Изобретение относится к области металлургии, преимущественно к обработке металлов давлением, а именно к технологии получения заготовок высокомарганцевых сталей аустенитного класса с мелкозернистой структурой, и может быть применено при изготовлении силовых элементов кузова автомобиля.
На сегодняшний день одними из наиболее перспективных материалов являются высокомарганцевые аустенитные стали с TWIP эффектом (twinning induced plasticity – пластичность наведенная двойникованием), используемые в автомобильной промышленности. Стали данного класса чрезвычайно пластичны и характеризуются высоким уровнем деформационного упрочнения, что делает их привлекательными для широкого применения в автомобильной промышленности. Однако, у таких материалов есть недостаток низкий предел текучести и прочности. Известно, что этот недостаток, возможно исправить за счет пластической деформации, при которой формируется мелкозернистая структура. Для применения таких сталей в качестве материалов для конструкции силовых элементов необходимо сочетание высокой прочности и пластичности. Величина, произведения временного сопротивления до разрушения на относительное удлинение, является основной характеристикой сталей, используемых для производства транспортных средств. Уникальным сочетанием пластичности и прочности обладают материалы с ультрамелкозернистой структурой [Y. Estrin, A. Vinogradov. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 61 (2013) 782 - 817], которую можно получить за счет протекания динамической рекристаллизации при большой пластической деформации. Ранее было издано большое количество работ по получению листового проката из сталей данного класса [Kusakin, P.S., Kaibyshev, R.O. High-Mn twinning-induced plasticity steels: Microstructure and mechanical properties/ Reviews on Advanced Materials Science 2016, 44(4), с. 326-360], но зачастую листовой прокат не позволяет получить объемные заготовки. Для этого возможно использование других методов пластической деформации.
Известен способ получения ультрамелкозернитой высокомарганцевой стали, обладающей пределом текучести более 2 ГПа при относительном удлинении не менее 5%, отличающаяся тем, что она содержит в качестве стабилизаторов аустенита углерод в количестве более 0,5 вес.%, марганец более 15 вес.% и алюминий не более 2 вес.%, остальное – железо, при этом имеет структуру, состоящую из равноосных аустенитных зерен размером менее 200 нм с преимущественно большеугловыми разориентировками границ, причем в теле зерен присутствуют нанодвойники толщиной до 15 нм, а на границах зерен присутствуют зернограничные сегрегации атомов (С, Mn). Такие свойства были достигнуты после интенсивной пластической деформации методом кручения под высоким давлением. Недостатком указанного способа является низкое значение произведения пластичности и прочности обработанной стали, которое составляет 12 720 МПа×%, а также трудоемкий способ кручения под высоким давлением, который позволяет получать только мелкие образца размером: диаметр 10 мм и толщина 2,5 мм.
Наиболее близким к предлагаемому изобретению является способ получения объемных заготовок с мелкозернистой структурой в стали аустенитного класса с TWIP эффектом раскрытый в публикации [PAVEL KUSAKIN, KANEAKI TSUZAKI, DMITRI A. MOLODOV, RUSTAM KAIBYSHEV, and ANDREY BELYAKOV. Advanced Thermomechanical Processing for a High-Mn Austenitic Steel METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 47A, 2016, 5707]. Согласно способу, аустенитную сталь с TWIP эффектом химического состава Fe-0.62C-17.5Mn-1.5Al-0.03Si-0.007S-0.017P предварительно подвергали гомогенизационному отжигу в течении 5 часов при температуре 1423К, далее проводили горячую деформационно-термическую обработку при температуре 1423К с последующим отжигом в течении часа при температуре 1423 К. Далее часть образцов аустенитной стали с TWIP эффектом размером 300 мм в длину и с поперечным сечением 20×10 мм2 были подвергнуты термомеханической обработке методом многократной ковки при 873 К с последовательным изменением оси ориентации на 90°. А другая часть образцов размером 300 мм в длину и с поперечным сечением 20×10 мм2 были деформированы методом многократной ковки при температуре 673К с последовательным изменением оси ориентации на 90° и далее были подвергнуты отжигу в течении 1 часа при температуре 873 К. В обоих случаях истинная степень деформации за одну осадку составляла 0,7, суммарная степень деформации достигла 2,8. В результате чего после многократной ковки при 873 К средний размер зерна составил 17 мкм, а произведение предела прочности на удлинение σB × δ составило 24500 MPa×%. Второй режим многократной ковки при температуре 673 К и отжиге при 873 К позволил получить средний размер зерна - 2,8 мкм, а произведение предела прочности на удлинение составило 62100 MPa×%.
