Флюс для непрерывного литья низкоуглеродистой стали
Область изобретения
Изобретение относится к области металлургии, в частности к вспомогательным материалам, используемым в процессах непрерывного литья, а именно к литейному флюсу, не содержащему фторидов, который используется в процессах непрерывного литья низкоуглеродистой стали.
Предшествующий уровень техники
Флюс для непрерывного литья представляет собой порошкообразный или гранулированный вспомогательный материал, который применяется в производстве стали для покрытия поверхности расплавленной стали в кристаллизаторе установки непрерывного литья. В силу высокой температуры расплавленной стали литейный флюс содержит твердый слой и жидкий слой, при этом расплавленный слой непосредственно прилегает к расплавленной стали, а часть литейного флюса, расположенная поверх расплавленного слоя, сохраняет исходную гранулированную или порошкообразную форму, которая позволяет достигать хороших изоляционных показателей, тем самым предотвращая отвердевание поверхности расплавленной стали. С другой стороны, из-за периодических колебаний кристаллизатора расплавленный слой постоянно стекает в зазор между медной плитой кристаллизатора и первичной коркой расплавленной стали, выступая в качестве смазки при относительном смещении корки и медной плиты, что позволяет обеспечить хорошее качество поверхности литого сляба. Кроме того, расплавленный слой также может впитывать неметаллические включения, всплывающие на поверхность расплавленной стали, тем самым очищая сталь. Как правило, пленка литейного флюса, стекающего в зазор между медной плитой кристаллизатора и коркой, имеет толщину всего 1-2 мм. Одна сторона пленки, прилегающая к медной плите, находится в твердом состоянии, а вторая сторона, прилегающая к корке, все еще находится в жидкой форме. Жидкая фаза выполняет функцию смазки. Твердая фаза хорошо контролирует способность медной плиты кристаллизатора охлаждать корку, что позволяет регулировать скорость охлаждения расплавленной стали и добиваться контролируемого теплопереноса. Таким образом, литейный флюс является последним средством воздействия для контроля качества поверхности стального сляба при производстве стали. Литейный флюс с неподходящими характеристиками может приводить к изъянам поверхности стального сляба, таким как включения флюса, трещины и т.п. Может даже сломаться корка, что является еще более серьезной проблемой и может привести к аварийному вытеканию стали. Таким образом, литейный флюс является важным средством обеспечения успешного выполнения процесса непрерывного литья и получения хорошего качества поверхности стального сляба.
Литейный флюс для машины непрерывного литья, в основном, представляет собой двухкомпонентную систему из СаО и SiO2, дополненную легирующими добавками, такими как CaF2, Na2O, Li2O и т.п., для снижения точки плавления и вязкости двухкомпонентной системы СаО и SiO2, а также небольшим количеством таких компонентов, как Al2O3, MgO, MnO, Fe2O3 и т.п., для достижения желаемых металлургических свойств. Поскольку точка плавления литейного флюса примерно на 400°С ниже температуры расплавленной стали, необходимо добавлять некоторое количество углеродистого материала, чтобы обеспечивать медленный расплав литейного флюса со сравнительно низкой точкой плавления на поверхности расплавленной стали. Углеродистый материал с очень высокой точкой плавления может эффективно останавливать скопление жидких капель литейного флюса, тем самым замедляя расплавление флюса. В пределах содержания данных компонентов в литейном флюсе соотношение СаО к SiO2 (т.е. CaO/SiO2, далее называется основностью) и количество фтора могут регулироваться для достижения эффективного контроля над интенсивностью кристаллизации куспидита (3CaO⋅2SiO2⋅CaF2), чтобы обеспечивать приемлемую корректировку литейного флюса и должным образом контролировать теплоперенос. Увеличение интенсивности кристаллизации приводит к повышению термостойкости литейного флюса и снижению интенсивности теплопереноса. Полностью остекленевший литейный флюс имеет минимальную термостойкость и максимальную интенсивность теплопереноса. В случае низкоуглеродистой стали сверхнизкоуглеродистой стали и других типов стали с плохой теплопроводностью (например, электротехнической стали и т.д.) для усиления охлаждения литых слябов нежелательно, чтобы происходила кристаллизация литейного флюса. Поэтому содержание фтора, как правило, является низким, а именно находится в интервале 3-5 вес.%. Однако в случае перитектической стали и других типов стали, содержащих чувствительные к образованию трещин элементы, если охлаждение расплавленной стали в кристаллизаторе происходит неравномерно или слишком быстро, первичная корка может легко сломаться в слабых местах из-за различных давлений, что приведет к образованию продольных трещин. Для указанных типов стали литейный флюс должен иметь высокую интенсивность кристаллизации, чтобы обеспечивать медленное охлаждение и предотвращать образование трещин. При этом содержание фтора в литейном флюсе часто достигает 8-10 вес.%. Как видно из вышесказанного, фтор используется в составе литейного флюса не только для снижения точки плавления и вязкости, но также играет важную роль в увеличении интенсивности кристаллизации. Таким образом, фтор является незаменимым элементом в составе традиционного литейного флюса.
