Изобретение относится к области металлургии, а именно к деформационной обработке аустенитных марганцовистых сталей в холодном состоянии, которые могут использоваться в автомобилестроении для производства несущих конструкций автомобиля, а также в строительстве, в том числе - для изготовления демпфирующих элементов, используемых в сейсмостойких сооружениях.
Одними из наиболее перспективных высокопрочных сталей нового поколения являются высокомарганцевые стали с TWIP эффектом. Основным недостатком таких сталей является низкий предел текучести, который ограничивает их более широкое применение. Однако стали данного класса чрезвычайно пластичны, и характеризуются высоким уровнем деформационного упрочнения, что делает их привлекательными для широкого применения в автомобильной промышленности. Очень большое деформационное упрочнение обеспечивается за счет деформационного двойникования, которое приводит к структурному упрочнению по закону Холла-Петча, и деформационного упрочнения благодаря росту плотности дислокаций при деформации [C.M. Young, O.D. Sherby. Sub-Grain Formation and Sub-Grain-Boundary Strengthening in Fe-Based Materials. J. Iron Steel Inst. 211 (1973) 640]. Существует несколько подходов к повышению прочностных характеристик высокомарганцевых сталей, однако одним из наиболее эффективных способов, который может быть использован для получения в сталях оптимального сочетания механических свойств, является деформация при комнатной температуре. Холодная деформационная обработка приводит к развитию деформационного двойникования в стали и вызывает резкое увеличение плотности дислокаций, что в свою очередь приводит к существенному упрочнению. Однако с увеличением степени деформации за процессами двойникования следует формирование полос сдвига, что приводит к деградации пластичности. Отсюда следует, что наиболее эффективным способом получения листов высокомарганцевых сталей, которые будут сочетать высокую прочность и пластичность, является холодная деформационная обработка до относительно невысоких степеней деформации, чтобы в стали развивались процессы деформационного двойникования.
Из уровня техники известны способы обработки высокомарганцевых сталей для повышения прочностных характеристик.
Изобретение согласно патенту WO 2013064698 A3 (опубликован 01.05.2014) относится к способу деформационно-термической обработки для получения высокопрочных компонентов из литой стали, обладающей эффектами TWIP-TRIP. Способ деформационно-термической обработки заключается в том, что полуфабрикаты или формованные детали из литой стали отливаются с использованием традиционных методов литья и без жестких допусков размеров, при этом конечная температура после литья составляет 1150-1300°C. Следующим этапом является горячая прокатка при температуре от 850 до 950°C. После горячей прокатки сталь наматывается при температуре 550-800°C. Затем полуфабрикаты или формованные детали подвергаются холодной обработке со степенью обжатия от 20% до 100% для аустенитных сталей и от 20% до 60% для аустенитно-мартенситных сталей. В процессе холодной обработки полуфабрикаты или формованные детали охлаждаются до 80°C.
Основным недостатком данного способа является большая энергозатратность процесса и необходимость применения специального оборудования.
Способ деформационно-термической обработки для изготовления горячекатаных полос из деформируемой, в частности способной к хорошей холодной глубокой вытяжке легкой конструкционной стали, описан в изобретении RU 2359765 С2 (опубликован 27.06.2009). Сталь, согласно изобретению, состоит из основных элементов Fe, Mn, Si и Al и обладает высокой прочностью на растяжение и TRIP- и/или TWIP-свойствами. При этом расплав разливают в горизонтальной разливочной установке близко к окончательным размерам в черновую полосу в диапазоне 6-20 мм в защитном газе. Деформационно-термическая обработка заключается в том, что черновую полосу пропускают через находящееся в защитном газе устройство для гомогенизации в сочетании с выборочным поддержанием температуры, охлаждением или нагревом, затем черновую полосу подвергают горячей прокатке, по меньшей мере, в один проход с общей степенью деформации, по меньшей мере, 50%, а после охлаждения наматывают в виде горячекатаной полосы, причем в зависимости от соотношения скоростей разливки и прокатки процесс горячей прокатки осуществляют напрямую или отдельно.
Недостатком способа является отсутствие данных по прочностным свойствам стали, что делает оценку эффективности применения данного метода затруднительной.
