24, 64 комплектовочных станций 21, 65 окончательно укомплектованы и посредством вертикального механизма вращения установлены в желаемое разгрузочное положение. На двух подготовительных местах на загрузочном участке 20 находятся уже два неукомплектованных корпуса 23 аккумуляторов. Привод конвейера загрузочного устройства 20 сначала отключен. Затем устройства 27, 270, 271 останова неукомплектованных корпусов аккумуляторов опускаются, так что корпуса аккумуляторов освобождаются. Кроме того, зажимные цилиндры на комплектовочных участках 21, 65 снова втягиваются, благодаря чему находящиеся в комплектовочных станциях 21, 65 два окончательно укомплектованных корпуса 61 аккумуляторов освобождаются. В этот момент времени привод конвейера разгрузочного участка 22 отключен. В этой области, кроме того, опущены устройства останова, поэтому проход для корпусов аккумуляторов освобожден.
Четыре толкателя 30, 33, 34, 35 двигаются затем в направлении 62 перемещения, пока они не будут прилегать к задним концам корпусов аккумуляторов. В этой области нескольких миллиметров до корпусов аккумуляторов толкатели 30, 33, 34, 35 движутся на ползучем ходу, т.е. с очень низкой скоростью подачи, в направлении 62 перемещения. Только после соприкосновения с корпусами аккумуляторов толкатели движутся в направлении 62 перемещения со слегка повышенной скоростью. При этом укомплектованные корпуса аккумуляторов сдвигаются на еще стоящий конвейер разгрузочного участка 22, причем за опущенные устройства останова. Находящийся при этом сзади укомплектованный корпус аккумулятора остается стоять перед опущенным устройством останова.
Толкатели затем втягиваются и движутся против направления 62 перемещения. Одновременно устройства останова на разгрузочном участке 22 приводятся в их положение останова. Привод конвейера на разгрузочном участке 22 включается. Благодаря этому передний укомплектованный корпус аккумулятора продолжает транспортироваться в направлении выхода из комплектовочного устройства. Другой укомплектованный корпус аккумулятора движется вперед до устройства останова. Когда передний укомплектованный корпус аккумулятора прошел выходной световой затвор, устройство останова опускается. Благодаря этому второй укомплектованный корпус аккумулятора также движется в направлении выхода из комплектовочного устройства. После прохождения выходного светового затвора привод конвейера разгрузочного участка останавливается.
При этом уже синхронно перемещенные на комплектовочные участки 21, 65 неукомплектованные корпуса аккумуляторов выравниваются и фиксируются зажимными цилиндрами. Затем неукомплектованные корпуса аккумуляторов посредством загрузочного устройства для наборов электродных пластин комплектуются наборами электродных пластин. Сверху опускается рама для посадки в гнезда, которая затем входит внутрь камер корпуса аккумулятора. При разведении вставляющих пластин корпус аккумулятора позиционируется в правильном положении. После этого корпус аккумулятора фиксируется зажимными цилиндрами. Оба корпуса аккумуляторов комплектуются каждый тремя наборами электродных пластин. После этого загрузочное устройство для наборов электродных пластин поднимается, корпуса аккумуляторов поворачиваются посредством вращающихся нижних плит против направления часовой стрелки на 180°, и посредством загрузочного устройства для наборов электродных пластин теперь в корпус аккумулятора вставляются еще отсутствующие наборы электродных пластин. После этого загрузочное устройство для наборов электродных пластин снова поднимается, и корпус аккумулятора поворачивается обратно в направлении часовой стрелки на 180°.
На загрузочном участке 20 загруженные неукомплектованные корпуса аккумуляторов так же останавливаются посредством выдвижных устройств останова. Конвейер загрузочного участка 20 транспортирует корпуса аккумуляторов сначала к находящемуся вблизи комплектовочной станции 21 устройству останова. Если это положение уже занято корпусом аккумулятора, выдвигается второе в направлении 62 перемещения находящееся перед ним устройство останова, посредством которого второй неукомплектованный корпус аккумулятора останавливается в желаемом положении. После этого может отключаться привод конвейера загрузочного участка 20.
