Способ проверки точности позиционирования пятикоординатного станка с ЧПУ
Изобретение относится к области машиностроения и может быть использовано для проверки точности позиционирования пятикоординатных станков с числовым программным управлением (ЧПУ).
Наиболее близким к изобретению по технической сущности и достигаемому техническому результату, принятым за прототип, является статья. 5-Axis Test-Piece - Influence of Machining Position, Proceeding of 2012 Machine Tool Technologies Research Foundation (MTTRF) Annual Meeting, Iga City, Japan pp. 299-304. Образец для испытаний 5-координатной обработки - Влияние расположения в станке, Труды за 2012 г. Исследовательский Фонд Металообрабатывающих станков и Технологий. Ежегодное совещание, г. Ига, Япония, с. 299-304.
Недостатком способа проверки точности позиционирования пятикоординатного станка с ЧПУ является недостаточное количество обрабатываемых и контролируемых поверхностей тестовой детали, следовательно, недостаточное количество данных для объективного определения позиционирования пятикоординатного станка.
Технической задачей предлагаемого изобретения является создание эффективного способа проверки точности позиционирования пятикоординатного станка с ЧПУ за счет получения оперативной и полной информации путем обработки большего и достаточного количества поверхностей тестовой детали с использованием всего функционала пятикоординатного станка с ЧПУ.
Техническая задача решается тем, что в способе проверки точности позиционирования пятикоординатного станка с ЧПУ, включающем закрепление тестовой детали на столе упомянутого станка и обработку ее поверхностей посредством фрезерования с перемещением фрезы по управляющей программе, замер тестовой детали после обработки и определение на основании анализа полученных данных точности позиционирования станка, согласно изобретению используют тестовую деталь, содержащую цилиндрическую часть и расположенные на ее плоском торце последовательно друг на друге нижний многогранник с уступом, верхний многогранник с размерами, меньшими, чем размеры нижнего многогранника, нижний и верхний цилиндры, сопряженные переходной радиусной поверхностью, коническую часть и сферическую часть, при этом сначала посредством концевой торцевой фрезы последовательно обрабатывают коническую часть и цилиндрическую часть периферией упомянутой фрезы, плоскость торца цилиндрической части торцом упомянутой фрезы, грани нижнего многогранника торцом упомянутой фрезы с расположением оси фрезы перпендикулярно обрабатываемым плоскостям, плоскость торца верхнего многогранника торцом упомянутой фрезы, грани верхнего многогранника периферией упомянутой фрезы с расположением оси фрезы параллельно обрабатываемым граням, уступ нижнего многогранника торцом упомянутой фрезы с расположением оси фрезы перпендикулярно обрабатываемой плоскости, нижний и верхний цилиндры торцом упомянутой фрезы с расположением оси фрезы перпендикулярно оси обрабатываемых цилиндров, а затем заменяют упомянутую фрезу на концевую сферическую фрезу, посредством которой последовательно обрабатывают переходную радиусную поверхность радиусной частью фрезы за три фиксированных положения с расположением оси концевой сферической фрезы под углом к оси цилиндров и сферическую часть.
В предлагаемом изобретении в отличие от прототипа используют тестовую деталь, содержащую цилиндрическую часть и расположенные на ее плоском торце последовательно друг на друге нижний многогранник с уступом, верхний многогранник с размерами, меньшими, чем размеры нижнего многогранника, нижний и верхний цилиндры, сопряженные переходной радиусной поверхностью, коническую часть и сферическую часть, при этом сначала посредством концевой торцевой фрезы последовательно обрабатывают коническую часть и цилиндрическую часть периферией упомянутой фрезы, плоскость торца цилиндрической части торцом упомянутой фрезы, грани нижнего многогранника торцом упомянутой фрезы с расположением оси фрезы перпендикулярно обрабатываемым плоскостям, плоскость торца верхнего многогранника торцом упомянутой фрезы, грани верхнего многогранника периферией упомянутой фрезы с расположением оси фрезы параллельно обрабатываемым граням, уступ нижнего многогранника торцом упомянутой фрезы с расположением оси фрезы перпендикулярно обрабатываемой плоскости, нижний и верхний цилиндры торцом упомянутой фрезы с расположением оси фрезы перпендикулярно оси обрабатываемого цилиндра, а затем заменяют упомянутую фрезу на концевую сферическую фрезу, посредством которой последовательно обрабатывают переходную радиусную поверхность радиусной частью фрезы за три фиксированных положения с расположением оси фрезы под углом к оси цилиндров и сферическую часть, что позволяет получить оперативную информацию о точности станка за счет обработки большего и достаточного количества поверхностей тестовой детали с использованием функционала пятикоординатного станка.
