Изобретение относится к способу изготовления «сырой» шины, при котором, по меньшей мере, два полосовидных материала позиционируются на барабане для сборки шин и при котором устанавливаются, по меньшей мере, два крыла.
Кроме того, изобретение относится к устройству для изготовления «сырой» шины, в котором, по меньшей мере, два полосовидных материала позиционируются на барабане для сборки шин и в котором позиционируются, по меньшей мере, два крыла.
При изготовлении «сырых» шин на сборочном барабане позиционируются, по меньшей мере, два полосовидных материала. В эластомерные материалы для усиления нередко уложены нитевидные материалы. На боковых участках для усиления устанавливается по одному крылу.
В известном уровне техники применяемый материал накладывается на устройство, состоящее из центральной и боковых частей. Используемые крылья позиционируются и зажимаются изнутри. Внутренняя сторона крыльев опирается посредством заплечика, а их зажим остается активным в течение всего процесса. За счет постоянного зажима крыльев заворот слоев возможен только вверх.
Другой недостаток уровня техники заключается в том, что длина нитей между крыльями установлена неоднозначно. Кроме того, отсутствует возможность заделки материала под крыло.
До сих пор требования к точности позиционирования крыльев не удавалось выполнить полностью удовлетворительным образом.
Задачей изобретения является усовершенствование способа описанного выше рода так, чтобы повысить точность позиционирования.
Эта задача решается, согласно изобретению, за счет того, что сборочный барабан снабжается как зажимом, так и фиксатором крыльев.
Другой задачей изобретения является конструкция устройства описанного выше рода так, чтобы достигалась повышенная точность позиционирования.
Эта задача решается, согласно изобретению, за счет того, что сборочный барабан снабжается как зажимом, так и фиксатором крыльев.
Согласно изобретению, в частности, предусмотрено, что сборочный барабан выполняется из средней части и двух расположенных с обеих сторон рядом с ней половин, половины барабана позиционируются в осевом направлении, средняя часть снабжается в радиальном направлении изменяемым диаметром и радиальное увеличение диаметра средней части осуществляется перед установкой крыльев.
В частности, продуман вопрос о том, что обе половины барабана перемещаются независимо друг от друга. Позиционирование может осуществляться с использованием, по меньшей мере, одного серводвигателя.
Перед установкой крыльев средняя часть расширяется в радиальном направлении, в результате чего полосовидный материал зажимается на сборочном барабане. Затем установщики крыльев могут прижать их к боковым краям расширенной средней части и фиксировать там.
Предложенный способ позволяет, в частности, обеспечить между крыльями очень равномерную длину нитей. Это способствует круглости шин и равномерному распределению материала.
Возможность независимого друг от друга позиционирования половин барабана позволяет при одноступенчатой сборке перемещать с помощью прижимных устройств между боковыми и средней частями. За счет этого «сырая» шина может формоваться в зоне боковых стенок без необходимости перехода на другой барабан.
Этапы способа и устройство дополнительно поясняются на прилагаемых чертежах. Используемые сокращения обозначают: «IL» - Inner Liner, т.е. внутренний полосовидный материал, а «ВР» - Body Ply, т.е. материал корпуса.
Согласно изобретению, в одноступенчатом устройстве реализован принципиально известный двухступенчатый процесс.
За счет комбинации зажима и фиксатора крыльев в зоне сборочного барабана достигается заметно более высокая точность повторения при изготовлении шин.
Комбинация зажима и фиксатора крыльев позволяет также изготавливать одноступенчатым способом шины, которые обычно производятся только двухступенчатым способом.
В частности, за счет предложенной комбинации признаков можно заделывать в крылья в одноступенчатом процессе любой материал.
В способе из уровня техники до сих пор вставала та проблема, что крылья при предварительном формовании терялись. Согласно предложенному способу и при использовании предложенного устройства крылья отныне удерживаются в каркасе и больше не теряются.
До сих пор специалисты исходили из того, что обязательным было двух- или более ступенчатое изготовление шин. Согласно изобретению, было обнаружено, что возможен также одноступенчатый процесс. Существенная идея изобретения заключается, тем самым, в реализации одноступенчатого процесса изготовления шин.
В частности, следует еще раз подчеркнуть, что существенный аспект изобретения заключается в том, что крылья непрерывно фиксируются.
При этом изобретение характеризуется наличием по меньшей мере одного установщика крыльев, выполненного с возможностью позиционирования в осевом направлении. При этом установщик крыльев предпочтительно может быть выполнен с возможностью затяжки в осевом направлении относительно расширенной средней части.
Кроме того, согласно изобретению может быть предпочтительным образом предусмотрено, что фиксатор крыльев выполнен с возможностью расширения на выбор с более низким или более высоким давлением.
Предпочтительным образом, в изобретении также может быть предусмотрено, что фиксатор крыльев выполнен в виде внешнего заплечика.
Также в рамках изобретения может быть предусмотрено, что центрирующие устройства выполнены с возможностью позиционирования в расширенном положении без половин барабана.
