Область техники
Настоящее изобретение относится к 3D-принтеру, системе 3D-принтера с по меньшей мере одним таким 3D-принтером и генеративному способу изготовления.
Уровень техники
Известен ряд генеративных процессов изготовления (и, соответственно, ряд типов 3D-принтеров).
Нижеследующие этапы является общими для определенных генеративных процессов изготовления:
(1) Сначала наносят материал в виде частиц на всю поверхность конструкционного поля для формирования слоя неотвержденного материала в виде частиц.
(2) Нанесенный слой неотвержденного материала в виде частиц выборочно отверждают в заранее определенной отдельной зоне, например, путем выборочной печати обрабатывающим агентом, например, связующим агентом (или, например, путем лазерного спекания).
(3) Этапы (1) и (2) повторяют для изготовления необходимого компонента. Для этого конструкционную платформу, на которой послойно формируется этот компонент, можно опускать на расстояние, соответствующее толщине одного слоя, до нанесения нового слоя на всю поверхность (или же устройство нанесения слоя и печатающее устройство можно, соответственно, поднимать на толщину одного слоя).
(4) В заключение, изготовленный компонент, удерживаемый рыхлым, неотвержденным материалом в виде частиц и охватываемый им, можно извлечь.
Например, конструкционное пространство, в котором происходит изготовление компонента или компонентов, может быть определено так называемой «конструкционной коробкой» (также именуемой «рабочей коробкой»). Конструкционная коробка этого типа может иметь конструкцию, образованную периферийными стенками, открытую по направлению вверх и проходящую в вертикальном направлении (например, образованную четырьмя вертикальными боковыми стенками), которые могут образовывать, например, прямоугольник, если смотреть на них сверху. Конструкционная коробка может принимать регулируемую по высоте конструкционную платформу. При этом пространство над конструкционной платформой и между конструкцией вертикальных периферийный стенок может, например, по меньшей мере вносить вклад в образование конструкционного пространства. Верхняя зона конструкционного пространства может именоваться, например, «конструкционным полем». Пример такой конструкционной коробки раскрыт, например, в DE 102009056696 А1.
На вышеуказанном этапе (1) обычно используют систему нанесения слоя, содержащую устройство нанесения слоя (также именуемое «устройство для нанесения многослойных покрытий», recoater). Известен ряд систем нанесения слоя для использования в 3D-принтерах, посредством которых можно наносить конструкционный материал в виде частиц на конструкционное поле (также именуемое «конструкционной поверхностью» или «конструкционной зоной») в виде равномерного слоя по всей поверхности.
В одном из типов системы нанесения слоя используется валик (сокращенно: "валковое устройство нанесения слоя"), перед которым сначала укладывают определенное количество конструкционного материала в виде частиц, а потом перемещают его по горизонтали по конструкционному полю для нанесения конструкционного материала в виде частиц в виде равномерного слоя на конструкционное поле. При этом валик может вращаться в направлении, противоположном направлению перемещения. Системы нанесения слоя большой длины сложны для выполнения при использовании валкового устройства нанесения слоя.
В системе нанесения слоя еще одного типа (так называемой системе нанесения слоя с «контейнерным устройством нанесения слоя», например, со «щелевым устройством нанесения слоя») используется устройство нанесения слоя с контейнером, выполненным с возможностью перемещения по конструкционному полю и определяющим внутреннюю полость для конструкционного материала в виде частиц, которая ведет к отверстию для выдачи конструкционного материала в виде частиц на конструкционное поле. Устройство нанесения слоя может быть выполнено продолговатым, например, для охвата или покрытия прямоугольного конструкционного поля по всей его длине или ширине. В этом случае отверстие может быть выполнено в виде продольной щели. Таким образом, устройство нанесения слоя можно горизонтально перемещать по конструкционному полю с одновременной выдачей конструкционного материала в виде частиц через отверстие на конструкционное поле для нанесения тем самым равномерного слоя по всей поверхности конструкционного поля.
Например, на вышеуказанном этапе (2) можно использовать печатающее устройство с печатающей головкой, которая управляемым образом наносит обрабатывающий агент на подобласть ранее нанесенного слоя конструкционного материала. Обрабатывающий агент способствует отверждению слоя конструкционного материала в этой подобласти. Например, обрабатывающий агент может представлять собой связующий агент, например, связующий компонент многокомпонентного связующего.
В альтернативном вариатне на вышеуказанном этапе (2) можно использовать лазер для отверждения подобласти ранее нанесенного слоя конструкционного материала, например, путем спекания или сплавления конструкционного материала в этой подобласти.
При этом, в контексте настоящей заявки термин «конструкционный материал в виде частиц» может означать конструкционный материал, содержащий по меньшей мере один вид материала в виде частиц (например, песок (его зерна), например, формовочный песок и/или частицы металла и/или частицы синтетического материала). Кроме того, в состав конструкционного материала могут входить несколько различных видов материалов в виде частиц, например, смесь нового и вторичного песка, или смесь мелкого и крупного песка, или смесь песков двух разных типов. Кроме того, конструкционный материал может содержать по меньшей мере один жидкий компонент, например, связующий компонент, например, активатор, и/или одну или более твердых и/или жидких добавок. Если конструкционный материал содержит связующий компонент, другой связующий компонент, например, фурановую смолу, можно выборочным образом напечатать на ранее нанесенном слое конструкционного материала с помощью печатающего устройства, чтобы отвердить указанный слой в заранее заданной области. В зависимости от изготавливаемого компонента, например, формы для заливки или формовочного стержня, и/или назначения для применения соответствующего компонента, можно использовать составл конструкционного материала, специально созданным для данного назначения. При этом состав конструкционного материала может быть определен количеством используемых компонентов, а также соответствующим типом и соответствующей долей компонентов, содержащихся в конструкционном материале (смеси).
Из вышеуказанного документа известен 3D-принтер с двумя конструкционными коробками. Однако указанный 3D-принтер может принять в любом случае только одну из двух конструкцонных коробок и, следовательно, в любом случае может выполнять только одну конструкционную операцию (= генеративное изготовление одного или более компонентов в назначенном конструкционном пространстве). При этом наличие двух конструкционных коробок позволяет сократить период времени между первой конструкционной операцией и второй конструкционной операцией, в течение которого установка или принтер простаивают или не осуществляют печать (например, для удаления конструкционной коробки, для высвобождения находящихся в ней деталей и для подготовки конструкционной коробки для следующей строительной операции и т.п.).
В DE 102009036153 А1 раскрыто устройство для генеративного изготовления трехмерных деталей из порошкового конструкционного материала путем подачи энергии излучения, содержащее конструкционное пространство, разделенное на две части конструкционного пространства, причем части конструкционного пространства, соответственно, принимают заменяемый контейнер, причем устройство выполнено в виде открытой портальной конструкции, открытой на обеих сторонах, а заменяемые контейнеры могут быть загружены и/или удалены с обеих открытых сторон портала или могут быть поданы через портал, причем заменяемые контейнеры представляют собой системы типа контейнера, содержащие конструкционную платформу, которую можно опустить и на которую можно послойно наносить порошок, и которые дополнительно снабжены системой работы с порошком, т.е. содержат емкость для хранения порошка, устройство нанесения слоя и емкость для излишков порошка.
Раскрытие изобретения
Целью настоящего изобретения является предложение 3D-принтера и генеративного способа изготовления, обеспечивающих повышение производительности.
В настоящем изобретении предложен 3D-принтер по пункту 1 формулы изобретения, система 3D-принтера по пункту 15, содержащая как минимум один такой 3D-принтер, и генеративный способ изготовления по пункту 17. Дополнительные варианты осуществления изобретения раскрыты в зависимых пунктах.
В соответствии с несколькими вариантами осуществления, в качестве примера, пропускную способность и, следовательно, производительность 3D-принтера можно увеличить за счет того, что процесс изготовления не ограничен единственным конструкционным пространством, но, в случае необходимости, можно осуществлять одновременное изготовление в двух (или более) конструкционных пространствах с использованием 3D-принтера, т.е. одновременно выполнять две (или более) конструкционные операции с использованием 3D-принтера.
В соответствии с несколькими вариантами осуществления, в качестве примера, разделение на первое и второе конструкционные пространства вместо наличия единственного, относительно большого, конструкционного пространства позволяет обеспечивать надлежащее качество изготавливаемых компонентов (т.е. без снижения качества при увеличении пропускной способности или производительности), например, при обоснованных затратах и/или обоснованной сложности. При этом следует учитывать, что соответствующая длина, которую система нанесения слоя или печатающее устройство способны без перерывов охватить без снижения качества компонента (например, из-за отклонения компонента устройства нанесения слоя, например, ножа устройства нанесения слоя для разглаживания выдаваемого строительного материала) на практике ограничена (в частности, по соображениям обоснованности затрат и/или сложности). В качестве примера, благодаря разделению на первое и второе конструкционные пространства, систему нанесения слоя также можно разбить на сегменты соответствующим образом. Напротив, использование нескольких устройств нанесения слоя для единственного большого конструкционного пространства может быть проблематично, так как не обеспечивает возможности нанесения равномерного слоя (особенно между двумя устройствами нанесения слоя) или по меньшей мере сильно усложняет его.
В соответствии с несколькими вариантами осуществления, в качестве примера, указанное разделение на первое и второе конструкционные пространства вместо наличия единственного, относительно большого, конструкционного пространства также позволяет увеличить пропускную способность и/или производительность без ущерба для управляемости/технологичности эксплуатации, поскольку два отдельных конструкционных пространства (например, образованные двумя отдельными конструкционными коробками) значительно проще в обращении, чем одно большое конструкционное пространство. Например, высвобождение компонентов из большого конструкционного пространства может быть затруднительно в связи с тем, что компоненты, расположенные в середине конструкционного пространства, могут находиться вне зоны досягаемости для оператора установки без применения инструментов, тогда как два отдельных конструкционных пространства могут обеспечить возможность эргономичного высвобождения всех компонентов из соответствующего конструкционного пространства.
В соответствии с несколькими вариантами осуществления изобретения первую конструкционную операцию, выполняемую в первом конструкционном пространстве, и вторую конструкционную операцию, выполняемую во втором конструкционном пространстве, можно выполнять сравнительно быстро благодаря уменьшению конструкции системы нанесения слоя и/или печатающего устройства, например, с разумными трудозатратами и/или расходами.
В отличие от конструкции с двумя (или более) отдельными 3D-принтерами, обеспечивающими соответствующее конструкционное пространство, в котором выполняется соответствующая конструкционная операция, предлагаемый в изобретении 3D-принтер с двумя (или более) конструкционными пространствами позволяет повысить производительность при разумных затратах, за счет, например, возможности использования общего/совместно используемого кожуха, общей каркасной конструкции, общего управляющего устройства или общего шкафа управления, общей печатающей головки, общего подающего блока устройства нанесения слоя и т.п. (например, одного, более одного или всех из указанных общих компонентов), т.е. можно исключить множество компонентов, которые в противном случае должны были бы присутствовать в двойном (или большем) количестве.
В соответствии с несколькими вариантами осуществления 3D-принтер выполнен с возможностью послойного формирования трехмерного компонента, например, формы для заливки или формовочного стержня, путем формирования слоев конструкционного материала в виде частиц, например, содержащего частицы песка, лежащих один на другом, и путем выборочного отверждения частичной области соответствующего слоя конструкционного материала.
При этом 3D-принтер выполнен (например, образован и/или сконструирован и/или конструкционно реализован и/или запрограммирован) с возможностью формирования одного или более первых трехмерных компонентов в первом конструкционном пространстве, расположенном в 3D-принтере, и одновременно одного или более вторых трехмерных компонентов во втором конструкционном пространстве, расположенном по соседству с первым конструкционным пространством на расстоянии от него по горизонтали в 3D-принтере.
Иначе говоря, с помощью предлагаемого по изобретению 3D-принтера можно выполнять одновременно две или более конструкционные операции, в частности, в двух или более соседних конструкционных пространствах, расположенных на расстоянии по горизонтали друг от друга. При этом 3D-принтер как таковой можно, например, рассматривать как общий/совместно используемый 3D-принтер для первого и второго конструкционных пространств, так как один или более его компонентов (например, печатающая головка и/или подающее устройство устройства нанесения слоя и/или кожух и/или каркас установки) могут быть использоваться совместно для первого конструкционного пространства (для выполнения первой конструкционной операции) и второго конструкционного пространства (для выполнения второй конструкционной операции), или могут быть назначены для обоих конструкционных пространств.
Таким образом, 3D-принтер выполнен с возможностью формирования первого набора слоев в первом конструкционном пространстве, содержащем по меньшей мере один первый компонент, и одновременного формирования второго набора слоев во втором конструкционном пространстве, содержащем по меньшей мере один второй компонент, при этом первый и второй наборы слоев расположены отдельно друг от друга в 3D-принтере.
Расстояние по горизонтали между двумя соседними конструкционными пространствами может, например, быть менее или равно 1,5 м, например, менее или равно 1,4 м, например, менее или равно 1,3 м, например, менее или равно 1,2 м, например, менее или равно 1,1 м, например, менее или равно 1,0 м, например, менее или равно 0,9 м, например, менее или равно 0,8 м, например, менее или равно 0,7 м, например, менее или равно 0,6 м, например, менее или равно 0,5 м, например, менее или равно 0,4 м, например, менее или равно 0,3 м, например, менее или равно 0,2 м.
Расстояние по горизонтали между двумя соседними конструкционными пространствами может, например, служить для (например, дополнительного) крепления (например, на линейной направляющей конструкции), например, для поддержки (например, на линейной направляющей конструкции) системы нанесения слоя 3D-принтера (пример данной системы нанесения слоя будет подробно раскрыт ниже) в пространстве, образованном указанным расстоянием по горизонтали. Например, любое из первого и второго устройств нанесения слоя системы системы нанесения слоя (пример этих устройств нанесения слоя будет подробно раскрыт ниже) может быть прикреплено (например, может поддерживаться) между двумя соседними конструкционными пространствами (например, дополнительно), например, к соответствующей отдельной линейной направляющей/ползуну или общей линейной направляющей/ползуну. Линейная направляющая конструкция или отдельные линейные направляющие/ползуны или общая линейная направляющая/ползун могут, в свою очередь, быть прикреплены к участку общей каркасной конструкции 3D-принтера.
Например, 3D-принтер может содержать общую каркасную конструкцию, в которой расположены как первое, так и второе конструкционные пространства, и часть которой проходит между двумя соседними конструкционными пространствами, т.е. в пространстве, образованном указанным расстоянием по горизонтали. Например, компоненты 3D-принтера могут быть прикреплены к этой части каркасной конструкции, например, вышеуказанная система нанесения слоя или ее линейная направляющая конструкция.
Первое конструкционное пространство и/или второе конструкционное пространство могут, например, быть расположены в соответствующим образом определенном (3D-принтером) и/или заранее заданном положении в 3D-принтере. Например, (общая) каркасная конструкция может вносить свой вклад в задание первого и второго конструкционного пространства. Например, 3D-принтер может содержать одну или более прикрепленных к установке элементов, ограничивающих конструкционное поле для каждого строительного пространства, проходящих в направлении по горизонтали и обрамляющих по меньшей мере часть конструкционного поля соответствующего конструкционного пространства. Например, по меньшей мере один прикрепленный к установке элемент, ограничивающий конструкционное поле и проходящий в направлении по горизонтали, может быть предусмотрен для каждого конструкционного пространств и проходить вдоль любой из коротких и длинных сторон конструкционного пространства, как будет раскрыто ниже.
В соответствии с несколькими вариантами осуществления, 3D-принтер может, в качестве примера, содержать первую конструкционную платформу и вторую конструкционную платформу и может быть выполнен с возможностью одновременного приема первой и второй конструкционных платформ (например, на расстоянии друг от друга по горизонтали или, например, соседних друг с другом, при этом, например, размер в плане одной или обеих конструкционных платформ превышает размер соответствующего конструкционного пространства) в соответствующие им первое и второе конструкционные положения конструкционной платформы, соответственно, причем указанные положения отделены друг от друга (т.е. являются разными), при этом соответствующая конструкционная платформа расположена в 3D-принтере для формирования по меньшей мере одного компонента посредством 3D-принтера, при этом в указанных положениях первое конструкционное пространство образовано/расположено над первой конструкционной платформой, а второе конструкционное пространство образовано/расположено над второй конструкционной платформой. Первая конструкционная платформа и вторая конструкционная платформа могут ограничивать соответствующее конструкционное пространство, например, в направлении вниз. Иначе говоря, соответствующая конструкционная платформа может по меньшей мере вносить вклад в определение соответствующего конструкционного пространства.
В связи с этим соответствующая конструкционная платформа может быть выполнена, например, неподвижной в составе установки, т.е. с необязательной возможностью регулирования по высоте, но в других смыслах неподвижной (в конструкционном положении данной конструкционной платформы), или может быть выполнена с возможностью перемещения (например, за счет приема в передвижной конструкционной коробке или направляемого перемещения по рельсовой системе). В последнем случае соответствующая конструкционная платформа может, например, ограничивать относящееся к ней конструкционное пространство в направлении вниз, находясь в соответствующем конструкционном положении конструкционной платформы.
Например, на конструкционной платформе (или в нижней зоне конструкционного пространства) может быть расположена панельная конструкция, которая удаляется из конструкционной коробки после завершения изготовления компонента вместе с заполняющим материалом в виде частиц и компонентом для высвобождения компонента из заполняющего неотвержденного материала в виде частиц, при этом конструкционная платформа может оставаться в конструкционной коробке.
Например, первая и/или вторая конструкционные платформы могут размещаться в соответствующей конструкционной коробке. Целесообразность этого была подтверждена на практике; в альтернативном варианте компонент или набор слоев, включающий компонент, также можно формировать на конструкционной платформе, не ограниченной по периферии.