Недостатком данных обработок является с одной стороны длительный процесс ковки для набора необходимой степени деформации, с другой стороны при ковке 600°С сформированная структура имеет наклепанную структуру со среднем размером зерна 17 мкм и при этом произведение предела прочности на пластичность составляет 24 500 МПа х%. При многократной ковке 400°С с последующим отжигом при 600°С микроструктура в стали формируется за счет статической рекристаллизации, т.к. для формирования мелкозернистой структуры применяют статический отжиг, что усложняет способ получения.
Задачей изобретения является расширение арсенала способов изготовления объемных заготовок высокомарганцевых сталей аустенитного класса с рекристаллизованной мелкозернистой структурой.
Технический результат заключается в получении однородной динамически рекристаллизованной мелкозернистой структуры в объемных заготовках высокомарганцевых сталей аустенитного класса, благодаря чему происходит значительное повышение прочностных свойств стали при сохранении высоких показателей пластичности, а именно с уникальным сочетанием высокой прочности и пластичности, произведение которых σB × δ составляет не менее 49000 MPa×%.
Поставленная задача решается предложенным способом изготовления объемных заготовок высокомарганцевых сталей с TWIP эффектом, который включает гомогенизационный отжиг в течение 1 часа при температуре 1423 К и деформационно-термическую обработку при температуре 1423 К со степенью деформации 1. После чего заготовки подвергают термомеханической обработке, состоящей из ковки при постоянной температуре в диапазоне от 1223 до 1073К до истинной степени деформации 1 при скорости деформации в диапазоне от 10-2 до 10-4 с-1. После достижения заданной истиной степени деформации проводят мгновенную закалку в воду, которая фиксирует динамически рекристаллизованную структуру и не допускает процесса пост-динамической рекристаллизации.
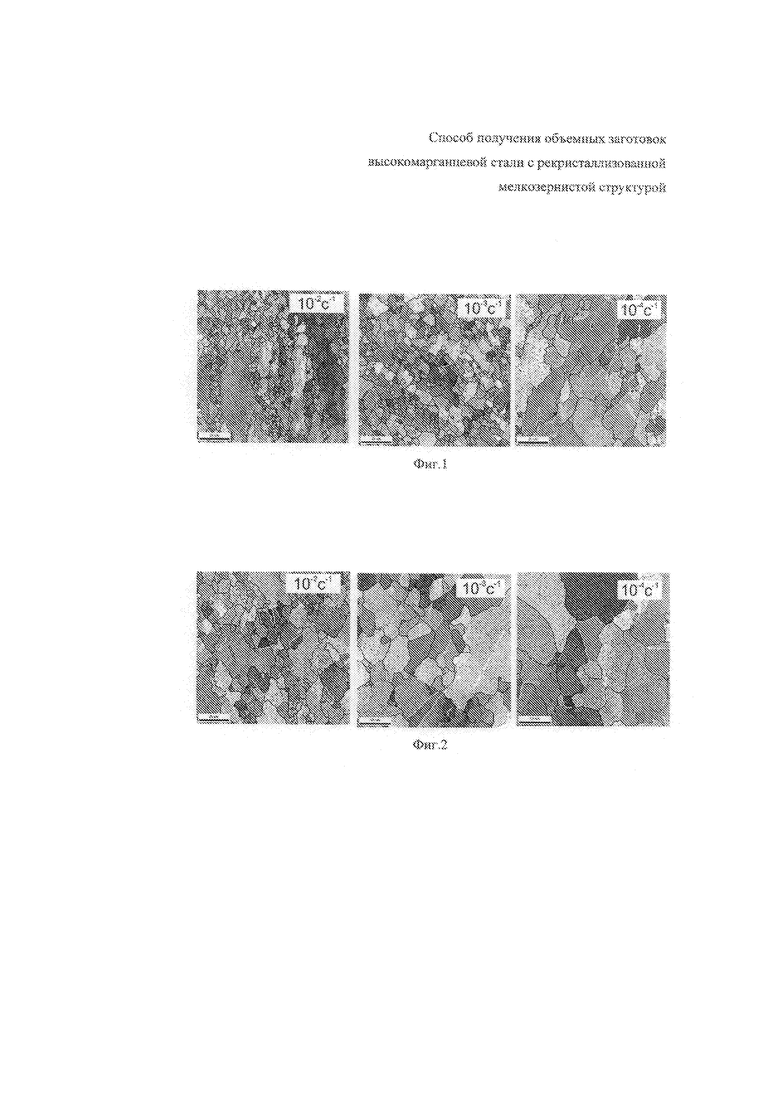
Изобретение характеризуют изображения микроструктуры высокомарганцевой стали аустенитного класса Fe-0.6%C-17%Mn-0.05%Nb-1.5%, полученной после ковки по предложенному способу.