Хорошо известно, что фтор токсичен, в частности он в 20 раз вреднее для человека, животных и растений, чем диоксид серы. В связи с высокой рабочей температурой литейного флюса, которая обычно составляет около 1500°С, в процессе плавления образуется большое количество вредных для окружающей среды фтористых газов (включая SiF4, HF, NaF, AlF3 и т.д.). Фтористые выбросы являются распространенными загрязнителями воздуха, особенно HF. Кроме того, после выхода из кристаллизатора расплавленный литейный флюс, имеющий высокую температуру, контактирует с водой для вторичного охлаждения, которая распыляется на стальной сляб с большой скоростью, при этом происходит следующая реакция:

Когда HF растворяется в воде, возрастает концентрация фтористых ионов в воде и растет показатель рН у воды для вторичного охлаждения. При рециркуляции воды для вторичного охлаждения концентрация фтористых ионов станет еще выше, как и показатель рН. Повышение концентрации фтористых ионов и показателя рН воды для вторичного охлаждения существенно ускоряет коррозию оборудования для непрерывного литья, что приводит к увеличению стоимости обслуживания оборудования, повышению сложности и росту затрат на нейтрализаторы при переработке воды и на сброс сточных вод.
В связи с вышеуказанными проблемами, возникающими при использовании фторсодержащего флюса, отечественные и зарубежные металлурги активно заняты разработкой экологически безопасных литейных флюсов, не содержащих фтора. В настоящее время есть относительно реалистичное решение, в котором фтор заменяют на В2О3 и Li2O, при этом подходящая комбинация его с Na2O позволяет корректировать свойства плавления литейного флюса. В JP 2007167867A, JP 2000169136A, JP 2000158107A, JP 2002096146A и CN 201110037710.8 описаны решения, в которых не добавляется В2О3 или добавляется небольшое количество B2O3. В данных решениях точка плавления или вязкость литейного флюса, как правило, довольно высоки. А именно, точка плавления превышает 1150°С либо вязкость при температуре 1300°С превышает 0,5 пуаз. Чересчур высокая точка плавления или вязкость очень сильно снижают расход жидкого флюса, что отрицательно влияет на качество литого сляба и препятствует плавному ходу процесса непрерывного литья. Чтобы создать литейный флюс без добавки фторидов, который бы представлял ценность для промышленного применения, необходимо также учитывать стоимость сырья. Поскольку Li2O стоит дорого, то наиболее перспективной является технология, в которой фтор заменяют на B2O3. Так как температура плавления B2O3 составляет всего порядка 450°С, что намного ниже, чем у других компонентов борсодержащего литейного флюса, то температура размягчения твердой фазы литейного флюса, очевидно, является довольно низкой. Следовательно, доля твердой фазы в пленке флюса, находящейся в зазоре между медной плитой кристаллизатора и коркой, является довольно низкой, что приводит к понижению термостойкости пленки флюса и образованию довольно интенсивного теплового потока в кристаллизаторе. Кроме того, В2О3 в составе литейного флюса имеет сетчатую структуру, что препятствует кристаллизации. В результате твердая фаза приобретает стекловидную структуру. Стекловидная твердая фаза имеет пониженную термостойкость по сравнению с кристаллической твердой фазой. Поэтому термостойкость борсодержащего литейного флюса ниже, чем у традиционного фторсодержащего флюса. Когда чрезмерно интенсивный тепловой поток превышает предел, заложенный в конструкции машины непрерывного литья заготовок (МНЛЗ), это не только сокращает срок службы кристаллизатора, но и увеличивает риск прилипания и прорыва металла. Поэтому тепловой поток нужно сдерживать. При нормальных условиях в процессе непрерывного литья сляба коэффициент суммарного теплопереноса кристаллизатора составляет 900-1400 Вт/(м2К). Кроме того, коэффициент суммарного теплопереноса увеличивается по мере увеличения скорости вытяжки. При использовании на производстве борсодержащего флюса коэффициент суммарного теплопереноса кристаллизатора достигает верхнего предела в 1300-1400 Вт/(м2К) при скорости вытяжки 1,0 м/мин. Однако скорость вытяжки существующих отечественных и зарубежных слябовых МНЛЗ в процессе эксплуатации составляет, как правило, 1,2 м/мин. В случае низкоуглеродистой и сверх низкоуглеродистой стали скорость вытяжки может достигать 1,6 м/мин и более. При работе с вышеупомянутыми видами стали трудно достичь нормального производственного ритма, используя борсодержащий флюс без фторидов. Указанный недостаток нужно устранять путем увеличения интенсивности кристаллизации борсодержащего флюса.
