Изобретение относится к области металлургии, в частности к обработке металлов давлением, а именно к технологии получения заготовок из стали аустенитного класса, обладающей эффектом TWIP (Twinning Induced Plactisity – пластичности, наведенной двойникованием), и может быть применено при изготовлении демпферных элементов сейсмостойких сооружений.
Наиболее опасными для технических объектов являются вибрационные воздействия. Знакопеременные напряжения, вызванные вибрационными воздействиями, приводят к накоплению повреждений в материале, что вызывает появление усталостных трещин и приводит к разрушению. Способы повышения усталостной прочности можно разделить на технологические и конструктивные.
Конструктивные способы связаны с приданием деталям так называемых обтекаемых (сглаженных) форм, которые способствуют снижению концентраций напряжений и поэтому являются благоприятными для усталостной прочности.
Технологические способы направлены на формирование микроструктуры материалов, обладающей повышенной стойкостью к усталостному разрушению. На сегодняшний день одним из наиболее распространенных способов повышения усталостной прочности является деформационно-термическая обработка (ДТО). ДТО приводит к повышению твердости, предела текучести и временного сопротивления разрыву. Кроме того, используются способы поверхностного упрочнения деталей: дробеструйная и центробежно-шариковая обработка, обработка роликами, чеканка. Установлено, что упрочнение поверхностного слоя деталей пластическим деформированием приводит к значительному увеличению долговечности деталей машин не только в условиях обычной усталости, но и в агрессивных средах; кроме того, поверхностный наклеп способствует повышению износостойкости трущихся поверхностей.
Наиболее распространенными и эффективными видами термической обработки, направленной на повышение усталостной прочности, являются поверхностная закалка с низким отпуском и химико-термическая обработка. Поверхностная закалка заключается в нагреве (газовым пламенем, токами высокой частоты, облучением) тонкого поверхностного слоя до температуры образования в нем аустенита и в последующем быстром охлаждении. В результате структурных изменений в поверхностном слое возникают большие остаточные напряжения, обусловленные образованием в поверхностном слое структур с большим удельным объемом. Кроме возрастания усталостной прочности, значительно увеличивается износостойкость рабочих поверхностей за счет повышения их твердости [A.P. Zhilyaev, I. Shakhova, A. Belyakov, R. Kaibyshev, T.G. Langdon, Wear resistance and electroconductivity in copper processed by severe plastic deformation, Wear. 305 (2013) 89–99. doi:10.1016/j.wear.2013.06.001; D.-Z. Li, Y.-H. Wei, L.-F. Hou, W.-M. Lin, Microstructural Evolution of Surface Layer of TWIP Steel Deformed by Mechanical Attrition Treatment, J. Iron Steel Res. Int. 19 (2012) 38–46].
Стали с эффектом TWIP при пластической деформации демонстрируют образование наноразмерных двойников деформации (толщина двойниковых пластин составляет 20-50 нм). Формирование большого количества двойниковых границ создает препятствия для движения дислокаций. Кроме того, образование границ деформационных двойников приводит к повышению плотности дислокаций до высоких значений, вплоть до 2..4×1015 м-2. Помимо этого, образование большого количества высокоугловых границ деформационных двойников приводит к измельчению структуры до наноразмерных значений (менее 100 нм) [O. Bouaziz, S. Allain, C.P. Scott, P. Cugy, D. Barbier, High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships, Curr. Opin. Solid State Mater. Sci. 15 (2011) 141–168; O. Bouaziz, Strain-hardening of twinning-induced plasticity steels, Scr. Mater. 66 (2012) 982–985].
Известен способ получения ферритной стали, имеющей стойкость к усталостному разрушению (US2011/0305595 A1, опубликован 15.12.2011). В качестве основы в изобретении использовалась сталь STPG370. Согласно изобретению сталь содержит 0.47% С, 0.18% Si, 0.63% Mn, 0.014% P, 0.003% S, 0.11% Cu, 0.1% Ni, 0.08% Cr. Способ деформационно-термической обработки заключается в ковке при 1170°С в течение часа с последующим охлаждением на воздухе и затем прокатка при 560°С на 95%, после охлаждение в воде. Также дополнительно может быть применен отжиг при 600 или 700°С в течение 1 часа с охлаждением на воздухе. При этом достигается мелкозернистая структура с размером зерна от 1 микрона.