Наиболее близкий к предложенному изобретению способ деформационно-термической обработки аустенитных высокомарганцевых сталей с TWIP-эффектом, принятый за прототип, описан в патенте RU 2618678 С1 (опубликован 10.05.2017). Согласно способу аустенитную сталь с содержанием марганца более 15 мас.%, алюминия не менее 1,5 мас.% и обладающей TWIP-эффектом подвергают предварительно гомогенизационному отжигу при температуре 1223 – 1423 K в течение 2 - 8 часов, затем проводят многократную ковку слитка при температуре 1223 – 1423 K с суммарной истинной степенью деформации не менее 1,2. После ковки сталь подвергают второму гомогенизационному отжигу при 1223 – 1423 K в течение 2 - 8 часов и последующей многократной горячей прокатке без промежуточного подогрева при 773 – 1423 K с суммарной истинной степенью деформации не менее 2. Горячекатаную сталь подвергают отжигу в течение 1-2 часов при 1223 – 1423 K, холодной деформации путем прокатки при температуре 293 K до суммарной истинной степени не менее 3, с последующим рекристаллизационным отжигом в интервале температур 873 – 973 K в течение 30 – 60 минут.
Недостатком данного способа является то, что представленная обработка не позволяет достигнуть необходимых механических свойств, в частности, предел прочности не превышает 1000 МПа, а также прокатка до истинной степени деформации 3 является энергозатратным процессом.
Задачей предлагаемого изобретения является разработка способа получения листов высокопрочных аустенитных марганцовистых сталей с содержанием марганца более 15 мас.%, алюминия не менее 1,5 мас.% и с TWIP эффектом, позволяющего устранить недостатки прототипа.
Технический результат заключается в следующем: повышение прочностных характеристик сталей данного класса с содержанием марганца не менее 15% и алюминия не менее 1,5%, при комнатной температуре, с сохранением допустимых значений показателя пластичности, за счет обширного деформационного двойникования и формирования полос сдвига.
Дополнительный технический результат: снижение энергозатрат за счет уменьшения значения истинной степени деформации до 0,22 – 0,4 при холодной прокатке, значения суммарной истинной степени деформации 1-19 при горячей ковке и 1,6 – 1,99 при многократной горячей прокатке, сокращение времени предварительного гомогенизационного отжига и исключения рекристаллизационного отжига после холодной прокатки в интервале температур 873 – 973 K в течение 30 – 60 минут.
Поставленную задачу можно решить предложенным способом получения листов высокопрочных аустенитных марганцовистой сталей с содержанием марганца не менее 15% и алюминия не менее 1,5%, включающим предварительный гомогенизационный отжиг при температуре 1223 – 1423 K, последующую горячую ковку при температуре 1223 – 1423 K, второй гомогенизационный отжиг при температуре 1223 – 1423 K, последующую горячую прокатку без промежуточного подогрева и отжиг при температуре 1223 – 1423 K, и последующую холодную деформацию путем прокатки при температуре 293 K, в который внесены следующие новые признаки:
- предварительный гомогенизационный отжиг проводят в течение 1 часа;
- последующую горячую ковку проводят до суммарной истинной степени деформации не менее 1 и не более 1,19;
- второй гомогенизационный отжиг проводят в течение не менее 2-х часов;
- горячую прокатку без промежуточного подогрева проводят до получения суммарной истинной деформации в диапазоне 1,6 – 1,99;
- отжиг проводят в течение не более 1 часа;
- холодную деформацию осуществляют путем прокатки при комнатной температуре до истинной степени деформации в диапазоне 0,22 – 0,4, не более, т.к. будет потеряно оптимальное соотношение пластичности и прочности.
