Изобретение относится к неразрушающему контролю качества сварных соединений, в частности контролю структурного состояния сварного соединения сплавов и оцениванию размеров зоны термического влияния сварного соединения.
Известны методы определения механических свойств сварных соединений в целом и их отдельных участков, а также наплавленного металла, которые указаны в ГОСТ 6996-66 (изд. 1997 г). Данным стандартом предусмотрены следующие методы испытаний:
- испытание на статическое (кратковременное) растяжение;
- испытание на статический изгиб;
- испытание на ударный изгиб;
- испытание на стойкость против механического старения.
Недостатком данных методов является то, что они относятся к классу так называемых «разрушаемых» испытаний и не пригодны для контроля качества сварных соединений металлоконструкций, находящихся в эксплуатации.
Необходимо отметить, что указанным стандартом также предусмотрен метод испытаний, который может быть использован для контроля сварных соединений конструкций, находящихся в эксплуатации, а именно измерение твердости металла различных участков сварного соединения и наплавленного металла. Данный метод позволят оценить структурные нарушения металла в зоне термического влияния сварных соединений, учитывая зависимость твердости металлов и сплавов от их структурного состояния.
Известны также иные способы контроля сварных соединений, основанные на зависимости твердости металлов и сплавов в зоне термического влияния сварных соединений от их структурного состояния: патент на изобретение РФ №2296319, МПК G01N 27/80, G01N 27/83, 2006.
Однако контроль сварных соединений, основанный на измерении твердости, имеет существенный недостаток, а именно, в данном случае создаются локальные нарушения поверхности исследуемых изделий, что является недопустимым для отдельных образцов техники (например, ракетно-космической).
Для исключения указанного недостатка разработан способ контроля сварных соединений, при котором в процессе сварки на стадии формирования и охлаждения сварного шва выполняют акустико-эмиссионный контроль (патент на изобретение РФ №2102740, МПК G01N 29/04, 1998).
Однако данный способ не позволяет оценивать размеры зоны термического влияния и выполнять контроль в данной зоне структурного состояния металла после охлаждения или после термической обработки сварного соединения.
Наиболее близким к предлагаемому изобретению является способ контроля качества сварных соединений, выполненных диффузионной сваркой. В данном случае контроль осуществляется при регистрации сигналов акустической эмиссии, возникающих в материале шва при термическим воздействии на него (Авторское свидетельство №1496467, МПК G01N 29/14, 1994 г.).
Указанный способ имеет следующие недостатки:
- данный способ пригоден только для сварных соединений, выполненных диффузионной сваркой;
- для реализации данного способа требуется выполнение испытания всей конструкции на термическое воздействие;
- способ не позволяет оценить размеры зоны термического влияния сварного соединения и выполнить контроль структурного состояния в ней до и после термической обработки сварного соединения.
Для исключения указанных недостатков при выполнении контроля зоны термического влияния сварных соединений возможно использование зависимости энергии акустико-эмиссионных сигналов от плотности распределения дислокаций в металлах и сплавах, что позволяет оценить их структурное состояние (Шпорт В.И. Пластическая деформация и разрушение металлических материалов авиационной техники. - М.: Машиностроение - 1, 2004. - 256 с., глава 2).
Целью изобретения является создание способа контроля сварных соединений, обеспечивающего следующие технические результаты:
- исключение локального разрушения поверхности контролируемого сварного соединения;
- исключение общего термического воздействия на исследуемую конструкцию;
- оценивание размеров зоны термического влияния и контроль структурного состояния металла в данной зоне сварных соединений, выполненных любым видом сварки.
Эти технические результаты в способе контроля сварных соединений, при котором осуществляется термическое воздействие на контролируемое соединение, где основными информативными признаками о качестве соединения являются регистрируемые сигналы акустической эмиссии, достигаются тем, что в качестве таковых информативных признаков используется суммарная энергия сигналов акустической эмиссии, инициированных движением дислокаций в термостесненном состоянии при локальном нагреве исследуемой области.
Для этого после выполнения сварного соединения и его полного остывания (что обеспечивает окончательное формирование структурного состояния в зоне термического влияния) к испытуемой зоне локально подводится тепловая энергия (например, прикладывается стержень паяльника с узким жалом). Возникновение градиента температур в испытуемой зоне за счет термостеснения материала станет причиной образования в нем напряженно-деформированного состояния. Это в свою очередь будет причиной движения дислокаций, которые будут сопровождаться акустико-эмиссионными сигналами. Путем измерения суммарной энергии акустико-эмиссионных сигналов, инициированных движением дислокаций, выполняется контроль структурного состояния металла и оценивается размер зоны термического влияния сварного соединения.