Расстояние по горизонтали между конструкционными платформами - когда они находятся в соответствующих конструкционных положениях конструкционной платформы - может быть идентично вышеуказанному расстоянию по горизонтали между конструкционными пространствами.
В соответствии с несколькими вариантами осуществления, 3D-принтер может, в качестве примера, содержать первую конструкционную коробку и вторую конструкционную коробку и может быть выполнен с возможностью одновременного приема первой конструкционной коробки и второй конструкционной коробки, например, на расстоянии друг от друга в направлении по горизонтали в соответствующие им отдельные первое и второе конструкционные положения конструкционной коробки, соответственно, при этом в указанном положении соответствующая конструкционная коробка расположена в 3D-принтере для формирования по меньшей мере одного компонента посредством 3D-принтера, соответственно, в первом и во втором конструкционных пространствах, образованных, соответственно, первой и второй конструкционными коробками, так что обеспечивается возможность одновременного послойного формирования одного или более компонентов, соответственно, в первой конструкционной коробке и второй конструкционной коробке.
Иначе говоря, соответствующая конструкционная коробка может по меньшей мере частично вносить вклад в образование соответствующего конструкционного пространства, например, по меньшей мере частично по периметру. При этом соответствующая конструкционная коробка может, например, быть предусмотрена неподвижной в составе установки или может быть выполнена с возможностью перемещения. В последнем случае соответствующая конструкционная коробка определяет относящееся к ней конструкцонное пространство при нахождении в своем соответствующем конструкционном положении конструкционной коробки.
Иначе говоря, в рассматриваемом варианте осуществления 3D-принтер может быть выполнен как многокоробочный 3D-принтер, который может одновременно принимать несколько конструкционных коробок, например, в соответствующем определенном/заране заданном пространстве для приема конструкционной коробки.
Следует понимать, что число конструкционных коробок, которые 3D-принтер может принимать одновременно, может быть далее увеличено, например, до трех, четырех, пяти, шести и более. Это также относится к раскрытым выше конструкционным платформам и, в целом, к конструкционным пространствам.
Конструкционные платформы и/или конструкционные камеры могут быть выполнены, например, идентичными.
В соответствии с несколькими вариантами осуществления, первая конструкционная коробка и/или вторая конструкционная коробка может, в качестве примера, содержать периферийную стеночную конструкцию, проходящую в вертикальном направлении, ограничивающую внутреннее пространство соответствующей конструкционной коробки.
Например, во внутреннем пространстве конструкционой коробки, определенном соответствующей конструкционной коробкой, может быть расположена первая или вторая конструкционная платформа, проходящая в направлении по горизонтали, при этом, например, первое или второе конструкционное пространство определено соответствующим внутренним пространством конструкцонной коробки над соответствующей конструкционной платформой, открытым в направлении вверх, и в котором возможно формирование по меньшей мере одного компонента посредством 3D-принтера во время нахождения конструкционной коробки в ее соответствующем конструкционном положении конструкционной коробки.
В соответствии с несколькими вариантами осуществления первая конструкционная платформа и/или вторая конструкционная платформа, в качестве примера, могут быть выполнены регулируемыми по высоте, так что обеспечена возможность постепенного опускания соответствующей конструкционной платформы для формирования компонента, например, на соответствующу толщину слоя. Соответствующаяконструкционная платформа, в качестве примера, может быть опущена с помощью предназначенного для данной цели и соединенного с установкой подъемного привода или собственного подъемного привода, интегрированного в соответствующую конструкционную коробку. То есть в соответствии с несколькими вариантами осуществления соответствующее конструкционное пространство можно постепенно расширять путем постепенного опускания соответствующей конструкционной платформы во время конструкционной операции, а точнее, оно может «расти» вместе с изготавливаемым компонентом. Целесообразность постепенного опускания конструкционной платформы была подтверждена на практике; при этом в другом варианте компонент или набор слоев, включающий этот компонент, можно формировать путем, например, постепенного подъема печатающего устройства и системы нанесения слоя.
Первое и/или второе конструкционные пространства (например, первая и/или вторая конструкционные платформы, или первая и/или вторая конструкционные коробки) имеют две длинные в плане стороны и две короткие в плане стороны. Например, первое и/или второе конструкционные пространства (например, первая и/или вторая конструкционные платформы, или первая и/или вторая конструкционные коробки) могут быть выполнены прямоугольными в плане. Например, соответствующая короткая сторона первого и/или второго конструкционного пространства (например, первой и/или второй конструкционной платформы) может иметь размер менее или равный 2 м, например, менее или равный 1,8 м, например, менее или равный 1,6 м, например, менее или равный 1,5 м, например, менее или равный 1,4 м, например, менее или равный 1,3 м. Указанный размер, в качестве примера, может быть больше или равен 0,5 м, например, больше или равен 0,6 м, например, больше или равен 0,7 м, например, больше или равен 0,8 м, например, больше или равен 0,9 м, например, больше или равен 1,0 м. При этом указанные в качестве примеров значения нижнего и верхнего пределов можно комбинировать любым образом, например, следующим: от 0,5 до 2 м, от 0,6 до 1,6 м или от 1 м до 1,3 м. При наличии более двух конструкционных пространств, например, по меньшей мере 3, например, по меньшей мере 4, например, по меньшей мере 5, например, по меньшей мере 6 конструкционных пространств, указанные данные могут относиться ко всем конструкционным пространствам.
Раскрытая конфигурация первого и/или второго конструкционного пространства, с одной стороны, позволяет облегчить операции с соответствующим конструкционным пространством, например, обеспечивает возможность эргономичного высвобождения в соответствующем конструкционном пространстве или соответствующей конструкционной коробке. Кроме того, раскрытая конфигурация может позволить быстро изготавливать компоненты, особенно если система нанесения слоя перемещается в направлении, перпендикулярном длинной стороне, для нанесения слоя, то есть она должна пройти сравнительно короткое расстояние. Скорость системы нанесения слоя может представлять собой ограничивающий фактор и, в качестве примера, может быть ниже скорости перемещения печатающей головки.
В соответствии с несколькими вариантами осуществления, первое и второе конструкционные пространства (например, первая и/или вторая конструкционные платформы или первая и/или вторая конструкционные коробки), в качестве примера, могут быть расположены по соседству друг с другом вдоль соответствующей короткой стороны, например, по существу вдоль всей соответствующей короткой стороны. Например, первое и второе конструкционные пространства (например, первая и/или вторая конструкционные платформы или первая и/или вторая конструкционные коробки) могут быть расположены относительно друг друга так, чтобы по существу все четыре короткие стороны были параллельны друг другу, а соответствующие две длинные стороны (по одной от каждого конструкционного пространства) являлись продолжением друг друга.
Как было предложено выше, первая и/или вторая конструкционные платформы или первая и/или вторая конструкционные коробки в соответствии с несколькими вариантами осуществления могут быть, в качестве примера, выполнены с возможностью перемещения между их соотвтетствующим конструкционым положением и дополнительным положением, в котором соответствующая конструкционная платформа или конструкционная коробка расположена за пределами 3D-принтера (и, например, легко доступна для пользователя). Это позволяет, например, облегчить процесс высвобождения по меньшей мере одного компонента из соответствующей конструкционной коробки.
Соответствующая конструкционная коробка, в качестве примера, может быть выполнена с возможностью перемещения посредством соответствующего роликового транспортера в свое соответствующее конструкционное положение и из него. Соответствующий роликовый транспортер (или иное устройство подачи для конструкционной коробки) может, в свою очередь, быть связан с общей безоператорной транспортной системой, посредством которой возможно перемещать первую и вторую конструкционную коробку в дополнительное положение.
Если конструкционная коробка выполнена передвижной, 3D-принтер, в качестве примера, может быть выполнен с возможностью выравнивания и/или фиксации соответствующей конструкционной коробки в соответствующем конструкционном положении конструкционной коробки посредством выравнивающего и/или фиксирующего механизма.
Дополнительное положение, в качестве примера, может представлять собой положение высвобождения, в котором конструкционная коробка, а точнее -содержащиеся в ней компоненты, высвобождаются (ручным или автоматическим образом), и/или резервное положение конструкционной коробки, в котором одна или более конструкционная коробка содержится в резерве.
3D-принтер содержит систему нанесения слоя, выполненную с возможностью перемещения через первое и второе конструкционные пространства в первом направлении по горизонтали (т.е. например, через первую и вторую конструукционную коробку, если они находятся в своих соответствующих конструкционных положениях) для подачи в первое и второе конструкционные пространства конструкционного материала в виде равномерного слоя соответствующего конструкционного материала, подлежащего отверждению. Система нанесения слоя, в качестве примера, может быть выполнена с возможностью параллельной подачи конструкционного материала в первое и второе конструкционные пространства. Система нанесения слоя, в качестве примера, может быть выполнена в виде системы нанесения слоя двунаправленного действия, т.е. системы наненения слоя, которая может наносить равномерный слой конструкционного материала как при проходе, так и при обратном проходе.
Первое направление по горизонтали перпендикулярно длинным сторонам и/или параллельно коротким сторонам. Это обеспечивает возможность быстрого изготовления компонента.
В соответствии с несколькими вариантами осуществления система нанесения слоя может, в качестве примера, содержать первое устройство нанесения слоя, назначенное первому конструкционному пространству, и второе, отдельное от первого, устройство нанесения слоя, назначенное второму конструкционному пространству. При этом первое и второе устройства нанесения слоя могут перемещаться по их соответствующем конструкционному пространству в соответствующем первом направлении по горизонтали, например, в первых направлениях по горизонтали параллельных друг другу, например, вместе или по отдельности.
При этом разделение на первое и второе устройства нанесения слоя обеспечивает возможность быстрого формирования равномерных слоев для конструкционных пространств с надлежащим качеством, например, при обоснованных затратах и/или с разумной сложностью.
В соответствии с несколькими вариантами осуществления первое и/или второе устройство нанесения слоя, в качестве примера, могут соответственно содержать контейнер (например, вытянутый контейнер), определяющий внутреннюю полость для приема конструкционного материала в виде частиц, ведущую в отверстие (например, продольную щель) для выдачи конструкционного материала в виде частиц, на конструкционное поле соответствующего конструкционного пространства. Таким образом, первое и/или второе устройство нанесения слоя могут, в качестве примера, быть выполнены в виде «контейнерных устройств нанесения слоя», например, «щелевых устройств нанесения слоя». Вытянутое первое устройство нанесения слоя/контейнер и вытянутое второе устройство нанесения слоя/контейнер могут быть расположены параллельно друг другу, например, следовать друг за другом или один за другим в продольном направлении.
Например, на первом устройстве нанесения слоя и/или на втором устройстве нанесения слоя может быть расположено соответствующее затворное устройство (например, содержащее одно или более надувных полых тел, в надутом состоянии закрывающих указанное отверстие, или сдвижной механизм), выполненное с возможностью выборочного закрытия отверстия для выдачи конструкционного материала в виде частиц, например, управляемым образом, т.е. с помощью электронного блока управления.
Например, к первому устройству нанесения слоя и/или второму устройству нанесения слоя может быть прикреплен, соответственно, разглаживающий элемент, выполненный с возможностью разглаживания конструкционного материала в виде частиц, выданного из отверстия, тем самым выравнивая и/или уплотняя выданный материал в виде частиц.
Например, первое устройство нанесения слоя и второе устройство нанесения слоя могут быть жестко соединены друг с другом с возможностью совместного перемещения через первое конструкционное пространство или второе конструкционное пространство.
3D-принтер содержит общее печатающее устройство, выполненное с возможностью перемещения через первое и второе конструкционные пространства во втором направлении по горизонтали для выборочного отверждения частичной области ранее нанесенного слоя конструкционного материала в соответствующем конструкционном пространстве путем управляемой выдачи текучего обрабатывающего агента. Печатающее устройство, в качестве примера, может быть выполнено с возможностью последовательной подачи обрабатывающего агента в первое конструкционное пространство и второе конструкционное пространство. При этом печатающее устройство, в качестве примера, может сначала обработать первое конструкционное пространство целиком (например, пройти через него) с последующей обработкой второго конструкционного пространства целиком. В альтернативном варианте печатающее устройство, в качестве примера, может сначала обработать часть первого конструкционного пространства, затем обработать часть второго конструкционного пространства, затем обработать еще одну часть второго конструкционного пространства, а затем обработать еще одну часть первого конструкционного пространства (двунаправленная обработка). В дополнительном альтернативном варианте печатающее устройство, в качестве примера, может сначала обработать часть первого конструкционного пространства, затем обработать часть второго конструкционного пространства, затем обработать другую часть первого конструкционного пространства, а затем обработать другую часть второго конструкционного пространства (однонаправленная обработка).
Обрабатывающий агент обеспечивает выборочное отверждение указанной подобласти и, в качестве примера, может представлять собой связующий агент многокомпонентного связующего.
Иначе говоря, первую и вторую конструкционные зоны обслуживает общее, или точнее одно и то же печатающее устройство, например, общая, или точнее одна и та же печатающая головка.
Общее печатающее устройство может, в качестве примера, содержать линейную направляющую конструкцию (например, непрерывную линейную направляющую конструкцию), длина которой по существу превышает или равна сумме длины первого конструкционного пространства и длины второго конструкционного пространства и/или проходящую по существу вдоль всего первого и второго конструкционного пространства (например, над ними или сбоку вблизи них), например, в продольном направлении соответствующего конструкционного пространства. Таким образом, общая печатающая головка (см. ниже) может обслуживаь как первое, так и второе конструкционные пространства. Линейная направляющая конструкция, в качестве примера, может быть жестко прикреплена к несущей конструкции (например, непрерывной несущей конструкции), проходящей над первым и вторым конструкционными пространствами или сбоку вблизи них, например, в продольном направлении соответствующего конструкционного пространства. Несущая конструкция, в качестве примера, может быть жестко соединена с общей каркасной конструкцией 3D-принтера.
Второе направление по горизонтали перпендикулярно первому направлению по горизонтали, в котором возможно передвижение системы нанесения слоя, и/или перпендикулярно коротким сторонам конструкционных пространств и/или параллельно длинным сторонам.
Печатающее устройство (например, его печатающая головка), в качестве примера, может выполнено с возможностью движения/перемещения как во втором направлении по горизонтали, так и в первом направлении по горизонтали, то есть печатающее устройство (например, его печатающая головка) может перемещаться по в целом извилистой, например, U-образной, траектории через два конструкционные пространства. При этом печатающее устройство (например, его печатающая головка) также может проходить, например, по всей ширине строительного пространства или охватывать ее.
В соответствии с несколькими вариантами осуществления общее печатающее устройство может, в качестве примера, содержать общую печатающую головку с одним или более печатающим соплом.
Общая печатающая головка, в качестве примера, может быть выполнена с возможностью обслуживания как первого конструкционного пространства, так и второго конструкционного пространства. Т.е. печать в первом конструкционном пространстве и втором конструкционном пространстве выборочно осуществляется с использованием одной и той же печатающей головки, например, использующей одни и те же печатающие сопла.
Общая печатающая головка в качестве примера, может охватывать часть, например, по существу половину, или всю длину/размер соответствующей короткой стороны конструкционных пространств своими печатающими соплами. Т.е. печатающая головка может иметь зону выдачи обрабатывающего агента, образованную печатающими соплами, величина (например, длина) которой соответствует части, например, по существу половине, или всей длине/размеру соответствующей короткой стороны.
Общая печатающая головка, в качестве примера, может быть расположена на расстоянии от системы нанесения слоя в вертикальном направлении, например, первого устройства нанесения слоя и второго устройства нанесения слоя, и может иметь возможность горизонтального перемещения в отдельной горизонтальной плоскости.
В соответствии с несколькими вариантами осуществления 3D-принтер может, в качестве примера, содержать общий подающий блок устройства нанесения слоя, интегрированный в 3D-принтер, расположенный в вертикальном направлении над первым и вторым устройствами нанесения слоя, и/или обеспечивающий возможность подачи конструкционного материала как в первое, так и во второе устройства нанесения слоя (например, посредством соответствующего подающего контейнера устройства нанесения слоя, расположенного над вышеуказанным контейнером соответствующего устройства нанесения слоя), и/или содержащий общий смесительный блок, например, содержащий общий смесительный контейнер, снабженный мешалкой, при этом обеспечена возможность подачи приготовленного в смесительном контейнере конструкционного материала в первое и второе устройства нанесения слоя посредством разветвленной подающей конструкции в случае их перемещения в соответствующее положение наполнения.
В соответствии с несколькими вариантами осуществления 3D-принтер может, в качестве примера, содержать общую каркасную конструкцию, в которой расположены как первое конструкционное пространство, так и второе конструкционное пространство, и/или общий кожух, в котором расположены как первое конструкционное пространство, так и второе конструкционное пространство. Кожух может, в качестве примера, содержать непрерывную часть кожуха или стеночную часть, покрывающую как первое, так и второе конструкционные пространства, например, соответственно почти целиком, например, соответственно целиком. Общая каркасная конструкция, в качестве примера, может быть сформирована непрерывной или, скорее, соединенной. Общая каркасная конструкция и/или общий кожух, в качестве примера, могут обслуживать по меньшей мере частично как первое, так и второе конструкционные пространства, или служить для них, или быть предназначены для них.
Например, 3D-принтер может содержать общий шкаф управления.
В соответствии с несколькими вариантами осуществления, 3D-принтер может, в качестве примера, содержать первый и второй проемы для ввода конструкционной коробки, например, расположенные на общей стороне (например, периферийной стороне) 3D-принтера, и/или образованные в общей торцевой стенке 3D-принтера. 3D-принтер или его кожух может, в качестве примера, содержать переднюю и заднюю торцевые стенки, а также две боковые торцевые стенки, выполненные более длинными, чем передняя и задняя торцевые стенки, при этом первый и второй проемы для ввода конструкционной коробки предусмотрены в одной из двух боковых торцевых стенок.