После этого новый производственный цикл может начинаться сначала.
Альтернативно описанная комплектовочная станция 4 может также эксплуатироваться следующим образом в соответствии с фиг.6-8.
Посредством выдвижных толкателей 30, 33, 34, 35 корпуса аккумуляторов, только пошагово, движутся каждый с загрузочного участка 20 на первый комплектовочный участок 21 и затем на второй комплектовочный участок 65, и после этого перемещаются на разгрузочный участок 22. При этом не происходит парное задвигание и выдвигание корпусов аккумуляторов на два комплектовочных участка 21, 65, а каждый корпус аккумулятора перемещается на каждый из комплектовочных участков 21, 65 и там каждый раз частично комплектуется. При этом на первом комплектовочном участке 21 первая часть наборов электродных пластин вставляется в корпус аккумулятора, например, при этом комплектуются четные камеры корпуса аккумулятора. На втором комплектовочном участке вторая половина наборов электродных пластин вставляется в уже наполовину укомплектованный корпус аккумулятора. Соответственно загрузочное устройство для наборов электродных пластин второго комплектовочного участка 65 устроено отлично от загрузочного устройства для наборов электродных пластин первого комплектовочного участка 21, таким образом, что комплектуются один раз четные камеры и один раз нечетные камеры корпусов аккумуляторов. Этот способ эксплуатации комплектовочной станции обладает тем преимуществом, что комплектовочные участки 21, 65 выполняются конструктивно проще и, в частности, не требуется вращающаяся нижняя часть 24, 64. К тому же комплектация корпусов аккумуляторов ускоряется, так как можно обойтись без этапов поворота корпусов аккумуляторов вокруг вертикальной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования слоя прямоугольных изделий | 1986 |
|
SU1500589A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Устройство для комплектовки и пере-гРузКи ХРАНиМыХ B СТЕллАжАХ гРузОВ | 1974 |
|
SU821325A1 |
| Установка для укладки кирпичасырца в пакеты | 1974 |
|
SU654417A1 |
| Линия для нанесения покрытия на радиодетали | 1987 |
|
SU1481867A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО СЕЛЕКТИВНОГО КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ДЛЯ СБОРКИ ПОДШИПНИКОВ КАЧЕНИЯ | 1991 |
|
RU2025594C1 |
| Система складирования продуктов с использованием несущих элементов | 1981 |
|
SU1271369A3 |
| Автоматическое устройство для сортировки керамических и т п плиток по их размерам | 1962 |
|
SU152068A1 |
| Установка для изготовления панелей из слоистых пакетов | 1984 |
|
SU1199641A1 |
Изобретение относится к комплектовочной станции для комплектования корпусов автомобильных аккумуляторов наборами электродных пластин для изготовления автомобильного аккумулятора, при этом комплектовочная станция имеет по меньшей мере один загрузочный участок для неукомплектованных корпусов аккумуляторов, по меньшей мере один разгрузочный участок для укомплектованных корпусов аккумуляторов, по меньшей мере одно загрузочное устройство для наборов электродных пластин и по меньшей мере один расположенный между загрузочным участком и разгрузочным