Примеры осуществления изобретения схематично изображены на чертежах, на которых представляют:
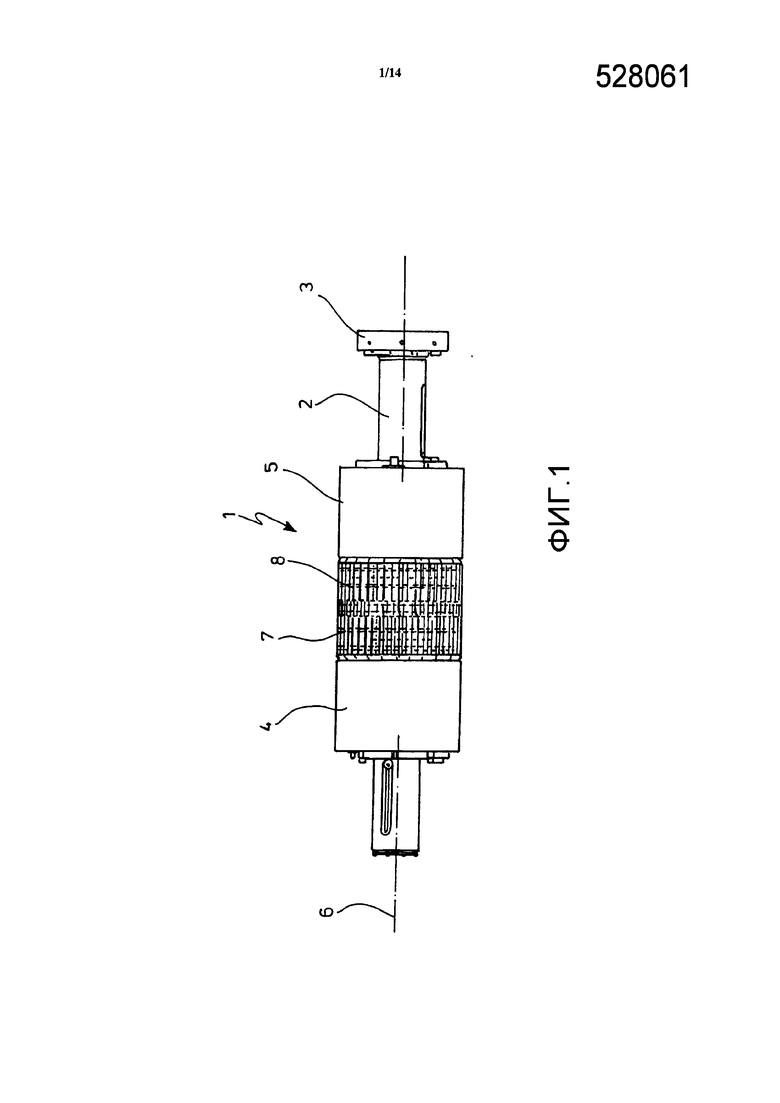
- фиг. 1: вид сбоку сборочного барабана, оснащенного зажимом и фиксатором крыльев;
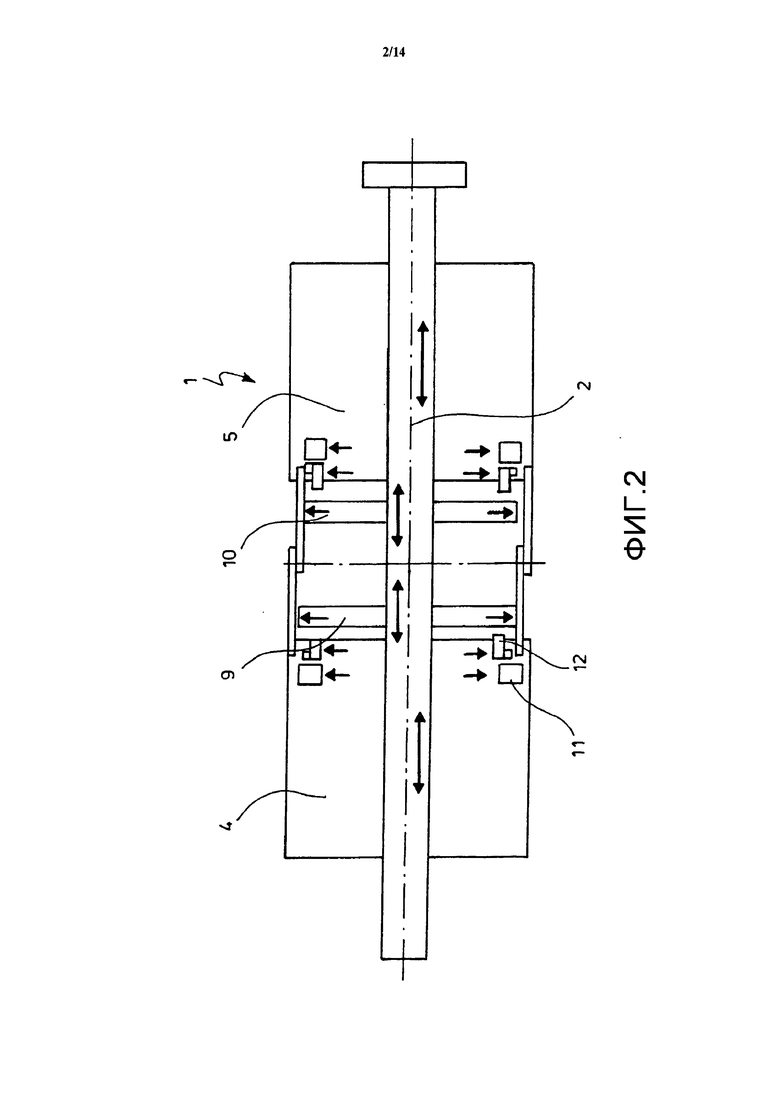
- фиг. 2: продольный разрез сборочного барабана из фиг. 1;
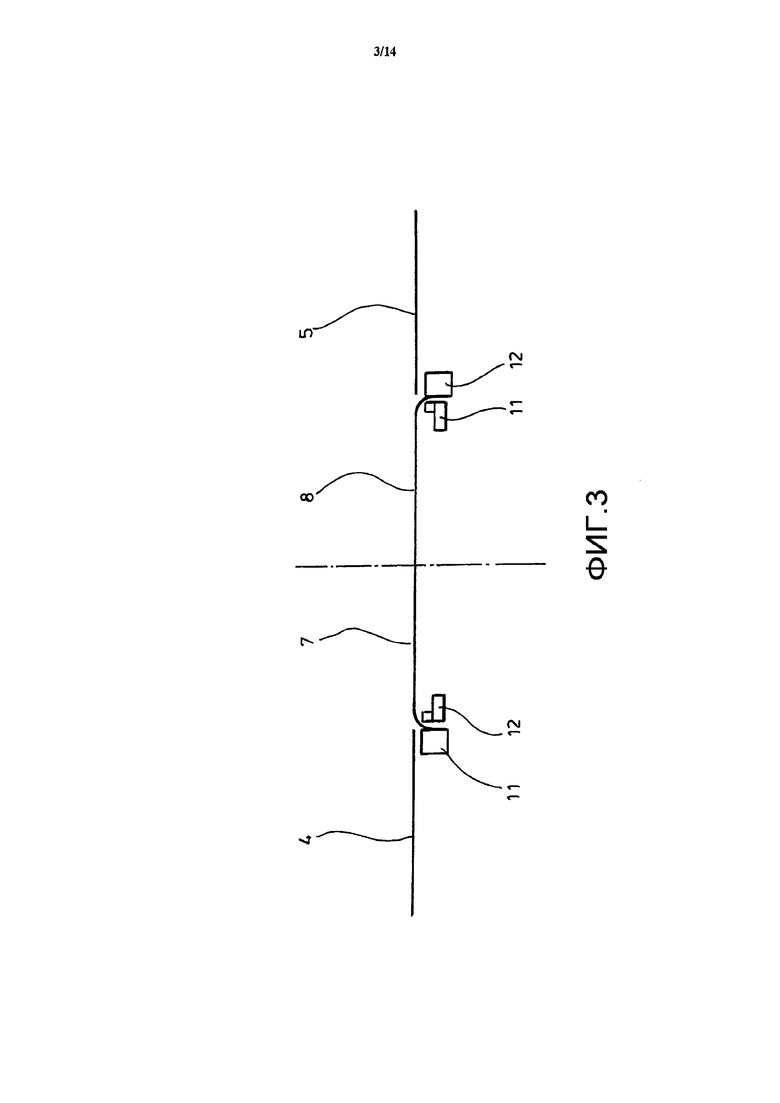
- фиг. 3: схематично барабан в плоском состоянии;
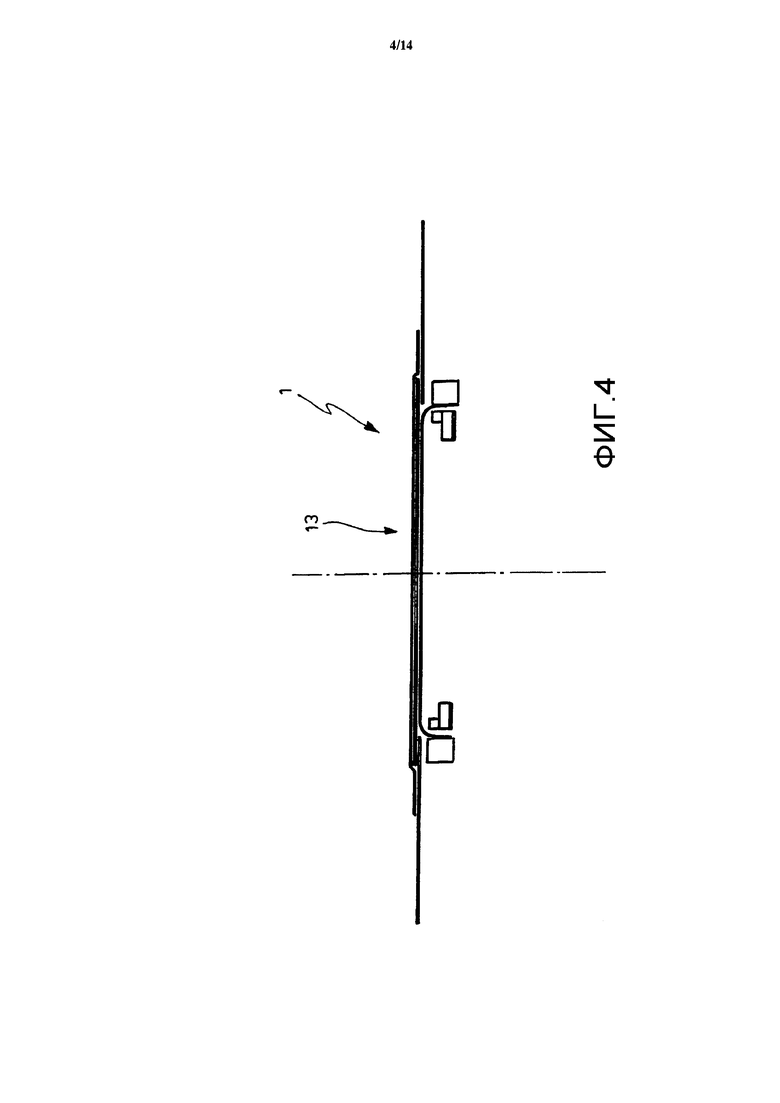
- фиг. 4: барабан из фиг. 3 в плоском состоянии с наложенным материалом;
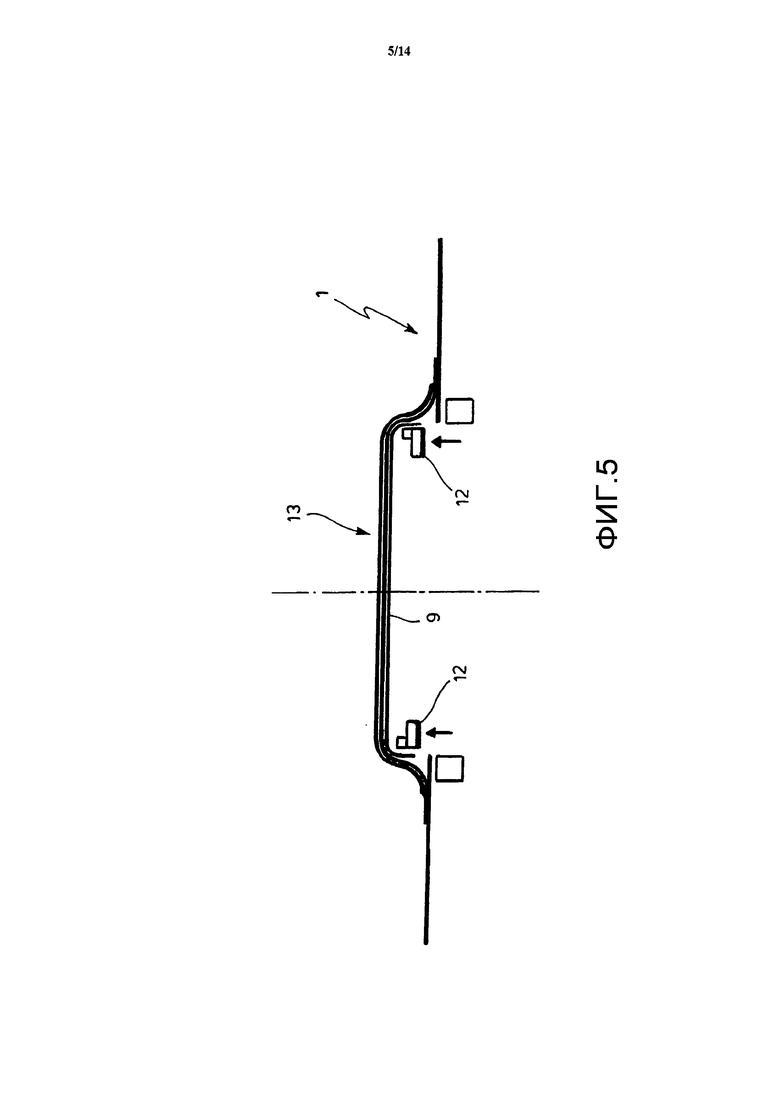
- фиг. 5: сборочный барабан с расширенным фиксатором крыльев и смещенным наружу центрирующим устройством;
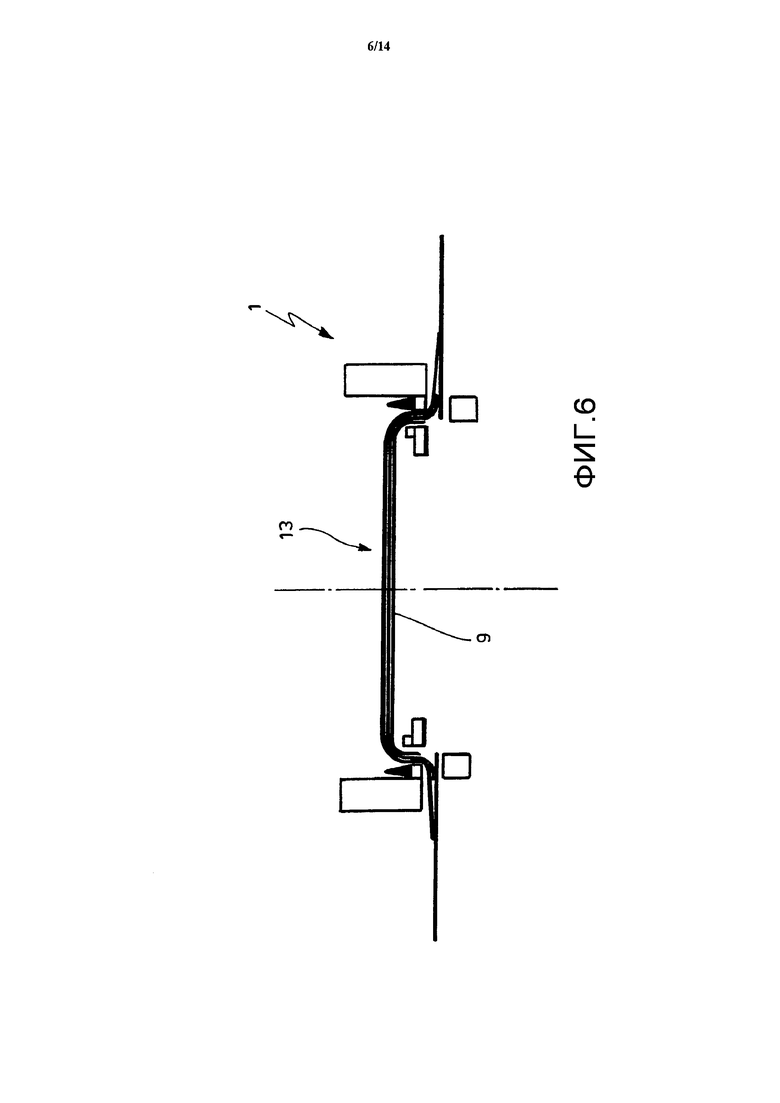
- фиг. 6: сборочный барабан с удерживаемыми снаружи и установленными для натяжения материала крыльями;
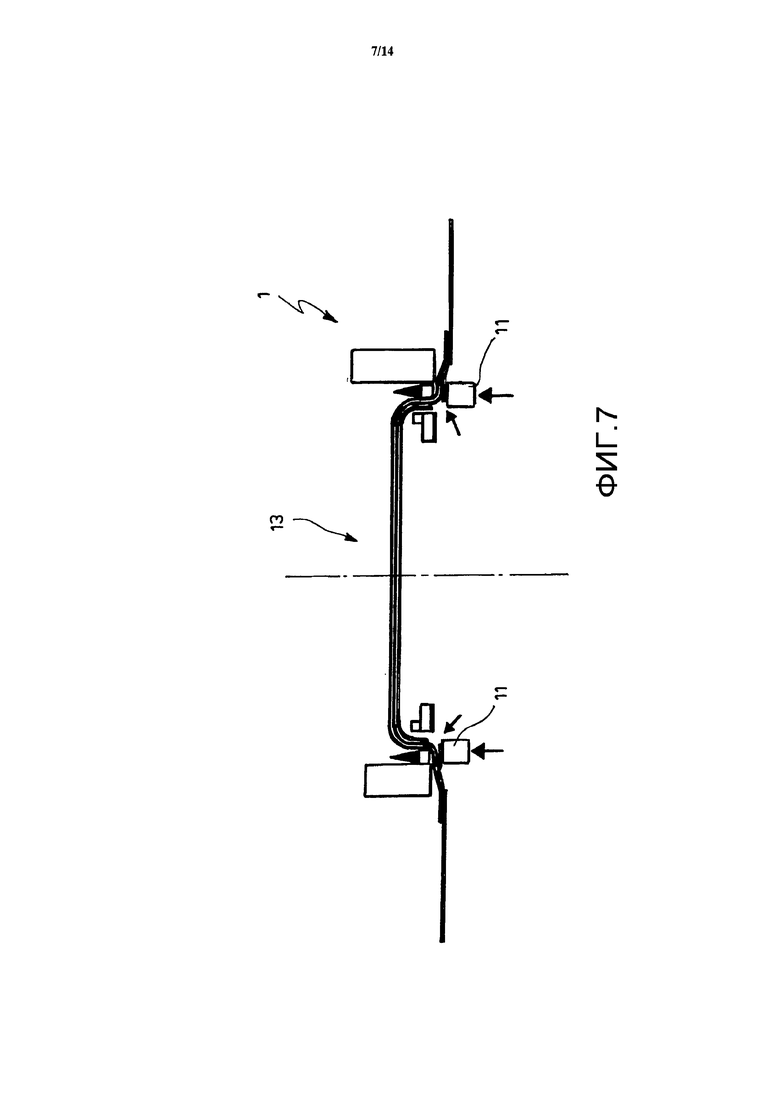
- фиг. 7: сборочный барабан с удерживаемыми снаружи и установленными крыльями;
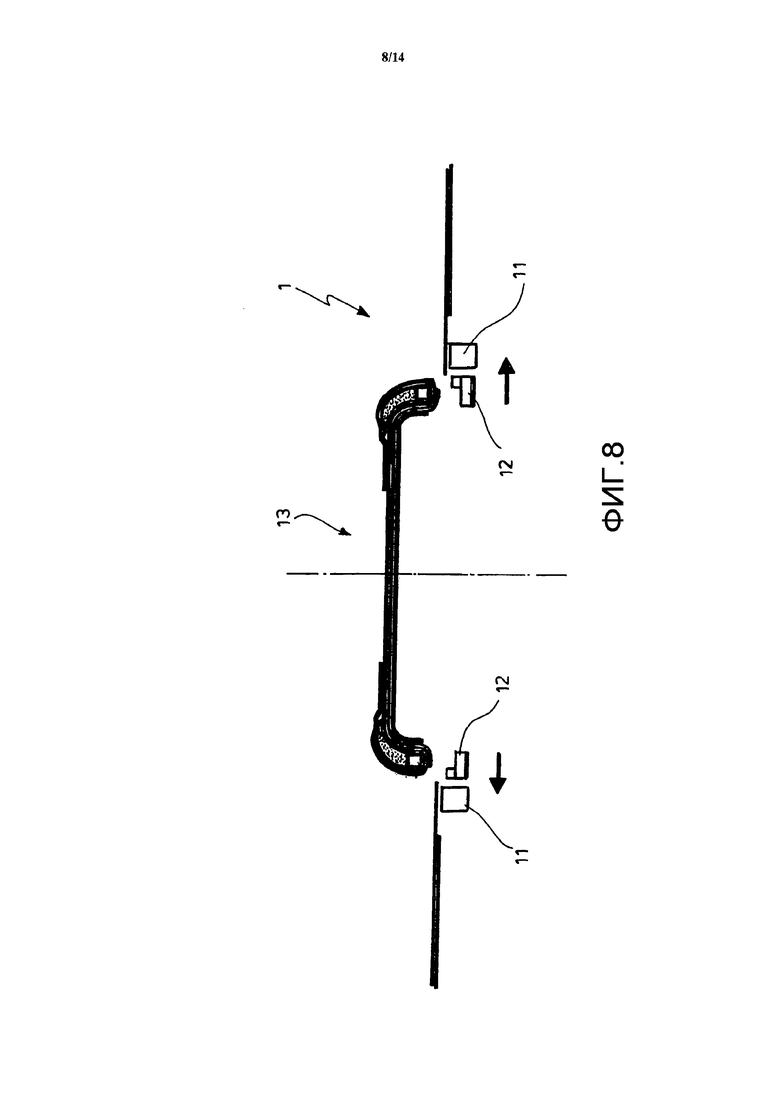
