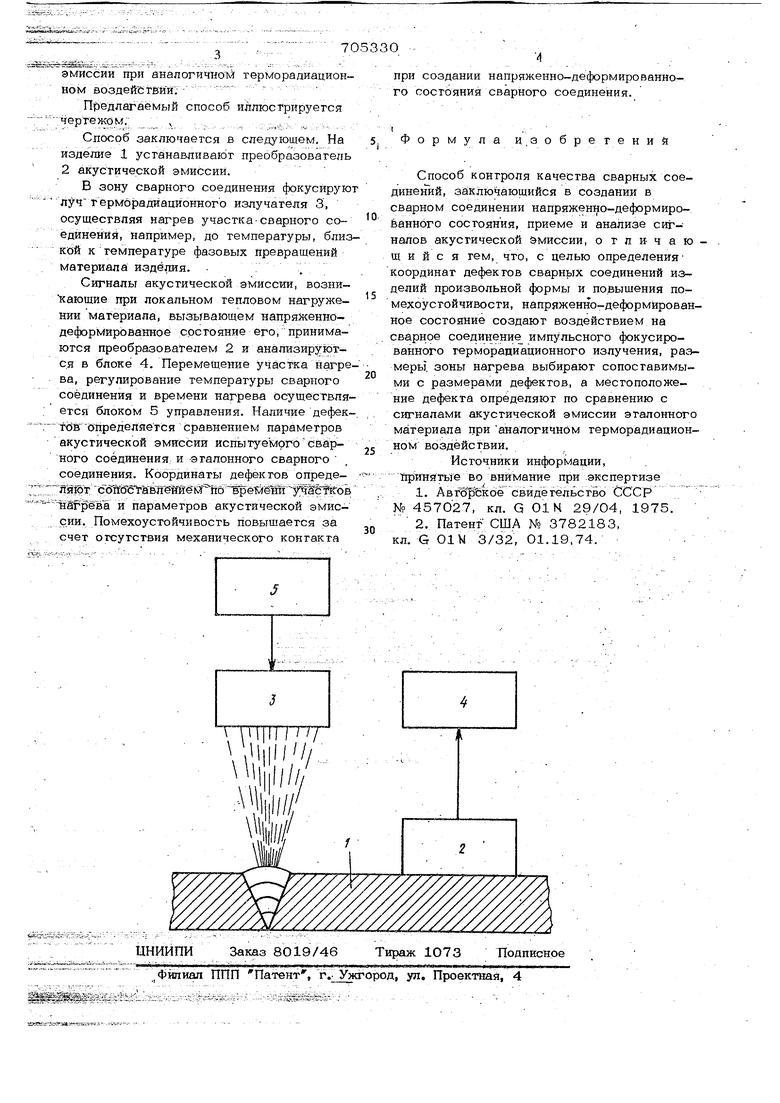
Изобретение относится к неразрушагог ш.ему контролю магериапов и изделий и может быть использовано для обнаружения дефектов типа трещин в сварных соединениях. Известен способ обнаружения трещин в изделиях, по которому контролируемое изделие помещают в электролитическую ванну в качестве катода и в течение некоторого времени пропускают электрический ток. Изделие, извлеченное из электролита, излучает акустические сигналы, анализируя которые, определяют наличие дефектов в изделии . Однако из-за необходимости погружения изделия в электролит уменьшается уровень акустического излучения после извлечения изделия из электролита. Наиболее близким по техническому существу и достигаемому результату к изоб ретению является способ контроля качества сварных соединений, заключающийся в создании напряженно-деформированного состояния сварного соединения путем много- кратного изгибания образца в месте расположения сварного шва, приеме и анализе возникающих сигналов акустической эмиссии 2 Недостатками способа являются невозможнос-ть определить качество сварных швов изделий с малыми радиусами кривизны и сложной конфигурации, высокий уровень помех oтlнa pyжaющeгo устройст-i, ва и невозможность определения координат дефектов. . Цель изобретения - определения координат дефектов сварных соединений произвольной формы и повышение помехоустойчивости. Это достигается тем, что напряженнодеформированное состояние создают воздействием на.сварное соединение импульсного фокусированного терморадиационного . излучения, размеры зоны нагрева выбирают сопоставимыми с размерами дефектов, а местоположение дефекта определяют по сравнению с сигналами акустической