участком первый комплектовочный участок, на котором загруженные посредством загрузочного устройства для наборов электродных пластин наборы электродных пластин вставляются в корпус аккумулятора, при этом первый комплектовочный участок имеет нижнюю часть, служащую опорной поверхностью для корпуса аккумулятора при процессе вставления наборов электродных пластин, при этом нижняя часть выполнена без конвейерного устройства для корпуса аккумулятора, и комплектовочная станция имеет по меньшей мере один первый выдвижной толкатель (30), посредством которого корпус аккумулятора может перемещаться горизонтально по меньшей мере по нижней части. 3 н. и 8 з.п. ф-лы, 8 ил.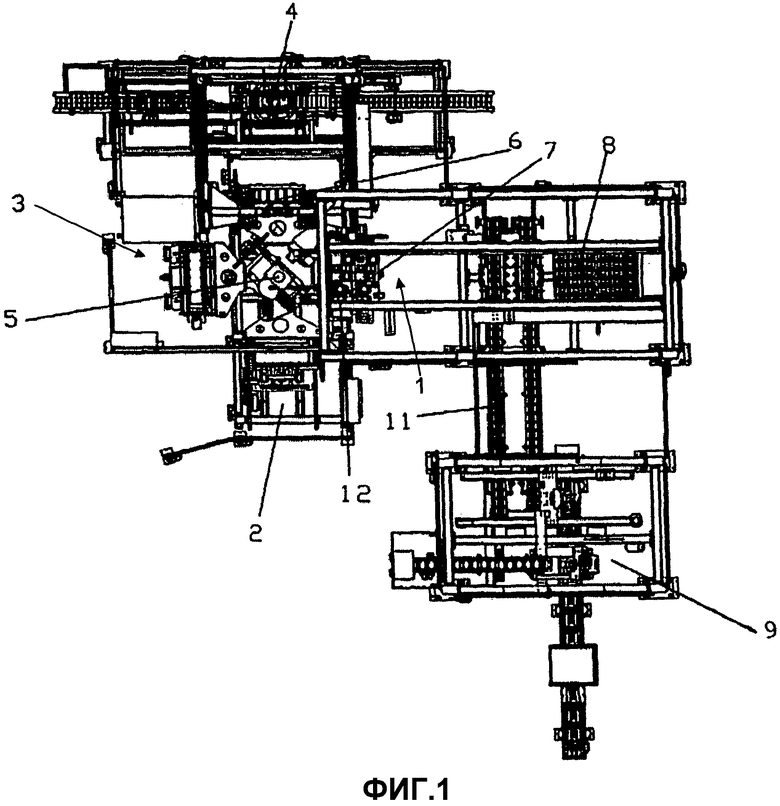
1. Комплектовочная станция (4) для комплектования корпусов (23, 61) автомобильных аккумуляторов наборами (41) электродных пластин для изготовления автомобильного аккумулятора, при этом комплектовочная станция (4) имеет по меньшей мере один загрузочный участок (20) для неукомплектованных корпусов (23) аккумуляторов, по меньшей мере один разгрузочный участок (22) для укомплектованных корпусов (61) аккумуляторов, по меньшей мере одно загрузочное устройство (40) для наборов электродных пластин и по меньшей мере один расположенный между загрузочным участком (20) и разгрузочным участком (22) первый комплектовочный участок (21), на котором подаваемые посредством загрузочного устройства (40) для наборов электродных пластин наборы (41) электродных пластин вставляются в корпус (23) аккумулятора, при этом первый комплектовочный участок (21) имеет нижнюю часть (24), служащую опорной поверхностью для корпуса (23) аккумулятора при процессе вставки наборов (41) электродных пластин, отличающаяся тем, что нижняя часть (24) выполнена без транспортирующего устройства для корпуса (23) аккумулятора, и комплектовочная станция (4) имеет по меньшей мере один первый втягиваемый и выдвигаемый поперек горизонтального направления (62) перемещения корпуса (23) аккумулятора толкатель (30), посредством которого корпус (23) аккумулятора в выдвинутом состоянии первого толкателя (30) может перемещаться горизонтально по меньшей мере по нижней части (24).
2. Комплектовочная станция по п.1, отличающаяся тем, что предусмотрен второй комплектовочный участок (65), на котором комплектование корпусов (23) аккумуляторов наборами (41) электродных пластин может осуществляться одновременно с комплектованием корпусов (23) аккумуляторов наборами (41) электродных пластин на первом комплектовочном участке (21), при этом второй комплектовочный участок (65) расположен между первым комплектовочным участком (21) и разгрузочным участком (22), и предусмотрен второй выдвижной толкатель (23), который в направлении (62) перемещения корпусов (23) аккумуляторов расположен по меньшей мере при эксплуатации комплектовочной станции (4) на постоянном расстоянии от первого выдвижного толкателя (30).
3. Комплектовочная станция по п.2, отличающаяся тем, что расстояние между первым и вторым выдвижными толкателями (30, 33) равно расстоянию между положениями комплектования первого и второго комплектовочных участков (21, 65).
