Изобретение относится к неразрушающему контролю качества сварных соединений, в частности к контролю структурного состояния сталей и сплавов в зоне термического влияния сварного соединения и оцениванию размеров данной зоны.
Известно устройство, реализующее способ контроля сварных соединений, основанное на зависимости твердости сталей и сплавов в зоне термического влияния сварных соединений от их структурного состояния (патент РФ на изобретение №2296319, МПК G01N 27/80, G01N 27/83, 2006).
Однако контроль сварных соединений, основанный на измерении твердости, имеет существенный недостаток, а именно в данном случае создаются локальные нарушения поверхности исследуемых изделий, что является недопустимым для отдельных образцов техники (например, ракетно-космической).
Известно также устройство, реализующее способ контроля сварных соединений, при котором в процессе сварки на стадии формирования и охлаждения сварного шва выполняют акустико-эмиссионный контроль (патент РФ на изобретение №2102740, МПК G01N 29/04, 1998).
Однако данное устройство, реализующее способ контроля сварных соединений, не позволяет оценивать размеры зоны термического влияния и выполнять контроль в данной зоне структурного состояния металла после охлаждения или после термической обработки сварного соединения.
Наиболее близким по технической сути к предлагаемому изобретению является устройство для определения координат развивающихся дефектов, содержащее пьезоэлектрический датчик, установленный на контролируемом сварном соединении, аналитический блок акустико-эмиссионной системы, приспособление для точечного нагрева (авторское свидетельство СССР №794505, МПК G01N 29/04, 1981 г.).
Недостатком данного устройства является то, что его применение не позволяет оценить размеры зоны термического влияния сварного соединения и выполнить контроль структурного состояния сталей и сплавов в ней.
Для исключения указанных недостатков при контроле сварных соединений возможно использование зависимости энергии акустико-эмиссионных сигналов от плотности распределения дислокаций в металлических материалах (Шпорт В.И. Пластическая деформация и разрушение металлических материалов авиационной техники. - М.: Машиностроение - 1, 2004. - 256 с., глава 2). Структурное состояние сталей и сплавов в зоне термического влияния, определяемое искаженностью кристаллической решетки и плотностью распределения дислокаций, можно оценить по значению суммарной энергии акустико-эмиссионных сигналов. Зная изменение данного значения в зависимости от расстояния до сварного шва, можно определить и размеры зоны термического влияния.
Таким образом, задачей предлагаемого изобретения является создание устройства для контроля сварных соединений, при использовании которого техническим результатом будут являться возможность оценивания размеров зоны термического влияния сварного соединения и контроль структурного состояния металлического материала в данной зоне сварных соединений.
Этот технический результат при использовании предлагаемого устройства для контроля сварных соединений, содержащего функционально соединенные и объединенные в единую конструкцию пьезоэлектрический преобразователь, установленный на контролируемом сварном соединении, аналитический блок акустико-эмиссионной системы, приспособление для точечного нагрева, достигается тем, что оно снабжено последовательно соединенными координатно-передвижным устройством, на котором установлено приспособление для точечного нагрева, и блоком управления, который соединен с приспособлением для точечного нагрева и подключен к выходу аналитического блока акустико-эмиссионной системы.