Фиг.1 Микроструктура высокомарганцевой стали аустенитного класса Fe-0.6%C-17%Mn-0.05%Nb-1.5% после проведения термомеханической обработки при 1073 К и различных скоростях деформации;
Фиг.2 Микроструктура высокомарганцевой стали аустенитного класса Fe-0.6%C-17%Mn-0.05%Nb-1.5% после проведения термомеханической обработки при 1223 К и различных скоростях деформации.
Толстыми линиями на изображениях микроструктуры стали указаны высокоугловые границы свыше 15°, тонкими линиями малоугловые границы от 2°до 15°
Примеры осуществления.
Пример 1. В примере осуществления использовали сталь Fe-0.6%C-17%Mn-0.05%Nb-1.5%Al предварительно гомогенизированную в течение 1 часа при температуре 1423 К. Деформационно-термическую обработку провели путем горячей прокатки при температуре 1423 К до степени деформации 1. Далее заготовку, высотой 16 мм и диаметром 8 мм, подвергли термомеханической обработке, состоящей из ковки при постоянной температуре 1073К и при скорости деформации в диапазоне от 10-2 до 10-4 с-1 до степени деформации 1, с последующей мгновенной закалкой в воду. В результате чего формируется динамически рекристаллизованная мелкозернистая структура с размером зерна 3-7 мкм. Сталь обладает высокими показателями прочности и пластичности. Произведение прочности и пластичности находится в интервале 49 000 – 59 000 МПа×%.
Пример 2. В примере осуществления использовали сталь Fe-0.6%C-17%Mn-0.05%Nb-1.5%Al предварительно гомогенизированную в течение 1 часа при температуре 1423 К. Деформационно-термическую обработку провели путем горячей прокатки при температуре 1423 К до степени деформации 1. Заготовка, высотой 16 мм и диаметром 8 мм, была подвергнута термомеханической обработке, состоящей из ковки при постоянной температуре 1223К и при скорости деформации в диапазоне от 10-2 до 10-4 с-1 до степени деформации 1, с последующей мгновенной закалкой в воду. В результате чего формируется динамически рекристаллизованная мелкозернистая структура с размером зерна 7-17 мкм. Сталь обладает высокими показателями прочности и пластичности. Произведение прочности и пластичности находится в интервале 54 000 – 63 000 МПа×%.
Механические испытания на растяжение проводили по ГОСТ 1497-84 при комнатной температуре, результаты испытаний представлены в таблице 1.
Таблица 1 Механические свойства высокомарганцевой стали аустенитного класса Fe-0.6%C-17%Mn-0.05%Nb-1.5%Al после обработки предложенным способом в сравнении с прототипом.