В JP 2001205402A и CN 200510065382A описан борсодержащий флюс без фторидов, но не учитывается интенсивность кристаллизации. Поэтому при использовании литейного флюса возникает риск чрезмерно высокого теплопереноса. Литейный флюс, описанный в CN 200810233072.5А, имеет слишком высокую интенсивность кристаллизации и поэтому подходит только для чувствительной к образованию трещин стали, например, перитектической стали и т.д. В CN 03117824.3А в качестве объекта кристаллизации предлагается перовскит (СаО⋅TiO2). Однако температура плавления перовскита выше 1700°С, что отрицательно сказывается на смазочных свойствах. Поэтому область его применения ограничена. В литейном флюсе, предусмотренном CN 201010110275.2А, используется составная кристаллическая фаза из мервинита и ксонотлита натрия. Однако его вязкость довольно высока, что делает этот флюс более подходящим для процесса непрерывного литья прутков.
Как уже говорилось ранее, фтор является незаменимым компонентом в составе традиционного литейного флюса, который снижает температуру плавления и вязкость флюса и представляет собой важное средство контролирования теплопередачи в кристаллизаторе непрерывного литья. Однако в связи с негативным влиянием фторидов на здоровье людей, а также загрязнением атмосферы и воды и ускорением коррозии оборудования, специалисты работают над получением литейного флюса для непрерывного литья, который бы не содержал фторидов. Стоимость литейного флюса, не содержащего фторидов, также является важным фактором, который необходимо учитывать при его промышленном применении в больших масштабах. В настоящее время техническая концепция, которая предусматривает замену фтора на В2О3, представляется наиболее экономически и технически подходящей идеей. Среди главных недостатков борсодержащего флюса - низкая интенсивность кристаллизации и пониженная точка размягчения твердой фазы, которые приводят к низкой термостойкости борсодержащего флюса в эксплуатации и чрезмерному теплопереносу в кристаллизаторе непрерывного литья, что нежелательно при увеличении скорости вытяжки МНЛЗ и ограничивает выработку сталелитейного цеха. В настоящем изобретении предложен борсодержащий флюс без фторидов с умеренной интенсивностью кристаллизации, который может использоваться в кристаллизаторе для эффективного регулирования теплопереноса от расплавленной стали и который может быть успешно применен в установке непрерывного литья сляба низкоуглеродистой стали.
Раскрытие изобретения
Перед изобретением поставлена задача создания не содержащего фторидов литейного флюса для непрерывного литья низкоуглеродистой стали.
Предлагаемый в изобретении литейный флюс без добавки фторидов, предназначенный для машины непрерывного литья низкоуглеродистой стали, имеет следующий химический состав, вес.%: Na2O 5-10, MgO 3-10, MnO 3-10, B2O3 3-10, Al2O3≤6, Li2O<3, С 1-3, остальное СаО, SiO2 и неустранимые примеси, причем соотношение CaO/SiO2 составляет 0,8-1,3.
Интенсивность кристаллизации литейного флюса может составлять 10-50%. Для определения интенсивности кристаллизации 50 г не содержащего фторидов литейного флюса расплавляют при температуре 1350°С и заливают в стальной тигель, где происходит его естественное охлаждение. Интенсивность кристаллизации определяется долей кристаллов в разрезе.
В предпочтительном варианте осуществления изобретения содержание Na2O составляет 6-9,5 вес.%, наиболее предпочтительно 6-9 вес.%.
В предпочтительном варианте содержание MgO составляет 3-9 вес.%, желательно 5-9 вес.%, наиболее предпочтительно 5-8 вес.%.
