РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Это изобретение испрашивает приоритет предварительной заявки на патент США № 61/874828, озаглавленной "ALUMINUM ALLOY PRODUCTS AND METHODS FOR PRODUCING SAME" ("Изделия из алюминиевого сплава и способы их получения"), поданной 6 сентября 2014 г., которая включена сюда посредством ссылки во всей своей полноте для всех целей.
ОБЛАСТЬ ТЕХНИКИ
[0002] Изделия и способы, подробно изложенные здесь, относятся к алюминиевым сплавам.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0003] Алюминиевые сплавы и способы получения алюминиевых сплавов известны.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0004] В некоторых вариантах осуществления настоящее изобретение представляет собой изделие, содержащее полосу алюминиевого сплава, которая включает в себя (i) по меньшей мере 0,8 мас.% марганца; или (ii) по меньшей мере 0,6 мас.% железа; или (iii) по меньшей мере 0,8 мас.% марганца и по меньшей мере 0,6 мас.% железа. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 50 микрометров. В еще других вариантах осуществления приповерхностная зона полосы алюминиевого сплава включает в себя небольшие частицы, при этом каждая небольшая частица имеет конкретный эквивалентный диаметр, конкретный эквивалентный диаметр составляет менее чем 3 микрометра, а количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,01 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава.
[0005] В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 20 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 3 микрометра.
[0006] В некоторых вариантах осуществления по меньшей мере 0,8 мас.% марганца, по меньшей мере 0,6 мас.% железа или по меньшей мере 0,8 мас.% марганца и по меньшей мере 0,6 мас.% железа содержатся в полосе алюминиевого сплава на таком уровне, чтобы достичь заэвтектического состава.
[0007] В некоторых вариантах осуществления содержание кислорода в полосе алюминиевого сплава составляет 0,1 процента по массе или менее. В некоторых вариантах осуществления содержание кислорода в полосе алюминиевого сплава составляет 0,01 процента по массе или менее. В некоторых вариантах осуществления конкретный эквивалентный диаметр составляет по меньшей мере 0,3 микрометра. В некоторых вариантах осуществления конкретный эквивалентный диаметр находится в диапазоне от 0,3 микрометра до 0,5 микрометра.
[0008] В некоторых вариантах осуществления конкретный эквивалентный диаметр составляет 0,5 микрометра и при этом количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,03 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В других вариантах осуществления изделие выбирают из группы, состоящей из заготовки для корпуса банок и заготовки для торцов (крышек и донышек) банок.
[0009] В некоторых вариантах осуществления настоящее изобретение представляет собой полосу алюминиевого сплава, которая включает в себя (i) по меньшей мере 0,8 мас.% марганца; или (ii) по меньшей мере 0,6 мас.% железа; или (iii) по меньшей мере 0,8 мас.% марганца и по меньшей мере 0,6 мас.% железа. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава включает в себя небольшие частицы, и каждая частица имеет конкретный эквивалентный диаметр. В других вариантах осуществления конкретный эквивалентный диаметр составляет менее чем 1 микрометр, а объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,2 процента в приповерхностной зоне полосы алюминиевого сплава.
[00010] В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,65 процента. В еще других вариантах осуществления конкретный эквивалентный диаметр находится в диапазоне от 0,5 микрометра до 0,85 микрометра. В некоторых вариантах осуществления по меньшей мере 0,8 мас.% марганца, по меньшей мере 0,6 мас.% железа или по меньшей мере 0,8 мас.% марганца и по меньшей мере 0,6 мас.% железа содержатся в полосе алюминиевого сплава на таком уровне, чтобы достичь заэвтектического состава.
[00011] В некоторых вариантах осуществления содержание кислорода в полосе алюминиевого сплава составляет 0,05 процента по массе или менее.
[00012] В некоторых вариантах осуществления способ включает в себя выбор заэвтектического алюминиевого сплава, имеющего (i) по меньшей мере 0,8 мас.% марганца; или (ii) по меньшей мере 0,6 мас.% железа; или (iii) по меньшей мере 0,8 мас.% марганца и по меньшей мере 0,6 мас.% железа. В вариантах осуществления способ дополнительно включает литье заэвтектического алюминиевого сплава с достаточной скоростью с тем, чтобы получить в результате литое изделие, имеющее приповерхностную зону, которая является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 50 микрометров.