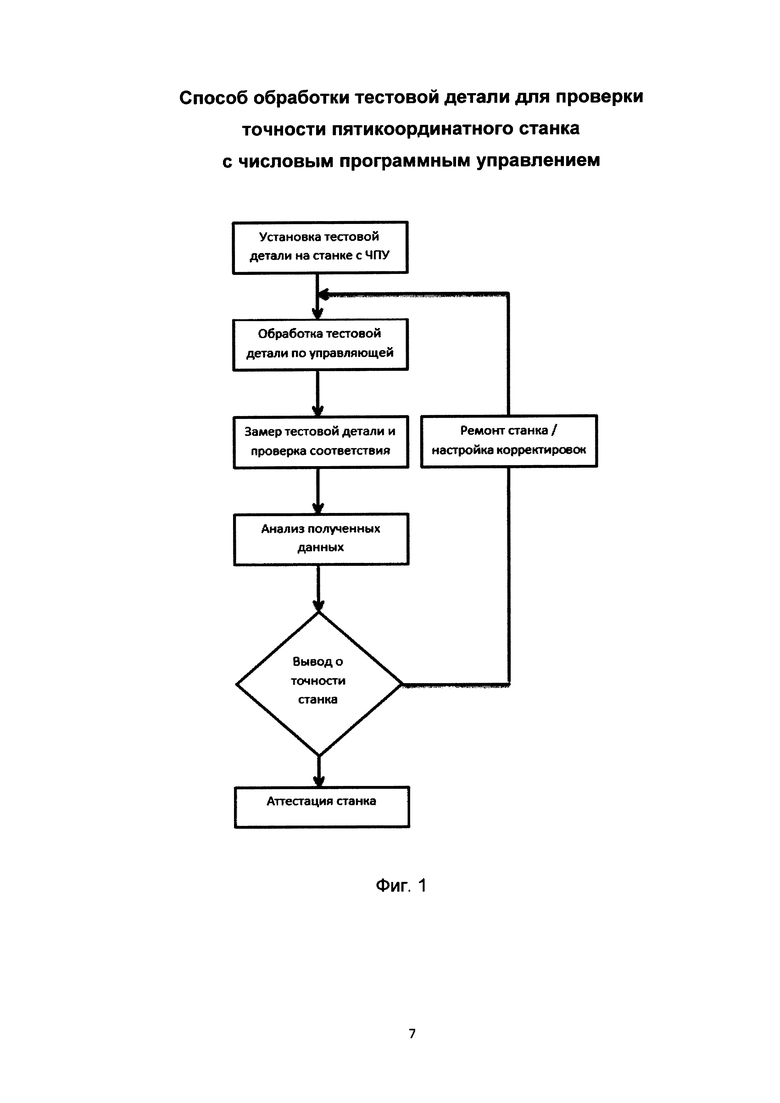
На фиг. 1 представлена блок-схема способа проверки точности позиционирования пятикоординатного станка с ЧПУ.