В соответствии с несколькими вариантами осуществления, система 3D-принтера может, в качестве примера, содержать:
(первый) 3D-принтер, выполненный как раскрыто выше, и
безоператорную транспортную систему для автоматической подачи конструкционных коробок в 3D-принтер.
Безоператорная транспортная система может, в качестве примера, содержать рельсовую систему, выходящую за пределы 3D-принтера на стороне первого и второго проемов для ввода конструкционной коробки, вдольк которой обеспечена возможность перемещения соответствующей из числа первой и второй конструкционной коробки. Безоператорная транспортная система может, в качестве примера, содержать транспортную тележку, которая может перемещаться вдоль рельсовой системы и может транспортировать по меньшей мере одну конструкционную коробку.
Безоператорная транспортная система, например, рельсовая система, может, например, соединять 3D-принтер или 3D-принтеры с опциональным накопителем конструкционных коробок, где содержатся в резерве одна или более конструкционных коробок, и/или опциональной микроволновой печью, например, для дополнительного или полного отверждения компонентов, и/или опциональной станцией высвобождения, где компонент может быть высвобожден из заполняющего неотвержденного конструкционного материала в виде частиц, содержащего данный компонент (например, автоматическим образом), и, в качестве опции, может быть помещен в резерв компонентов.
В соответствии с несколькими вариантами осуществления система 3D-принтера может, в качестве примера, содержать первый и второй 3D-принтеры, при этом первый и второй 3D-принтеры расположены на противоположных сторонах таким образом, что первый и второй проемы для ввода конструкционной коробки первого 3D-принтера и первый и второй проемы для ввода конструкционной коробки второго 3D-принтера обращены друг к другу, и безоператорная транспортная система, например, ее рельсовая система, проходит между первым и вторым 3D-принтерами и/или выполнена с возможностью перемещения между ними, так, что обеспечивается возможность загрузки в первый и второй 3D-принтеры соответствующих конструкционных коробок посредством общей безоператорной транспортной системы, например, ее рельсовой системы.
В соответствии с несколькими вариантами осуществления может быть предложен генеративный способ изготовления, в котором один или более трехмерных компонентов, например, форму для заливки или формовочный стержень, соответственно, послойно формируют в ходе соответствующей конструкционной операции одновременно в первом конструкционном пространстве и втором соседнем конструкционном пространстве общего 3D-принтера, выполненного как раскрыто выше, например, путем формирования слоев конструкционного материала в виде частиц, например, содержащего частицы песка, лежащих один на другом, и выборочного отверждения частичной области соответствующего слоя конструкционного материала в соответствующем конструкционном пространстве. Как раскрыто выше для 3D-принтера, указанные два конструкционных пространства, в качестве примера, могут быть расположены на расстоянии по горизонтали друг от друга.
Раскрытый способ позволяет выполнять первую конструкционную операцию в первом конструкционном пространстве и вторую конструкционную операцию во втором конструкционном пространстве одновременно, т.е. с совпадением по времени, с использованием общего, а скорее одного и того же 3D-принтера. Продолжительность первой конструкционной операции и второй конструкционной операции, в качестве примера, может быть одинаковой или занимать различное время, при этом в последнем случае после завершения первой из двух конструкционных операций выполняется только одна вторая конструкционная операция. При этом раскрытое выше устройство нанесения слоя, занятое в завершенной конструкционной операции, можно «выключить», и раскрытое выше общее печатающее устройство может сфокусироваться только на второй конструкционной операции. Конструкционная коробка, назначенная для первой строительной операции, к тому времени может быть уже удалена для процесса высвобождения. Первая и вторая конструкционные коробки, в качестве примера, могут быть начаты вместе или одна после другой, т.е. вторая конструкционная операция может быть «подключена» к уже начавшейся первой конструкционной операции.
В соответствии с несколькими вариантами осуществления для указанного генеративного способа изготовления может быть характерно следующее:
первое конструкционное пространство может быть расположено над первой конструкционной платформой, а второе конструкционное пространство может быть расположено над второй конструкционной платформой, и/или
первое конструкционное пространство может быть определено первой конструкционной коробкой, а второе конструкционное пространство может быть определено второй конструкционной коробкой, и/или
первое и второе конструкционные пространства могут содержать, соответственно, две длинные в плане и две короткие в плане стороны, при этом первое и второе конструкционные пространства расположены так, что, например, их короткие стороны являются соседними друг с другом,
каждое конструкционное пространство может обслуживаться отдельным устройством нанесения слоя, для чего соответствующее устройство нанесения слоя проходит через свое соответствующее конструкционное пространство, например, перпендикулярно его длинным сторонам, и/или
оба конструкционных пространства могут обслуживаться общей печатающей головкой, для чего общая печатающая головка проходит через первое и второе конструкционные пространства, например, перпендикулярно их коротким сторонам, например, по извилистой, например, U-образной, траектории, и/или
общая печатающая головка может перемещаться в первой горизонтальной плоскости, а оба устройства нанесения слоя могут перемещаться во второй горизонтальной плоскости, расположенной на вертикальном расстоянии от первой горизонтальной плоскости и находящейся, например, под ней, и/или
печатающая головка может перемещаться со скоростью, превышающей скорость соответствующего устройства нанесения слоя (например, печатающее устройство может перемещаться со скоростью, превышающей скорость устройства нанесения слоя в 3 и более раз; например, печатающее устройство может перемещаться со скоростью порядка 1 м/с, а устройство нанесения слоя со скоростью порядка 0,2 м/с), и/или
первое конструкционное пространство и второе конструкционное пространство могут быть размещены в общем кожухе, и/или
первое конструкционное пространство и второе конструкционное пространство могут быть расположены в общей каркасной конструкции, и/или
конструкционный материал в первое устройство нанесния слоя и во второе устройство нанесения слоя может загружать общий подающий блок устройства нанесения слоя.
Краткое описание чертежей
Дополнительные отличительные признаки и преимущества предлагаемого изобретения проиллюстрированы или разъяснены на прилагаемых чертежах, являющихся частью настоящего описания, а также в нижеследующем описании вариантов осуществления изобретения, совместно предназначенных для разъяснения некоторых принципов настоящего изобретения.
Фиг. 1 схематически изображает вид в аксонометрии 3D-принтера по одному из вариантов осуществления.
Фиг. 2 схематически изображает вид в аксонометрии 3D-принтера по еще одному варианту осуществления изобретения, при этом некоторые компоненты 3D-принтера, например, кожух и подающий блок устройства нанесения слоя, не показаны.
Фиг. 3 схематически изображает вид в аксонометрии 3D-принтера на фиг.2, в данном случае с большей частью кожуха и частью подающего блока устройства нанесения слоя.
Фиг. 4-14 схематически изображают виды в аксонометрии 3D-принтера на фиг. 2 и 3 для целей иллюстрирования процесса изготовления компонента с помощью 3D-принтера.
Фиг. 15 и 16 изображают систему 3D-принтера по одному из вариантов осуществления изобретения.
Фиг. 17 изображает возможную конфигурацию системы нанесения слоя для использования в 3D-принтере в соответствии с настоящим изобретением.
Фиг. 18 изображает вид в поперечном разрезе устройства нанесения слоя для использования в системе нанесения слоя по фиг. 17.
Осуществление изобретения
Ниже детально описаны варианты осуществления изобретения на примерах прилагаемых фигур чертежей, включенных в настоящую заявку и изображающих, в иллюстративных целях, конкретные варианты возможного осуществления изобретения. При этом термины «вверх», «вниз», «передний», «задний» и т.п. использованы применительно к ориентации на описываемых фигурах. Поскольку существует несколько разных вариантов ориентации расположения компонентов вариантов осуществления, термины, обозначающие различные направления, служат исключительно для иллюстративных целей и не должны толковаться в ограничительном смысле. Следует понимать, что возможны другие варианты осуществления изобретения, а также конструкционные и логические изменения без отступления от объема охраны настоящего изобретения. Само собой разумеется, что различные варианты осуществления можно комбинировать, если особо не оговорено иное. Таким образом, нижеследующее описание вариантов осуществления не следует толковать в ограничительном смысле, а объем охраны изобретения определяется прилагаемой формулой изобретения.
В настоящем описании такие термины как «связанный», «прикрепленный» или «соединенный» могут использоваться для обозначения как непосредственной, так и опосредованной связи, крепления или соединения.
В соответствующих случаях, идентичные или схожие элементы на фигурах имеют идентичные номера позиций.
Фиг. 1 схематически изображает вид в аксонометрии 3D-принтера 100 по одному из вариантов осуществления.
3D-принтер 100 показан выполненным с возможностью послойного формирования трехмерного компонента, например, формы для заливки или формовочного стержня, путем формирования слоев конструкционного материала в виде частиц, например, содержащего частицы песка, лежащих один на другом, и выборочного отверждения подобласти соответствующего слоя конструкционного материала. Для этого 3D-принтер, в качестве примера, может применять/реализовывать способ выборочной печати обрабатывающим агентом.
3D-принтер 100 выполнен с возможностью формирования одного или более первых трехмерных компонентов в первом конструкционном пространстве В1, расположенном в 3D-принтере, и, одновременно, одного или более вторых трехмерных компонентов во втором конструкционном пространстве В2, расположенном по соседству с первым конструкционным пространством на расстоянии от него по горизонтали в 3D-принтере.
Как показано на фиг. 1, 3D-принтер 100 может, в качестве примера, содержать первую конструкционную коробку 10 и вторую конструкционную коробку 20, в качестве примера выполненные в виде передвижных конструкционных коробок, которые можно удалять из 3D-принтера 100 после соответствующей конструкционной операции для высвобождения компонентов.
Как показано, 3D-принтер 100, в качестве примера, может быть выполнен с возможностью одновременного приема первой конструкционной коробки 10 и второй конструкционной коробки 20, в соответствующие им первое и второе конструкционные положения конструкционной коробки, соответственно, причем указанные положения отделены друг от друга. В своем конструкционном положении конструкционной коробки соответствующая констукционная коробка определяет, соответственно, первое и второе конструкционные пространства.
Соответстенно, с использованием 3D-принтера 100 может быть сформирован первый набор слоев в первой конструкционной коробке 10 и, одновременно, может быть сформирован второй набор слоев во второй конструкционной коробке 20, при этом каждый из наборов слое содержит один или более компонентов, включенных в состав неотвердженного материала в виде частиц (по меньшей мере на отдельных участках).
Как показано, первая конструкционная коробка 10 и/или вторая конструкционная коробка 20 может, в качестве примера, содержать периферийную стеночную конструкцию 12 и 22, соответственно, проходящую в вертикальном направлении и ограничивающую внутреннее пространство соответствующей конструкционной коробки. В данном примере соответствующая вертикальная периферийная стеночная конструкция имеет прямоугольную в плане форму с двумя длинными и двумя короткими сторонами.
Как показано, первая или вторая конструкционная платформа, в качестве примера, может поступать во внутреннее пространство соответствующей конструкционной коробки, проходящее в направлении по горизонтали. При этом конструкционная платформа 24 второй конструкционной коробки 20 показана на фиг. 1, а конструкционная платформа первой конструкционной коробки 10 смещена вниз.
При этом первое и второе конструкционные пространства В1 и В2, соответственно, определены соответствующим внутренним пространством конструкционной коробки над соответствующей конструкционной платформой, открытым в направлении вверх, и в котором может быть сформирован по меньшей мере один компонент с помощью 3D-принтера во время нахождения конструкционной коробки в ее соответствующем конструкционном положении конструкционной коробки.
Первая конструкционная платформа и/или вторая конструкционная платформа 24, в качестве примера, может быть регулируемой по высоте, так, что можно послойно опускать соответствующую конструкционную платформу для формирования компонента. Таким образом, конструкционные пространства В1 и В2, соответственно, можно постепенно увеличивать в ходе соответствующей конструкционной операции.
Как показано на фиг. 1, первое конструкционное пространство В1 и/или второе конструкционное пространство В2, в качестве примера, могут иметь две длинные в плане стороны и две короткие в плане стороны. В качестве примера, размер соответствующей короткой стороны может быть менее или равен 1,8 м, что обеспечивает возможность эргономичного высвобождения компонентов при перемещении/прохождении вдоль двух длинных сторон соответствующей конструкционной коробки 10 и 12.
Как также показано на фиг. 1, первое конструкционное пространство В1 и второе конструкционное пространство В2, в качестве примера, могут быть расположены по соседству друг с другом вдоль соответствующей короткой стороны, например, по существу вдоль всей соответствующей короткой стороны. Иначе говоря, короткие стороны указанных двух конструкционных пространств В1 и В2 могут быть расположены друг напротив друга, а соответствующие две длинные стороны могут продолжать друг друга.
Как показано на фиг. 1, 3D-принтер 100 может, в качестве примера, содержать систему 30 нанесения слоя, выполненную с возможностью перемещения через первое конструкционное пространство В1 и второе конструкционное пространство В2 в первом направлении Н1 по горизонтали для подачи в первое и второе конструкционные пространства конструкционного материала в виде равномерного слоя соответствующего конструкционного материала, подлежащего отверждению.
Как показано, первое направление Н1 по горизонтали, в качестве примера, может быть перпендикулярно длинным сторонам и/или параллельно коротким сторонам.
Система 30 нанесения слоя может, в качестве примера, содержать первое устройство 32 нанесения слоя, назначенное первому конструкционному пространству В1, и второе, отдельное от первого, устройство 34 нанесения слоя, назначенное второму конструкционному пространству В2.
Первое устройство 32 нанесения слоя и второе устройство 34 нанесения слоя, в качестве примера, могут быть жестко соединены с возможностью совместного перемещения через первое конструкционное пространство и второе конструкционное пространство, соответственно.
Пример такой системы 30 нанесения слоя раскрыт ниже на примере фиг. 17, а пример устройства 32, 34 нанесения слоя раскрыт ниже на примере фиг. 18.
Как показано на фиг. 1, 3D-принтер 100 может, в качестве примера, содержать общее печатающее устройство 50, выполненное с возможностью перемещения через первое конструкционное пространство В1 и второе конструкционное пространство В2 во втором направлении Н2 по горизонтали для выборочного отверждения подобласти нанесенного ранее слоя конструкцонного материала в соответствующем конструкционном пространстве путем управляемой выдачи текучего обрабатывающего агента, например, связущего агента.
Как показано, второе направление по горизонтали, в качестве примера, может быть перпендикулярно первому направлению Н1 по горизонтали и/или перпендикулярно коротким сторонам конструкционного пространства.
Общее печатающее устройство 50 может, в качестве примера, содержать общую печатающую головку 52, содержащую одно или более печатающих сопел. Печатающая головка 52 может подавать в первое конструкционное пространство В1 и во второе конструкционное пространство В2 обрабатывающий агент. Иначе говоря, первое конструкционное пространство В1 и второе конструкционное пространство В2 совместно используют одну и ту же печатающую головку 52 и одно или более ее печатающих сопел, соответственно.
Как показано, печатающее устройство 50 может, в качестве примера, содержать направляющую конструкцию 54, проходящую в продольном направлении соответствующего конструкционного пространства по существу вдоль всех двух конструкционных пространств В1 и В2 (в данном примере над конструкционными пространствами по вертикали), и вдоль которой может перемещаться печатающая головка 52 во втором направлении Н2 по горизонтали.
Печатающая головка 52 может содержать зону выдачи обрабатывающего агента, образованную печатающими соплами, больший размер которой соответствует, например, части, например, как показано, по существу половине длины/размера соответствующей короткой стороны конструкционного пространства. Как показано, печатающее устройство 50 может, в качестве примера, содержать вторую направляющую конструкцию 56, могущую перемещаться вдоль первой направляющей конструкции 54 вместе с печатающей головкой, и вдоль которой может перемещаться печатающая головка 52 в первом направлении Н1 по горизонтали, что обеспечивает возможность перемещения печатающей головки 52 по в целом извилистой, например, U-образной, траектории над/через два конструкционных пространства В1 и В2.
В вертикальном направлении печатающая головка 52, в качестве примера, может быть расположена на расстоянии от первого устройства 32 нанесения слоя и второго устройства 34 нанесения слоя, что обеспечивает возможность ее перемещения по горизонтали в отдельной горизонтальной плоскости, например, над устройствами нанесения слоя.
Как также показано на фиг. 1, 3D-принтер 100 может, в качестве примера, содержать общую каркасную конструкцию 70, в которой расположены как первое конструкционное пространство В1, в данном примере образованное первой конструкционной коробкой 10, так и второе конструкционное пространство В2, в данном примере образованное второй конструкционной коробкой 20.
Как также показано на фиг. 1, 3D-принтер 100 может, в качестве примера, содержать общий кожух 80, в котором помещаются как первое конструкционное пространство В1, в данном примере образованное первой конструкционной коробкой 10, так и второе конструкционное пространство В2, в данном примере образованное второй конструкционной коробкой 20. Как показано, общий кожух может, в качестве примера, содержать непрерывную часть кожуха или стеночную часть, по меньшей мере частично покрывающую как первое конструкционное пространство, так и второе конструкционное пространство.
Как также показано на фиг. 1, 3D-принтер 100 может, в качестве примера, содержать первый проем 82 для ввода конструкционной коробки и второй проем 84 для ввода конструкционной коробки, которые, в качестве примера, могут быть предусмотрены на общей стороне 3D-принтера 100 и посредством которых первая конструкционная коробка 10 и вторая конструкционная коробка 20, соответственно, могут быть введены в их соответствующие конструкционные положения конструкционной коробки в 3D-принтере.
Как также показано на фиг. 1, 3D-принтер 100 может, в качестве примера, содержать общий шкаф 76 управления и общую станцию 78 управления, например, содержащую общую панель управления.
На фиг. 2 и 3, соответственно, схематически изображены виды в аксонометрии 3D-принтера по второму варианту осуществления изобретения, при этом на фиг. 2 не показаны такие компоненты 3D-принтера, как кожух и подающий блок устройства нанесения слоя. Кроме того, на фиг. 3 часть 3D-принтера показана в разрезе на передней стороне слева, чтобы можно было видеть, например, первую конструкционную платформу.
Описание признаков, схожих с признаками 3D-принтера по первому варианту осуществления или идентичных им, частично опущено.
3D-принтер 100 по второму варианту осуществления выполнен с возможностью послойного формирования трехмерного компонента путем формирования слоев конструкционного материала в виде частиц, лежащих один на другом, и выборочного отверждения частичной области соответствующего слоя строительного материала, например, путем выполнения способа выборочной печати обрабатывающим агентом.
3D-принтер 100 также выполнен с возможностью формирования одного или более первых трехмерных компонентов в первом конструкционном пространстве В1, расположенном в 3D-принтере, и одновременно одного или более вторых трехмерных компонентов во втором конструкционном пространстве В2, расположенном по соседству с первым конструкционным пространством на расстоянии от него по горизонтали в 3D-принтере.
Как и в первом варианте, 3D-принтер 100 по второму варианту осуществления может, в качестве примера, содержать первую конструкционную коробку 10 и вторую конструкционную коробку 20, например, также выполненные в виде передвижных конструкционных коробок, которые можно удалить из 3D-принтера 100 по завершении соответствующей конструкционной операции для высвобождения указанных компонентов. При этом 3D-принтер 100 выполнен с возможностью одновременного приема первой конструкционной коробки 10 и второй конструкционной коробки 20 в соответствующие им первое и второе конструкционные положения конструкционной коробки, соответственно, причем указанные положения отделены друг от друга. Как показано на фиг. 2, первая конструкционная коробка 10 и/или вторая конструкционная коробка 20 могут, в качестве примера, содержать периферийные стеночные конструкции 12 и 22, соответственно, проходящие в вертикальном направлении и ограничивающие внутреннее пространство соответствующей конструкционной коробки. В данном примере вертикальная периферийная стеночная конструкция имеет прямоугольную в плане форму. Как показано на фиг. 3, соответственно, первая конструкционная платформа 14 и вторая конструкционная платформа 24, проходящие в направлении по горизонтали, в качестве примера, могут быть приняты во внутреннем пространстве соответствующей конструкционной коробки. Первая конструкционная платформа 12 и/или вторая конструкционная платформа 24, в качестве примера, могут быть выполнены с возможностью регулирования по высоте, что обеспечивает возможность, например, послойного опускания соответствующей конструкционной платформы для формирования компонента. При этом номер позиции 18 обозначает неподвижный, соединенный с установкой, подъемный привод для первой конструкционной коробки 10. При этом также возможно использование подъемного привода, интегрированного в конструкционную коробку. При этом первое и второе конструкционные пространства В1 и В2 определены соответствующими внутренними пространствами конструкционных коробок над соответствующими конструкционными платформами, открытыми в направлении вверх, в которых может быть сформирован по меньшей мере один компонент с помощью 3D-принтера, когда конструкционная коробка находится в своем соответствующем конструкционном положении конструкционной коробки. См. фиг. 4.
Как показано, первое конструкционное пространство В1 и/или второе конструкционное пространство В2, в качестве примера, может иметь две длинные в плане стороны и две короткие в плане стороны. Как и в первом варианте, размер соответствующей короткой стороны, может, в качестве примера, быть менее или равен 1,8 м. Как и в первом варианте, два конструкционных пространства могут быть расположены по соседству друг от друга вдоль двух коротких сторон.
Кроме того, на фиг. 2 и 3 показан опциональное устройство 16 и 26 подачи конструкционной коробки, посредством которого обеспечивается перемещение, соответственно, первой конструкционной коробки 10 и второй конструкционной коробки 20 в их конструкционное положение конструкционной коробки в 3D-принтере. Как показано, соответствующее устройство подачи конструкционной коробки, в качестве примера, может быть выполнено в виде роликового транспортера.
Как показано на фиг. 2 и 3, 3D-принтер 100 может, в качестве примера, содержать систему 30 нанесения слоя, которая может перемещаться через первое конструкционное пространство В1 и второе конструкционное пространство В2 в первом направлении Н1 по горизонтали для подачи в первое и второе конструкционные пространства конструкционного материала в виде равномерного слоя соответствующего конструкционного материала, подлежащего отверждению, например, параллельно друг другу. Как показано, первое направление Н1 по горизонтали, в качестве примера, может быть перпендикулярно длинным сторонам и/или параллельно коротким сторонам, при этом система 30 нанесения слоя может содержать, например, первое устройство 32 нанесения слоя, назначенное первому конструкционному пространству В1, и отдельное второе устройство 34 нанесения слоя, назначенное второму конструкционному пространству В2. Пример такой системы 30 нанесения слоя раскрыт ниже на примере фиг. 17, а пример устройства 32, 34 нанесения слоя раскрыт ниже на примере фиг. 18.
Как показано на фиг. 2, 3D-принтер может, в качестве примера, содержать линейную направляющую конструкцию 33, которая выступает в качестве направляющей для продольного конца (здесь левого) первого устройства 32 нанесения слоя, что обеспечивает возможность его линейного перемещения. Другая линейная направляющая конструкция, в качестве примера, может быть расположена на продольном конце (здесь правом) второго устройства 34 нанесения слоя. Еще одна линейная направляющая конструкция, в качестве примера, может быть предусмотрена между двумя устройствами 32, 34 нанесения слоя. Соответствующая линейная направляющая конструкция, в качестве примера, может быть оперта на/поддерживаться общей каркасной конструкцией 70.
Как показано на фиг. 2 и 3, 3D-принтер 100 может, в качестве примера, содержать общее печатающее устройство 50, выполненное с возможностью перемещения через первое конструкционное пространство В1 и второе конструкционное пространство В2 во втором направлении Н2 по горизонтали (например, одно за другим) для выборочного отверждения частичной зоны ранее нанесенного слоя конструкционного материала в соответствующем конструкционном пространстве, путем управляемой выдачи текучего обрабатывающего агента. Как показано, второе направление по горизонтали, в качестве примера, может быть перпендикулярно первому направлению Н1 по горизонтали. Несмотря на то, что взаимно перпендикулярная ориентация первого и второго направлений по горизонтали хорошо зарекомендовала себя на практике, в целом можно, например, как наносить слои, так и осуществлять печать в одном и том же горизонтальном направлении, например, соответственно, в продольном направлении двух конструкционных пространств, т.е. по направлению Н2.
Общее печатающее устройство 50 может, в качестве примера, содержать общую печатающую головку 52, содержащую одно или более печатающее сопло, и/или направляющую конструкцию 54 (например, линейную направляющую конструкцию), вдоль которой может перемещаться печатающая головка 52. Направляющая конструкция 54, в качестве примера, может проходить в продольном направлении соответствующего конструкционного пространства по существу вдоль обоих конструкционных пространств В1 и В2, что обеспечивает возможность перемещения печатающей головки во втором направлении Н2 по горизонтали.
Как показано на фиг. 2, 3D-принтер 100 может, в качестве примера, содержать несущую конструкцию 58 (например, вытянутую непрерывную несущую конструкцию), с которой жестко соединена первая направляющая конструкция 54 и которая, в свою очередь, жестко соединена с каркасной конструкцией 70 3D-принтера.
Печатающая головка 52 может содержать зону выдачи обрабатывающего агента, образованную печатающими соплами, больший размер которой соответствует, например, части, например, как показано, по существу половине длины/размера соответствующей короткой стороны конструкционного пространства. Как показано, печатающее устройство 50 может, в качестве примера, содержать вторую направляющую конструкцию 56, могущую перемещаться вдоль первой направляющей конструкции 54 вместе с печатающей головкой, и вдоль которой может перемещаться печатающая головка 52 в первом направлении Н1 по горизонтали, что обеспечивает возможность перемещения печатающей головки 52 по в целом извилистой, например, U-образной, траектории через два конструкционных пространства В1 и В2.
Как показано на фиг. 3, 3D-принтер 100 может, в качестве примера, содержать выполненный как одно целое общий подающий блок 60 устройства нанесения слоя. Как показано, подающий блок 60 устройства нанесения слоя расположен, например, в вертикальном направлении над первым и вторым устройствами 32, 34 нанесения слоя. Подающий блок 60 устройства нанесения слоя может подавать конструкционный материал как в первое, так и во второе устройства 32, 34 нанесения слоя. Например, подающий блок 60 устройства нанесения слоя может содержать общий смесительный блок (не показан), например, содержащий общий смесительный контейнер, снабженный мешалкой, при этом приготовленный в смесительном контейнере конструкционный материал может быть подан в первое и второе устройства 32, 34 нанесения слоя посредством разветвленной подающей конструкции в случае их перемещения в соответствующее положение наполнения. Для этого соответствующее устройство нанесения слоя может, в качестве примера, содержать подающий бункер конструкционного материала, например, воронкообразный в поперечном сечении. Для первого устройства 32 нанесения слоя такой подающий бункер конструкционного материала показан на фиг. 2 на правой стороне устройства нанесения слоя, при этом, за исключением него, устройство нанесения слоя закрыто в направлении вверх. Второе устройство 34 нанесения слоя, в качестве примера, может быть снабжено аналогичным подающим бункером конструкционного материала, например, на его продольном конце, обращенном к первому устройству 32 нанесения слоя. Видимая на фиг. 3 часть подающего блока 60 устройства нанесения слоя содержит первый и второй накопительный контейнер, из которых в смесительный контейнер может подаваться соответствующий компонент конструкционного материала (например, материала в виде частиц). Кроме того, в смесительный контейнер могут быть подведены одна или несколько линий подачи жидкости.
Фиг. 4-14 схематически изображают виды в аксонометрии 3D-принтера 100 на фиг. 2 и 3, посредством которых далее будет раскрыт процесс изготовления компонента с помощью 3D-принтера 100 по одному из примеров осуществления изобретения. Для большей наглядности раскрытия способа, часть 3D-принтера показана на фигуре в разрезе (согласно выделенному виду спереди в левой части).
3D-принтер 100 выполняет генеративный способ изготовления, в котором один или более трехмерных компонентов, например, форму для заливки или формовочный стержень, соответственно, послойно формируют в ходе соответствующей конструкционной операции одновременно в первом конструкционном пространстве В1 и втором конструкционном пространстве В2 общего 3D-принтера 100, расположенном по соседству с первым конструкционным пространством на расстоянии от него по горизонтали, путем формирования слоев конструкционного материала в виде частиц, например, содержащего частицы песка, лежащих один на другом, и выборочного отверждения частичной области соответствующего слоя конструкционного материала в соответствующем конструкционном пространстве.
Как показано на фиг. 4, для указанного генеративного способа изготовления может быть характерно следующее:
первое конструкционное пространство В1 может быть расположено над первой конструкционной платформой 14, а второе конструкционное пространство В2 может быть расположено над второй конструкционной платформой 24, и/или
первое конструкционное пространство В1 может быть определено первой конструкционной коробкой 10, а второе конструкционное пространство В2 может быть определено второй конструкционной коробкой 20, и/или
первое и второе конструкционные пространства В1, В2 могут содержать, соответственно, две длинные в плане и две короткие в плане стороны,
каждое конструкционное пространство может обслуживаться отдельным устройством 32, 34 нанесения слоя (см. также фиг. 5), для чего соответствующее устройство нанесения слоя проходит через свое соответствующее конструкционное пространство, например, перпендикулярно его длинным сторонам, и/или
оба конструкционных пространства могут обслуживаться общей печатающей головкой 52, для чего общая печатающая головка проходит через первое и второе конструкционные пространства, например, перпендикулярно их коротким сторонам, например, по извилистой, например, U-образной, траектории (как более подробно описано ниже), и/или
первое конструкционное пространство В1 и второе конструкционное пространство В2 могут быть размещены в общем кожухе 80, и/или
первое конструкционное пространство В1 и второе конструкционное пространство В2 могут быть расположены в общей каркасной конструкции 70, и/или
конструкционный материал в первое устройство 32 нанесния слоя и во второе устройство 34 нанесения слоя может загружать общий подающий блок 60 устройства нанесения слоя.
Общая печатающая головка 52, в качестве примера, может перемещаться в первой горизонтальной плоскости, а два устройства 32, 34 нанесения слоя могут перемещаться во второй горизонтальной плоскости, расположенной на вертикальном расстоянии от первой горизонтальной плоскости и находящейся, например, под ней.
Например, печатающая головка 52 может перемещаться со скоростью, превышающей скорость соответствующего устройства 32, 34 нанесения слоя.
Как показано на фиг. 4, согласно генеративному способу изготовления, две конструкционные платформы 14 и 24 могут опускаться на толщину одного слоя из положения, показанного на фиг. 3, когда две конструкционные коробки 10, 20 находятся в своих конструкционных положениях. Печатающая головка 52 расположена на правой передней стороне на фиг. 4, а система 30 нанесения слоя расположена сзади.
Как показано на фиг. 5, далее система 30 нанесения слоя может быть перемещена вперед в направлении Н1 по горизонтали для укладки первого слоя конструкционного материала на первую конструкционную платформу 14 с помощью первого устройства 32 нанесения слоя и укладки второго слоя конструкционного материала на вторую конструкционную платформу 24 с помощью второго устройства 34 нанесения слоя. При этом толщина слоя показана увеличенной в размере относительно других компонентов. Печатающая головка 52 все еще расположена справа спереди.
Как показано на фиг. 6, далее может происходить перемещение печатающей головки 52 в направлении Н2 по горизонтали на левую переднюю сторону для выборочной подачи, точнее, печати посредством обрабатывающего агента по очереди передней частичной области (в данном примере передней половины) второго слоя конструкционного материала и на передней частичной области (в данном примере передней половины) первого слоя конструкционного материала. Система 30 нанесения слоя остается в своем положении, показанном на фиг. 5.
Как показано на фиг. 7, затем печатающую головку 52 можно переместить в направлении Н1 по горизонтали назад налево для выравнивания печатающей головки 52 для выборочной печати задней частичной области соответствующего слоя конструкционного материала. Система 30 нанесения слоя остается в своем положении, показанном на фиг. 5 и 6.
Как показано на фиг. 8, затем печатающую головку 52 можно переместить в направлении Н2 по горизонтали назад направо для выборочной подачи, точнее, печати обрабатывающим агентом по очереди задней частичной области (в данном примере задней половины) первого слоя конструкционного материала и задней частичной области (в данном примере задней половины) второго слоя конструкционного материала. Система 30 нанесения слоя все еще остается в своем положении, показанном на фиг. 5-7.
Таким образом, слой конструкционного материала расположен по всей поверхности в каждом конструкционном пространстве, где происходит выборочная обработка обрабатывающим агентом, при этом обрабатывающий агент способствует (немедленному и/или последующему) отверждению материала в виде частиц в области выборочной обработки.
Как показано на фиг. 9, затем две конструкционные платформы 14 и 24 можно опустить на толщину еще одного слоя. Система 30 нанесения слоя все еще остается в переднем положении. Печатающая головка 52 была перемещена из положения сзади справа в положение впереди справа.
Как показано на фиг. 10, затем система 30 нанесения слоя может быть перемещена назад в направлении Н1 по горизонтали для укладки другого первого слоя конструкционного материала на первую конструкционную платформу 14 с помощью первого устройства 32 нанесения слоя и для укладки другого второго слоя конструкционного материала на вторую конструкционную платформу 24 с помощью второго устройства 34 нанесения слоя. Таким образом, в качестве примера, система 30 нанесения слоя выполнена в виде системы нанесения слоя двунаправленного действия. Печатающая головка 52 все еще расположена спереди справа.
Как показано на фиг. 11, затем печатающую головку 52 можно переместить вперед налево в направлении Н2 по горизонтали для выборочной подачи, точнее, печати обрабатывающим агентом по очереди передней частичной области (в данном примере передней половины) другого второго слоя конструкционного материала и передней частичной области (в данном примере передней половины) другого первого слоя конструкционного материала. Система 30 нанесения слоя остается в своем заднем положении.
Как показано на фиг. 12, затем печатающую головку 52 можно переместить в направлении Н1 по горизонтали назад налево для выравнивания печатающей головки 52 для выборочной печати на задней частичной области, соответственно, другого слоя конструкционного материала. Система 30 нанесения слоя остается в своем заднем положении. Номер позиции 59 на фиг. 12 обозначает опциональную станцию очистки печатающей головки, где печатающая головка 52 может быть очищена до конструкционной операции и/или после конструкционной операции и/или во время конструкционной операции (например, во время прохода устройства нанесения слоя).
Как показано на фиг. 13, затем печатающую головку 52 можно переместить в направлении Н2 по горизонтали назад направо для выборочной подачи, точнее, печати обрабатывающим агентом по очереди задней частичной области (в данном примере задней половины) другого первого слоя конструкционного материала и задней частичной области (в данном примере задней половины) другого второго слоя конструкционного материала. Система 30 нанесения слоя остается в своем заднем положении.
Как показано на фиг. 14, вышеуказанные шаги можно повторять для формирования набора слоев материала в виде частиц в соответствующем конструкционном пространстве, содержащего, соответственно, по меньшей мере один компонент отвержденного материала в виде частиц (не показано).
На фиг. 15 и 16 изображена система 200 3D-принтера по одному из вариантов осуществления изобретения.
Как показано на фиг. 15 и 16, система 200 3D-принтера может содержать один или более 3D-принтеров (в данном примере - два) в соответствии с настоящим изобретением, например, один или более 3D-принтеров 100 по первому варианту осуществления и/или один или более 3D-принтеров 100 по второму варианту осуществления.