4. Комплектовочная станция по одному из предыдущих пунктов, отличающаяся тем, что первый и/или второй выдвижные толкатели (30, 33) предназначены для перемещения корпуса (23) аккумулятора с загрузочного участка (20) на комплектовочный участок (21), с комплектовочного участка (21) на разгрузочный участок (22) и/или для горизонтального позиционирования корпуса (23) аккумулятора по меньшей мере на комплектовочном участке (21).
5. Комплектовочная станция по п.1, отличающаяся тем, что загрузочный участок (20) и/или разгрузочный участок (22) имеет по меньшей мере один конвейер, и в области конвейера предусмотрено по меньшей мере одно выдвижное устройство (27, 29, 270, 271) останова для заданного удерживания корпуса (23) аккумулятора в желаемом положении.
6. Комплектовочная станция по п.1, отличающаяся тем, что нижняя часть (24) выполнена с возможностью вращения вокруг вертикальной оси поданных корпусов (23) аккумуляторов.
7. Комплектовочная станция по п.6, отличающаяся тем, что нижняя часть (24) соединена с круглым делительным столом с величиной шага, равной 180°.
8. Комплектовочная станция по п.1, отличающаяся тем, что первый выдвижной толкатель (30) предназначен для перемещения корпуса (23) аккумулятора с загрузочного участка (20) на первый комплектовочный участок (21), а третий выдвижной толкатель (34) для перемещения укомплектованного корпуса (61) аккумулятора с первого комплектовочного участка (21) на разгрузочный участок (22).
9. Комплектовочная станция по п.1, отличающаяся тем, что первый и/или второй комплектовочные участки (21, 65) в области нижней части (24) имеют по меньшей мере один выдвижной зажимной цилиндр (25, 26) для фиксации корпуса (23) аккумулятора между зажимным цилиндром (25, 26) и контропорой или между зажимными цилиндрами (25, 26).
10. Комплектовочное устройство для комплектования и оснащения корпусов (23, 61) автомобильных аккумуляторов, включающее в себя по меньшей мере четыре обрабатывающие станции (1, 2, 3, 4), которые расположены вокруг подъемно-поворотного стола (5), при этом в первой обрабатывающей станции (1) подаются необработанные наборы электродных пластин и выравниваются по их контактным ушкам и при необходимости сгибаются, при этом во второй обрабатывающей станции (2) контактные ушки снабжаются флюсом, оцинковываются и при необходимости снова снабжаются флюсом, при этом в третьей обрабатывающей станции (3) изготавливаются электрические соединения между электродными пластинами путем прилива свинцовых соединений и в литейной форме отливаются тела полюсов, и при этом четвертая обрабатывающая станция (4) выполнена по одному из пп.1-9, при этом наборы электродных пластин посредством подъемно-поворотного стола (5) могут направляться из первой во вторую, оттуда в третью и оттуда в четвертую обрабатывающую станцию.
11. Способ комплектования корпусов (23, 61) автомобильных аккумуляторов наборами (40) электродных пластин с применением комплектовочной станции (4) по одному из пп.1-9, отличающийся тем, что первый выдвижной толкатель (30) во втянутом состоянии сначала позиционируют относительно подлежащего перемещению корпуса (23) аккумулятора, затем толкатель (30) выдвигают и с низкой скоростью перемещают до соприкосновения с корпусом (23) аккумулятора, затем с более высокой скоростью перемещают в горизонтальном направлении (62) перемещения корпуса (23) аккумулятора и по достижении желаемого положения корпуса (23) аккумулятора останавливают.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКИСНО-НИКЕЛЕВОГО ЭЛЕКТРОДА ДЛЯ НИКЕЛЬ-ЦИНКОВОГО АККУМУЛЯТОРА | 2014 |
|
RU2543057C1 |
| КОМПОНОВКА ЭЛЕКТРОДОВ ДЛЯ НИКЕЛЬ-КАДМИЕВЫХ АККУМУЛЯТОРОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2214022C2 |
| WO 2006053353 A2, 26.05.2006 | |||
| US 3744112 A, 10.07.1973 | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |

