Изобретение относится к области металлургии, а именно к деформационно-термической обработке аустенитных высокомарганцевых сталей, и может быть применено в автомобилестроении для производства несущих конструкций автомобиля.
Высокомарганцевые аустенитные стали с TWIP эффектом (twinning induced plasticity – пластичность наведенная двойникованием) являются одними из наиболее перспективных материалов, используемых в автомобильной промышленности. Стали данного класса чрезвычайно пластичны и характеризуются высоким уровнем деформационного упрочнения, что делает их привлекательными для широкого применения в автомобильной промышленности. Очень большое деформационное упрочнение обеспечивается за счет деформационного двойникования, которое приводит к структурному упрочнению по закону Холла-Петча, и деформационного упрочнения благодаря росту плотности дислокаций при деформации [C.M. Young, O.D. Sherby. Sub-Grain Formation and Sub-Grain-Boundary Strengthening in Fe-Based Materials. J. Iron Steel Inst. 211 (1973) 640]. Таким образом, существенного повышения предела текучести сталей данного класса можно добиться в результате холодной пластической обработки. Однако повышение прочности в этом случае сопровождается падением пластичности. Сохранение достаточно высокого уровня пластичности и увеличение прочности может быть достигнуто за счет формирования в стали ультрамелкозернистой структуры, которая может быть получена в результате специальной деформационно-термической обработки, сочетающей холодную деформацию и отжиг [Y. Estrin, A. Vinogradov. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 61 (2013) 782 - 817].
Известен способ получения горячекатаной полосы из хорошо деформируемой в холодном состоянии, высокопрочной аустенитной стали для легких конструкций с высоким содержанием марганца, алюминия и кремния, а также обладающей TWIP эффектом (Патент RU2335358, опубликованный 10.10.2008). Сущность способа заключается в том, что сталь для легких конструкций разливают на машине непрерывной разливки в непрерывную заготовку, а затем разделяют в слябы и прокатывают до конечной толщины. Разливают заготовку на машине непрерывной разливки тонких слябов с применением литейного порошка, затем делят на слябы, после окончания кристаллизации и разделения непрерывной заготовки на слябы осуществляют выравнивание температуры сляба в промежуточной печи, затем сляб без промежуточного охлаждения подвергают горячей прокатке. Недостатком данного метода является необходимость применения специализированного и энергозатратного оборудования, включающего CSP (CSP – производство тонких слябов) литейную установку, содержащую машину непрерывной разливки, промежуточную печь, которая является печью с роликовым подом, и прокатный стан. Также горячая прокатка не обеспечивает должного уровня механических свойств, сталь после данной обработки имеет низкий предел текучести.
В публикации D. P. Escobar и др. «Martensite reversion and texture formation in17Mn-0.06C TRIP/TWIP steel after hot cold rolling and annealing», J Mater Res Technol. (2014), т. 4, в. 2, стр.162-170, была исследована высокомарганцевая сталь с TWIP/TRIP эффектом (TRIP – пластичность наведенная мартенситным превращением), содержащая в химическом составе Si и Al, подвергнутая холодной прокатке и рекристаллизационному отжигу. В данном исследовании было показано, что после деформационно-термической обработки предел текучести достигает 650 МПа, предел прочности 950 МПа и относительное удлинение составляет 45%. Обработка стали предложенным способом обеспечивает высокие показатели прочности, однако не обеспечивает достаточную пластичность. Химический состав представленной в данной публикации стали обеспечивает энергию дефекта упаковки, соответствующую сталям с TRIP-эффектом, которые характеризуются повышенными прочностными свойствами, однако свойства стали после предложенной обработки не достигают должного уровня.