Кроме того, система 200 3D-принтера может, в качестве примера, содержать безоператорную транспортную систему 90 для автоматической загрузки конструкционных коробок в 3D-принтер 100. Безоператорная транспортная система 90 может, в качестве примера, содержать рельсовую систему 94, выходящую за пределы 3D-принтера 100 на стороне первого и второго проемов 82, 84 для ввода конструкционной коробки и вдоль которой обеспечена возможность перемещения соответствующей конструкционной коробки из числа первой и второй конструкционных коробок. Безоператорная транспортная система 90 в качестве примера, может дополнительно содержать транспортную тележку, выполненную с возможностью перемещения вдоль рельсовой системы 94 и с возможностью транспортирования по меньшей мере одной конструкционной коробки. Например, первая конструкционная коробка может быть транспортирована вперед проема 82 для ввода первой конструкционной коробки посредством транспортной системы 90 и может быть далее перемещена в ее конструкционное положение конструкционной коробки в 3D-принтере посредством первого роликового транспортера 16 (или альтернативного устройства подачи конструкционной коробки), при этом в указанном положении первая конструкционная коробка определяет первое конструкционное пространство. Аналогичным образом, вторая конструкционная коробка может быть транспортирована вперед проема 84 для ввода второй конструкционной коробки посредством транспортной системы 90 и может быть далее перемещена в ее конструкционное положение конструкционной коробки в 3D-принтере посредством второго роликового транспортера 26 (или альтернативного устройства подачи конструкционной коробки). При этом на фиг. 16 изображено состояние, в котором (только) первая конструкционная коробка перемещена в свое конструкционное положение. Раскрытый процесс загрузки конструкционной коробки для первой и второй конструкционных коробок, в качестве примера, может быть полностью автоматизированным.
Как показано на фиг. 15 и 16, вдоль транспортной системы могут быть расположены один или более опциональных компонентов 110, 120, 130, связанных с 3D-принтером 100 безоператорной транспортной системой.
В число указанных опциональных компонентов могут входить опциональный накопитель 110 конструкционных коробок, в которомсодержатся одна или более (в данном примере две) конструкционные коробки, и/или опциональная микроволновая печь 120, в которую может быть перемещена конструкционная коробка, например, для дополнительного отверждения находящихся в ней изготовленных компонентов, и/или опциональная станция 130 высвобождения, где может быть высвобожден (например, автоматизированным образом) компонент из заполняющего неотвержденного конструкционного материала в виде частиц, содержащего данный компонент. Высвобожденные компоненты, в качестве примера, можно накапливать в опциональном накопителе 140 компонентов, например, выполненном в форме полки.
Как также показано на фиг. 15 и 16, если система 200 3D-принтера содержит первый 3D-принтер 100 и второй 3D-принтер 100', первый и второй 3D-принтеры 100, 100' могут быть расположены на противоположных сторонах так, что первый и второй проемы 82, 84 для ввода конструкционной коробки первого 3D-принтера 100 и первый и второй проемы 82', 84' для ввода конструкционной коробки второго 3D-принтера 100' обращены друг к другу, а безоператорная транспортная система 90 проходит между первым и вторым 3D-принтерами так, что может обеспечить загрузку соответствующих конструкционных камер в первый и второй 3D-принтеры. В подобном случае безоператорную транспортную систему 90 можно именовать «общей безоператорной транспортной системой», поскольку она обслуживает оба 3D-принтера 100, 100'.
На фиг. 17 изображена возможная конфигурация системы 30 нанесения слоя для использования в 3D-принтере в соответствии с настоящим изобретением. Система 30 нанесения слоя, в качестве примера, может использоваться в 3D-принтере 100 по первому варианту осуществления и/или в 3D-принтере 100 по второму варианту осуществления.
Как показано на фиг. 17, система 30 нанесения слоя содержит первое устройство 32 нанесения слоя и отдельное от него второе устройство 34 нанесения слоя. Первое устройство 32 нанесения слоя может быть назначено первому конструкционному пространству (не показано), например, может покрывать всю его продольную протяженность, а второе устройство 34 нанесения слоя может быть назначено второму конструкционному пространству (не показано), например, может покрывать всю его продольную протяженность.
Система 30 нанесения слоя, в качестве примера, может быть расположена в 3D-принтере с возможностью перемещения через первое и второе конструкционные пространства в первом направлении по горизонтали для подачи в первое и второе конструкционные пространства конструкционного материала, подлежащего отверждению, в виде равномерного слоя конструкционного материала. Для этого первое устройство 32 нанесения слоя и второе устройство 34 нанесения слоя можно направлять параллельно для обеспечения возможности перемещения через соответствующие конструкционные области параллельно друг другу в первом направлении по горизонтали. По существу, можно перемещать первое устройство 32 нанесения слоя и второе устройство 34 нанесения слоя независимо друг от друга или перемещать их вместе через конструкционное поле. Последний вариант проиллюстрирован на фиг. 17 и будет подробно раскрыт ниже.
Первое и второе устройства 32, 34 нанесения слоя выполнены в виде так называемых «контейнерных устройств нанесения слоя», т.е. каждое из них содержит соответствующий контейнер, выполненный с возможностью перемещения через соответствующее конструкционное пространство и определяющий внутреннюю полость для приема конструкционного материала в виде частиц, ведущую в отверстие для выдачи конструкционного материала в виде частиц на конструкционное поле или в конструкционное пространство.
Как показано, первое и второе устройства 32, 34 нанесения слоя могут быть выполнены, например, вытянутыми. Иначе говоря, первое и второе устройства 32, 34 нанесения слоя могут быть выполнены в виде так называемых «щелевых устройств нанесения слоя». При этом длина (выпускной) щели соответствующего устройства нанесения слоя может превышать или быть равной длине относящегося к нему конструкционного пространства.