[00013] В других вариантах осуществления этап литья включает литье заэвтектического алюминиевого сплава с достаточной скоростью, чтобы получить в результате литое изделие, имеющее приповерхностную зону, которая является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 20 микрометров. В некоторых вариантах осуществления этап литья включает литье заэвтектического алюминиевого сплава с достаточной скоростью, чтобы получить в результате литое изделие, имеющее приповерхностную зону, которая является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 3 микрометра.
[00014] В еще других вариантах осуществления этап литья включает доставку заэвтектического алюминиевого сплава к паре валков на скорости. В некоторых вариантах осуществления валки выполнены с возможностью образования зазора, и скорость находится в диапазоне от 50 до 300 футов в минуту.
[00015] В некоторых вариантах осуществления способ дополнительно включает затвердевание заэвтектического алюминиевого сплава с получением твердых наружных участков, прилегающих к каждому валку, и полутвердый центральный участок между твердыми наружными участками; и затвердевание центрального участка в зазоре с образованием литого изделия.
[00016] В некоторых вариантах осуществления способ дополнительно включает горячую прокатку, холодную прокатку и/или отжиг литого изделия в достаточной степени для образования полосы алюминиевого сплава. В некоторых вариантах осуществления полоса алюминиевого сплава включает в себя приповерхностную зону полосы алюминиевого сплава, включает небольшие частицы, при этом каждая небольшая частица имеет конкретный эквивалентный диаметр, конкретный эквивалентный диаметр составляет менее чем 3 микрометра, и количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,01 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[00017] Настоящее изобретение будет дополнительно объяснено со ссылкой на прилагаемые чертежи, на которых подобные структуры обозначены одними и теми же позициями на нескольких изображениях. Показанные чертежи не обязательно выполнены в масштабе с выделением вместо обычно размещаемого иллюстрирования принципов настоящего изобретения. Дополнительно, некоторые особенности могут быть преувеличены, чтобы показать детали отдельных компонентов.
[00018] Фигура 1 представляет собой микрофотографию, показывающую особенности некоторых вариантов осуществления настоящего изобретения.
[00019] Фигура 2 представляет собой увеличенное изображение частей фигуры 1.
[00020] Фигура 3 иллюстрирует профили числа частиц на единицу площади по некоторым вариантам осуществления настоящего изобретения.
[00021] Фигура 4 иллюстрирует профили объемной доли по некоторым вариантам осуществления настоящего изобретения.
[00022] Фигура 5 иллюстрирует пределы текучести при растяжении по некоторым вариантам осуществления настоящего изобретения после выдержки при различных температурах в течение 100 часов.
[00023] Фигура 6 иллюстрирует пределы текучести при растяжении по некоторым вариантам осуществления настоящего изобретения после выдержки при различных температурах в течение 500 часов.
[00024] Фигура 7 иллюстрирует предел прочности при растяжении по некоторым вариантам осуществления настоящего изобретения после выдержки при различных температурах в течение 500 часов.
[00025] Фигура 8 иллюстрирует пределы прочности при повышенных температурах по некоторым вариантам осуществления настоящего изобретения после выдержки при различных температурах в течение 500 часов.
[00026] Фигура 9 иллюстрирует вариант осуществления способа получения полосы алюминиевого сплава.
[00027] Фигура 10 иллюстрирует особенности процесса непрерывного литья.
[00028] Фигура 11 иллюстрирует особенности процесса непрерывного литья.
[00029] Фигура 12 представляет собой микрофотографию, показывающую особенности слитка.
[00030] Фигура 13 представляет собой микрофотографию, показывающую особенности некоторых вариантов осуществления настоящего изобретения.
[00031] Фигура 14 представляет собой двухуровневое изображение микрофотографии по фигуре 12.
[00032] Фигура 15 представляет собой двухуровневое изображение микрофотографии по фигуре 13.
[00033] Фигура 16 представляет собой двухуровневое изображение по фигуре 14 после удаления пикселей без частиц.
[00034] Фигура 17 представляет собой двухуровневое изображение по фигуре 15 после удаления пикселей без частиц.
[00035] Фигура 18 иллюстрирует не ограничивающий пример монтажного блока, используемого для приготовления образца.