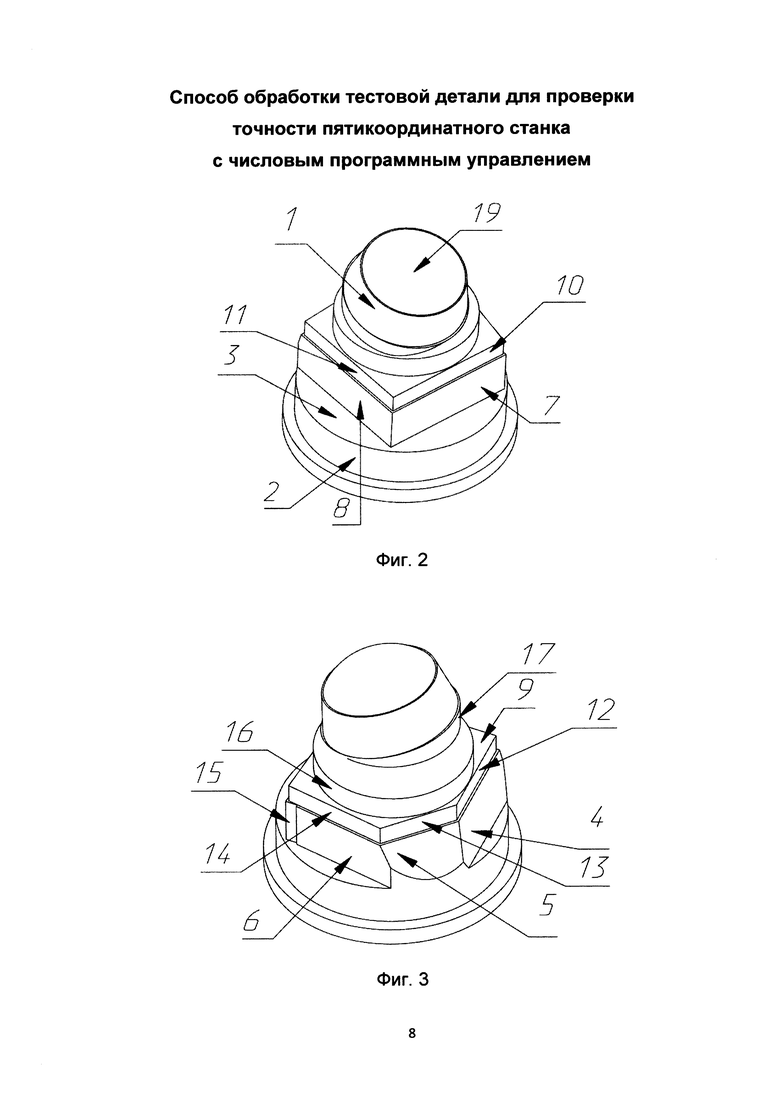
На фиг. 2 представлен общий вид тестовой детали спереди в изометрии.
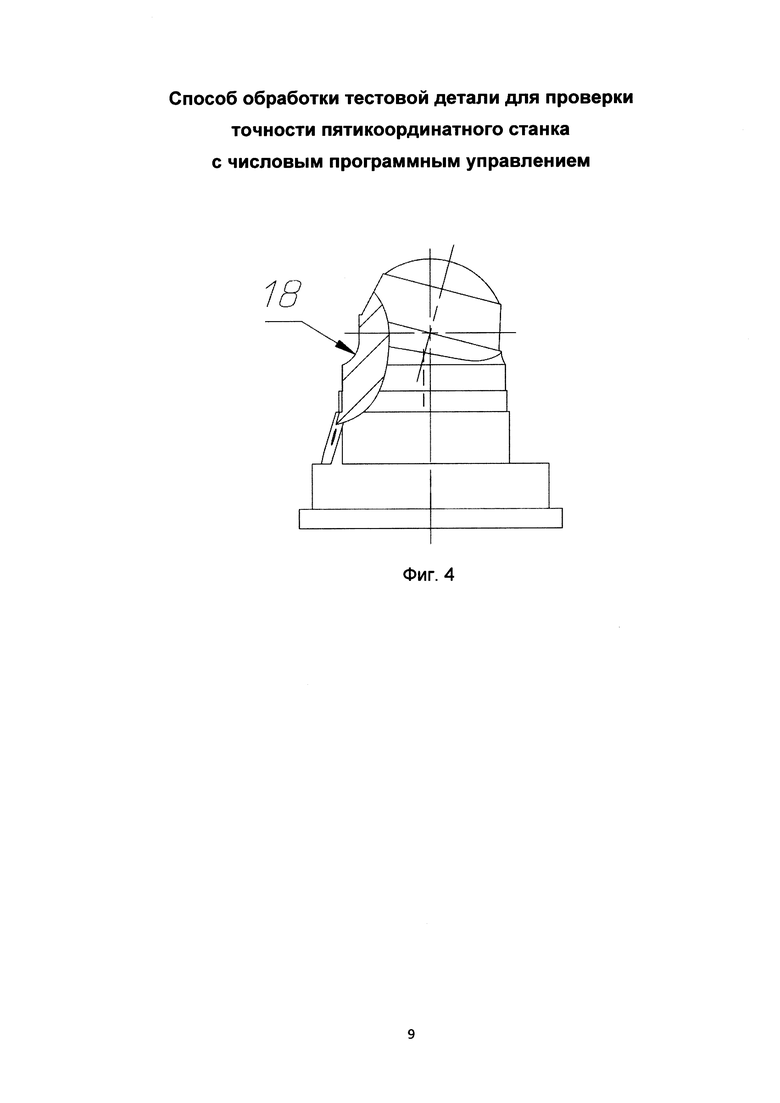
На фиг. 3 представлен общий вид тестовой детали сзади в изометрии.