В предпочтительном варианте содержание MnO составляет 5-10 вес.%, желательно 5-9 вес.%.
В предпочтительном варианте содержание B2O3 составляет 4-10 вес.%, желательно 4-8 вес.%.
В предпочтительном варианте содержание Al2O3 составляет 0,5-6 вес.%, желательно 1-5 вес.%.
В предпочтительном варианте содержание Li2O≤2,5 вес.%, желательно 1-2,5 вес.%.
В предпочтительном варианте содержание С составляет 1,3-2,8 вес.%.
Предлагаемый в изобретении литейный флюс представляет собой не содержащий фторидов, экологически безвредный литейный флюс для низкоуглеродистой стали, состав которого основан на двухкомпонентной системе CaO-SiO2, дополненной некоторым количеством легирующих добавок в виде Na2O, B2O3, Li2O и прочих компонентов, таких как MgO, MnO, Al2O3 и т.п. Для обеспечения быстрого и равномерного плавления литейного флюса после смешивания исходных материалов в соответствии с заданным составом их заранее подвергают предварительному плавлению. В результате из указанных веществ образуется твердый комплексный раствор, при этом точки плавления указанных веществ почти одинаковы. Таким образом, область температур плавления литейного флюса, т.е. разница между температурой окончания плавления и температурой начала плавления, может регулироваться в узком диапазоне. Прошедший предварительное плавление литейный флюс необходимо немного скорректировать в соответствии с отклонениями по составу, но доля предварительно расплавленных материалов не должна быть меньше 70%. При этом добавляется требуемое количество углеродистого материала, например технического углерода, графита и т.п. Литейный флюс неизбежно включает некоторое количество примесей, привносимых сырьем, при этом доля подобных примесей должна контролироваться на уровне не выше 2%.
Предлагаемый в изобретении не содержащий фторидов литейный флюс для непрерывного литья низкоуглеродистой стали имеет следующие физические характеристики: точка плавления составляет 950-1150°С, вязкость при температуре 1300°С составляет 0,1-0,3 пуаз, интенсивность кристаллизации составляет 10-50%. Интенсивность кристаллизации литейного флюса тесно связана с методом проверки. Как правило, при использовании наиболее простого и эффективного способа полностью расплавленный литейный флюс переливают в емкость при комнатной температуре для охлаждения. После глубокого отвердения исследуют тело флюса для определения доли кристаллов, на основе которой оценивают интенсивность кристаллизации литейного флюса. Это значение во многом определяется количеством флюса, температурой его расплавления, а также размером, формой и материалом емкости, в которую его переливают при комнатной температуре. При измерениях будут получены повышенные значения для интенсивности кристаллизации, если используется увеличенное количество флюса, более высокая температура расплавления флюса или если емкость имеет меньший теплоперенос. Чтобы сравнивать интенсивность кристаллизации различных литейных флюсов, в изобретении применяется следующая методика:
(1) поскольку есть определенные потери литейного флюса на угар, объем этих потерь нужно учитывать при взвешивании флюса так, чтобы масса расплавленного жидкого флюса оставалась в пределах 50±2 г. При измерении параметров итогового флюса обезуглероживание литейного флюса следует проводить заранее;
(2) взвешенный литейный флюс помещают в тигель из графита высокой чистоты и нагревают при температуре 1350±10°С до полного расплавления флюса;
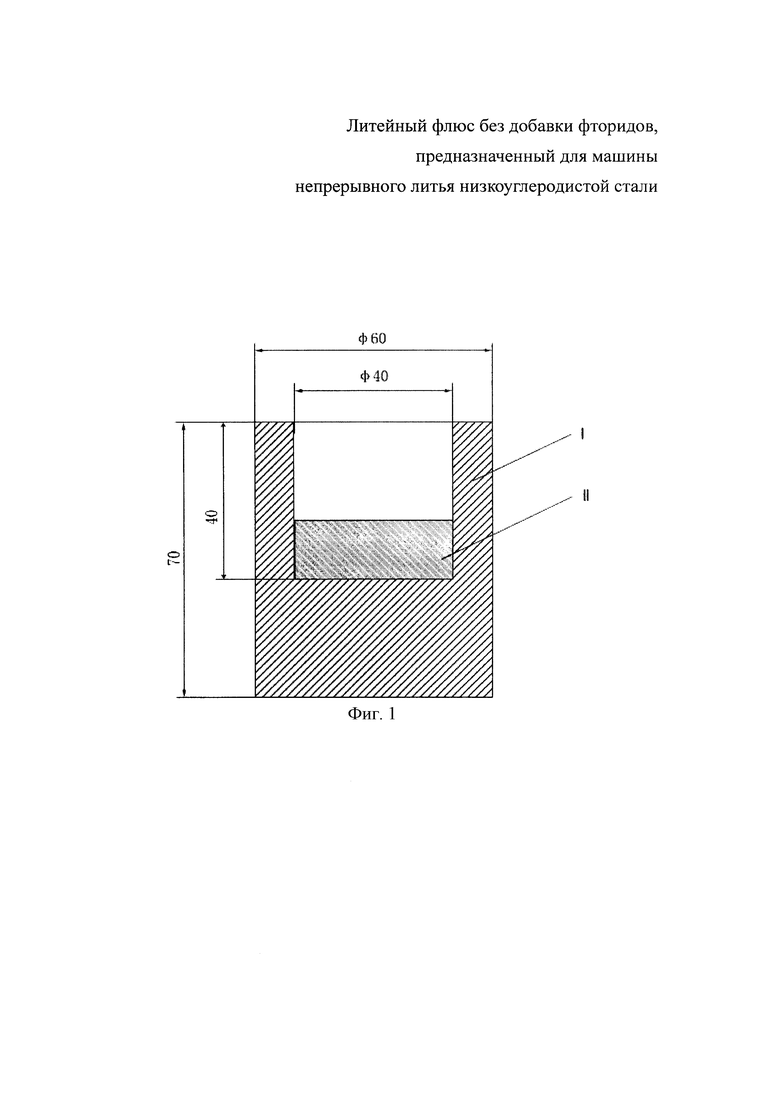
(3) графитовый тигель, содержащий расплавленный флюс, вынимают и быстро переливают флюс в стальной тигель при комнатной температуре для его охлаждения, габариты стального тигля показаны на Фиг. 1;
(4) после полного отвердения расплавленного флюса его достают и измеряют долю кристаллов в разрезе тела флюса. Результат измерения доли кристаллов принимается за интенсивность кристаллизации литейного флюса и используется для оценки кристаллизации литейного флюса;
(5) в изобретении требуется, чтобы интенсивность кристаллизации литейного флюса контролировалась на уровне 10-50%.
Основность, требуемая для литейного флюса согласно настоящему изобретению, т.е. соотношение CaO/SiO2, как правило, контролируется на уровне 0,8-1,3, что, с одной стороны, обеспечивает определенную степень кристаллизации, а с другой, позволяет получить эффект смазки между медной плитой кристаллизатора и коркой.
Na2O является распространенной легирующей добавкой, применяемой в литейном флюсе. Она способна эффективно снижать точку плавления и вязкость литейного флюса, и как правило используется в количестве 5% и более. Кроме того, добавление Na2O может усиливать осаждение кристаллов, например ксонотлита натрия (Na2O⋅CaO⋅SiO2), нефелина (Na2O⋅Al2O3⋅2SiO2) и т.д. Если содержание Na2O превышает 10%, то интенсивность кристаллизации становится слишком высокой, в результате чего увеличивается точка плавления и вязкость, что отрицательно влияет на эффект смазки, который жидкий флюс оказывает на стальной сляб. Кроме того, чрезмерно высокая интенсивность кристаллизации приводит к слишком высокой термостойкости пленки флюса, в результате чего корка расплавленной стали растет слишком медленно, что нежелательно при увеличении скорости вытяжки МНЛЗ и потому ухудшает выработку сталелитейного цеха.
Добавление в литейный флюс подходящего количества MgO может снижать вязкость расплавленного флюса, тем самым выполняя функцию фтора по снижению вязкости при использовании флюса без фторидов. По мере увеличения содержания MgO постепенно возрастает интенсивность кристаллизации расплавленного флюса, при этом наиболее распространенными кристаллическими формами являются мервинит ((3CaO⋅MgO⋅2SiO2), бредигит (7CaO⋅MgO⋅4SiO2) и акерманит (2CaO⋅MgO⋅2SiO2). Если содержание MgO превышает 10%, то интенсивность кристаллизации становится слишком высокой, что также нежелательно для непрерывного литья низкоуглеродистой стали.