Наиболее близкий к предложенному изобретению способ, принятый за прототип, описан в патенте США №20100258218, опубликованном 14.10.2010 году. Способ получения высокопрочных листов TWIP стали, имеющей химический состав, вес. %: углерод (С) 0.15-0.30, кремний (Si) 0.01-0.03, марганец (Mn) 15-25, алюминий (Al) 1.2 – 3.0, фосфор (P) менее 0.020, сера (S) 0.001-0.002 и титан (Ti) 4.0-5.0, включает холодную прокатку горячекатаных стальных листов, с последующим отжигом. Стальные заготовки после литья подвергают горячей прокатке с 1100~1300°С (1373~1573К) до 850~950°С (1123~1223К) с последующим охлаждением на воздухе с 850 ~950°С до 650~750°С со скоростью охлаждения 35~45°С/с (308~318К/с) с целью получения в TWIP стали высоких прочностных показателей. Горячекатаные листы подвергались холодной прокатке и последующему рекристаллизационному отжигу при температуре 700~900°С (973~1173К) в течение 3~5 минут. Такая деформационно-термическая обработка позволила получить микроструктуру со средним размером зерен 2.1 мкм и предел текучести составил 550 МПа.
Описанный способ обработки не приводит к получению ультрамелкозернистой структуры, что в свою очередь не обеспечивает требуемый уровень механических свойств, предъявляемых к материалам для изготовления ответственных деталей автомобилей.
Задачей предлагаемого изобретения является разработка способа деформационно-термической обработки аустенитных высокомарганцевых сталей с TWIP эффектом, содержащих в химическом составе марганец не менее 15% и алюминий не менее 1.5%, позволяющего получить оптимальную комбинацию прочности и пластичности в данных сталях.
Технический результат заключается в том, что:
- холодная пластическая обработка методом прокатки обеспечивает интенсивное деформационное упрочнение за счет обширного деформационного двойникования и формирования полос сдвига;
- последующий рекристаллизационный отжиг позволяет получить ультрамелкозернистую структуру со средним размером зерен менее 1 мкм, что способствует получению повышенных прочностных характеристик, при сохранении высоких значений пластичности.
Поставленная задача решается предложенным способом деформационно-термической обработки аустенитной высокомарганцевой стали с содержанием марганца более 15% и алюминия не менее 1.5% и обладающей TWIP-эффектом, который включает: предварительную термообработку, состоящую из гомогенизационного отжига при температуре 1223 - 1423K в течение 2 - 8 часов, многократную ковку при температуре 1223 – 1423К. Суммарная истинная степень деформации после ковки не менее 1.2. После достижения необходимой степени деформации сталь подвергается гомогенизационному отжигу при температуре 1223 - 1423К в течение 2 - 8 часов, с последующей многократной горячей прокаткой при температуре 773 – 1423К, суммарная истинная степень деформации не менее 2. После горячей прокатки сталь подвергают отжигу в течение 1-2 часов при температуре 1223 - 1423К. Далее сталь подвергают холодной деформации методом прокатки при температуре 293К до суммарной истинной степени не менее 3, с последующим рекристаллизационным отжигом в интервале температур 873 - 973К в течение 30 – 60 минут.