[00036] Фигуры составляют часть этого описания и содержат иллюстративные варианты осуществления настоящего изобретения и иллюстрируют различные его цели и признаки. Дополнительно, фигуры не обязательно выполнены в масштабе, некоторые особенности могут быть преувеличенными деталями показа отдельных компонентов. К тому же, любые измерения, описания и тому подобное, показанные на чертежах, предназначены быть иллюстративными, а не ограничительными. Следовательно, конкретные структурные и функциональные подробности, раскрытые здесь, не должны интерпретироваться как имеющие ограничительный характер, а только как представительная основа для сообщения специалистам в области техники сведений о разном применении настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
[00037] Настоящее изобретение будет дополнительно объяснено со ссылкой на прилагаемые чертежи, в которых подобные структуры называются одними и теми же цифрами на нескольких изображениях. Показанные чертежи не обязательно выполнены в масштабе с выделением вместо обычно размещаемого иллюстрирования принципов настоящего изобретения. Дополнительно, некоторые особенности могут быть преувеличены для показа деталей конкретных компонентов.
[00038] Фигуры составляют часть этого описания и включают иллюстративные варианты осуществления настоящего изобретения и иллюстрируют различные его цели и признаки. Дополнительно, фигуры не обязательно выполнены в масштабе, некоторые особенности могут быть преувеличенны для показа деталей конкретных компонентов. К тому же, любые измерения, описания и тому подобное, показанные на чертежах, предназначены быть иллюстративными, а не ограничительными. Следовательно, особенные структурные и функциональные детали, раскрытые здесь, не должны интерпретироваться как ограничивающие, а только как представительная основа для сообщения специалистам в области техники сведений о разном применении настоящего изобретения.
[00039] Среди тех преимуществ и улучшений, которые были раскрыты, другие цели и выгоды этого изобретения будут очевидны из следующего описания, приведенного в сочетании с прилагаемыми чертежами. Здесь раскрыты подробные варианты осуществления настоящего изобретения; однако следует понимать, что раскрытые варианты осуществления всего лишь иллюстрируют изобретение, которое может быть воплощено в различных формах. Кроме того, каждый из примеров приведены в связи с различными вариантами осуществления изобретения, которые предназначены быть иллюстративными, а не ограничительными.
[00040] Всюду по описанию и формуле изобретения следующие термины имеют значения, в явном виде связанные в настоящем документе, если контекст ясно не требует иного. Фразы "в одном варианте осуществления" или "в некоторых вариантах осуществления", используемые здесь, необязательно относятся к одному(им) и тому же варианту осуществления, хотя и могут. Более того, фразы "в другом варианте осуществления" или "в некоторых других вариантах осуществления", используемые здесь, необязательно относятся к другому варианту осуществления, хотя и могут. Таким образом, как описано ниже, различные варианты осуществления изобретения могут легко комбинироваться без отступления от объема и сущности изобретения.
[00041] В дополнение, В данном контексте термин "или" является включающим операцию "или", и эквивалентен термину "и/или", если контекст ясно не диктует иначе. Термин "на основе" не является исключающим и допускается основывающимся на неописанных дополнительных факторах, пока контекст ясно не диктует иное. Кроме того, по всему описанию значение единственного числа включает ссылки на множественное число. Значение "в" включает в себя "в" и "на".
[00042] В варианте осуществления изделие содержит полосу алюминиевого сплава; при этом полоса алюминиевого сплава включает в себя (i) по меньшей мере 0,8 мас.% марганца; или (ii) по меньшей мере 0,6 мас.% железа; или (iii) по меньшей мере 0,8 мас.% марганца и по меньшей мере 0,6 мас.% железа; при этом приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 50 микрометров; при этом приповерхностная зона полосы алюминиевого сплава включает в себя небольшие частицы; при этом каждая частица имеет конкретный эквивалентный диаметр; при этом конкретный эквивалентный диаметр составляет менее чем 3 микрометра и при этом количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,01 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава.
[00043] В другом варианте осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 30 микрометров. В одном варианте осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 20 микрометров. В варианте осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 10 микрометров. В другом варианте осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 3 микрометра.
[00044] В некоторых вариантах осуществления по меньшей мере 0,8 мас.% марганца, по меньшей мере 0,6 мас.% железа или по меньшей мере 0,8 мас.% марганца и по меньшей мере 0,6 мас.% железа содержатся в полосе алюминиевого сплава на таком уровне, чтобы достичь заэвтектического состава.
[00045] В варианте осуществления содержание кислорода в полосе алюминиевого сплава составляет 0,1 процента по массе или менее. В другом варианте осуществления содержание кислорода в полосе алюминиевого сплава составляет 0,05 процента по массе или менее. В еще одном варианте осуществления содержание кислорода в полосе алюминиевого сплава составляет 0,01 процента по массе или менее. В варианте осуществления содержание кислорода в полосе алюминиевого сплава составляет 0,005 процента по массе или менее.
[00046] В некоторых вариантах осуществления конкретный эквивалентный диаметр составляет по меньшей мере 0,3 микрометра. В других вариантах осуществления конкретный эквивалентный диаметр находится в диапазоне от 0,3 микрометра до 0,5 микрометров.
[00047] В варианте осуществления конкретный эквивалентный диаметр составляет 0,5 микрометра, и при этом количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,03 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава.
[00048] В другом варианте осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,02 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В еще одном варианте осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,04 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,043 до 0,055 частиц на квадратный микрометр.
[00049] В некоторых вариантах осуществления изделие является заготовкой для корпусов банок. В других вариантах осуществления изделие является заготовкой для торцов банок. В еще других вариантах осуществления изделие предназначено для использования в применениях с повышенной температурой.
[00050] В некоторых вариантах осуществления алюминиевая полоса включает в себя по меньшей мере 1,6 мас.% марганца и железа. В некоторых вариантах осуществления алюминиевая полоса включает в себя по меньшей мере 1,8 мас.% марганца и железа. В некоторых вариантах осуществления алюминиевая полоса включает в себя по меньшей мере 2,0 мас.% марганца и железа. В некоторых вариантах осуществления алюминиевая полоса включает в себя по меньшей мере 2,5 мас.% марганца и железа. В еще других вариантах осуществления алюминиевая полоса включает в себя по меньшей мере 3,0 мас.% марганца и железа.
[00051] В варианте осуществления изделие содержит полосу алюминиевого сплава, при этом полоса алюминиевого сплава включает в себя: (i) по меньшей мере 0,8 мас.% марганца; или (ii) по меньшей мере 0,6 мас.% железа; или (iii) по меньшей мере 0,8 мас.% марганца и по меньшей мере 0,6 мас.% железа; при этом приповерхностная зона полосы алюминиевого сплава включает в себя небольшие частицы; при этом каждая небольшая частица имеет конкретный эквивалентный диаметр; при этом конкретный эквивалентный диаметр составляет менее чем 1 микрометр; и при этом объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,2 процента в приповерхностной зоне полосы алюминиевого сплава.
[00052] В варианте осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,65 процента. В одном варианте осуществления конкретный эквивалентный диаметр составляет менее чем 0,85 микрометра. В еще одном варианте осуществления конкретный эквивалентный диаметр находится в диапазоне от 0,5 микрометра до 0,85 микрометра.
[00053] В дополнительном варианте осуществления по меньшей мере 0,8 мас.% марганца, по меньшей мере 0,6 мас.% железа или по меньшей мере 0,8 мас.% марганца и по меньшей мере 0,6 мас.% железа содержатся в полосе алюминиевого сплава на таком уровне, чтобы достичь заэвтектического состава.
[00054] В еще одном варианте осуществления изделие содержит полосу алюминиевого сплава, при этом полоса алюминиевого сплава включает в себя: (i) по меньшей мере 0,8 мас.% марганца; или (ii) по меньшей мере 0,6 мас.% железа; или (iii) по меньшей мере 0,8 мас.% марганца и по меньшей мере 0,6 мас.% железа; при этом каждая частица имеет конкретный эквивалентный диаметр; при этом конкретный эквивалентный диаметр составляет менее чем 1 микрометр; при этом объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,2 процента в приповерхностной зоне полосы алюминиевого сплава; при этом, когда полосу алюминиевого сплава и материал сравнения подвергали воздействию температуры по меньшей мере 75°Фаренгейта ("°F") в течение 100 часов, первый предел текучести при растяжении полосы алюминиевого сплава больше, чем второй предел текучести при растяжении материала сравнения; и при этом материалом сравнения является алюминиевый сплав 2219, имеющий состояние Т87.