Как показано, первое устройство 32 нанесения слоя и второе устройство 34 нанесения слоя, в качестве примера, могут быть жестко соединены друг с другом, например, общей соединительной пластиной 36 для обеспечения возможности их совместного перемещения через первое конструкционное пространство и второе конструкционное пространство, соответственно.
При этом общая соединительная пластина 36, в качестве примера, может быть прикреплена к линейной направляющей конструкции (не показана), например, может на ней поддерживаться, например, на ползуне линейной направляющей конструкции. Сама линейная направляющая конструкция, в качестве примера, может быть прикреплена к каркасной конструкции (не показано). Соответствующее устройство нанесения слоя, в качестве примера, может быть прикреплено к другой линейной направляющей конструкции на ее свободном продольном конце. Например, первое устройство 32 нанесения слоя может быть жестко соединено со второй линейной направляющей конструкцией посредством пластины 37. Второе устройство 34 нанесения слоя может быть жестко соединено с третьей линейной направляющей конструкцией таким же образом.
Фиг. 18 изображает вид в поперечном разрезе устройства нанесения слоя для использования в системе 30 нанесения слоя на фиг. 17 и, соответственно, для использования в 3D-принтере в соответствии с настоящим изобретением, например, в 3D-принтере 100 по первому варианту осуществления и/или в 3D-принтере 100 по второму варианту осуществления.
Изображенное устройство нанесения слоя может быть использовано в качестве первого и/или второго устройства нанесения слоя системы системы нанесения слоя, в связи с чем на фиг. 18 указаны номера позиций 32 и 34.
Как показано, устройство 32, 34 нанесения слоя может содержать контейнер 38, определяющий внутреннюю полость для приема конструкционного материала в виде частиц, ведущую в отверстие для выдачи конструкционного материала в виде частиц. Контейнер 38, в качестве примера, может быть связан с несущей конструкцией 48 или жестко соединен с ней.
В качестве примера, над контейнером 38 может быть расположен так называемый «подающий контейнер» 40, подающий конструкционный материал в виде частиц в (расположенный ниже) контейнер 38. Подающий контейнер 40 может содержать распределительное устройство 42, в данном примере выполненное в виде шнека/винта, распределяющее конструкционный материал в виде частиц, подаваемый в подающий контейнер 40, в подающем контейнере 40. Конструкционный материал в сам подающий контейнер, в качестве примера, может подавать подающее устройство устройства нанесения слоя, например, подающее устройство 60 устройства нанесения слоя на фиг. 4. Для этого устройство нанесения слоя, в качестве примера, может быть перемещено в так называемое «положение наполнения устройства нанесения слоя» в 3D-принтере, в котором подающее устройство устройства нанесения слоя подает в него конструкционный материал.
Например, к устройству 32, 34 нанесения слоя может быть прикреплено затворное устройство 46, выполненное с возможностью выборочного закрытия отверстия для выдачи конструкционного материала в виде частиц. Затворное устройство данного типа может, в качестве примера, содержать одно или более (в данном примере два) вытянутых полых тела с соответствующей расширяющейся частью, где вытянутое полое тело может быть расширено путем подачи напорной текучей среды в полость полого тела, при этом расширение полого тела в указанной расширяющейся части обеспечивает закрытие отверстия. В качестве примера, расширяющаяся часть соответствующего полого тела выполнена изогнутой внутрь, как показано на фиг. 18, где затворное устройство изображено в открытом состоянии с открытым отверстием контейнера. Для закрытия отверстия контейнера происходит деформация двух расширяющихся частей наружу и навстречу друг другу под действием напорной текучей среды, подаваемой в соответствующее полое тело. Или же затворное устройство 46, в качестве примера, может быть выполнено в виде задвижки или запорного устройства.
В качестве примера, отверстие соответствующего устройства нанесения слоя может быть выборочно закрыто посредством затворного устройства (например, управляемым образом, т.е. с помощью блока управления) во избежание выброса материала в виде частиц во время ускорения/линейного ускорения перед конструкционной зоной и/или замедления за конструкционой зоной, когда устройство нанесения слоя осуществляет проход через соответствующую конструкционную зону, и/или для выборочного «выключения» или закрытия одного из устройств нанесения слоя после выполнения назначенной ему конструкционной операции. В варианте осуществления системы 30 нанесения слоя на фиг. 17, выключенное устройство нанесения слоя продолжает движение вместе с активным устройством нанесения слоя, чья конструкционная операция еще не завершена, при этом затворное устройство предотвращает выход материала в виде частиц из неработающего устройства нанесения слоя.
Как также показано на фиг. 18, к устройству 32, 34 нанесения слоя могут быть прикреплены один или более (в данном примере два) разглаживающих элемента 44, выполненных с возможностью разглаживания конструкционног материала в виде частиц, выдаваемого из отверстия, для выравнивания и/или уплотнения, тем самым, выданного материала в виде частиц. Прикрепление двух разглаживающих элементов 44 обеспечивает возможность эксплуатации устройства нанесения слоя в качестве устройства нанесения слоя двунаправленного действия, выполненного с возможностью нанесения равномерных слоев конструкционного материала в обеих направлениях (во время прохода и обратного прохода). Соответствующий разглаживающий элемент 44, в качестве примера, может быть выполнен из металла, например, стали, и/или иметь вытянутую форму, и/или может быть выполнен в виде ножа, и/или может содержать по существу плоскую нижнюю поверхность посредством которой можно выравнивать и/или уплотнять выданный материал в виде частиц.
Раскрытые выше конкретные примеры вариантов осуществления приведены для целей иллюстрирования и описания. Их не следует толковать как исчерпывающие или ограничивающие изобретение именно раскрытыми формами, при этом следует понимать, что возможны разнообразные модификации и изменения, следующие из раскрытой в настоящем описании идеи изобретения. Объем защиты определен пунктами прилагаемой формулы изобретения и их эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО НАНЕСЕНИЯ СЛОЯ ДЛЯ 3D-ПРИНТЕРА | 2015 |