- фиг. 8: сборочный барабан после заворота слоев и с установленными, а также удерживаемыми на средней части крыльями;
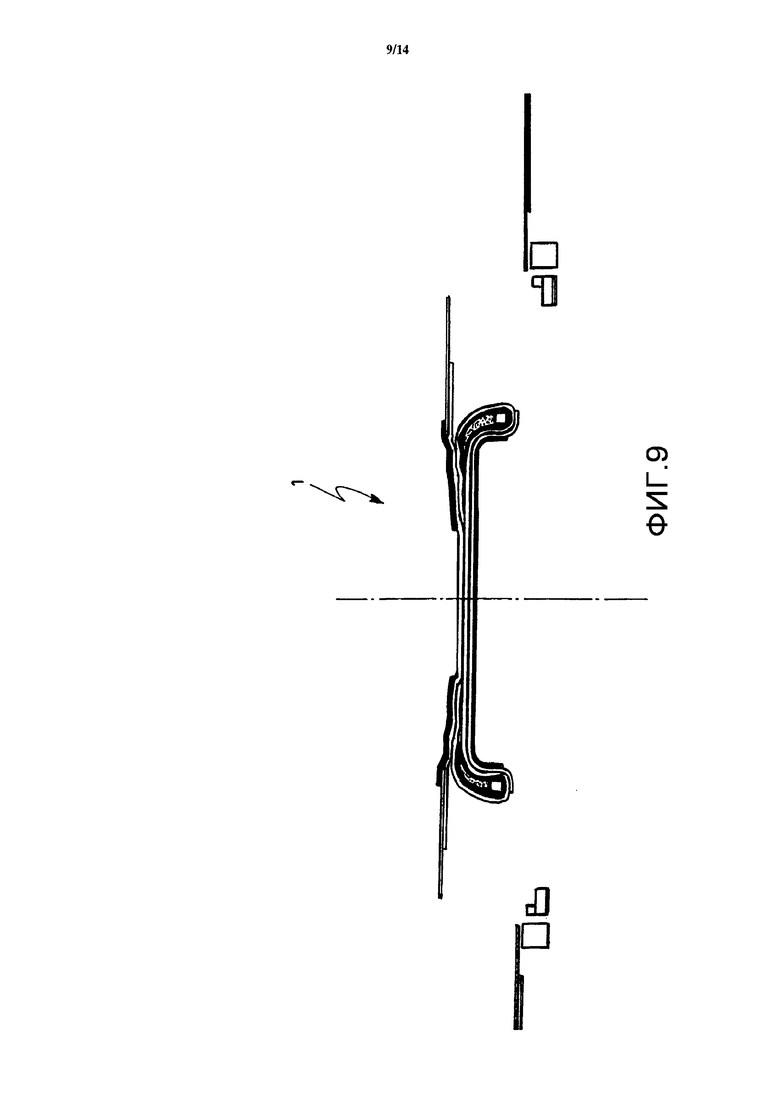
- фиг. 9: сборочный барабан с прочно установленным на средней части пакетом материала;
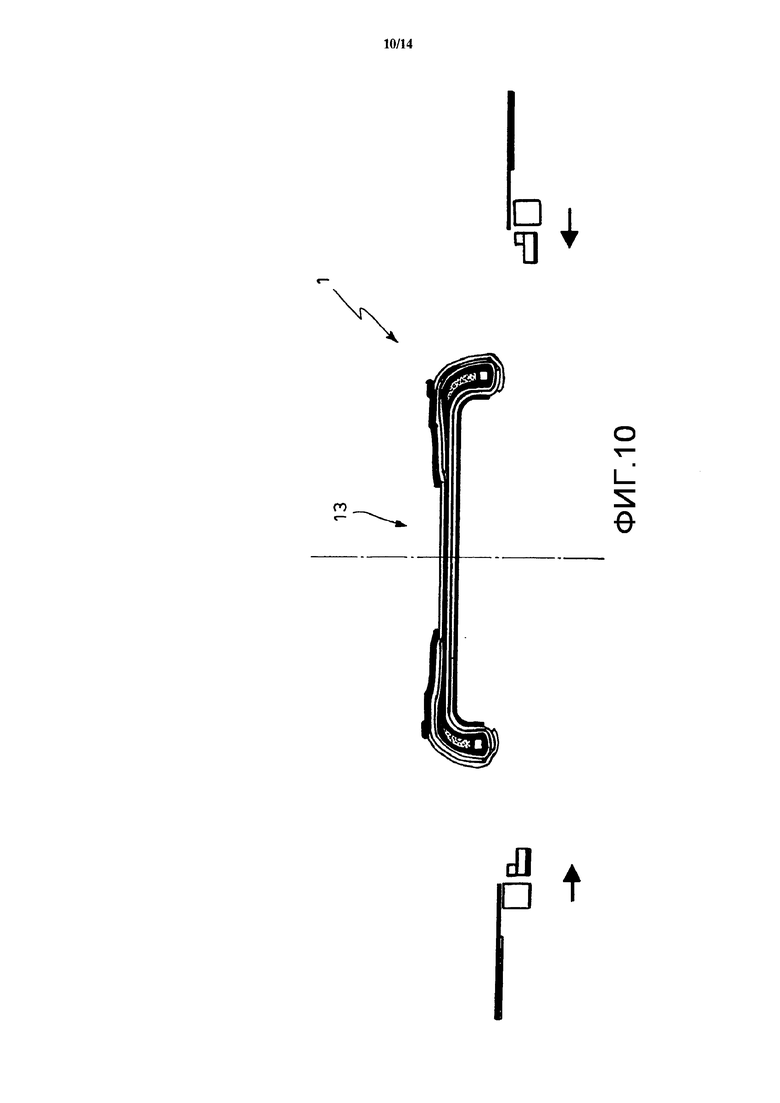
- фиг. 10: сборочный барабан после заворота материала под крыло;
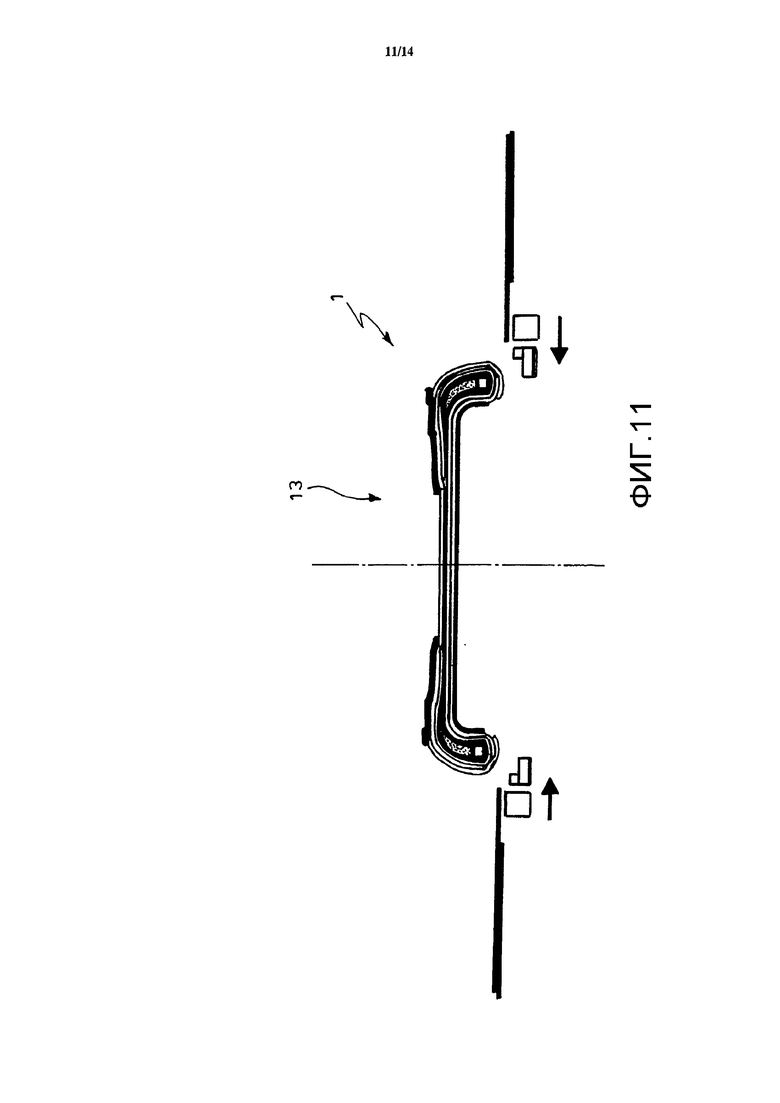
- фиг. 11: сборочный барабан со сдвинутыми половинами;
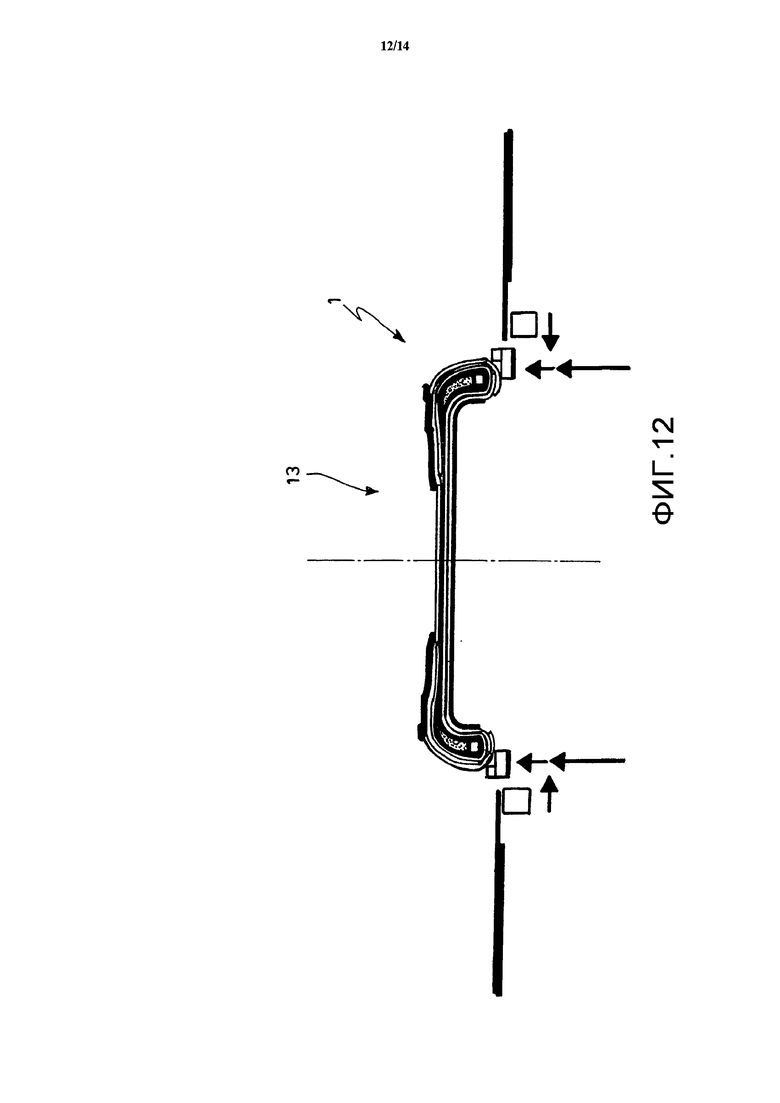
- фиг. 12: сборочный барабан с расширенным с небольшим давлением фиксатором крыльев;
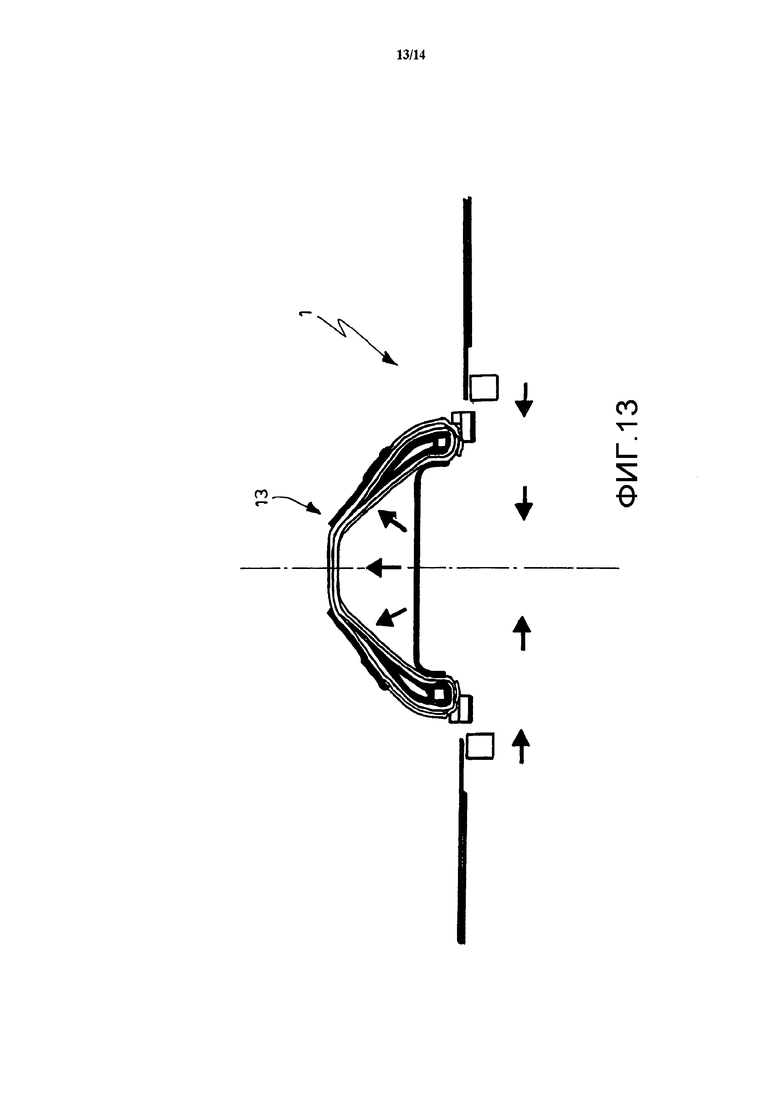
- фиг. 13: сборочный барабан с полностью фиксированным каркасным пакетом, который нагружается давлением и приподнимается к середине.
На фиг. 1 изображен сборочный барабан 1 устройства для изготовления «сырой» шины. Барабан 1 фиксирован на валу 2. Последний установлен с возможностью вращения в зоне подшипника 3.
