Изобретение относится к области металлургии конструкционных сталей и сплавов, а именно к термомеханической обработке (ТМО) аустенитных коррозионно-стойких сталей, и может быть использовано во многих отраслях промышленности.
Известен способ деформационно-термической обработки аустенитных нержавеющих сталей, включающий пластическую деформацию путем горячей прокатки и термическую обработку. Горячую прокатку проводят в интервале температур 973-1173 К до истинной степени деформации от 1 до 2, последующую термическую обработку осуществляют путем отжига в интервале температур 1323-1373 К и с временем выдержки в течение от 10 до 30 мин, затем проводят холодную прокатку при комнатной температуре до истинной степени деформации от более 3,5 до 4 с последующим отжигом в интервале температур 773-973 К с длительностью от 30 мин до 2 ч (патент RU 2482197, МПК C21D 6/00, C21D 8/00, опубл. 20.05.2013).
Известен способ термомеханической обработки коррозионно-стойких сталей аустенитного класса, включающий пластическую деформацию заготовки стали путем прокатки. Предварительно осуществляют гомогенизационный отжиг заготовки стали в интервале температур 1273-1373 К в течение 30 минут и охлаждение в воде, а прокатку проводят в два этапа, при этом на первом этапе прокатку проводят в интервале температур 673-973 К до истинной степени деформации от 0,5 до 1, затем осуществляют отжиг в интервале температур 673-873 К с выдержкой от 1 до 2 часов и последующим охлаждением на воздухе, а на втором этапе прокатку проводят в интервале температур 673-773 К до истинной степени деформации более 2 с последующим охлаждением на воздухе (патент RU 2525006, МПК C21D 6/00, C21D 8/00, опубл. 10.08.2014). Известный способ принят за прототип.
Недостаток прототипа - пластическую деформацию осуществляют прокаткой (роллингом), в результате чего структура стали недостаточно проработана и прочностные характеристики невысоки.
Задачей изобретения является разработка способа термомеханической обработки аустенитных коррозионно-стойких сталей, позволяющего повысить их прочностные свойства при температурах деформации ниже температуры рекристаллизации с сохранением однородной аустенитной структуры.
Технический результат изобретения - увеличение степени наклепа стали (повышение прочностных свойств аустенитной стали за счет изменения структуры и фазового состава в процессе пластической деформации).
Задача решается, а технический результат достигается способом деформационно-термической обработки аустенитных коррозионно-стойких сталей, который осуществляют по двум вариантам.
По первому варианту способ деформационно-термической обработки аустенитных коррозионно-стойких сталей включает предварительный гомогенизационный отжиг заготовки с последующим охлаждением со скоростью, обеспечивающей сохранение пересыщенного раствора легирующих элементов в аустените, и пластическую деформацию заготовки в два этапа. В отличие от прототипа осуществляют интенсивную пластическую деформацию кручением под высоким гидростатическим давлением, причем на первом этапе проводят теплую интенсивную пластическую деформацию с постепенным понижением температуры от 723К до 573К с достижением истинной степени деформации от 4,5 до 7,5, а на втором этапе осуществляют холодную интенсивную пластическую деформацию при температуре до 293К с достижением истинной степени деформации 2,25 и выше.
По второму варианту способ деформационно-термической обработки аустенитных коррозионно-стойких сталей включает предварительный гомогенизационный отжиг заготовки с последующим охлаждением со скоростью, обеспечивающей сохранение пересыщенного раствора легирующих элементов в аустените, и пластическую деформацию заготовки в два этапа. В отличие от прототипа осуществляют интенсивную пластическую деформацию кручением под высоким гидростатическим давлением, причем на первом этапе проводят холодную интенсивную пластическую деформацию при температуре до 293К с достижением истинной степени деформации не менее 3,5, а на втором этапе осуществляют теплую интенсивную пластическую деформацию при 723К с достижением истинной степени деформации более 3,5.
Технический результат достигается следующим образом.