Присутствие MnO также может в определенной степени снижать температуру плавления и вязкость. Кроме того, марганец Μn - черный металл, и его оксиды могут затемнять стекло, снижая его прозрачность, в результате чего существенно снижается теплоперенос теплоизлучения расплавленной стали. Это также увеличивает термостойкость пленки литейного флюса. Будучи оксидом переходного элемента, MnO имеет склонность замещать MgO в кристаллической структуре или сосуществовать вместе с MgO, образуя сложный кристалл. Поэтому его количество тоже не должно быть слишком большим, как правило, его стараются регулировать на уровне 10% и менее.
В2О3 является важной легирующей добавкой в составе не содержащего фторидов флюса и оказывает большое влияние на регулирование точки плавления, вязкости и интенсивности кристаллизации литейного флюса. По мере увеличения содержания B2O3 скорость осаждения вышеупомянутых кристаллов в литейном флюсе постепенно снижается. Но чрезмерно высокое содержание B2O3 приводит к образованию кристаллов боросиликата кальция (11СаО⋅4SiO2⋅B2O3) или федоровскита (СаО⋅MgO⋅В2О3). Поскольку точка плавления В2О3 составляет всего около 450°С, точки плавления указанных борсодержащих кристаллов тоже оказываются довольно низкими. Кроме того, данная кристаллическая структура настолько плотная, что в ней с трудом образуются межкристаллические отверстия. Это проявляется в том, что термостойкость борсодержащих кристаллов существенно ниже, чем у других кристаллов. Чтобы предотвратить чрезмерное осаждение борсодержащих кристаллов, не следует добавлять В2О3 в количестве, превышающем 10%.
Al2O3 является распространенной примесью в составе сырья литейного флюса. Присутствие Al2O3 может увеличивать вязкость литейного флюса и снижать интенсивность кристаллизации. Поэтому его содержание следует контролировать на уровне не выше 6%.
Li2O может заметно понижать точку плавления и вязкость литейного флюса. Однако он очень дорого стоит: его цена превышает стоимость флюорита (в виде которого фтор добавляется во флюс) более чем в 20 раз. Поэтому чрезмерно активное добавление этого компонента может существенно повышать стоимость сырья для литейного флюса, что нежелательно при промышленном применении литейного флюса, не содержащего фторидов. Поэтому Li2O в основном используется в качестве вспомогательной легирующей добавки и добавляется в соответствующих количествах в случаях, когда температура плавления и вязкость оказываются слишком высокими. Принимая во внимание итоговую стоимость, его количество не должно превышать 3%.
Поскольку точка плавления литейного флюса примерно на 400°С ниже, чем у расплавленной стали, необходим углеродистый материал, который позволяет регулировать равномерное плавление литейного флюса на поверхности стали и поддерживать определенную толщину слоя порошкового флюса (который оказывает изоляционный эффект).
Углерод - вещество с высокой точкой плавления, которое способно предотвращать скопление жидких капель расплавленного флюса. Кроме того, углерод сгорает с образованием газа, не загрязняя литейный флюс. Для литейного флюса, предназначенного для непрерывного литья слябов из низкоуглеродистой стали, следует добавлять 1-3% углерода.
Предлагаемый в изобретении экологически безвредный литейный флюс без содержания фторидов может использоваться в кристаллизаторе для эффективного регулирования теплопереноса от расплавленной стали посредством соответствующего регулирования интенсивности кристаллизации. Литейный флюс, успешно примененный в установке непрерывного литья сляба низкоуглеродистой стали, продемонстрировал металлургические свойства, в полной мере соответствующие уровню традиционных фторсодержащих флюсов. Таким образом, эффективно расширяется область применения борсодержащего флюса без фторидов. Поскольку этот литейный флюс не содержит фтора, который негативно влияет на окружающую среду и здоровье человека, его можно назвать экологичным продуктом. По результатам эксплуатации на производстве, помимо увеличения срока службы погружной головки в установке для непрерывного литья, применение не содержащего фторидов литейного флюса не уменьшает показатель pH воды для вторичного охлаждения, что существенно снижает скорость коррозии оборудования. Кроме того, больше не происходит увеличения содержания фторидов в воде для вторичного охлаждения. Это заметно облегчает объем работ по переработке воды и сбросу переработанной воды. Предлагаемый в изобретении не содержащий фторидов литейный флюс, предназначенный для машины непрерывного литья низкоуглеродистой стали, имеет температуру плавления 950-1150°С, вязкость 0,1-0,3 пуаз при температуре 1300°С и интенсивность кристаллизации 10-50%. Применение литейного флюса позволяет в полной мере соответствовать требованиям к производству низкоуглеродистой стали в установке непрерывного литья, при этом эффект от использования аналогичен традиционному флюсу, содержащему фториды.