[00055] В одном варианте осуществления полоса алюминиевого сплава и материал сравнения подвергают воздействию температуры по меньшей мере 75°F в течение 100 часов, первый предел текучести при растяжении полосы алюминиевого сплава больше по меньшей мере на 5%, чем второй предел текучести при растяжении материала сравнения. В некоторых вариантах осуществления, когда полосу алюминиевого сплава и материал сравнения подвергают воздействию температуры по меньшей мере 75°F в течение 100 часов, первый предел текучести при растяжении полосы алюминиевого сплава больше по меньшей мере на 10%, чем второй предел текучести при растяжении материала сравнения. В других вариантах осуществления, когда полосу алюминиевого сплава и материал сравнения подвергают воздействию температуры по меньшей мере 75°F в течение 100 часов, первый предел текучести при растяжении полосы алюминиевого сплава больше по меньшей мере на 15%, чем второй предел текучести при растяжении материала сравнения. В еще одном варианте осуществления, когда полосу алюминиевого сплава и материал сравнения подвергают воздействию температуры по меньшей мере 75°F в течение 100 часов, первый предел текучести при растяжении полосы алюминиевого сплава больше по меньшей мере на 20%, чем второй предел текучести при растяжении материала сравнения. Ожидается, что выдерживание полосы алюминиевого сплава по некоторым вариантам осуществления настоящего изобретения и алюминиевого сплава 2219, имеющего материал сравнения в состоянии Т87, при 75°F в течение 500 часов будет давать подобные относительные результаты, как те, которые подробно описаны выше для выдержки при 75°F в течение 100 часов. Например, в варианте осуществления полоса алюминиевого сплава и материал сравнения подвергают воздействию температуры по меньшей мере 75°F в течение 500 часов, первый предел текучести при растяжении полосы алюминиевого сплава больше по меньшей мере на 5%, чем второй предел текучести при растяжении материала сравнения.
[00056] В некоторых вариантах осуществления изделие содержит полосу алюминиевого сплава; при этом полоса алюминиевого сплава включает в себя: (i) по меньшей мере 0,8 мас.% марганца; или (ii) по меньшей мере 0,6 мас.% железа; или (iii) по меньшей мере 0,8 мас.% марганца и по меньшей мере 0,6 мас.% железа; при этом каждая небольшая частица имеет конкретный эквивалентный диаметр; при этом конкретный эквивалентный диаметр составляет менее чем 1 микрометр; при этом объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,2 процента в приповерхностной зоне полосы алюминиевого сплава; и при этом, когда полосу алюминиевого сплава и сравнительный материал подвергают воздействию температуры по меньшей мере 75°F в течение 500 часов, первый предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 35 кфунт/дюйм2, как измерено по ASTM E8.
[00057] В других вариантах осуществления предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 40 кфунт/дюйм2, как измерено по ASTM E8. В еще других вариантах осуществления предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 45 кфунт/дюйм2, как измерено по ASTM E8. В других вариантах осуществления предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 50 кфунт/дюйм2, как измерено по ASTM E8.
[00058] В некоторых вариантах осуществления изделие выполнено в виде полосы алюминиевого сплава; при этом полоса алюминиевого сплава включает в себя: (i) по меньшей мере 0,8 мас.% марганца; или (ii) по меньшей мере 0,6 мас.% железа; или (iii) по меньшей мере 0,8 мас.% марганца и по меньшей мере 0,6 мас.% железа; при этом каждая небольшая частица имеет конкретный эквивалентный диаметр; при этом конкретный эквивалентный диаметр составляет менее чем 1 микрометр; при этом объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,2 процента в приповерхностной зоне полосы алюминиевого сплава; и при этом, когда полосу алюминиевого сплава подвергают воздействию конкретной температуры больше чем 75°F в течение 500 часов, предел текучести при растяжении полосы алюминиевого сплава при повышенной температуре составляет по меньшей мере 15 кфунт/дюйм2, как измерено по ASTM E21 при конкретной температуре.
[00059] В варианте осуществления предел текучести при растяжении полосы алюминиевого сплава при повышенной температуре составляет по меньшей мере 20 кфунт/дюйм2, как измерено по ASTM E21 при конкретной температуре. В одном варианте изобретения предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 25 кфунт/дюйм2, как измерено по ASTM E21 при конкретной температуре. В еще одном варианте осуществления, предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 30 кфунт/дюйм2, как измерено по ASTM E21 при конкретной температуре.