Недостатком способа является предел усталостной выносливости более 10 млн циклов, равный 150 МПа, что существенно ниже значений, предъявляемых современными требованиями.
Известен способ получения катаной стали, обладающей высокой износостойкостью и сопротивлением усталостному разрушению (EP1026276 A4, опубликован 05.08.1999). Способ деформационно-термической обработки стали, имеющей состав, вес. %: С: 0,02-0,2; Mn, Si, Cr, Al, Ti<0,1; Ni: 0,8-3,0; Cu: 0,8-2,0; Mo: 0,4-0,7; N: 0,001-0,01; P<0,1; S<0,006, а также железо и неизбежные примеси, заключается в горячей прокатке после нагрева в интервале температур 1100 – 1300°С, предпочтительно в течение 4,5 ч, а затем горячей прокатке при температуре не выше 950°С для обеспечения общего уменьшения толщины не менее 40%. В результате такой деформационно-термической обработки сталь имеет предел выносливости, равный 481 МПа.
Недостатком способа является предел усталостной выносливости, равный 481 МПа, что существенно ниже значений, предъявляемых современными требованиями.
Наиболее близкий к предложенному изобретению способ, принятый за прототип, описан в публикации A.S. Hamada и др. «Fatigue Behavior of Four High-Mn Twinning Induced Plasticity Effect Steels», Metallurgical and Materials Transactions A (2010) том 41 вып. 5, стр. 1102–1108. Способ деформационно-термической обработки сталей, имеющих в составе марганец в количестве от 18 до 22 вес. % от 0.3 до 0.6 вес.% углерода, а также 0-3 вес.% алюминия, 0-3 вес.% кремния и ниобий, заключался в том, что все стали были получены путем отливки, горячей прокатки, гомогенизационного отжига, последующей холодной прокатки и еще одного отжига при температуре 1000°С в течение 5 минут. После этого стали имели равноосную полностью аустенитную структуру со средним размером зерна около 35 микрон. В публикации были продемонстрированы усталостные свойства четырех высокомарганцевых аустенитных сталей. В данном исследовании было показано, что все стали, независимо от химического состава, демонстрируют предел усталостной выносливости более 10 млн циклов при напряжениях на уровне 400 МПа. При этом механические свойства всех сталей составляют: условный предел текучести в районе 270-350 МПа, временное сопротивление разрыву от 810 до 930 МПа, удлинение при разрыве порядка 95% для всех четырех сталей.
Недостаток данного способа заключается в том, что получение стальных заготовок таким способом обеспечивает высокие значения пластичности, однако не обеспечивает высоких значений прочностных свойств при растяжении и при испытаниях на усталостную выносливость. Предел усталостной выносливости более 10 млн циклов, равный 400 МПа, существенно ниже значений, предъявляемых современными требованиями.
Задачей предлагаемого изобретения является разработка способа деформационно-термической обработки высокомарганцевой стали с эффектом пластичности, наведенной двойникованием, для получения высоких демпфирующих свойств, содержащих в химическом составе марганец, углерод и алюминий.
Поставленная задача решается предложенным способом деформационно-термической обработки высокомарганцевой аустенитной стали с эффектом пластичности, наведенной двойникованием, с содержанием марганца не менее 15 вес. %, алюминия не менее 1.5 вес. %, углерода не менее 0.3% в таких количествах, чтобы энергия дефектов упаковки стали лежала в интервале от 20 до 40 мДж/м2, который включает: отливку, горячую прокатку, гомогенизационный отжиг, кроме того горячую ковку в качестве предварительной деформационно-термической обработки, а также двустороннюю теплую многократную ковку в качестве основной деформационно-термической обработки и закалку в воду. При таких значениях энергии дефектов упаковки реализуется эффект пластичности, наведенной двойникованием, в результате чего при деформации образуются деформационные двойники [O. Bouaziz, S. Allain, C.P. Scott, P. Cugy, D. Barbier, High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships, Curr. Opin. Solid State Mater. Sci. 15 (2011) 141–168]. При этом предварительная деформационно-термическая обработка заключается в гомогенизационном отжиге в интервале температур 950 – 1150°С в течение 2 - 8 ч, многократную ковку в интервале температур 950 – 1150°С. Суммарная истинная степень деформации после ковки должна составлять не менее ε = 1,2. После достижения необходимой степени деформации материал подвергается гомогенизационному отжигу в интервале температур 950 – 1150°С в течение 2 - 8 ч с последующей многократной горячей прокаткой в интервале температур от 500 до 1150°С, суммарная истинная степень деформации не менее ε = 2. На финальной стадии предварительной деформационно-термической обработки высокомарганцевую сталь с эффектом пластичности, наведенной двойникованием, подвергают отжигу в интервале температур от 950 – 1150°С в течение 1 – 2 ч для получения равноосной однофазной аустенитной структуры. Далее заготовку подвергают двусторонней многократной ковке в условиях теплой деформации при температуре 400-600°С с истинной степенью деформации за проход не менее ε = 0,5 до суммарной истинной степени деформации не менее ε = 3, с последующей закалкой в воду.