Описание чертежей
На Фиг. 1 показан стальной тигель для измерения свойств кристаллизации литейного флюса, при этом символом I обозначен стальной тигель, а символом II - тело флюса.
Лучший вариант осуществления изобретения
Далее настоящее изобретение подробно описано со ссылками на примеры вариантов осуществления. Представленные примеры лишь служат для описания наиболее предпочтительных вариантов осуществления настоящего изобретения и не ограничивают его объема.
Примеры 1-7.
Для приготовления литейного флюса использовались следующие сырьевые материалы (среди прочего): известняк, кварц, волластонит, магнезитовый клинкер, боксит, сода, бура, борокальцит, карбонат марганца, пигментный марганец, карбонат лития, литиевый концентрат и т.д.
Вышеуказанные сырьевые материалы перетирали в мелкий порошок, равномерно смешивали в соотношениях, соответствующих целевому составу, а затем выполняли предварительное плавление для получения составного твердого раствора из указанных веществ и для высвобождения карбонатов и летучих компонентов, таких как вода и т.п. В результате получали предварительно расплавленный материал, имеющий повышенную скорость плавления и улучшенную однородность состава, после чего его охлаждали, разбивали и снова перемалывали, получая мелкий порошок с размером частиц менее 0,075 мм. В силу отклонения от целевого состава выполняли небольшую корректировку с помощью вышеупомянутых сырьевых материалов, при этом объем предварительно расплавленного материала составлял не менее 70% от итогового состава. Затем добавляли требуемое количество углеродистого материала, например технического углерода, графита и т.п., перемешивали их механически или подвергали сушке распылителем для получения гранулированного флюса.
В таблице, приведенной ниже, указан состав литейного флюса из примеров. В сравнении со сравнительными примерами предлагаемый в настоящем изобретении литейный флюс имеет такие же характеристики теплопереноса, как и традиционный флюс с содержанием фторидов, что позволяет избежать проблем с чрезмерно высоким теплопереносом в кристаллизаторе и неспособностью литейной установки достигать нормальной скорости вытяжки, которые часто возникают в сравнительных примерах.
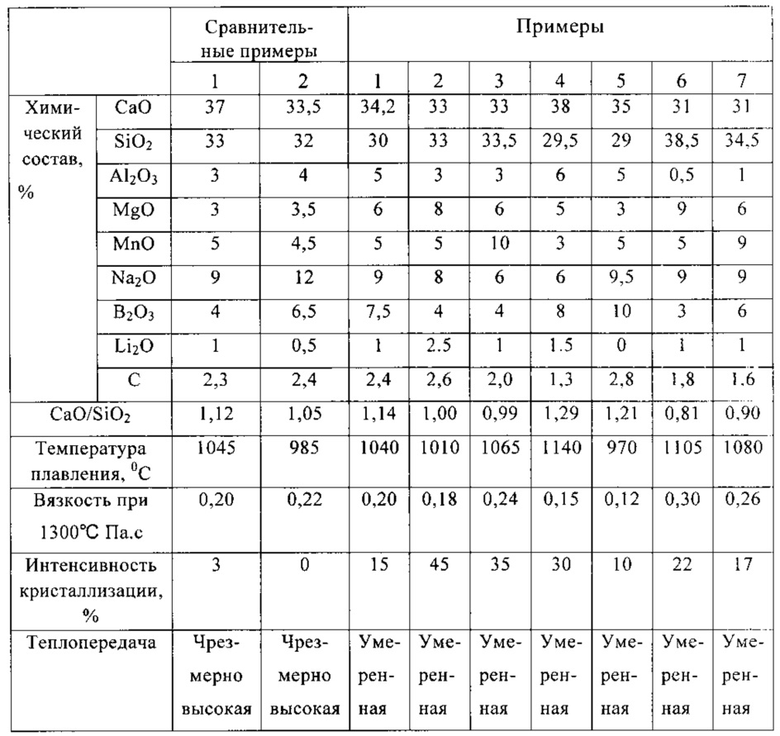
Примечание: показатели интенсивности кристаллизации, приведенные в таблице, были определены с помощью способа, приведенного в описании настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮС БЕЗ ФТОРА КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОЙ РАЗЛИВКИ СВЕРХНИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2013 |
|
RU2632367C2 |
| Шлакообразующая смесь для непрерывной разливки стали с высоким содержанием алюминия | 2015 |
|
RU2613804C1 |
| СПЕЦИАЛЬНАЯ ПОРОШКООБРАЗНАЯ ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ КРИСТАЛЛИЗАТОРА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ НЕРЖАВЕЮЩЕЙ СТАЛИ С СОРБИТНОЙ СТРУКТУРОЙ И ЕЕ ПРИМЕНЕНИЕ | 2021 |