В зоне термического влияния сварного соединения, где структура металлов и сплавов имеет неравновесный характер и не обеспечивается требуемая пластичность (наблюдается повышенная хрупкость), по причине искажения кристаллической решетки, движение дислокаций будет ограничено и, как следствие, энергия акустико-эмиссионного сигнала будет ниже. В зоне с равновесной структурой, вне зоны термического влияния, где обеспечивается требуемая пластичность, искажение кристаллической решетки минимально, движение дислокаций и энергия акустико-эмиссионных сигналов, инициированных ими, будут выше.
Способ контроля зоны термического влияния осуществляется следующим образом.
Сварное соединение подвергают термическому воздействию локально, поочередно в каждой точке контроля, приспособлением для точечного нагрева. Точки контроля должны находится на линии, перпендикулярной сварному шву. Расстояния между данными точками должно составлять от 3 до 5 мм. Контроль необходимо выполнять в обе стороны от сварного шва.
Преобразователь (датчик), регистрирующий сигналы акустической эмиссии, необходимо устанавливать на расстоянии 10 мм от контрольной точки приспособления для нагрева. В ходе нагрева регистрируются сигналы акустической эмиссии, осуществляется их обработка, а именно суммирование энергии всех пришедших сигналов при нагреве контрольной точки. После сбора указанных данных строится зависимость суммарной энергии акустико-эмиссионных сигналов каждой контрольной точки от ее расстояния от сварного шва. По указанной зависимости оценивается размер зоны термического влияния. Он определяется как расстояние между наиболее удаленными от сварного шва контрольными точками, в которых значение суммарной энергии акустических сигналов ниже, чем в основном (не подвергнутому термическому влиянию при сварке) металле сварного соединения.
Структурное состояние металла контролируется по значению суммарной энергии акустико-эмиссионных сигналов. Чем она ниже, тем более неравновесной (искаженной) является структура.
Реализация данного способа обеспечивается еще и тем, что при создании напряженно-деформированного состояния методом локального нагрева, акустическое воздействие (дополнительный шум) от оборудования будет минимальным. Это позволяет повысить порог чувствительности прибора, регистрирующего акустико-эмиссионный сигнал, и повысить достоверность метода.
Суть изобретения заключается в локальном нагреве от внешнего источника исследуемой области сварного соединения с одновременным регистрированием возникающих при этом акустико-эмиссионных сигналов, инициированных движением дислокаций. Оценивание размера зоны термического влияния и контроль структурного состояния конструкционного материала в ней осуществляется при анализе значения энергии данных сигналов.
Данный способ позволяет достичь указанные цели изобретения. На рисунке показана зависимость энергии акустико-эмиссионного сигнала, инициированного локальным нагревом в контрольных точках сварного соединения с различным структурным состоянием стали 30ХГСА, от их расстояния от сварного шва. Зона термического влияния в данном случае составляет около 20 мм (по 10 мм в каждую сторону от сварного шва). Там же показана зависимость суммарной энергии акустических сигналов от структурного состояния стали 30ХГСА:
- 2×106 мкс×мкв - для неравновесной структуры (до термообработки);
- 2,6×106 мкс×мкв - для более равновесной структуры (после термообработки).