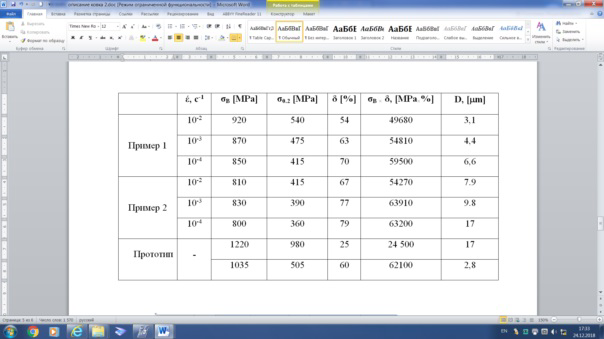
Приведенные примеры подтверждают достижение заявленного технического результата по достижению однородной динамически рекристаллизованной мелкозернистой структуры в объемных заготовках высокомарганцевых сталей аустенитного класса с уникальным сочетанием высокой прочности и пластичности, произведение которых σB × δ составляет не менее 49 000 MPa×%. При этом сокращаются временные и энергозатраты за счет сокращения таких операций, как отжиг после деформационно-термической обработки, снижения степени деформации в процессе термомеханической обработки объемной заготовки методом ковки и времени гомогенизационного отжига с 5 до 1 часа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2016 |
|
RU2643119C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ВЫСОКОПРОЧНЫХ АУСТЕНИТНЫХ МАРГАНЦОВИСТЫХ СТАЛЕЙ | 2017 |
|
RU2692151C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОЙ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2015 |
|
RU2618678C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ С УЛУЧШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 2018 |
|
RU2696789C1 |
| Способ получения листов из высокомарганцевой стали | 2016 |
|
RU2631069C1 |
| Способ обработки хромомолибденовой стали перлитного класса | 2022 |
|
RU2788770C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2016 |
|
RU2631068C1 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА | 2013 |
|
RU2525006C1 |
| Способ термомеханической обработки полуфабрикатов из алюминиевых сплавов систем Al-Cu, Al-Cu-Mg и Al-Cu-Mn-Mg для получения изделий с повышенной прочностью и приемлемой пластичностью | 2015 |
|
RU2618593C1 |
Изобретение относится к области металлургии, а именно к технологии получения заготовок из высокомарганцевых сталей аустенитного класса с мелкозернистой структурой, используемых при изготовлении силовых элементов кузова автомобиля. Способ включает гомогенизационный отжиг при температуре 1423 К в течение 1 часа и горячую деформационно-термическую обработку. Указанную обработку проводят путем горячей прокатки заготовки до степени деформации 1 при температуре 1423 К и последующей термомеханической обработки путем ковки при постоянной температуре из интервала от 1073 до 1273 K с истинной степенью деформации не менее 1 при постоянной скорости деформации в интервале от 10-2 до 10-4 с-1 с последующей мгновенной закалкой в воду. Способ позволяет получить однородную динамически рекристаллизованную мелкозернистую структуру в объемных заготовках высокомарганцевых сталей аустенитного класса с уникальным сочетанием высокой прочности и пластичности, произведение которых σB×δ составляет не менее 49 000 MПa×%. 2 ил., 1 табл., 2 пр.
Способ получения объемных заготовок из высокомарганцевой стали с рекристаллизованной мелкозернистой структурой, включающий гомогенизационный отжиг при температуре 1423 К и горячую деформационно-термическую обработку, отличающийся тем, что гомогенизационный отжиг проводят в течение 1 часа, горячую деформационно-термическую обработку осуществляют путем горячей прокатки заготовки до степени деформации 1 при температуре 1423 К и последующей термомеханической обработки путем ковки при постоянной температуре из интервала от 1073 до 1273 K с истинной степенью деформации не менее 1 при постоянной скорости деформации в интервале от 10-2 до 10-4 с-1 с последующей мгновенной закалкой в воду.
| PAVEL KUSAKIN et al., Advanced thermomechanical processing for a high-Mn austenitic steel, Metallurgical and materials transactions, 2016 | |||
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2016 |
|
RU2631068C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА | 2013 |
|
RU2525006C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ХЛАДОСТОЙКОЙ ВЫСОКОПРОЧНОЙ АУСТЕНИТНОЙ СТАЛИ | 2016 |
|
RU2631067C1 |
| Способ деформационно-термической обработки аустенитных коррозионностойких сталей | 2016 |
|
RU2640702C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2016 |
|
RU2643119C2 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОЙ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2015 |
|
RU2618678C1 |
| US 20140182752 A1, 03.07.2014. | |||