|
RU2816961C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ РАЗЛИВКИ СТАЛИ | 2003 |
|
RU2245756C1 |
| СТЕКЛОПРЯЖИ, ПРИГОДНЫЕ ДЛЯ АРМИРОВАНИЯ ОРГАНИЧЕСКИХ И/ИЛИ НЕОРГАНИЧЕСКИХ МАТЕРИАЛОВ | 2008 |
|
RU2471730C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 2013 |
|
RU2646833C2 |
| Шлакообразующая смесь для разливки сортовой заготовки из высокоуглеродистых марок стали | 2017 |
|
RU2662511C1 |
| СТЕКЛОВОЛОКНО, ПРЕДНАЗНАЧЕННОЕ ДЛЯ УСИЛЕНИЯ ОРГАНИЧЕСКИХ И/ИЛИ НЕОРГАНИЧЕСКИХ МАТЕРИАЛОВ | 2005 |
|
RU2391300C2 |
| СТЕКЛОВОЛОКНО, ПРЕДНАЗНАЧЕННОЕ ДЛЯ УСИЛЕНИЯ ОРГАНИЧЕСКИХ И/ИЛИ НЕОРГАНИЧЕСКИХ МАТЕРИАЛОВ | 2005 |
|
RU2390507C2 |
| Шлакообразующая смесь для непрерывной разливки стали | 2024 |
|
RU2825408C1 |
Изобретение относится к области металлургии и может быть использовано в процессе непрерывного литья низкоуглеродистой стали. Литейный флюс имеет следующий химический состав, вес.%: Na2O 5-10, MgO 3-10, MnO 3-10, B2O3 3-10, Al2O3≤6, Li2O<3, С 1-3, остальное – СаО, SiO2 и неизбежные примеси. Соотношение CaO/SiO2 составляет 0,8-1,3. Интенсивность кристаллизации флюса, составляющую 10-50%, определяют по доле кристаллов в разрезе тела затвердевшего флюса после расплавления 50±2 г флюса при температуре 1350±10°С и естественного охлаждения в стальном тигле. Введение борсодержащего компонента в бесфторидный флюс обеспечивает эффективное регулирование теплопереноса от расплавленной стали без негативного влияния фторидов на здоровье людей. 8 з.п. ф-лы, 1 ил., 1 табл.
1. Флюс для непрерывного литья низкоуглеродистой стали, имеющий следующий химический состав, вес. %:
причем соотношение CaO/SiO2 составляет 0,8-1,3, при этом интенсивность кристаллизации флюса, определяемая по доле кристаллов в разрезе тела затвердевшего флюса после расплавления 50±2 г флюса при температуре 1350±10°С и естественного охлаждения в стальном тигле, составляет 10-50%.
2. Флюс по п. 1, отличающийся тем, что содержание Na2O составляет 6-9,5 вес. %.
3. Флюс по п. 1, отличающийся тем, что содержание MgO составляет 5-9 вес. %.
4. Флюс по п. 1, отличающийся тем, что содержание MnO составляет 5-10 вес. %.
5. Флюс по п. 1, отличающийся тем, что содержание B2O3 составляет 4-10 вес. %.
6. Флюс по п. 1, отличающийся тем, что содержание Al2O3 составляет 0,5-6 вес. %.
7. Флюс по п. 1, отличающийся тем, что содержание Li2O≤2,5 вес. %.
8. Флюс по п. 1, отличающийся тем, что содержание С составляет 1,3-2,8 вес. %.
9. Флюс по п. 1, отличающийся тем, что точка его плавления составляет 950-1150°С, а вязкость при температуре 1300°С составляет 0,1-0,3 пуаз.
| Дисковый тормоз | 1989 |
|
SU1666829A2 |
| WO 2007148939 A1, 27.12.2007 | |||
| Экзотермическая шлакообразующая смесь | 1980 |
|
SU1036434A1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2000 |
|
RU2169633C1 |