Таким образом, данный способ может быть использован при контроле сварных соединений металлоконструкций при их эксплуатации. Он позволяет оценивать размер зоны термического влияния и структурное состояние сварных соединений, выполненных любым видом сварки, исключает повреждение поверхности изделия и не требует общего термического воздействия на исследуемую конструкцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 2016 |
|
RU2641616C1 |
| Способ низкотемпературного локального нагружения объекта при акустико-эмиссионном методе неразрушающего контроля | 2016 |
|
RU2614190C1 |
| Способ низкотемпературного локального нагружения нефтегазопровода при акустико-эмиссионном методе неразрушающего контроля | 2018 |
|
RU2715077C2 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| Способ низкотемпературного локального нагружения днища вертикальных стальных резервуаров при акустико-эмиссионном методе неразрушающего контроля | 2017 |
|
RU2653593C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СТЫКОВ РЕЛЬСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2528586C2 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА КОЛЬЦЕВОГО СВАРНОГО ШВА В ПРОЦЕССЕ МНОГОПРОХОДНОЙ СВАРКИ | 2019 |
|
RU2712659C1 |
| СПОСОБ ОБНАРУЖЕНИЯ В ПРОЦЕССЕ СВАРКИ ДЕФЕКТОВ В СВАРНЫХ ШВАХ И ОПРЕДЕЛЕНИЯ ИХ МЕСТОПОЛОЖЕНИЯ ПО АКУСТИЧЕСКИМ СИГНАЛАМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424510C2 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА В ПРОЦЕССЕ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2442155C2 |
Использование: для контроля зоны термического влияния сварных соединений. Сущность изобретения заключается в том, что сварное соединение подвергают термическому воздействию, регистрируют сигналы акустической эмиссии и по их параметрам судят о качестве сварного соединения, при этом сигналы акустической эмиссии инициируют локальным термическим воздействием поочередно в точках контроля, расположенных на линии, перпендикулярной сварному шву, строят зависимость параметров данных сигналов для каждой контрольной точки от ее расстояния до сварного шва и по указанной зависимости оценивают размер зоны термического влияния как расстояние между наиболее удаленными от сварного шва контрольными точками, в которых значение суммарной энергии акустических сигналов ниже, чем в основном (не подвергнутом термическому влиянию при сварке) металле сварного соединения. Технический результат: обеспечение возможности оценки размеров зоны термического влияния и контроль структурного состояния металла в данной зоне сварных соединений. 1 ил.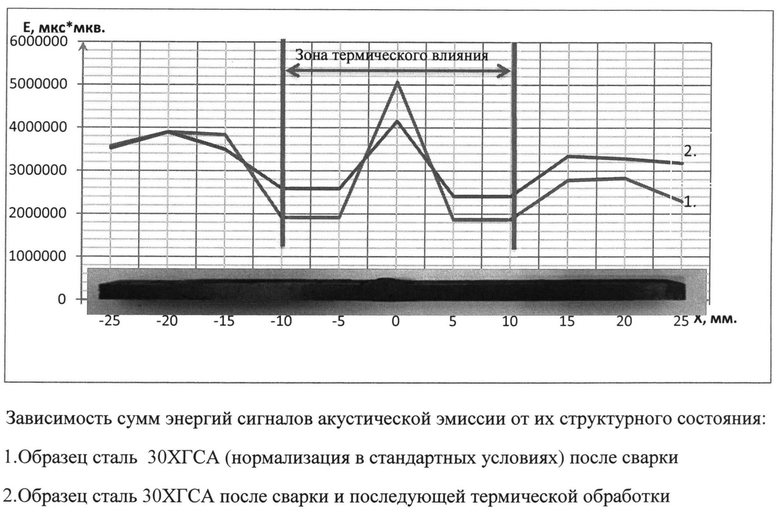
Способ неразрушающего контроля зоны термического влияния сварного соединения, заключающийся в том, что сварное соединение подвергают термическому воздействию, регистрируют сигналы акустической эмиссии и по их параметрам судят о качестве сварного соединения, отличающийся тем, что сигналы акустической эмиссии инициируют локальным термическим воздействием поочередно в точках контроля, расположенных на линии, перпендикулярной сварному шву, строят зависимость параметров данных сигналов для каждой контрольной точки от ее расстояния до сварного шва и по указанной зависимости оценивают размер зоны термического влияния как расстояние между наиболее удаленными от сварного шва контрольными точками, в которых значение суммарной энергии акустических сигналов ниже, чем в основном (не подвергнутом термическому влиянию при сварке) металле сварного соединения.
| Устройство для определения коор-диНАТ РАзВиВАющиХСя дЕфЕКТОВ | 1979 |
|
SU794505A1 |
| Способ контроля качества сварных соединений | 1978 |
|
SU705330A1 |
| Способ контроля качества сварных соединений | 1984 |
|
SU1221587A1 |
| Способ контроля качества сварных соединений | 1987 |
|
SU1422138A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА МАТЕРИАЛОВ МЕТОДОМ АКУСТИЧЕСКОЙ ЭМИССИИ | 2011 |
|
RU2478947C1 |
| JP 56082445A, 06.07.1981 | |||