Предполагаемое изобретение поясняют следующие графические материалы:
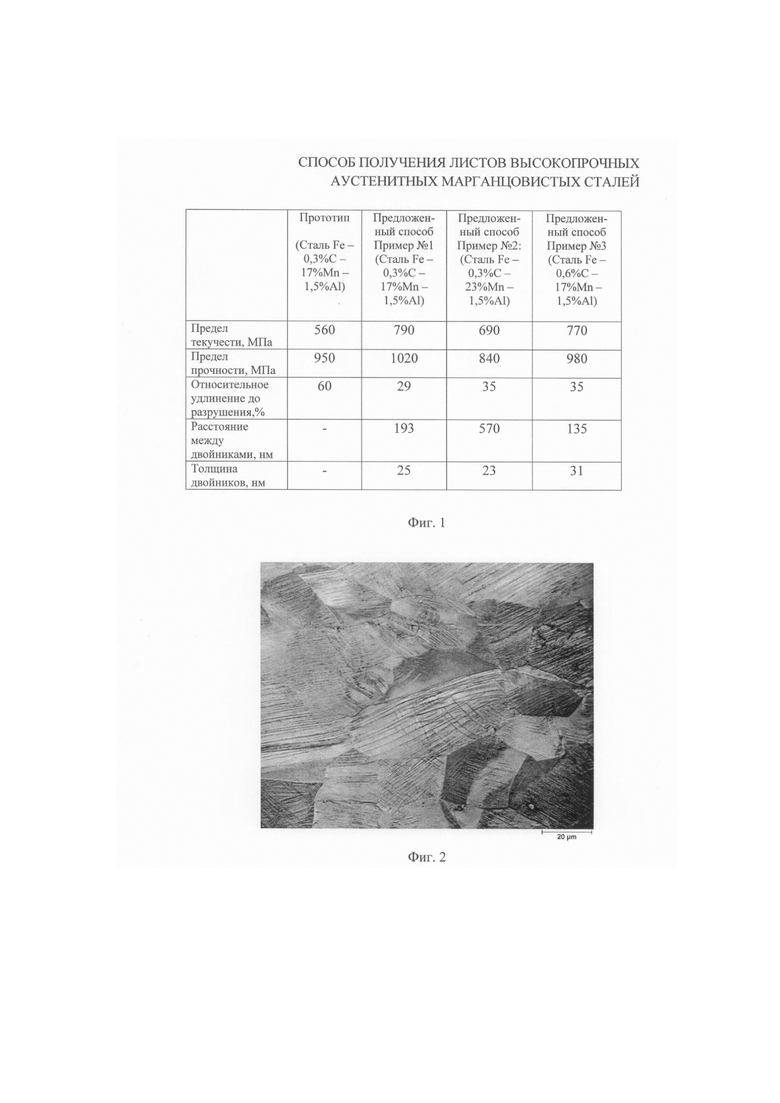
Фиг. 1 – Таблица 1. Механические свойства и параметры микроструктуры листов аустенитных аустенитных марганцовистых TWIP сталей.
Фиг. 2 – микроструктура стали Fe - 0,3%C - 17%Mn - 1,5%Al, подвергнутой холодной прокатке до истинной степени деформации 0,22.
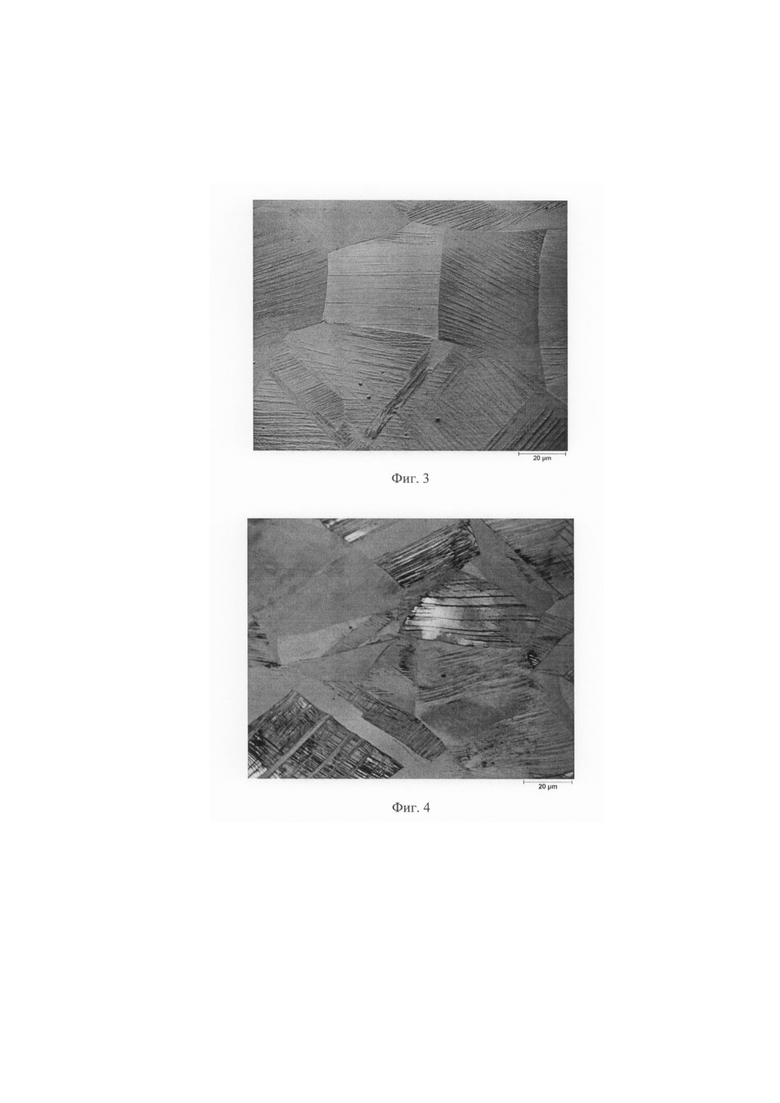
Фиг. 3 – микроструктура стали Fe - 0,3%C - 23%Mn - 1,5%Al, подвергнутой холодной прокатке до истинной степени деформации 0,22.