При использовании интенсивной пластической деформации (ИПД) кручением под высоким гидростатическим давлением исходная структура с высокой степенью однородности подвергается интенсивному измельчению за счет реализации основных механизмов пластической деформации - дислокационного скольжения и двойникования. Благодаря использованию ИПД удается накопить большие степени деформации при сохранении целостности образца. Измельчение структуры в свою очередь, согласно известному закону Холла-Петча, приводит к повышению прочности. Вклад в прочность также вносит механизм дисперсионного упрочнения, реализующийся через выделение из пересыщенного твердого раствора мелкодисперсных фаз, инициированное интенсивной пластической деформацией и температурным воздействием (деформационным разогревом).
Предлагаемый способ термомеханической обработки позволяет получить однородную мелкозернистую структуру и развитую дислокационную субструктуру в аустенитной коррозионно-стойкой стали при температурах ниже температуры рекристаллизации, которые отвечают условиям менее затратной холодной и теплой деформации, более эффективной для создания высокой степени наклепа (упрочнения), и не требует применения специального охлаждающего оборудования для заготовки и инструмента.
Сущность изобретения поясняют примеры конкретного выполнения.
Пример 1 (вариант 1)
В качестве исходной заготовки был использован пруток стали 08Х18Н10Т диаметром 20 мм. Предварительно заготовка была подвергнута гомогенизационному отжигу при температуре 1050°С в течение часа и последующему охлаждению на воздухе (скорость охлаждения ~3°/сек). В результате была сформирована аустенитная структура, представляющая собой пересыщенный твердый раствор, со средним размером аустенитных зерен 25 мкм. Интенсивную пластическую деформацию проводили методом кручения при давлении 6 ГПа в два этапа:
1. На первом этапе проводили деформацию с постепенным понижением температуры с Т=723 К до Т=573 К. Суммарная степень деформации составила 4,5.
2. На втором этапе температура деформации составила Т=293 К со степенью деформации 2,25.
Пример 2 (вариант 2)
В качестве исходной заготовки был использован пруток стали 08Х18Н10Т диаметром 20 мм. Предварительно заготовка была подвергнута гомогенизационному отжигу при температуре 1050°С в течение часа и последующим охлаждением на воздухе (скорость охлаждения ~3°сек). В результате была сформирована аустенитная структура со средним размером аустенитных зерен 25 мкм. Интенсивную пластическую деформацию методом кручения при давлении 6 ГПа проводили в два этапа:
1. На первом этапе температура деформации составила Т=293 К, степень деформации 3,7.
2. На втором этапе деформация была проведена при Т=723 К, степень деформации 3,7.
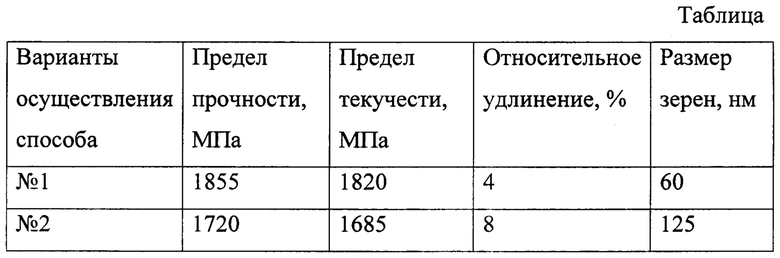
В обоих вариантах была сформирована ультрамелкозернистая микроструктура с размером зерен от 60-125 нм, а рентгено-структурный анализ выявил наличие аустенитной фазы. Полученная микроструктура определила высокий уровень механических свойств коррозионно-стойкой аустенитной стали (См. таблицу).