На фиг. 4 представлен вид тестовой детали сбоку.
Способ проверки точности позиционирования пятикоординатного станка с ЧПУ осуществляется (фиг. 1, фиг. 2, фиг. 3, фиг. 4) следующим образом. Тестовую деталь (без позиции) закрепляют на столе упомянутого станка (не показан), в шпиндель устанавливают инструмент - концевую торцевую фрезу (не показан), а далее концевую сферическую фрезу (не показан) и обрабатывают посредством фрезерования согласно управляющей программе. Тестовая деталь содержит цилиндрическую часть 2 и расположенные на ее плоском торце 3 последовательно друг на друге нижний многогранник (без позиции) (грани 4, 5, 6, 7, 8) с уступом 15, верхний многогранник (без позиции) (грани 10, 11, 12, 13, 14) с размерами, меньшими, чем размеры нижнего многогранника, нижний 16 и верхний 17 цилиндры, сопряженные переходной радиусной поверхностью 18, коническую часть 1 и сферическую часть 19.
Сначала посредством концевой торцевой фрезы последовательно обрабатывают коническую часть 1 и цилиндрическую часть 2 периферией упомянутой фрезы, плоский торец 3 цилиндрической части 2 торцом упомянутой фрезы, грани 4, 5, 6, 7, 8 нижнего многогранника торцом упомянутой фрезы с расположением оси фрезы перпендикулярно обрабатываемым плоскостям, плоскость торца 9 верхнего многогранника упомянутой фрезы. Далее обрабатывают грани 10, 11, 12, 13, 14 верхнего многогранника периферией упомянутой фрезы с расположением оси фрезы параллельно обрабатываемым граням, уступ 15 нижнего многогранника торцом упомянутой фрезы с расположением оси фрезы перпендикулярно обрабатываемой плоскости, нижний 16 и верхний 17 цилиндры торцом упомянутой фрезы с расположением оси фрезы перпендикулярно оси обрабатываемых цилиндров.
Затем заменяют упомянутую фрезу на концевую сферическую фрезу, посредством которой последовательно обрабатывают переходную радиусную поверхность 18 радиусной частью фрезы за три фиксированных положения с расположением оси концевой сферической фрезы под углом к оси цилиндров и сферическую часть 19. По окончании обработки проводят замер тестовой детали и определение на основании анализа полученных данных точности позиционирования станка. В зависимости от вывода о точности позиционирования аттестуют станок или проводят настройку корректировок и снова проводят обработку тестовой детали для проверки точности позиционирования станка. Способ проверки точности позиционирования пятикоординатного станка с ЧПУ разрабатывался в ходе анализа последовательности обкатываемых поверхностей, подбирались режимы обработки, а также была разработана управляющая программа.