Фиг. 4 – микроструктура стали Fe - 0,6%C - 17%Mn - 1,5%Al, подвергнутой холодной прокатке до истинной степени деформации 0,22.
Примеры осуществления:
Пример 1. Слиток аустенитной марганцовистой стали Fe - 0,3%C - 17%Mn - 1,5%Al был повергнут предварительной термообработке. Для этого сначала исходный материал в литом состоянии в виде слитка размерами 140×140×140 мм3 был подвергнут гомогенизационному отжигу в печи при температуре 1423 K в течение 4-х часов, затем слиток был прокован при температуре 1423 K до суммарной истинной степени деформации 1 за несколько проходов. После чего слиток был подвергнут второму гомогенизационному отжигу при температуре 1423 K в течение 2-х часов и прокатан в интервале температур 1423 – 773 K в несколько проходов, суммарная истинная деформация составила 1,6, в данном случае все стадии прокатки проводились без промежуточного подогрева. После прокатки стальная заготовка была подвергнута отжигу в течение 1 часа при температуре 1423 K. Затем стальная заготовка была подвергнута холодной прокатке при комнатной температуре (~ 273 K), в результате которой были получены листы высокомарганцевой стали с истинной степенью деформации 0,22 -0,4.
Пример 2. Слиток аустенитной марганцовистой стали Fe - 0,3%C - 23%Mn - 1,5%Al был повергнут предварительной термообработке. Для этого сначала исходный материал в литом состоянии в виде слитка размерами 140×140×140 мм3 был подвергнут гомогенизационному отжигу в печи при температуре 1423 K в течение 4-х часов, затем слиток был прокован при температуре 1423 K до суммарной истинной степени деформации 1 за несколько проходов. После чего слиток был подвергнут второму гомогенизационному отжигу при температуре 1423 K в течение двух часов и прокатан в интервале температур 1423 – 773 K в несколько проходов, суммарная истинная деформация составила 1,6, в данном случае все стадии прокатки проводились без промежуточного подогрева. После прокатки стальная заготовка была подвергнута отжигу в течение 1 часа при температуре 1423 K. Затем стальная заготовка была подвергнута холодной прокатке при комнатной температуре (~ 273 K), в результате которой были получены листы высокомарганцевой стали с истинной степенью деформации 0,22.
Пример 3. Слиток аустенитной марганцовистой стали Fe - 0,6%C - 23%Mn - 1,5%Al был повергнут предварительной термообработке. Для этого сначала исходный материал в литом состоянии в виде слитка размерами 140×140×140 мм3 был подвергнут гомогенизационному отжигу в печи при температуре 1423 K в течение 4-х часов, затем слиток был прокован при температуре 1423 K до суммарной истинной степени деформации 1 за несколько проходов. После чего слиток был подвергнут второму гомогенизационному отжигу при температуре 1423 K в течение двух часов и прокатан в интервале температур 1423 – 773 K в несколько проходов, суммарная истинная деформация составила 1,6, в данном случае все стадии прокатки проводились без промежуточного подогрева. После прокатки стальная заготовка была подвергнута отжигу в течение 1 часа при температуре 1423 K. Затем стальная заготовка была подвергнута холодной прокатке при комнатной температуре (~ 273 K), в результате которой были получены листы высокомарганцевой стали с истинной степенью деформации 0,22.
Из полученных листов были вырезаны образцы для испытаний на одноосное растяжение при комнатной температуре. Образцы были вырезаны вдоль направления прокатки.
В таблице на фигуре 1 представлены результаты механических испытаний листов сталей, полученных по примерам 1-3. Механические испытания на растяжения проводились по ГОСТ 1497-84 при комнатной температуре.
На фигурах 2 - 4 представлена микроструктура листов аустенитной марганцовистой сталей, полученных предложенных способом.