Технический результат заключается в том, что:
- двусторонняя ковка в условиях теплой деформации с общей деформацией ε=3 при температуре 400-600°С приводит к интенсивному деформационному упрочнению за счет двойникования и дислокационного скольжения;
- повышенная температура ковки (400-600°С) приводит к процессам динамического возврата, в результате чего высокомарганцевая сталь с эффектом пластичности, наведенной двойникованием, имеет запас пластичности после двусторонней теплой ковки;
- интенсивное деформационное упрочнение за счет двойникования и дислокационного скольжения приводит к существенному повышению демпфирующих свойств высокомарганцевой стали с эффектом пластичности, наведенной двойникованием.
Примеры осуществления
Пример 1. Слиток высокомарганцевой аустенитной стали с эффектом пластичности, наведенной двойникованием, номинального химического состава Fe-0.6%C-18%Mn-1.5%Al был подвергнут предварительной деформационно-термической обработке. Первоначально исходный материал в литом состоянии в виде слитка размерами 140х140х140 мм3 был подвергнут гомогенизационному отжигу в печи при температуре 1150 °С в течение 4 ч. Затем этот слиток был прокован при температуре 1150 °С в три ступени: 140 мм → 100 мм, 100 мм → 70 мм, 70 мм → 50 мм, суммарная истинная степень деформации составила ε = 1. После этого высокомарганцевая сталь была повторно подвергнута гомогенизационному отжигу в печи при температуре 1150°С в течение 4 ч. Далее поковка была подвергнута горячей прокатке в интервале температур от 500 до 1150°С в 5 проходов при следующем изменении высоты: 1) 50 мм → 34 мм, 2) 34 мм → 25 мм, 3) 25 мм → 17 мм, 4) 17 мм → 13 мм, 5) 13 мм → 10 мм, при этом суммарная истинная степень деформации составила ε = 1,6. При прохождении через валки высокомарганцевая сталь не подвергалась повторному нагреву. После прокатки сталь была подвергнута отжигу в течение 1 часа при температуре 1150°С. После этого высокомарганцевая сталь с эффектом пластичности, наведенной двойникованием, была подвергнута двусторонней ковке в условиях теплой деформации при температуре 400°С до истинной степени деформации ε = 3. В результате этого сталь обладает повышенным значением предела усталостной выносливости, равным 600 МПа на базе 10 млн циклов.