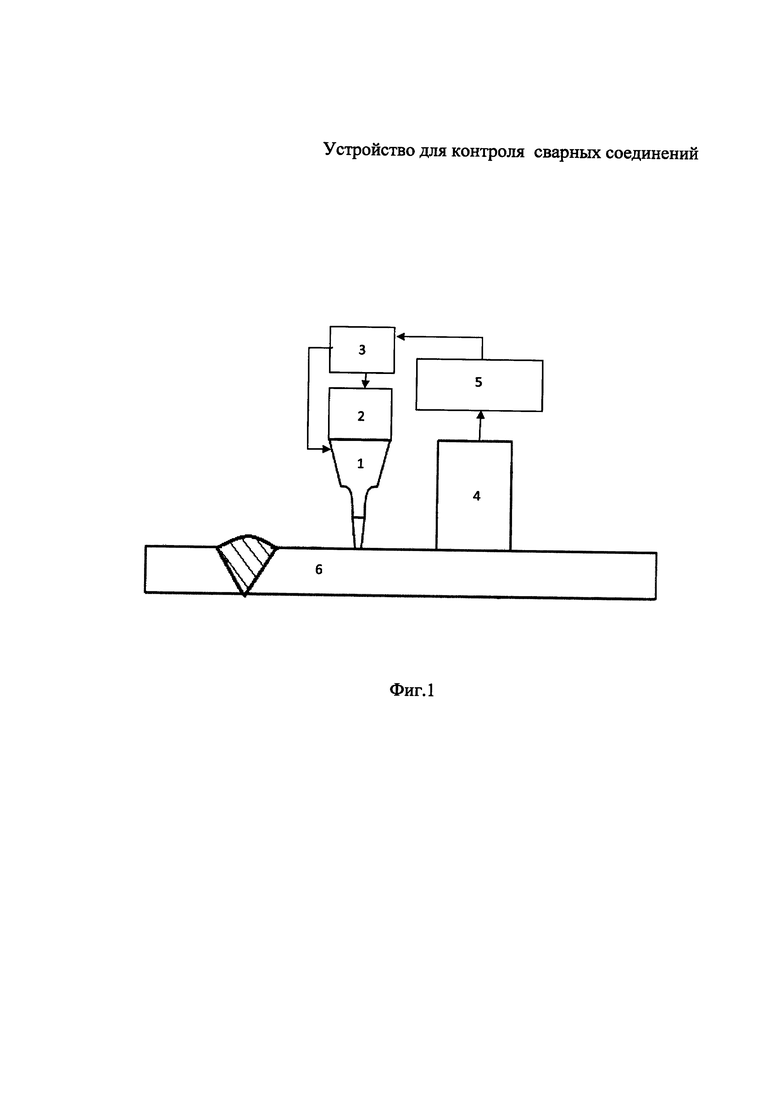
Структурно-функциональная схема предлагаемого устройства изображена на фиг. 1.
Устройство содержит приспособление для точечного нагрева 1, которое установлено на координатно-передвижное устройство 2, блок управления 3, пьезоэлектрический преобразователь 4, аналитический блок акустико-эмиссионной системы 5. Контролируемое сварное соединение обозначено на фиг. 1 позицией 6.
Устройство для контроля сварных соединений работает следующим образом.
Для контроля сварного соединения 6 (фиг. 1) его подвергают термическому воздействию локально, в точке контроля, приспособлением для точечного нагрева 1 (фиг. 1). Точки контроля должны находиться на линии, перпендикулярной сварному шву. Расстояния между данными точками должно составлять от 3 до 5 мм. Для позиционирования приспособления для точечного нагрева 1 (фиг. 1) и его передвижения от одной контрольной точки к другой используется координатно-передвижное устройство 2 (фиг. 1). Контроль необходимо выполнять в обе стороны от сварного шва на расстояние, которое зависит от типа сварки и габаритов контролируемого объекта.
Возникновение градиента температур в контрольной точке, за счет термостеснения материала, станет причиной образования в нем напряженно-деформированного состояния. Это в свою очередь будет причиной движения дислокаций, которые будут сопровождаться акустико-эмиссионными сигналами.
Пьезоэлектрический преобразователь 4 (фиг. 1), регистрирующий сигналы акустической эмиссии, необходимо устанавливать на расстоянии 10 мм от контрольной точки. Регистрируемые пьезоэлектрическим преобразователем 4 (фиг. 1) сигналы акустической эмиссии передаются в последовательно соединенный аналитический блок акустико-эмиссионной системы 5 (фиг. 1), где осуществляется их обработка, а именно суммирование энергии всех пришедших сигналов при нагреве контрольной точки.
Путем измерения суммарной энергии акустико-эмиссионных сигналов, инициированных движением дислокаций, выполняется контроль структурного состояния металла. Таким образом, структурное состояние металла контролируется по значению суммарной энергии акустико-эмиссионных сигналов. Чем она ниже, тем более неравновесной (искаженной) является структура.
По окончании приращения суммарной энергии акустико-эмиссионных сигналов результаты их обработок в данной контрольной точке передаются из выхода блока акустико-эмиссионной системы 5 (фиг. 1) на вход последовательно соединенного блока управления 3 (фиг. 1). В блоке управления сопоставляются данные аналитического блока акустико-эмиссионной системы 5 (фиг. 1) с данными координатно-передвижного устройства 2 (фиг. 1). Фиксируются значения суммарной энергии акустико-эмиссионных сигналов в данной точке контроля и координаты данной точки, после чего дается управляющая команда на выключение приспособления для точечного нагрева 1 (фиг. 1) и его перемещение координатно-передвижным устройством 2 (фиг. 1) в следующую точку контроля, где приспособление для точечного нагрева 1 (фиг. 1) будет включено. В новой контрольной точке описанные измерения будут повторены.