[00060] В некоторых вариантах осуществления изделие включает полосу алюминиевого сплава, состоящую из:
[00061] Mn от 0,8 до 8,0 мас.%;
[00062] Fe 0,6 до 5,0 мас.%;
[00063] Si 0,15 до 1,0 мас.%;
[00064] Cu 0,15 до 1,0 мас.%;
[00065] Mg 0,8 до 3,0 мас.%;
[00066] Zn до 0,5 мас.%;
[00067] кислорода до 0,05 мас.%;
[00068] остатка - алюминия, а также других элементов,
[00069] при этом полоса алюминиевого сплава включает в себя не больше чем 0,25 мас.% любого из других элементов, при этом полоса алюминиевого сплава включает в себя не больше чем 0,50 мас.% в сумме других элементов; при этом приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 50 микрометров; при этом приповерхностная зона полосы алюминиевого сплава включает в себя небольшие частицы; при этом каждая частица имеет конкретный эквивалентный диаметр; при этом конкретный эквивалентный диаметр составляет менее чем 3 микрометра; и при этом количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,01 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава.
[00070] В некоторых вариантах осуществления способ включает выбор заэвтектического алюминиевого сплава, имеющего: (i) по меньшей мере 0,8 мас.% марганца; или (ii) по меньшей мере 0,6 мас.% железа; или (iii) по меньшей мере 0,8 мас.% марганца и по меньшей мере 0,6 мас.% железа; литье заэвтектического сплава с достаточной скоростью, чтобы получить литое изделие, имеющее приповерхностную зону, которая является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 50 микрометров.
[00071] В некоторых вариантах осуществления этап литья включает: литье заэвтектического сплава с достаточной скоростью для получения в результате литого изделия, имеющего приповерхностную зону, которая является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 40 микрометров.
[00072] В некоторых вариантах осуществления этап литья включает: литье заэвтектического сплава с достаточной скоростью для получения в результате литого изделия, имеющего приповерхностную зону, которая является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 30 микрометров.
[00073] В других вариантах осуществления этап литья включает: литье заэвтектического сплава с достаточной скоростью для получения в результате литого изделия, имеющего приповерхностную зону, которая является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 20 микрометров.
[00074] В еще других вариантах осуществления этап литья включает: литье заэвтектического сплава с достаточной скоростью для получения литого изделия, имеющего приповерхностную зону, которая является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 10 микрометров.
[00075] В некоторых вариантах осуществления этап литья включает: литье заэвтектического сплава с достаточной скоростью для получения литого изделия, имеющего приповерхностную зону, которая является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 3 микрометра.
[00076] В некоторых вариантах осуществления этап литья включает: доставку заэвтектического алюминиевого сплава к паре валков на скорости; при этом валки выполнены с возможностью образования зазора; при этом скорость находится в диапазоне от 50 до 300 футов в минуту; затвердевание заэвтектического алюминиевого сплава с получением твердых наружных участков, прилегающих к каждому валку, и полутвердого центрального участка между твердыми наружными участками; и затвердевание центрального участка внутри зазора с образованием литого изделия.
[00077] В еще других вариантах осуществления способ включает: горячую прокатку, холодную прокатку и/или отжиг литого изделия в достаточной степени для образования полосы алюминиевого сплава; при этом приповерхностная зона полосы алюминиевого сплава включает в себя небольшие частицы; при этом каждая небольшая частица имеет конкретный эквивалентный диаметр; при этом конкретный эквивалентный диаметр частиц составляет менее чем 3 микрометра; и при этом число на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,01 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В варианте осуществления способ включает (i) горячую прокатку литого изделия с образованием первого катаного изделия; и (ii) холодную прокатку первого катаного изделия с образованием второго катаного изделия. В варианте осуществления способ включает (iii) отжиг второго катаного изделия с образованием отожженного изделия. В одном варианте осуществления второе катаное изделие отжигают при 850°F в течение 3 часов. В еще одном варианте осуществления второе катаное изделие отжигают в камерной печи при 850°F в течение 3 часов. В одном варианте осуществления второе катаное изделие отжигают в камерной печи при 875°F в течение 4 часов.