Данный пример характеризуют следующие графические материалы:
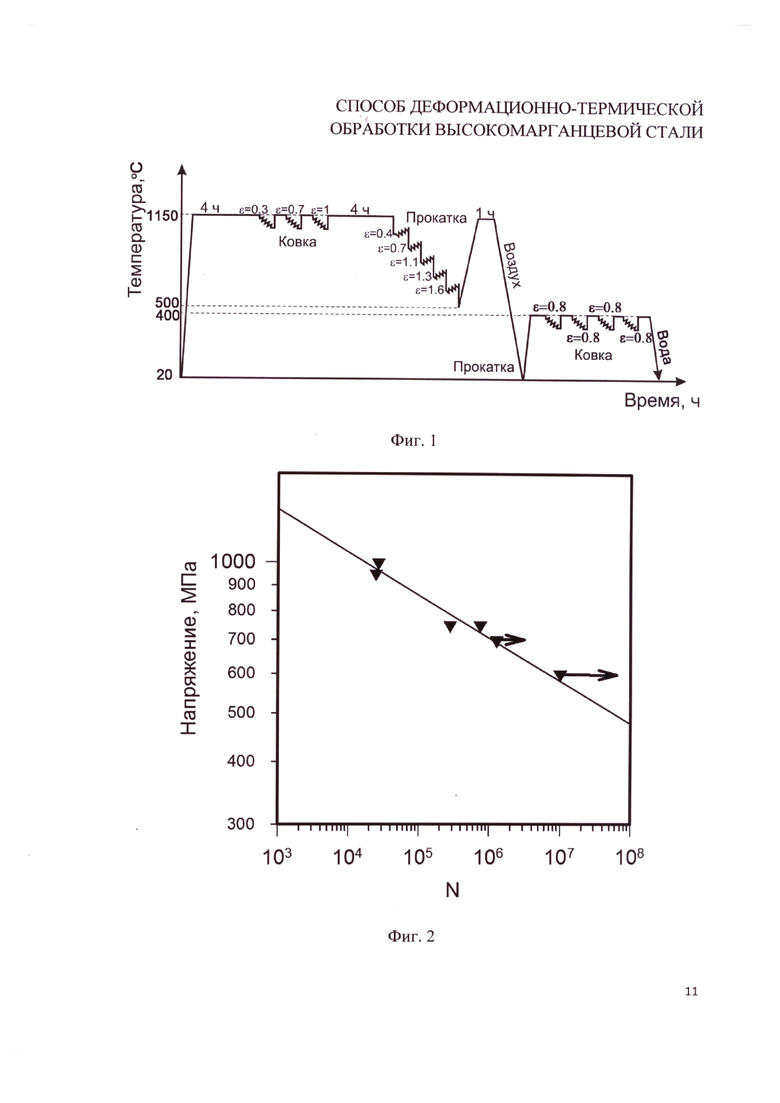
Фигура 1 – схема деформационно-термической обработки высокомарганцевой стали с эффектом пластичности, наведенной двойникованием. Здесь ε – истинная степень деформации.
Фигура 2 – Кривая зависимости количества циклов до разрушения высокомарганцевой стали, подвергнутой термомеханической обработке в виде двусторонней ковки при температуре 400°С до истинной степени деформации ε = 3, от приложенного напряжения.
Пример 2. Слиток высокомарганцевой аустенитной стали с эффектом пластичности, наведенной двойникованием, номинального химического состава Fe-0.6%C-18%Mn-1.5%Al был подвергнут предварительной деформационно-термической обработке. Первоначально исходный материал в литом состоянии в виде слитка размерами 140х140х140 мм3 был подвергнут гомогенизационному отжигу в печи при температуре 1150°С в течение 4 ч. Затем этот слиток был прокован при температуре 1150°С в три ступени: 140 мм → 100 мм, 100 мм → 70 мм, 70 мм → 50 мм, суммарная истинная степень деформации составила ε = 1. После этого высокомарганцевая сталь была повторно подвергнута гомогенизационному отжигу в печи при температуре 1150°С в течение 4 ч. Далее поковка была подвергнута горячей прокатке в интервале температур от 500 до 1150°С в 5 проходов при следующем изменении высоты: 1) 50 мм → 34 мм, 2) 34 мм → 25 мм, 3) 25 мм → 17 мм, 4) 17 мм → 13 мм, 5) 13 мм → 10 мм, при этом суммарная истинная степень деформации составила ε = 1,6. При прохождении через валки высокомарганцевая сталь не подвергалась повторному нагреву. После прокатки сталь была подвергнута отжигу в течение 1 часа при температуре 1150°С. После этого высокомарганцевая сталь с эффектом TWIP была подвергнута двусторонней ковке в условиях теплой деформации при температуре 600°С до истинной степени деформации ε = 3. В результате этого сталь обладает повышенным значением предела усталостной выносливости, равным 600 МПа на базе 10 млн циклов.