В продольном направлении 6 между половинами 4, 5 барабана расположены две средние части 7, 8.
На фиг. 2 изображен продольный разрез барабана 1 из фиг. 1. Видно, что его половины 4, 5 расположены с возможностью перемещения вдоль вала 2. Между половинами 4, 5 расположены центрирующие устройства 9, 10. Кроме того, видны также зажим 11 и фиксатор 12 крыльев. В принципе, процесс протекает в соответствии с поясняемыми ниже этапами. На первом этапе за счет выдвигания центрирующих устройств 9, 10 материал натягивается. Затем с боков к центрирующим устройствам 9, 10 приставляются крылья и зажимаются изнутри. При этом материал дополнительно натягивается. После этого материал заворачивается на центрирующие устройства 9, 10. На заключительном этапе зажим 11 ослабляется, и половины 4, 5 барабана перемещаются наружу.
За счет перемещения половин 4, 5 барабана между ними и центрирующими устройствами 9, 10 образуются свободные пространства. Тогда может быть наложен дополнительный материал. Он заворачивается тогда прикаточными валками под крылья.
На следующем этапе половины 4, 5 барабана перемещаются к центрирующим устройствам 9, 10, а фиксатор 12 приводится под крыльями в нужное положение. За счет этапов сначала легкого расширения, затем схождения и последующего полного расширения крылья полностью фиксируются во взаимодействии с центрирующими устройствами 9, 10. Продолжение процесса происходит в требуемом объеме.
Кратко описанные выше отдельные этапы подробно поясняются ниже с помощью следующих фигур.
На фиг. 3 барабан 1 изображен в плоском состоянии. Видны его половины 4, 5, средние части 7, 8, а также зажим 11 и фиксатор 12 крыльев.
На фиг. 4 барабан 1 продолжает находиться в плоском состоянии. Наложен материал 13.
На этапе на фиг. 5 фиксатор 12 расширен, приподнимая при этом наружу центрирующее устройство 9. За счет этого материал 13 натягивается.