Примеры осуществления
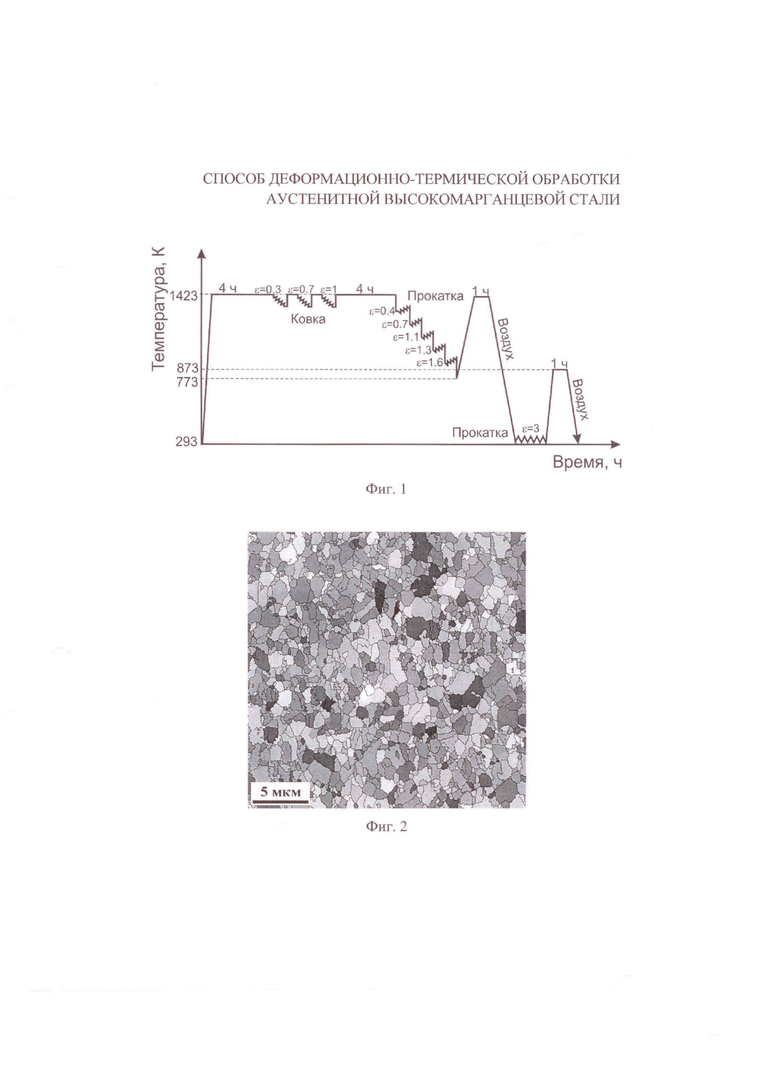
Пример 1. Лист высокомарганцевой стали Fe - 0,3%C - 17%Mn - 1,5%Al был подвергнут термообработке. Сначала исходный материал в литом состоянии в виде слитка размерами 140х140х140 мм3 был подвергнут гомогенизационному отжигу в печи при температуре 1423К в течение 4-х часов. Затем этот слиток был прокован при температуре 1423К в три ступени: 140 мм →100 мм, 100 мм →70 мм, 70 мм →50 мм, суммарная истинная степень деформации составила 1. После этого материал опять был подвергнут гомогенизационному отжигу в печи при температуре 1423К в течение 4-х часов. Следующей стадией была прокатка в интервале температур 773 – 1423К в 5 проходов: 50 мм →34 мм, 34 мм →25 мм, 25 мм →17 мм, 17 мм →13 мм, 13 мм →10 мм, суммарная истинная деформация составила 1.6. Все стадии прокатки проводились без промежуточного нагревания. После прокатки сталь была подвергнута отжигу в течение 1 часа при температуре 1423К. Затем заготовка стали были подвергнута холодной прокатке при температуре 293К, после 4 проходов суммарная истинная степень деформации составила 3. Прокатанная заготовка стали была подвергнута рекристаллизационному отжигу при температуре 873К в течение 1 часа. После представленной обработки средний размер зерен составил 0.85 мкм.
Данный пример характеризуют следующие графические материалы:
Фиг. 1– схема деформационно-термической обработки аустенитной высокомарганцевой TWIP стали, где ε - истинная степень деформации.
Фиг. 2 – микроструктура стали, подвергнутой холодной прокатке до истинной степени деформации 3 и отжигу при температуре 873К в течение 1 часа.
Пример 2. Отличающийся от примера 1 тем, что в качестве материала исследования была использована высокомарганцевая сталь Fe - 0,3%C - 22%Mn - 1,5%Al и холодная прокатка проводилась до суммарной истинной степени деформации 1.6 с последующим рекристаллизационным отжигом при температуре 973К в течение 30 минут.
Из полученных стальных заготовок были вырезаны образцы для испытаний на механические свойства, образцы вырезались вдоль направления прокатки. В таблице 1 представлены результаты механических испытаний образцов. Механические испытания на растяжения проводились по ГОСТ 1497-84 при комнатной температуре.
Таблица 1. Механические свойства и средний размер зерен аустенитных высокомарганцевых TWIP сталей, подвергнутых деформационно-термической обработке.