Таким образом, выполнена задача по разработке нового способа деформационно-термической обработки высокомарганцевой стали для получения высоких демпфирующих свойств. Предложенный способ обработки приводит к получению высокомарганцевой стали, отличающейся повышенными показателями сопротивлению усталостному разрушению, которая может быть использована при изготовлении демпферных элементов сейсмостойких сооружений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОЙ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2015 |
|
RU2618678C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ С УЛУЧШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 2018 |
|
RU2696789C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНЫХ ЗАГОТОВОК ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ С РЕКРИСТАЛЛИЗОВАННОЙ МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2018 |
|
RU2692539C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ВЫСОКОПРОЧНЫХ АУСТЕНИТНЫХ МАРГАНЦОВИСТЫХ СТАЛЕЙ | 2017 |
|
RU2692151C1 |
| Способ получения листов из высокомарганцевой стали | 2016 |
|
RU2631069C1 |
| Высокопрочная сталь системы Fe-Mn-Al-C, обладающая эффектом TWIP и TRIP | 2016 |
|
RU2615738C1 |
| Способ термической обработки поковок из конструкционно-легированной стали марки 4340 (варианты) | 2024 |
|
RU2837323C1 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2016 |
|
RU2631068C1 |
| Способ деформационно-термической обработки аустенитных коррозионностойких сталей | 2016 |
|
RU2640702C1 |
Изобретение относится к области металлургии, в частности к обработке металлов давлением, а именно к технологии получения заготовок из стали аустенитного класса, обладающей эффектом TWIP (Twinning Induced Plactisity – пластичности, наведенной двойникованием). Для получения высоких демпфирующих свойств осуществляют предварительную деформационно-термическую обработку, включающую гомогенизационный отжиг слитков с эффектом пластичности, наведенной двойникованием в печи при температуре 1150°С в течение 4 ч, ковку при температуре 1150°С до суммарной истинной степени деформации ε=1 с последующим гомогенизационным отжигом в печи при температуре 1150°С в течение 4 ч. Далее поковку подвергают горячей прокатке в интервале температур от 500 до 1150°С в 5 проходов с суммарной истинной степенью деформации ε не менее 1,5 с последующим гомогенизационным отжигом в течение 1 часа при температуре 1150°С. После этого высокомарганцевая сталь с эффектом TWIP подвергается двусторонней ковке в условиях теплой деформации при температуре 400°С до истинной степени деформации ε=3. Изобретение может быть применено при изготовлении демпферных элементов сейсмостойких сооружений. 3 з.п. ф-лы, 2 ил., 2 пр.
1. Способ деформационно-термической обработки заготовок из высокомарганцевой стали, включающий получение слитка из стали, содержащей марганец, алюминий, углерод с эффектом пластичности, наведенной двойникованием, гомогенизационный отжиг и горячую прокатку, отличающийся тем, что получают слиток размером 140×140×140 мм3, осуществляют гомогенизационный отжиг слитка в печи при температуре 950-1150°С в течение 2-8 ч, затем при упомянутой температуре проводят многократную горячую ковку с суммарной истинной степенью деформации не менее ε=1,2 в три ступени: 140 мм → 100 мм, 100 мм → 70 мм, 70 мм → 50 мм, полученную поковку подвергают повторному гомогенизационному отжигу в печи при температуре 950-1150°С в течение 2-8 ч и последующей горячей прокатке в интервале температур от 500 до 1150°С в 5 проходов с суммарной истинной степенью деформации не менее ε=2, при этом после горячей прокатки осуществляют гомогенизационный отжиг в течение 1-2 часов при температуре 950-1150°С, а затем двустороннюю ковку в условиях теплой деформации при температуре 400-600°С до истинной степени деформации не менее ε=3.
2. Способ по п. 1, отличающийся тем, что двустороннюю ковку проводят в интервале температур от 400 до 600°C с последующим охлаждением в воде.
3. Способ по п. 1, отличающийся тем, что двустороннюю ковку проводят в интервале температур от 400 до 600°C с последующим охлаждением в масле.
4. Способ по п. 1, отличающийся тем, что двустороннюю ковку проводят в интервале температур от 400 до 600°C с последующим охлаждением на воздухе.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛЕГКОЙ АУСТЕНИТНОЙ КОНСТРУКЦИОННОЙ СТАЛИ И ИЗДЕЛИЕ ИЗ ЛЕГКОЙ АУСТЕНИТНОЙ КОНСТРУКЦИОННОЙ СТАЛИ (ВАРИАНТЫ) | 2011 |
|
RU2544970C2 |
| US 20100258218 A1, 14.10.2010 | |||
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОМАРГАНЦОВИСТОЙ СТАЛИ | 1993 |
|
RU2073731C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ (ВАРИАНТЫ) | 1992 |
|
RU2074900C1 |
| US 20070289717, 20.12.2007. | |||