После сбора указанных данных в каждой контрольной точке строится зависимость суммарной энергии акустико-эмиссионных сигналов от расстояния до сварного шва. По указанной зависимости оценивается размер зоны термического влияния. Он определяется как расстояние между наиболее удаленными от сварного шва контрольными точками, в которых значение суммарной энергии акустических сигналов ниже, чем в основном (не подвергнутом термическому влиянию при сварке) металле сварного соединения.
Таким образом, данное устройство может быть использовано при контроле сварных соединений металлоконструкций. Оно позволяет оценивать размер зоны термического влияния сварного соединения и структурное состояние сталей и сплавов в данной зоне.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ЗОНЫ ТЕРМИЧЕСКОГО ВЛИЯНИЯ СВАРНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2534448C1 |
| Способ низкотемпературного локального нагружения нефтегазопровода при акустико-эмиссионном методе неразрушающего контроля | 2018 |
|
RU2715077C2 |
| Способ низкотемпературного локального нагружения объекта при акустико-эмиссионном методе неразрушающего контроля | 2016 |
|
RU2614190C1 |
| Способ проведения грузовых испытаний транспортно-установочного оборудования ракетно-космических и ракетных комплексов | 2016 |
|
RU2625634C1 |
| УСТРОЙСТВО ОБНАРУЖЕНИЯ ДЕФЕКТОВ В СВАРНЫХ ШВАХ В ПРОЦЕССЕ СВАРКИ | 2014 |
|
RU2572662C2 |
| Способ низкотемпературного локального нагружения днища вертикальных стальных резервуаров при акустико-эмиссионном методе неразрушающего контроля | 2017 |
|
RU2653593C1 |
| МНОГОКАНАЛЬНАЯ АКУСТИКО-ЭМИССИОННАЯ СИСТЕМА КОНТРОЛЯ СИЛОВЫХ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ | 2021 |
|
RU2760344C1 |
| АКУСТИЧЕСКОЕ УСТРОЙСТВО ОБНАРУЖЕНИЯ И ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ДЕФЕКТОВ В СВАРНЫХ ШВАХ | 2014 |
|
RU2582154C2 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| Устройство диагностики технического состояния электродвигателя подвижного роботизированного комплекса | 2016 |
|
RU2635824C2 |
Использование: для контроля сварных соединений. Сущность изобретения заключается в том, что устройство для контроля сварных соединений содержит функционально соединенные и объединенные в единую конструкцию пьезоэлектрический преобразователь, установленный на контролируемом сварном соединении, аналитический блок акустико-эмиссионной системы, приспособление для точечного нагрева, при этом оно снабжено последовательно соединенными координатно-передвижным устройством, на котором установлено приспособление для точечного нагрева, и блоком управления, который соединен с приспособлением для точечного нагрева и подключен к выходу аналитического блока акустико-эмиссионной системы. Технический результат: обеспечение возможности оценки размеров зоны термического влияния сварного соединения и контроль структурного состояния металлического материала в данной зоне сварного соединения. 1 ил. 
Устройство для контроля сварных соединений, содержащее функционально соединенные и объединенные в единую конструкцию пьезоэлектрический преобразователь, установленный на контролируемом сварном соединении, аналитический блок акустико-эмиссионной системы, приспособление для точечного нагрева, отличающееся тем, что оно снабжено последовательно соединенными координатно-передвижным устройством, на котором установлено приспособление для точечного нагрева, и блоком управления, который соединен с приспособлением для точечного нагрева и подключен к выходу аналитического блока акустико-эмиссионной системы.
| СПОСОБ КОНТРОЛЯ ЗОНЫ ТЕРМИЧЕСКОГО ВЛИЯНИЯ СВАРНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2534448C1 |
| Устройство для определения коор-диНАТ РАзВиВАющиХСя дЕфЕКТОВ | 1979 |
|
SU794505A1 |
| Способ контроля качества сварных соединений | 1978 |
|
SU705330A1 |
| Способ контроля качества сварных соединений | 1984 |
|
SU1221587A1 |
| Способ контроля качества сварных соединений | 1987 |
|
SU1422138A1 |
| JP 56082445 A, 06.07.1981. | |||