На этапе на фиг. 6 крылья заняли свое положение за счет устройства и удерживаются снаружи. Крылья установлены, и материал за счет этого натягивается. Расстояние установки крыльев или расстояние между ними точно задано центрирующим устройством 9 и тем самым заметно более точное, чем в процессах из уровня техники.
На этапе на фиг. 7 крылья заняли свое положение за счет устройства и удерживаются снаружи. Крылья установлены и зажаты снизу расширенным зажимом 11. При этом передняя часть диафрагмы приподнимается, еще раз натягивая материал 13.
На этапе на фиг. 8 произошел заворот слоев, крылья установлены и удерживаются на средней части. За счет комбинации материалов пакет 13 прочно сидит на средней части. Зажим 11 и фиксатор 12 втянуты. Половины 4, 5 барабана могут раздвинуться.
На этапе на фиг. 9 крылья установлены и удерживаются на средней части. За счет комбинации материалов пакет 13 прочно сидит на средней части. Обе половины 4, 5 барабана раздвинуты. В результате этого между ними и центрирующими устройствами 9, 10 образуются свободные пространства. На следующем этапе накладывается материал.
На этапе на фиг. 10 материал 13 завернут под крыло, и обе половины 4, 5 барабана сдвигаются.
На этапе на фиг. 11 обе половины 4, 5 барабана сдвигаются, и фиксатор 12 находится в положении под крыльями.
На этапе на фиг. 12 фиксатор 12 расширяется с небольшим давлением, и половины 4, 5 барабана перемещаются в направлении его середины для фиксации крыла внешней прижимной кромкой фиксатора 12. Последний расширяется затем с высоким давлением, полностью фиксируя крыло.
На этапе на фиг. 13 полностью фиксированный каркасный пакет нагружается давлением и приподнимается в середине. Параллельно этому процессу сдвигаются половины 4, 5 барабана и центрирующие устройства 9, 10. За счет определяемого в каждый момент процесса расстоянию между крыльями достигается высокая равномерность шин. Точно так же этой равномерности способствует то, что крыло во время всего процесса поддерживается.