|
RU2631793C1 |
| УСТРОЙСТВО НАНЕСЕНИЯ СЛОЯ ДЛЯ 3D-ПРИНТЕРА И СПОСОБ ДЛЯ НАНЕСЕНИЯ ДВУХ СЛОЕВ КОНСТРУКЦИОННОГО МАТЕРИАЛА В ВИДЕ ЧАСТИЦ | 2015 |
|
RU2641115C1 |
| МОБИЛЬНЫЙ СТРОИТЕЛЬНЫЙ 3D-ПРИНТЕР | 2016 |
|
RU2636980C1 |
| ПРОМЫШЛЕННЫЙ ОДНОПОРТАЛЬНЫЙ ОДНОПРОХОДНЫЙ ПЕСЧАНО-ПОЛИМЕРНЫЙ 3D-ПРИНТЕР | 2024 |
|
RU2838644C1 |
| Строительный 3D принтер | 2020 |
|
RU2753324C1 |
| Промышленный 3D-принтер для высокотемпературной печати | 2021 |
|
RU2770997C1 |
| 3D-принтер | 2022 |
|
RU2800191C1 |
| 3D-ПРИНТЕР | 2019 |
|
RU2698353C1 |
| 3D-ПРИНТЕР | 2017 |
|
RU2649738C1 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |
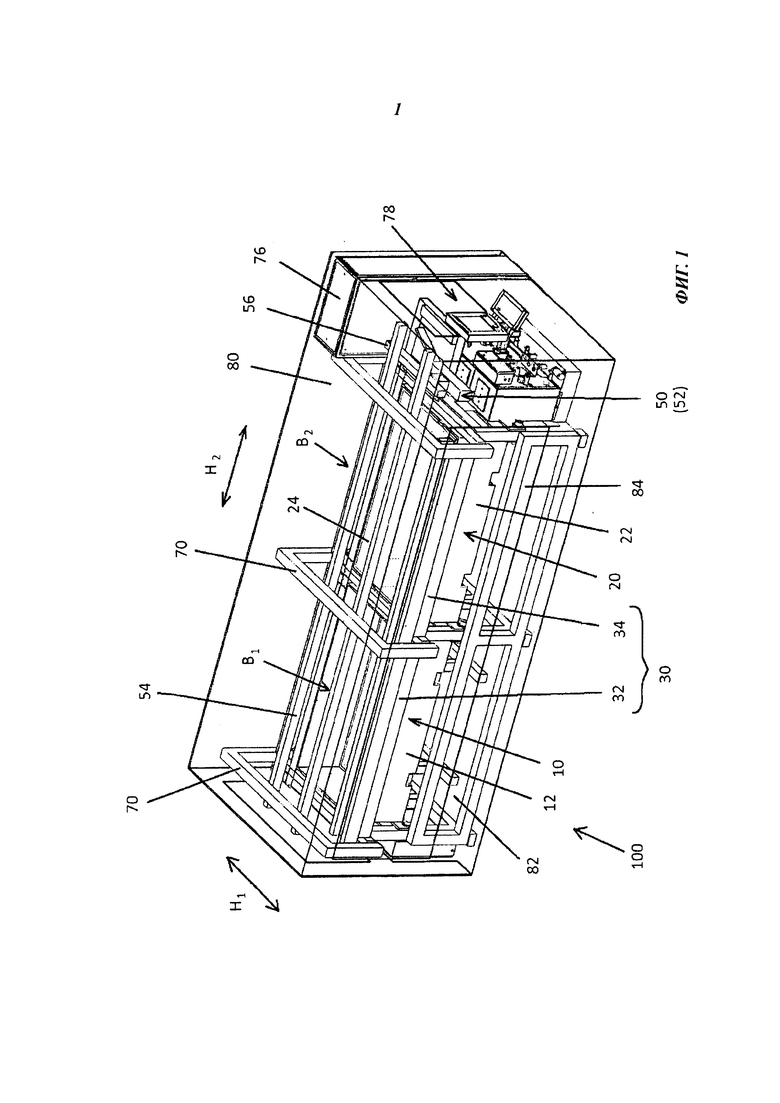
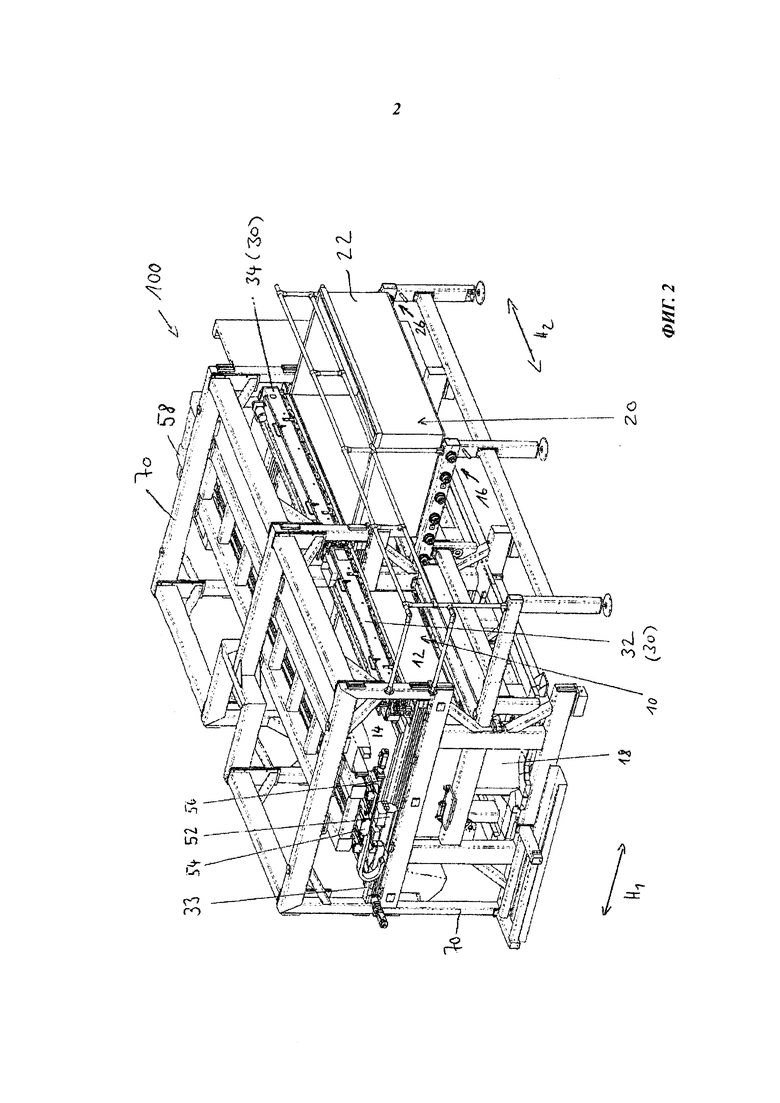
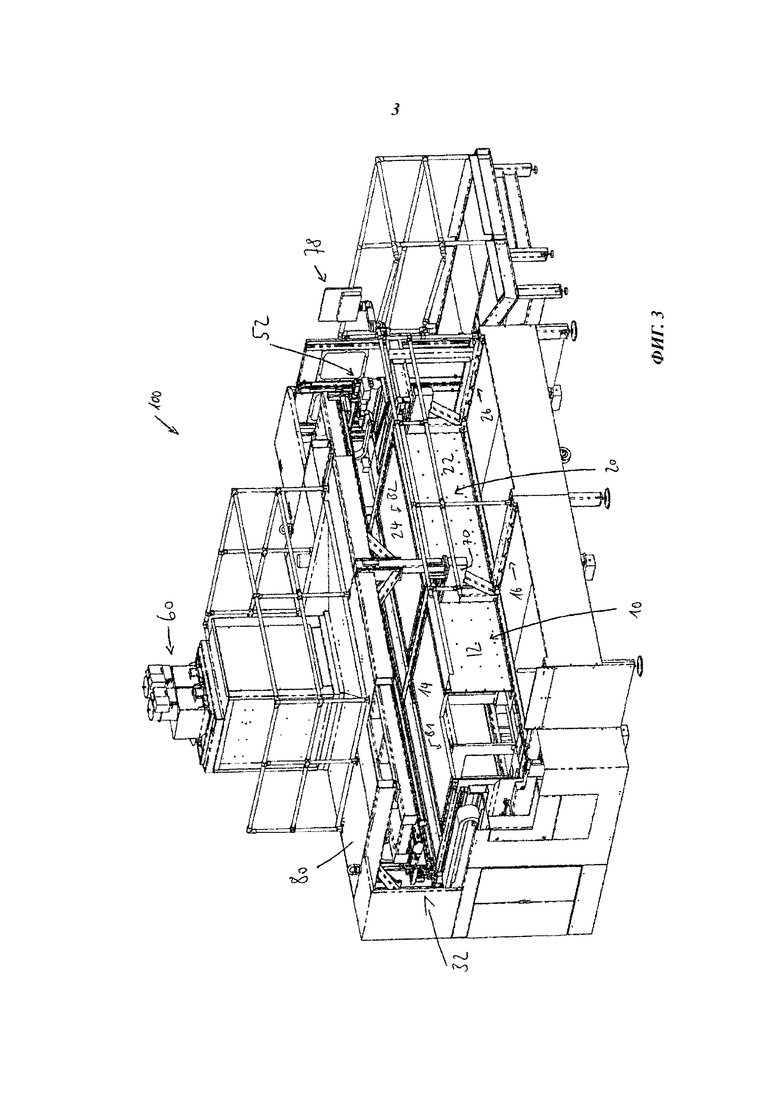
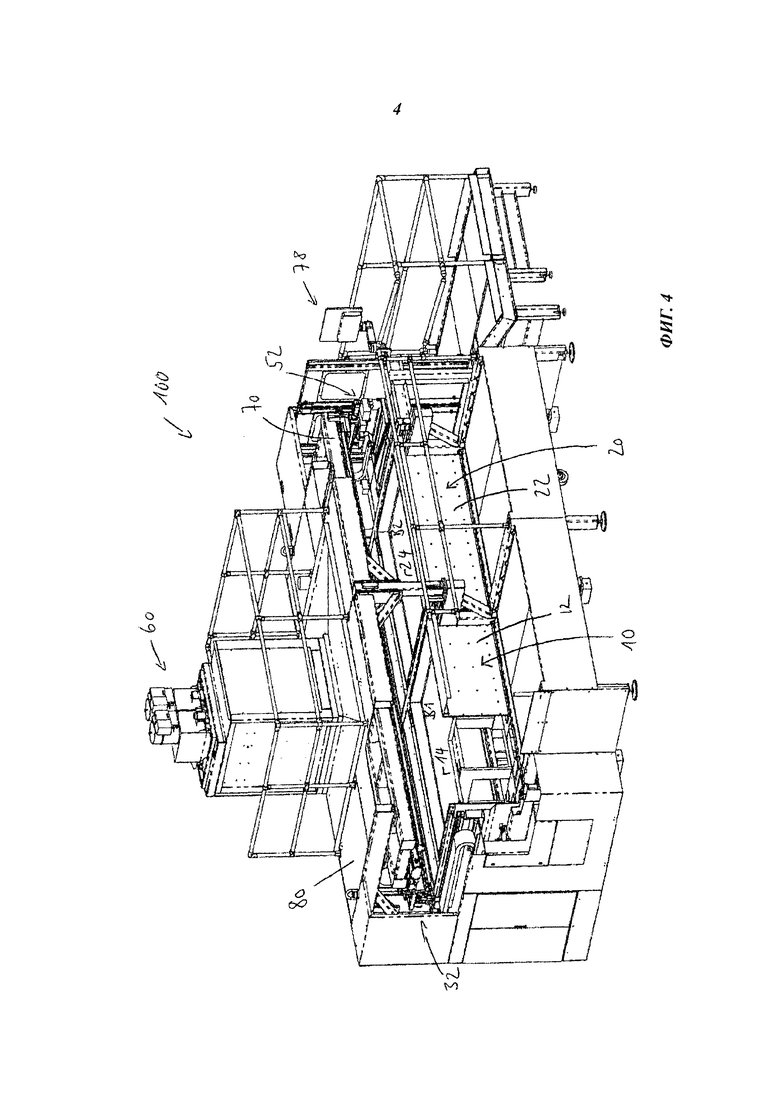
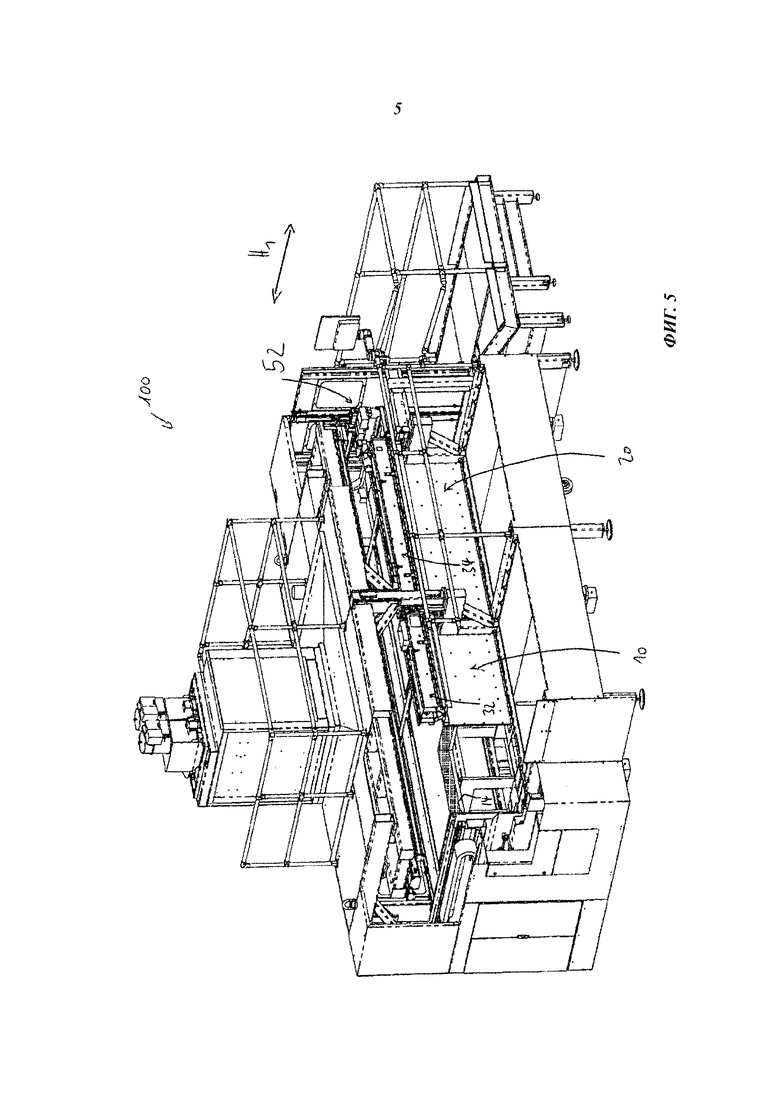
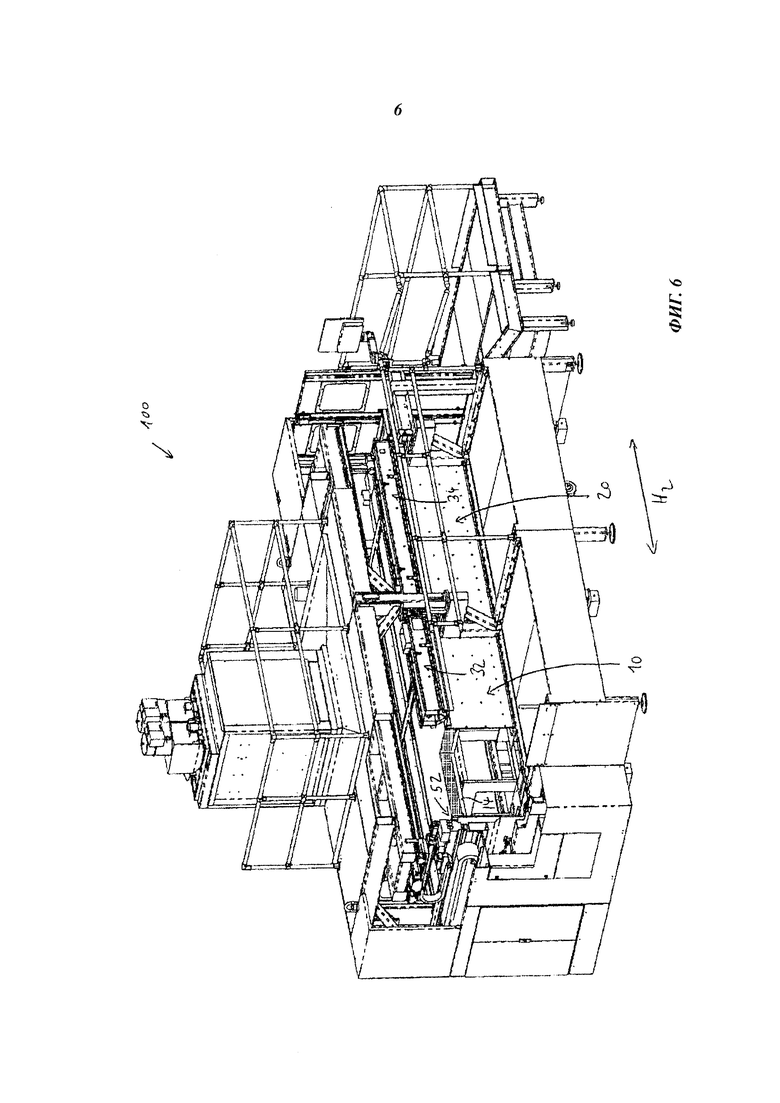
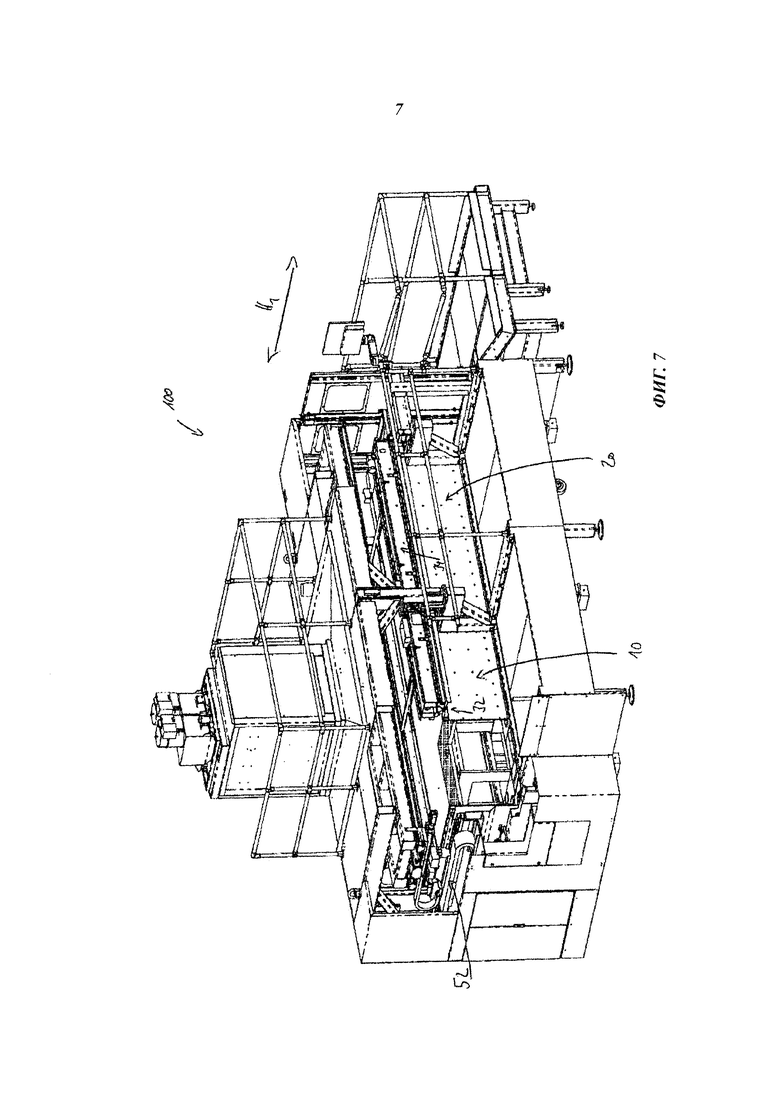
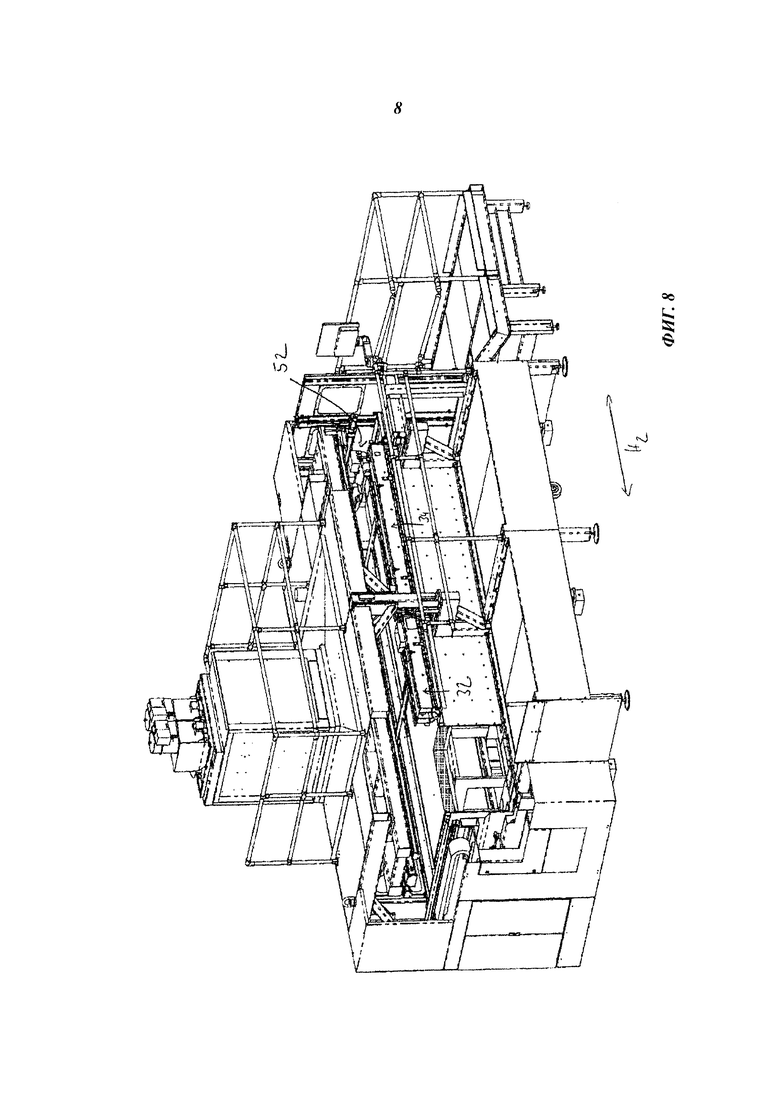
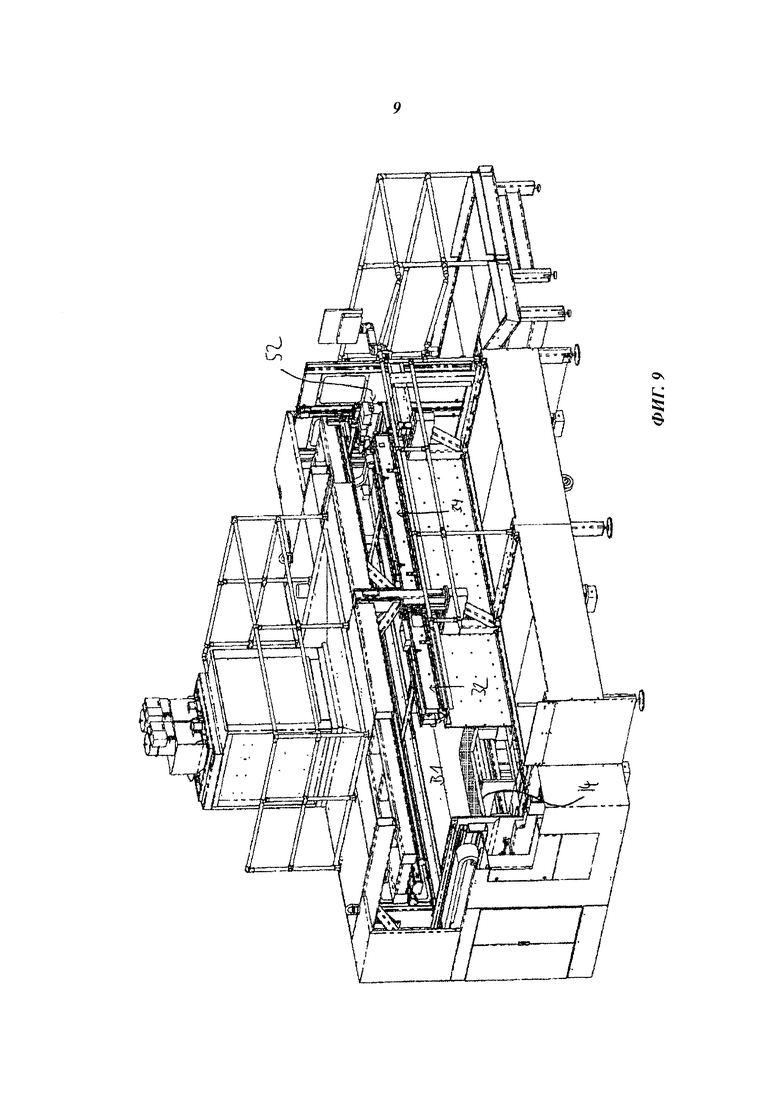
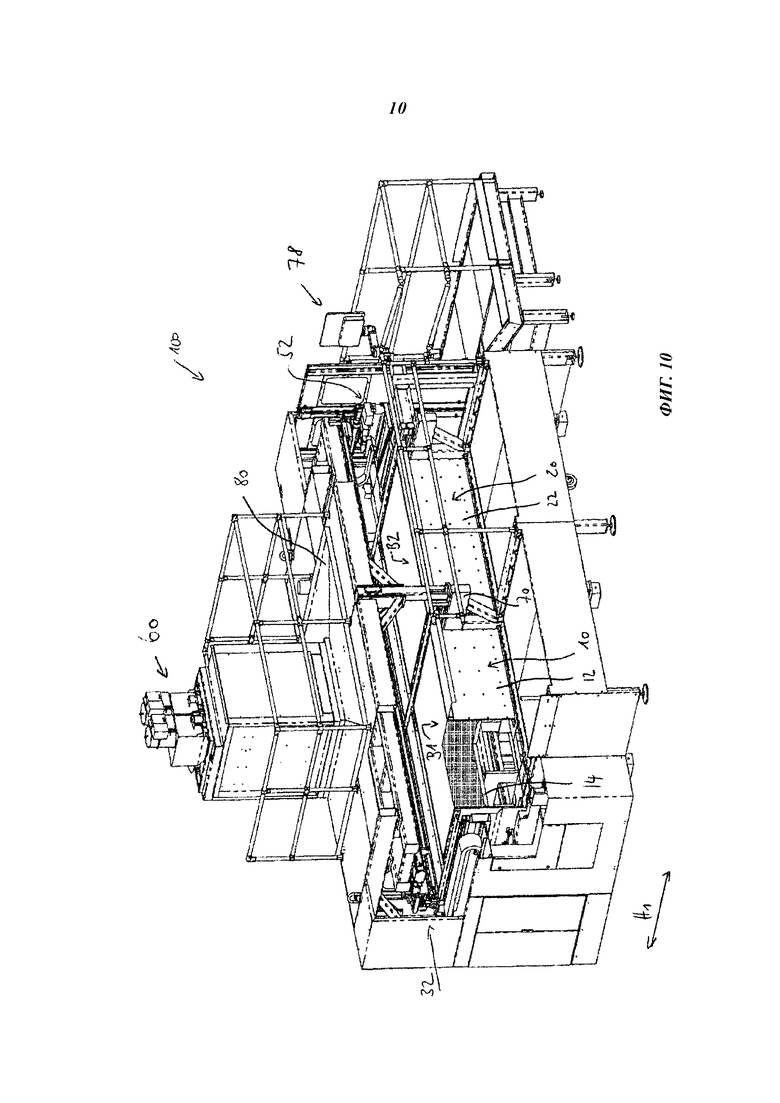
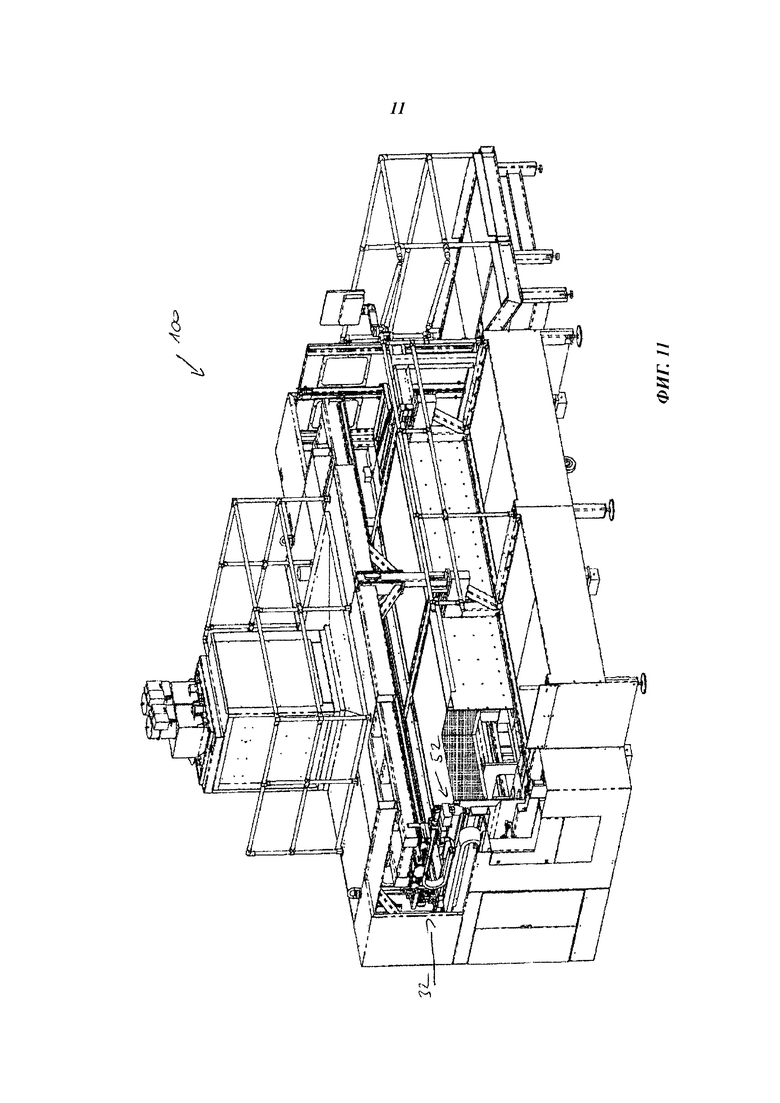
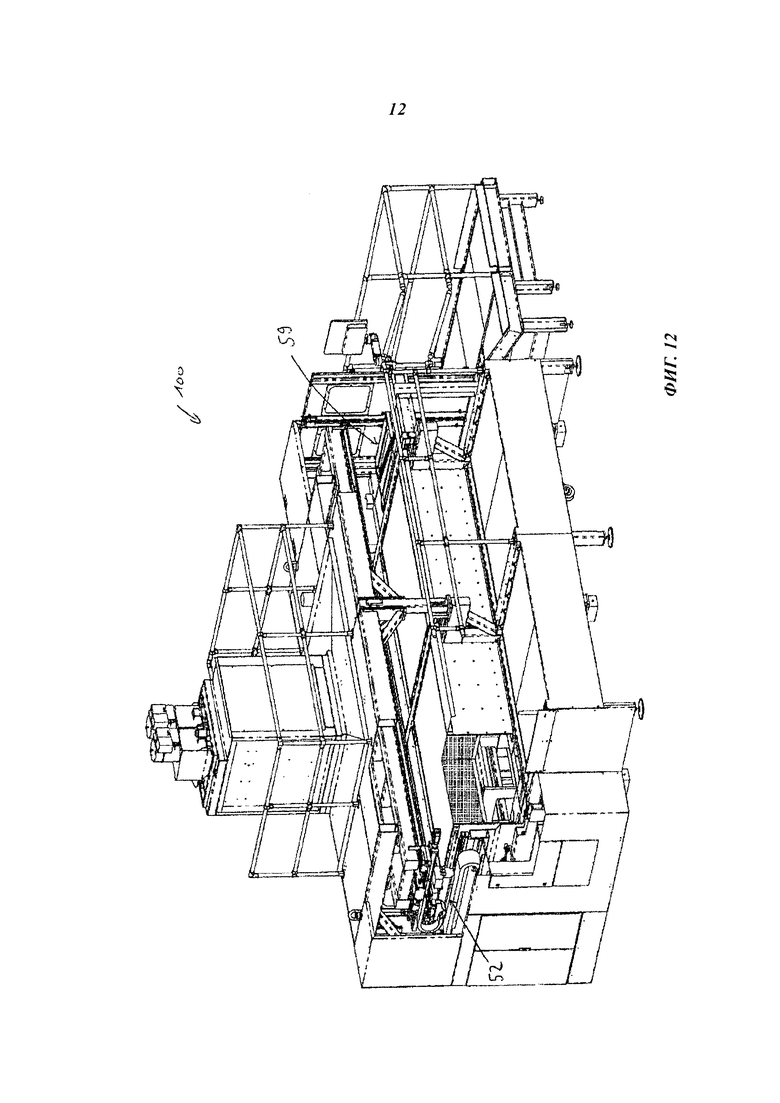
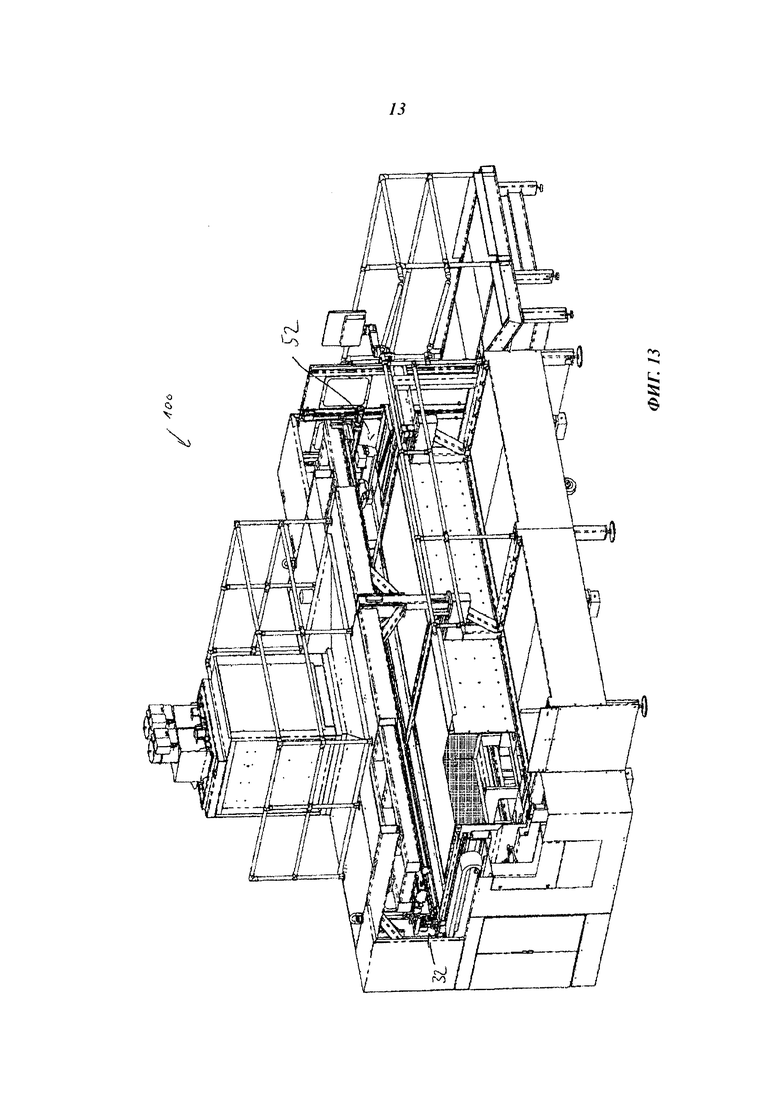
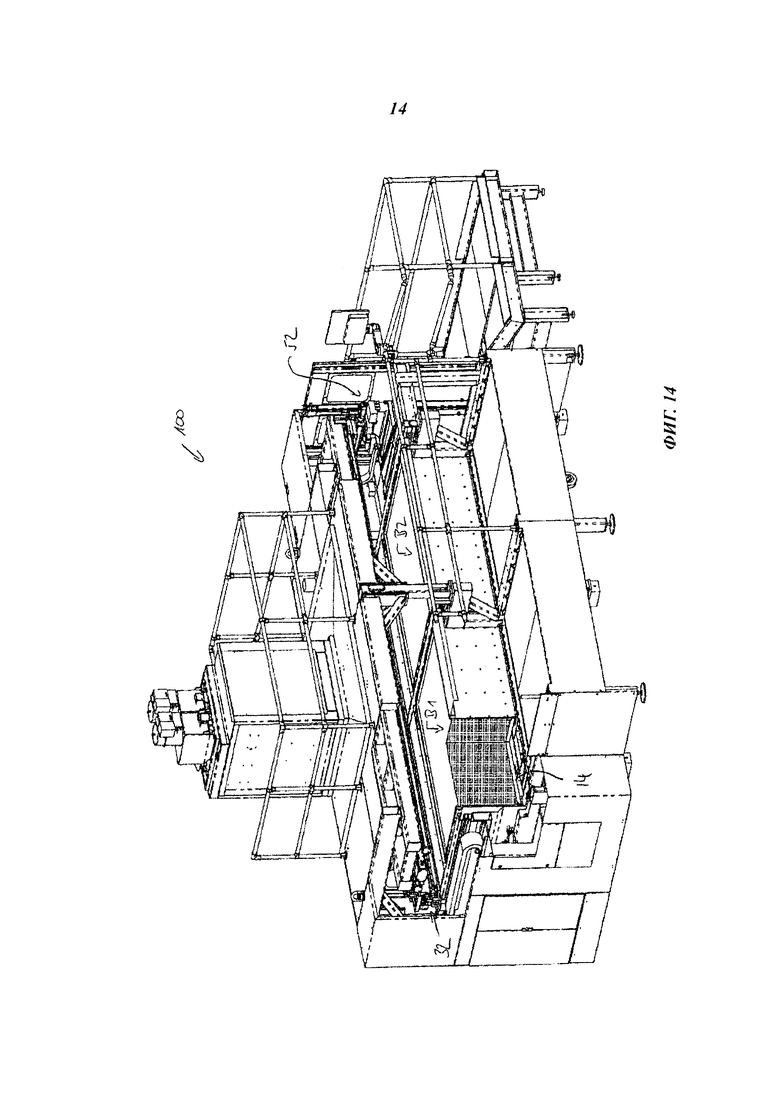
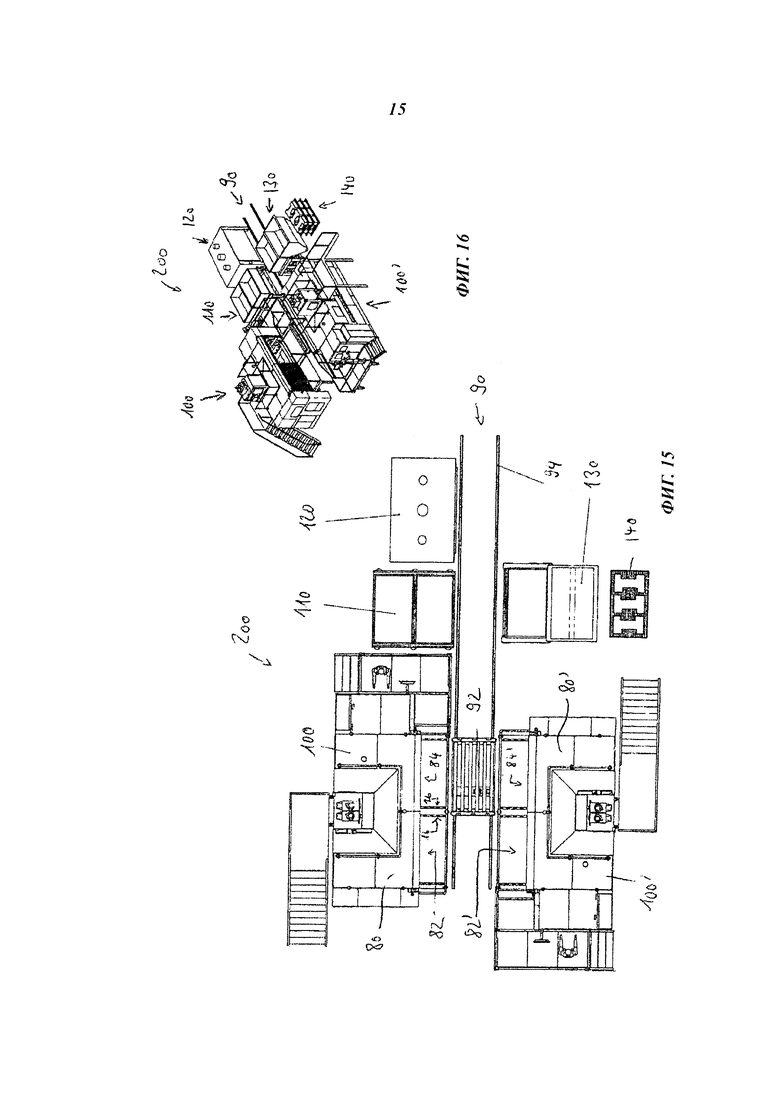
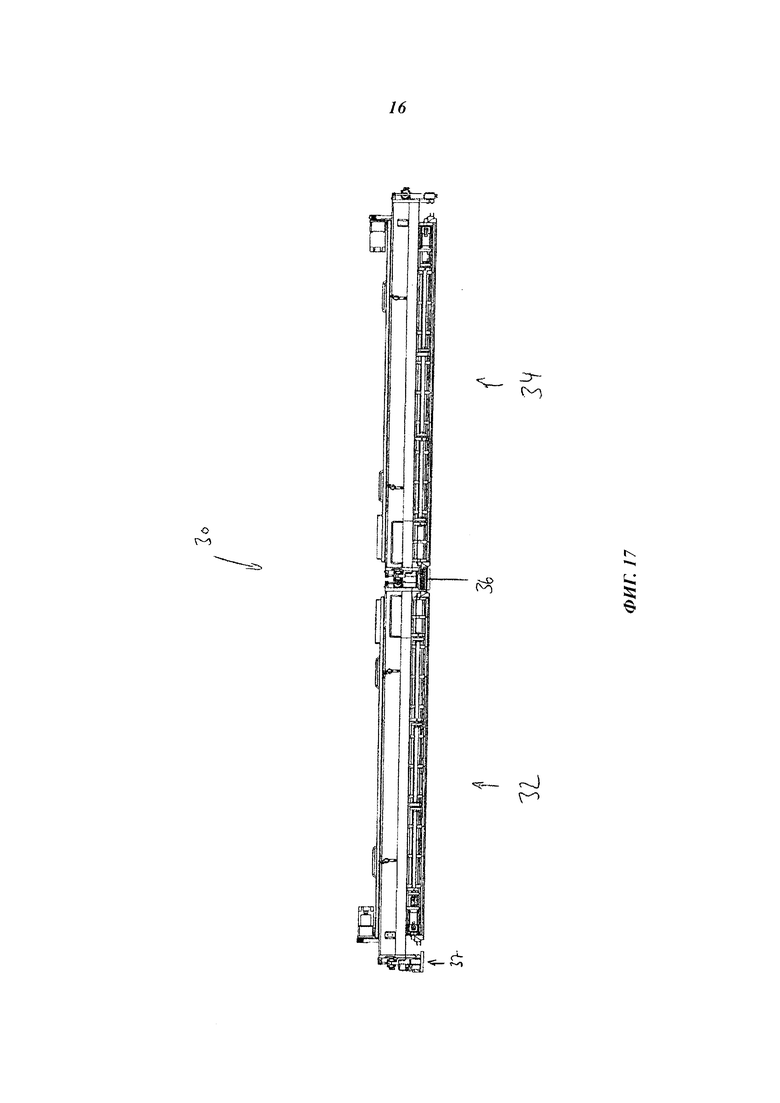
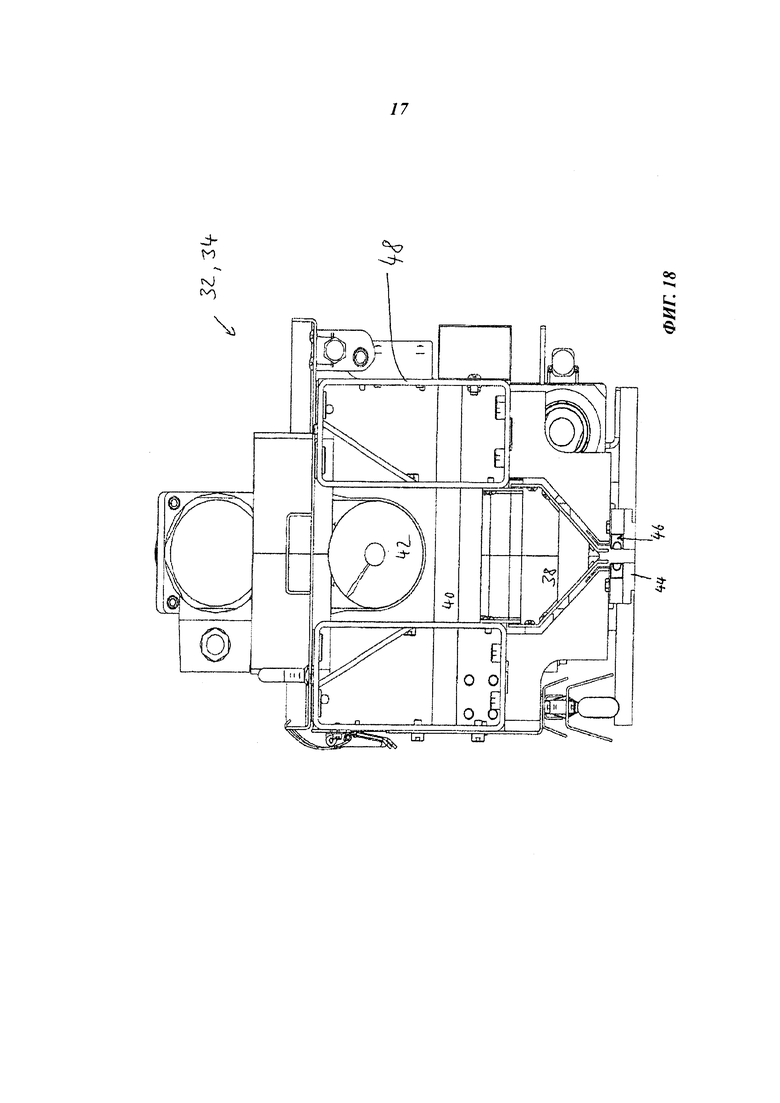
Изобретение относится к 3D-принтеру, системе 3D-принтера и генеративному способу изготовления. 3D-принтер (100) выполнен с возможностью послойного формирования трехмерного компонента путем формирования слоев конструкционного материала в виде частиц, лежащих один на другом, и путем выборочного отверждения частичной области соответствующего слоя конструкционного материала. Кроме того, 3D-принтер (100) осуществляет формирования одного или более первых трехмерных компонентов в первом конструкционном пространстве (В1), расположенном в 3D-принтере, и одновременно одного или более вторых трехмерных компонентов во втором конструкционном пространстве (В2), расположенном по соседству с первым конструкционным пространством на расстоянии от него по горизонтали в 3D-принтере. Техническим результатом изобретения является повышение качества изготавливаемых объектов. 4 н. и 12 з.п. ф-лы, 18 ил. 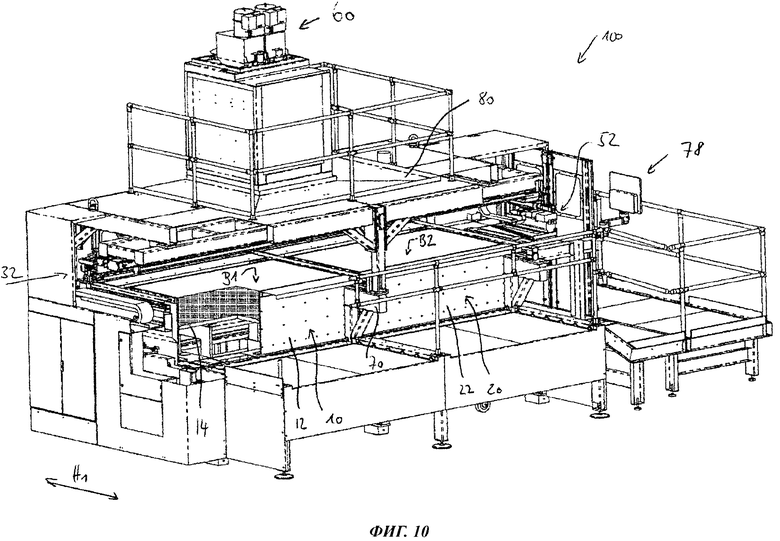
1. 3D-принтер (100),
выполненный с возможностью послойного формирования трехмерного компонента путем формирования слоев конструкционного материала в виде частиц, лежащих один на другом, и путем выборочного отверждения частичной области соответствующего слоя конструкционного материала, и
выполненный с возможностью формирования одного или более первых трехмерных компонентов в первом конструкционном пространстве (В1), расположенном в 3D-принтере, и одновременно одного или более вторых трехмерных компонентов во втором конструкционном пространстве (В2), расположенном по соседству с первым конструкционным пространством на расстоянии от него по горизонтали в 3D-принтере,
содержащий систему (30) нанесения слоя, выполненную с возможностью перемещения через первое и второе конструкционные пространства (В1, В2) в первом направлении (Н1) по горизонтали для подачи в первое и второе конструкционные пространства конструкционного материала в виде равномерного слоя соответствующего конструкционного материала, подлежащего отверждению,
при этом первое конструкционное пространство (В1) и второе конструкционное пространство (В2) содержат две длинные в плане стороны и две короткие в плане стороны, а
первое направление (Н1) по горизонтали перпендикулярно длинным сторонам и/или параллельно коротким сторонам, и
содержащий общее печатающее устройство (50), выполненное с возможностью перемещения через первое и второе конструкционные пространства (В1, В2) во втором направлении (Н2) по горизонтали для выборочного отверждения частичной области ранее нанесенного слоя конструкционного материала в соответствующем конструкционном пространстве путем управляемой выдачи текучего обрабатывающего агента,
причем второе направление (Н2) по горизонтали перпендикулярно первому направлению (Н1) по горизонтали и/или перпендикулярно коротким сторонам и/или параллельно длинным сторонам,
первое и второе конструкционные пространства (В1, В2) расположены по соседству друг с другом по соответствующей короткой стороне,
общее печатающее устройство (50) содержит общую печатающую головку (52) с одним или более печатным соплом, выполненную с возможностью обслуживания как первого конструкционного пространства (В1), так и второго конструкционного пространства (В2), и
система (30) нанесения слоя содержит первое устройство (32) нанесения слоя, назначенное первому конструкционному пространству (В1), и второе, отдельное от первого, устройство (34) нанесения слоя, назначенное второму конструкционному пространству (В2).
2. 3D-принтер (100) по п. 1, отличающийся тем, что
содержит первую конструкционную платформу (14) и вторую конструкционную платформу (24),
при этом 3D-принтер (100) выполнен с возможностью одновременного приема первой конструкционной платформы (14) и второй конструкционной платформы (24) в соответствующие им первое и второе конструкционные положения конструкционной платформы соответственно, причем указанные положения отделены друг от друга, и в указанном положении соответствующая конструкционная платформа расположена в 3D-принтере, при этом в указанных положениях первое конструкционное пространство расположено над первой конструкционной платформой, а второе конструкционное пространство расположено над второй конструкционной платформой.
3. 3D-принтер (100) по п. 1 или 2, отличающийся тем, что
содержит первую конструкционную коробку (10) и вторую конструкционную коробку (20),
при этом 3D-принтер (100) выполнен с возможностью одновременного приема первой конструкционной коробки (10) и второй конструкционной коробки (20) в соответствующие им первое и второе конструкционные положения конструкционной коробки соответственно, причем указанные положения отделены друг от друга, и в указанном положении соответствующая конструкционная коробка расположена в 3D-принтере для формирования по меньшей мере одного компонента посредством 3D-принтера соответственно в первом и во втором конструкционных пространствах, образованных, соответственно, первой и второй конструкционными коробками, так что обеспечивается возможность одновременного послойного формирования одного или более компонентов соответственно в первой конструкционной коробке (10) и второй конструкционной коробке (20) посредством 3D-принтера (100).