Таким образом, предложенный способ деформационно-термической обработки аустенитных коррозионно-стойких сталей позволяет повысить их прочностные свойства при температурах деформации ниже температуры рекристаллизации с сохранением однородной аустенитной структуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОКРАТНОЙ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОЙ КОРРОЗИОННОСТОЙКОЙ СТАЛИ | 2022 |
|
RU2790707C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА | 2013 |
|
RU2525006C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНЫХ ЗАГОТОВОК ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ С РЕКРИСТАЛЛИЗОВАННОЙ МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2018 |
|
RU2692539C1 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ПРОКАТА АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ С НАНОСТРУКТУРОЙ | 2015 |
|
RU2611252C1 |
| Способ обработки заготовок из ферритно-мартенситной стали | 2021 |
|
RU2772151C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОЙ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2015 |
|
RU2618678C1 |
| Способ получения катаных полуфабрикатов из аустенитной коррозионностойкой стали | 2020 |
|
RU2735777C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2016 |
|
RU2643119C2 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОЙ КОРРОЗИОННОСТОЙКОЙ СТАЛИ | 2024 |
|
RU2837406C1 |
Изобретение относится к области металлургии, а именно к термомеханической обработке аустенитных коррозионно-стойких сталей. Для повышения прочностных свойств стали при температурах деформации ниже температуры рекристаллизации с сохранением однородной аустенитной структуры предварительно заготовку подвергают гомогенизационнму отжигу с последующим охлаждением со скоростью, обеспечивающей сохранение пересыщенного раствора легирующих элементов в аустените, а затем проводят интенсивную пластическую деформацию кручением под высоким гидростатическим давлением в два этапа. По первому варианту на первом этапе проводят теплую интенсивную пластическую деформацию с постепенным понижением температуры от 723 К до 573 К с истинной степенью деформации от 4,5 до 7,5, а на втором этапе - холодную пластическую деформацию при температуре до 293 К с истинной степенью деформации 2,25 и выше. По второму варианту на первом этапе проводят холодную интенсивную пластическую деформацию кручением при температуре до 293 К с истинной степенью деформации не менее 3,5, а на втором этапе - теплую пластическую деформацию при 723 К с истинной степенью деформации более 3,5. 2 н.п. ф-лы, 1 табл., 2 пр.
1. Способ деформационно-термической обработки аустенитной коррозионно-стойкой стали, включающий предварительный гомогенизационный отжиг заготовки стали с последующим охлаждением со скоростью, обеспечивающей сохранение пересыщенного раствора легирующих элементов в аустените, и пластическую деформацию заготовки в два этапа, отличающийся тем, что осуществляют интенсивную пластическую деформацию кручением под высоким гидростатическим давлением, причем на первом этапе проводят теплую интенсивную пластическую деформацию с постепенным понижением температуры от 723К до 573К с истинной степенью деформации от 4,5 до 7,5, а на втором этапе осуществляют холодную интенсивную пластическую деформацию при температуре до 293К с истинной степенью деформации 2,25 и выше.
2. Способ деформационно-термической обработки аустенитной коррозионно-стойкой стали, включающий предварительный гомогенизационный отжиг заготовки стали с последующим охлаждением со скоростью, обеспечивающей сохранение пересыщенного раствора легирующих элементов в аустените, и пластическую деформацию заготовки в два этапа, отличающийся тем, что осуществляют интенсивную пластическую деформацию кручением под высоким гидростатическим давлением, причем на первом этапе проводят холодную интенсивную пластическую деформацию при температуре до 293 К с истинной степенью деформации не менее 3,5, а на втором этапе осуществляют теплую интенсивную пластическую деформацию при 723 К с истинной степенью деформации более 3,5.
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА | 2013 |
|
RU2525006C1 |
| Способ обработки изделий из аустенитных сталей | 1984 |
|
SU1296606A1 |
| СПОСОБ ОБРАБОТКИ ВЫСОКОПРОЧНЫХ КОРРОЗИОННОСТОЙКИХ СТАЛЕЙ | 1991 |
|
RU2034048C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАСТАБИЛЬНОЙ АУСТЕНИТНОЙ СТАЛИ | 2015 |
|
RU2598744C1 |
| Способ термической обработки углеродистых аустенитных сталей | 1978 |
|
SU863673A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1065230A1 |
| US 7967927 B2, 28.06.2011. | |||