Таким образом, достигнута задача по повышению прочностных характеристик сталей данного класса с содержанием марганца не менее 15% и алюминия не менее 1,5%, при комнатной температуре, с сохранением допустимых значений показателя пластичности, наряду со снижением энергозатрат при осуществлении предложенного способа.
Повышенные показатели прочности и пластичности с сохранением допустимых значений показателя пластичности обеспечиваются формированием в листах аустенитных марганцовистых сталей обширного деформационного двойникования и формирования полос сдвига.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОЙ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2015 |
|
RU2618678C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНЫХ ЗАГОТОВОК ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ С РЕКРИСТАЛЛИЗОВАННОЙ МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2018 |
|
RU2692539C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2016 |
|
RU2643119C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ С УЛУЧШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 2018 |
|
RU2696789C1 |
| Способ получения листов из высокомарганцевой стали | 2016 |
|
RU2631069C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2016 |
|
RU2631068C1 |
| Способ обработки хромомолибденовой стали перлитного класса | 2022 |
|
RU2788770C1 |
| Способ деформационно-термической обработки аустенитных коррозионностойких сталей | 2016 |
|
RU2640702C1 |
| Высокопрочная сталь системы Fe-Mn-Al-C, обладающая эффектом TWIP и TRIP | 2016 |
|
RU2615738C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ХЛАДОСТОЙКОЙ ВЫСОКОПРОЧНОЙ АУСТЕНИТНОЙ СТАЛИ | 2016 |
|
RU2631067C1 |
Изобретение относится к области металлургии. Для повышения прочности и пластичности с сохранением допустимых значений показателя пластичности аустенитную сталь с содержанием марганца более 15 мас.%, алюминия не менее 1,5 мас.% и обладающей TWIP-эффектом подвергают предварительному гомогенизационному отжигу при температуре 1223 – 1423 K в течение 1 ч, последующей горячей ковке при температуре 1223 – 1423 K до суммарной истинной степени деформации в диапазоне 1 - 1,19, затем второму гомогенизационному отжигу при температуре 1223 – 1423 K в течение не менее двух часов, последующей горячей прокатке без промежуточного подогрева при температуре 773 – 1423 K до суммарной истинной деформации в диапазоне 1,6 – 1,99, отжигу в течение в течение 1 ч при 1223-1423 K. После отжига осуществляют холодную деформацию путем прокатки при температуре 293 K до истинной степени деформации в диапазоне 0,22 – 0,4. Упомянутая сталь может использоваться в автомобилестроении для производства несущих конструкций автомобиля, а также в строительстве, в том числе - для изготовления демпфирующих элементов, используемых в сейсмостойких сооружениях. 4 ил.
Способ получения листов аустенитных марганцовистых сталей с содержанием марганца более 15 мас.%, алюминия не менее 1,5 мас.% и обладающих TWIP-эффектом, включающий предварительный гомогенизационный отжиг при температуре 1223 - 1423 K, последующую горячую ковку при температуре 1223 – 1423 K, второй гомогенизационный отжиг при температуре 1223 - 1423 K в течение не менее двух часов, последующую горячую прокатку без промежуточного подогрева при температуре 773 – 1423 K, отжиг в течение 1 часа при 1223 - 1423 K и последующую холодную деформацию путем прокатки при температуре 293 K, отличающийся тем, что предварительный гомогенизационный отжиг проводят в течение 1 часа, горячую ковку проводят до суммарной истинной степени деформации в диапазоне 1 - 1,19, горячую прокатку проводят до суммарной истинной деформации в диапазоне 1,6 – 1,99, а после отжига осуществляют холодную деформацию путем прокатки до истинной степени деформации в диапазоне 0,22 – 0,4.
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА | 2013 |
|
RU2525006C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОЙ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2015 |
|
RU2618678C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛЕГКОЙ АУСТЕНИТНОЙ КОНСТРУКЦИОННОЙ СТАЛИ И ИЗДЕЛИЕ ИЗ ЛЕГКОЙ АУСТЕНИТНОЙ КОНСТРУКЦИОННОЙ СТАЛИ (ВАРИАНТЫ) | 2011 |
|
RU2544970C2 |
| WO 2013064698 A3, 10.05.2013 | |||
| ПРЕПАРАТ ДЛЯ ЛЕЧЕНИЯ И ПРОФИЛАКТИКИ МАСТИТА У КОРОВ В ПЕРИОД СУХОСТОЯ | 2007 |
|
RU2350332C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ИЗ АУСТЕНИТНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2003 |
|
RU2302304C2 |