4. 3D-принтер (100) по п. 3, отличающийся тем, что первая конструкционная коробка (10) и/или вторая конструкционная коробка (20) содержат периферийную стеночную конструкцию (12, 22), проходящую в вертикальном направлении, ограничивающую внутреннее пространство соответствующей конструкционной коробки.
5. 3D-принтер (100) по п. 2, отличающийся тем, что первая конструкционная платформа (14) и/или вторая конструкционная платформа (24) выполнены регулируемыми по высоте, так что обеспечена возможность постепенного опускания соответствующей конструкционной платформы для формирования компонента.
6. 3D-принтер (100) по п. 1 или 2, отличающийся тем, что каждая короткая сторона первого конструкционного пространства (В1) и/или второго конструкционного пространства (В2) имеет размер менее или равный 2 м.
7. 3D-принтер (100) по п. 2, отличающийся тем, что первая и/или вторая конструкционные платформы (14, 24) выполнены с возможностью перемещения между их соответствующим конструкционным положением и дополнительным положением, в котором соответствующая конструкционная платформа расположена за пределами 3D-принтера.
8. 3D-принтер (100) по п. 1 или 2, отличающийся тем, что
первое устройство (32) нанесения слоя и/или второе устройство (34) нанесения слоя соответственно содержат контейнер (38), определяющий внутреннюю полость для приема конструкционного материала в виде частиц, ведущую в отверстие для выдачи конструкционного материала в виде частиц, и/или
первое устройство (32) нанесения слоя и второе устройство (34) нанесения слоя жестко соединены друг с другом с возможностью совместного перемещения через первое конструкционное пространство (В1) и второе конструкционное пространство (В2) соответственно.
9. 3D-принтер (100) по п. 1 или 2, отличающийся тем, что общая печатающая головка (52) содержит зону выдачи обрабатывающего агента, образованную печатными насадками, размер которой соответствует части или всей длине/размеру соответствующей короткой стороны, и/или
расположена в вертикальном направлении на расстоянии от первого устройства (32) нанесения слоя и второго устройства (34) нанесения слоя и выполнена с возможностью горизонтального перемещения в отдельной горизонтальной плоскости.
10. 3D-принтер (100) по п. 1 или 2, отличающийся тем, что дополнительно содержит общий подающий блок (60) устройства нанесения слоя, интегрированный в 3D-принтер,
расположенный в вертикальном направлении над первым и вторым устройствами (32, 34) нанесения слоя, и/или
обеспечивающий возможность подачи конструкционного материала как в первое, так и во второе устройства (32, 34) нанесения слоя, и/или
содержащий общий смесительный блок.
11. 3D-принтер (100) по п. 1 или 2, отличающийся тем, что содержит:
общую каркасную конструкцию (70), в которой расположены как первое конструкционное пространство (В1), так и второе конструкционное пространство (В2),
и/или общий кожух (80), в котором расположены как первое конструкционное пространство (В1), так и второе конструкционное пространство (В2).
12. 3D-принтер (100) по п. 3, отличающийся тем, что содержит первый и второй проемы (82, 83) для ввода конструкционной коробки.
13. Система (200) 3D-принтера, содержащая
3D-принтер (100) по п. 1 или 2 и
безоператорную транспортную систему (90) для автоматической загрузки конструкционных коробок (10, 20) в 3D-принтер (100).
14. Система (200) 3D-принтера, отличающаяся тем, что содержит
первый и второй 3D-принтеры (100, 100') по п. 12,
при этом первый и второй 3D-принтеры (100, 100') расположены на противоположных сторонах таким образом, что первый и второй проемы (82, 84) для ввода конструкционной коробки первого 3D-принтера (100) и первый и второй проемы (82', 84') для ввода конструкционной коробки второго 3D-принтера (100') обращены друг к другу, а безоператорная транспортная система (90) проходит между первым и вторым 3D-принтерами так, что обеспечивается возможность загрузки в первый и второй 3D-принтеры соответствующих конструкционных коробок посредством общей безоператорной транспортной системы.
15. Генеративный способ изготовления, в котором один или более трехмерных компонентов соответственно послойно формируют в ходе соответствующей конструкционной операции одновременно в первом конструкционном пространстве (В1) и втором соседнем конструкционном пространстве (В2) общего 3D-принтера (100) по п. 1 или 2, путем формирования слоев конструкционного материала в виде частиц, лежащих один на другом, и выборочного отверждения частичной области соответствующего слоя конструкционного материала в соответствующем конструкционном пространстве.
16. Способ по п. 15, отличающийся тем, что
первое конструкционное пространство (В1) расположено над первой конструкционной платформой (14), а второе конструкционное пространство (В2) расположено над второй конструкционной платформой (24), и/или
первое конструкционное пространство (В1) определено первой конструкционной коробкой (10), а второе конструкционное пространство (В2) образовано второй конструкционной коробкой (20), и/или
общая печатающая головка перемещается через первое и второе конструкционные пространства по извилистой или U-образной траектории, и/или
общая печатающая головка (52) перемещается в первой горизонтальной плоскости, а оба устройства (32, 34) нанесения слоя перемещаются во второй горизонтальной плоскости, расположенной на вертикальном расстоянии от первой горизонтальной плоскости, и/или
печатающая головка (52) перемещается со скоростью, превышающей скорость соответствующего устройства (32, 34) нанесения слоя, и/или
первое конструкционное пространство (В1) и второе конструкционное пространство (В2) размещены в общем кожухе (80), и/или
первое конструкционное пространство (В1) и второе конструкционное пространство (В2) расположены в общей каркасной конструкции (70), и/или
конструкционный материал в первое устройство (32) нанесения слоя и второе устройство (34) нанесения слоя загружает общий подающий блок (60) устройства нанесения слоя.
| DE 102009036153 A1, 17.02.2011 | |||
| DE 102006056422 B3, 17.04.2008 | |||
| DE 102009056689 A1, 09.06.2011 | |||
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОГО ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ОБЪЕКТА | 2007 |
|
RU2424904C2 |