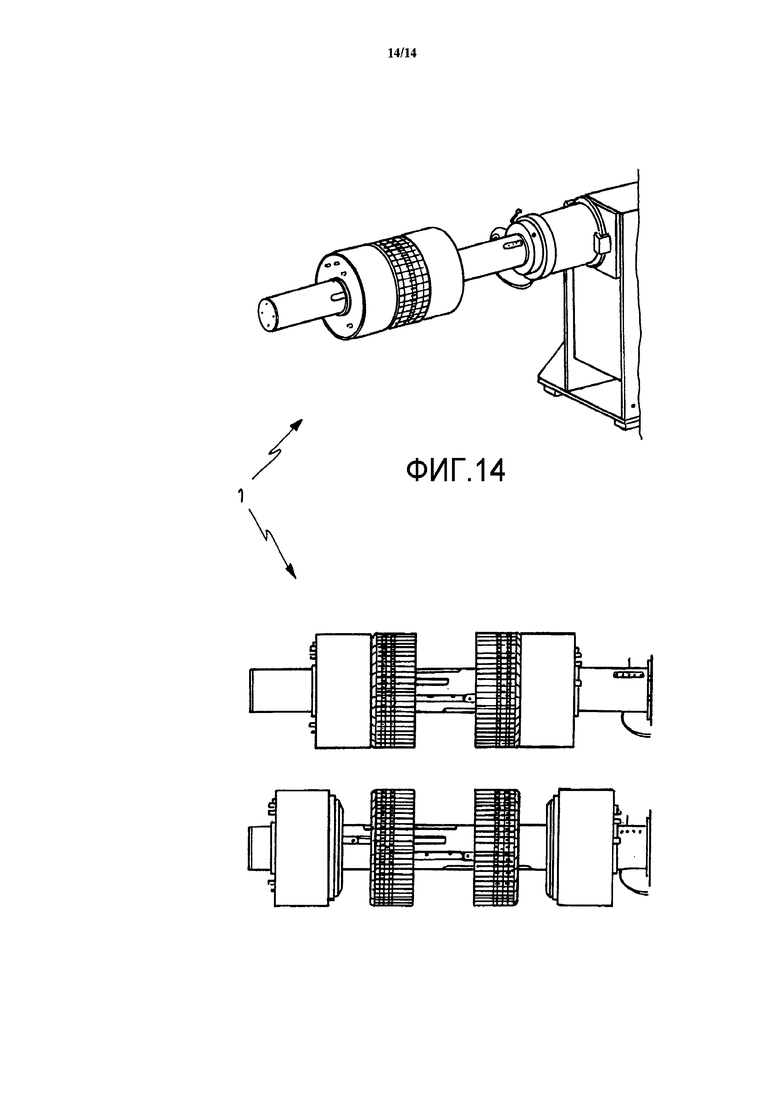
На фиг. 14 для наглядности изображены другие виды барабана 1 с позиционированными по-разному отдельными частями.
Изобретение относится к способу и устройству для изготовления «сырой» шины. На барабане для сборки шин позиционируют, по меньшей мере, два полосовидных материала. Устанавливают, по меньшей мере, два крыла. Сборочный барабан состоит из средней части и двух расположенных с обеих сторон рядом с ней половин. Сборочный барабан снабжен зажимом и фиксатором крыльев. Половины барабана позиционируют в осевом направлении. Средняя часть является радиально изменяемой в своем диаметре. Обеспечивается повышение точности позиционирования. 2 н. и 11 з.п. ф-лы, 14 ил.
1. Способ изготовления «сырой» шины, при котором, по меньшей мере, два полосовидных материала позиционируют на сборочном барабане для сборки шин и при котором устанавливают, по меньшей мере, два крыла, отличающийся тем, что используют сборочный барабан, который состоит из средней части (7, 8) и двух расположенных с обеих сторон рядом с ней половин (4, 5) барабана и который снабжен как зажимом крыльев, так и фиксатором крыльев,
причем половины (4, 5) барабана позиционируют в осевом направлении, а средняя часть (7, 8) является радиально изменяемой в своем диаметре.
2. Способ по п. 1, отличающийся тем, что радиальное увеличение диаметра средней части (4, 5) осуществляют перед установкой крыльев.
3. Способ по п. 1, отличающийся тем, что половины (4, 5) барабана позиционируют независимо друг от друга.
4. Устройство для изготовления «сырой» шины, включающее в себя сборочный барабан для сборки шин, причем сборочный барабан (1) имеет среднюю часть (7, 8) и две расположенные с обеих сторон рядом с ней половины (4, 5) барабана и снабжен как зажимом крыльев, так и фиксатором крыльев,
причем половины (4, 5) барабана выполнены с возможностью позиционирования в осевом направлении, а средняя часть (7, 8) выполнена с возможностью изменения диаметра в радиальном направлении.
5. Устройство по п. 4, отличающееся тем, что радиальное увеличение диаметра средней части (4, 5) осуществляют перед постановкой крыльев.
6. Устройство по п. 4, отличающееся тем, что половины (4, 5) барабана выполнены с возможностью позиционирования независимо друг от друга.
7. Устройство по п. 4, отличающееся тем, что, по меньшей мере, один установщик крыльев выполнен с возможностью позиционирования в осевом направлении.
8. Устройство по п. 4, отличающееся тем, что установщик крыльев выполнен с возможностью затяжки в осевом направлении относительно расширенной средней части (7, 8).
9. Устройство по п. 4, отличающееся тем, что фиксатор (12) крыльев выполнен с возможностью расширения на выбор с более низким или более высоким давлением.
10. Устройство по п. 4, отличающееся тем, что зажим (11) и фиксатор (12) крыльев выполнены с возможностью позиционирования независимо друг от друга.
11. Устройство по п. 4, отличающееся тем, что фиксатор (12) крыльев выполнен в виде внешнего заплечика.
12. Устройство по п. 4, отличающееся тем, что половины (4, 5) барабана и центрирующее устройство (9, 10) выполнены с возможностью позиционирования для образования свободного пространства.
13. Устройство по п. 4, отличающееся тем, что центрирующие устройства (9, 10) выполнены с возможностью позиционирования в расширенном положении без половин (4, 5) барабана.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| JPS 6092837 A, 24.05.1985 | |||
| СПОСОБ СУШКИ И ХРАНЕНИЯ ЗЕРНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2228602C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИХЛОРАНГИДРИДОВ 2-ХЛОР-2-АЛКЕНИЛФОСФОНОВЫХ КИСЛОТ | 1998 |
|
RU2140923C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН | 2008 |
|
RU2455165C2 |