Таким образом, достигнута задача по разработке нового способа деформационно-термической обработки аустенитной стали с высоким содержанием марганца, алюминия и обладающей TWIP-эффектом. Предложенный способ обработки приводит к получению ультрамелкозернистой стали, отличающейся повышенными показателями прочности и пластичности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ВЫСОКОПРОЧНЫХ АУСТЕНИТНЫХ МАРГАНЦОВИСТЫХ СТАЛЕЙ | 2017 |
|
RU2692151C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНЫХ ЗАГОТОВОК ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ С РЕКРИСТАЛЛИЗОВАННОЙ МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2018 |
|
RU2692539C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ С УЛУЧШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 2018 |
|
RU2696789C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2016 |
|
RU2643119C2 |
| Способ получения листов из высокомарганцевой стали | 2016 |
|
RU2631069C1 |
| Способ деформационно-термической обработки аустенитных коррозионностойких сталей | 2016 |
|
RU2640702C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2016 |
|
RU2631068C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2012 |
|
RU2482197C1 |
| Высокопрочная сталь системы Fe-Mn-Al-C, обладающая эффектом TWIP и TRIP | 2016 |
|
RU2615738C1 |
| Способ изготовления плоских изделий из гафнийсодержащего сплава на основе титана | 2017 |
|
RU2675011C1 |
Изобретение относится к области металлургии, а именно к деформационно-термической обработке аустенитных высокомарганцевых сталей с TWIP-эффектом, и может быть применено в автомобилестроении для производства несущих конструкций автомобиля. Для получения оптимальной комбинации прочности и пластичности стали проводят предварительный гомогенизационный отжиг слитка из аустенитной стали, содержащей в химическом составе марганец не менее 15% и алюминий не менее 1,5%, при температуре 1223 - 1423K в течение 2 - 8 часов, многократную ковку слитка при температуре 1223 – 1423К с суммарной истинной степенью деформации не менее 1.2. После ковки сталь подвергается гомогенизационному отжигу при 1223 - 1423К в течение 2 - 8 часов и последующей многократной горячей прокатке при 773 – 1423К с суммарной истинной степенью деформации не менее 2. Горячекатаную сталь подвергают отжигу в течение 1-2 часов при 1223 - 1423К, холодной деформации путем прокатки при температуре 293К до суммарной истинной степени не менее 3, с последующим рекристаллизационным отжигом в интервале температур 873 - 973К в течение 30 – 60 минут. 2 ил., 1 табл., 2 пр.
Способ деформационно-термической обработки аустенитной стали с содержанием марганца более 15 мас.%, алюминия не менее 1,5 мас.% и обладающей TWIP-эффектом, включающий горячую прокатку стали, холодную прокатку и рекристаллизационный отжиг, отличающийся тем, что предварительно осуществляют гомогенизационный отжиг стали при температуре 1223 - 1423K в течение 2 - 8 часов с последующей ковкой при температуре 1223 - 1423K до суммарной истинной степени деформации не менее 1,2, затем проводят гомогенизационный отжиг при температуре 1223 - 1423К в течение 2-8 часов, многократную горячую прокатку в интервале температур 773 - 1423K до суммарной истинной степени деформации не менее 2, отжиг горячекатаной стали в течение 1-2 часов при температуре 1223 - 1423К и холодную прокатку при температуре 293К до суммарной истинной степени не менее 3, при этом горячую прокатку стали проводят без промежуточного её нагрева, а рекристаллизационный отжиг после холодной прокатки ведут в интервале температур 873 - 973К в течение 30-60 минут.
| US 20100258218 A1, 14.10.2010 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОМАРГАНЦОВИСТОЙ СТАЛИ | 1992 |
|
RU2033436C1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОМАРГАНЦОВИСТОЙ СТАЛИ | 1993 |
|
RU2073731C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ (ВАРИАНТЫ) | 1992 |
|
RU2074900C1 |
| Способ высокотемпературной термомеханической обработки деталей | 1987 |
|
SU1518393A1 |
| Способ термической обработки углеродистых аустенитных сталей | 1973 |
|
SU444819A1 |