Таким образом, выполнение предлагаемого изобретения с вышеуказанными отличительными признаками в совокупности с известными признаками позволяет получить эффективный способ проверки точности позиционирования пятикоординатного станка с ЧПУ за счет обработки большего и достаточного количества поверхностей тестовой детали с использованием функционала пятикоординатного станка с ЧПУ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351441C2 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| ВЫСОКОСКОРОСТНОЙ МЕТАЛЛОРЕЖУЩИЙ ПЯТИКООРДИНАТНЫЙ ЦЕНТР С ТРИПОД-МОДУЛЕМ | 2005 |
|
RU2285602C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ КОМПРЕССОРА | 2012 |
|
RU2498883C1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2243864C2 |
| Способ обработки криволинейных поверхностей | 1982 |
|
SU1060349A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Цельная концевая керамическая фреза | 2019 |
|
RU2725533C1 |
Изобретение относится к области машиностроения и может быть использовано для проверки точности позиционирования станков с ЧПУ. Тестовую деталь закрепляют на столе станка и обрабатывают ее поверхности в заданной последовательности посредством фрезерования с перемещением фрезы по управляющей программе. При этом используют тестовую деталь, содержащую цилиндрическую часть и расположенные на ее плоском торце последовательно друг на друге нижний многогранник с уступом, верхний многогранник с размерами, меньшими, чем размеры нижнего многогранника, нижний и верхний цилиндры, сопряженные переходной радиусной поверхностью, коническую часть и сферическую часть. После обработки осуществляют замер тестовой детали и на основании анализа полученных данных определяют точность позиционирования станка. Использование изобретения позволяет получить более оперативную и точную информацию о состоянии узлов станка. 4 ил.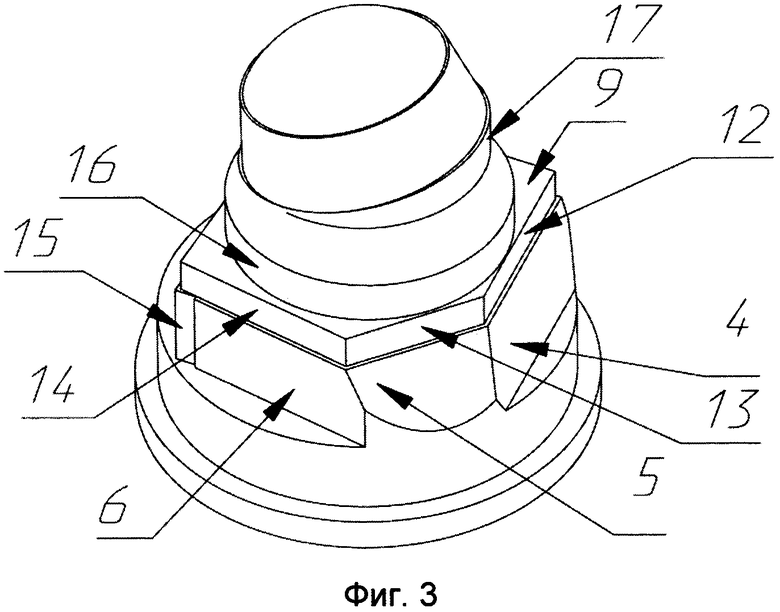
Способ проверки точности позиционирования пятикоординатного станка с ЧПУ, включающий закрепление тестовой детали на столе упомянутого станка и обработку ее поверхностей посредством фрезерования с перемещением фрезы по управляющей программе, замер тестовой детали после обработки и определение на основании анализа полученных данных точности позиционирования станка, отличающийся тем, что используют тестовую деталь, содержащую цилиндрическую часть и расположенные на ее плоском торце последовательно друг на друге нижний многогранник с уступом, верхний многогранник с размерами, меньшими, чем размеры нижнего многогранника, нижний и верхний цилиндры, сопряженные переходной радиусной поверхностью, коническую часть и сферическую часть, при этом сначала посредством концевой торцевой фрезы последовательно обрабатывают коническую часть и цилиндрическую часть периферией упомянутой фрезы, плоскость торца цилиндрической части торцом упомянутой фрезы, грани нижнего многогранника торцом упомянутой фрезы с расположением оси фрезы перпендикулярно обрабатываемым плоскостям, плоскость торца верхнего многогранника торцом упомянутой фрезы, грани верхнего многогранника периферией упомянутой фрезы с расположением оси фрезы параллельно обрабатываемым граням, уступ нижнего многогранника торцом упомянутой фрезы с расположением оси фрезы перпендикулярно обрабатываемой плоскости, нижний и верхний цилиндры торцом упомянутой фрезы с расположением оси фрезы перпендикулярно оси обрабатываемых цилиндров, а затем заменяют упомянутую фрезу на концевую сферическую фрезу, посредством которой последовательно обрабатывают переходную радиусную поверхность радиусной частью фрезы за три фиксированных положения с расположением оси концевой сферической фрезы под углом к оси цилиндров и сферическую часть.
| M.Gebhardt и др | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| АВТОМАТ ДЛЯ ПУСКА В ХОД ПОРШНЕВОЙ МАШИНЫ | 1920 |
|
SU299A1 |
| Способ настройки станка с программным управлением | 1987 |
|
SU1481032A1 |
| СПОСОБ АДАПТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2528923C2 |
| CN 204747271 U, 11.11.2015 | |||
| US 2010004777 A1, 07.01.2010 | |||
| JP 2004181566 A, 02.07.2004. | |||