[00078] В еще одном варианте осуществления способ включает: (iv) холодную прокатку отожженного изделия с образованием полосы алюминиевого сплава; при этом приповерхностная зона полосы алюминиевого сплава включает в себя небольшие частицы; при этом каждая небольшая частица имеет конкретный эквивалентный диаметр; при этом конкретный эквивалентный диаметр частиц составляет менее чем 3 микрометра; и при этом количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,01 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава.
[00079] В данном контексте "приповерхностная зона" означает зону от поверхности конечного изделия, т.е. изделия после литья, горячей или холодной прокатки и/или отжига в камерной печи – до глубины примерно 37 микрометров ниже поверхности конечного изделия. В некоторых вариантах осуществления приповерхностная зона находится между Т и Т/7.
[00080] Используемые здесь "большие частицы" означают частицы, имеющие эквивалентный диаметр 3 микрометра или более.
[00081] Используемые здесь "небольшие частицы" означают частицы, имеющие эквивалентный диаметр больше чем 0,22 микрометра и менее чем 3 микрометра. В некоторых вариантах осуществления небольшие частицы не включают в себя дисперсоиды. В некоторых вариантах осуществления небольшие частицы включают в себя дисперсоиды.
[00082] Используемое здесь "по существу свободный от больших частиц" означает по существу свободный от частиц, вследствие чего по меньшей мере 90% общего количества частиц имеют эквивалентный диаметр менее чем 3 микрона. В некоторых вариантах осуществления "по существу свободный от больших частиц" означает по существу свободный от частиц, вследствие чего по меньшей мере 91% общего количества частиц имеют эквивалентный диаметр менее чем 3 микрона. В некоторых вариантах осуществления "по существу свободный от больших частиц" означает по существу свободный от частиц, вследствие чего по меньшей мере 93% общего количества частиц имеют эквивалентный диаметр менее чем 3 микрона. В некоторых вариантах осуществления "по существу свободный от больших частиц" означает по существу свободный от частиц, вследствие чего по меньшей мере 95% общего количества частиц имеют эквивалентный диаметр менее чем 3 микрона. В некоторых вариантах осуществления "по существу свободный от больших частиц" означает по существу свободный от частиц, вследствие чего по меньшей мере 97% общего количества частиц имеют эквивалентный диаметр менее чем 3 микрона. В некоторых вариантах осуществления "по существу свободный от больших частиц" означает по существу свободный от частиц, вследствие чего по меньшей мере 98% общего количества частиц имеют эквивалентный диаметр менее чем 3 микрона. В некоторых вариантах осуществления "по существу свободный от больших частиц" означает по существу свободный от частиц, вследствие чего по меньшей мере 99% общего количества частиц имеют эквивалентный диаметр менее чем 3 микрона. В некоторых вариантах осуществления изделие, которое является по существу свободным от больших частиц, имеет число частиц на единицу площади относительно эквивалентного диаметра частиц и объемную долю относительно эквивалентного диаметра частиц, как показано на фигурах 3 и 4, соответственно.
[00083] В данном контексте "чашеобразование" означает процесс вытяжки, использованный для превращения полосы в банку по существу без уменьшения толщины стенки. Чашеобразованием обычно называют вытяжку.
[00084] В данном контексте "вытяжка с утонением" означает процесс утонения боковой стенки цилиндрического металлического контейнера, такого как банка, для увеличения высоты боковой стенки. В некоторых вариантах осуществления вытяжка с утонением использует один или более кольцевых протяжных штампов, размещаемых на внешней поверхности цилиндрического металлического контейнера.
[00085] В некоторых вариантах осуществления протяжной штамп требует очистки, когда достаточное накопление оксидов, металла или других твердых частиц на внутренней поверхности штампа вызывает задир банки во время вытяжки с утонением.
[00086] В данном контексте "число частиц" означает количество частиц, показанных на микрофотографии, полученной с использованием микрофотографической методики, подробно изложенной здесь, и определенное согласно методу микрофотографического анализа, подробно изложенному здесь. В варианте осуществления число частиц включает только частицы, имеющие эквивалентный диаметр больше чем 0,22 микрометра.
[00087] В данном контексте "объемная доля" означает долю в процентах объема, занятого частицей или множеством частиц.
[00088] В данном контексте "площадь частицы" означает площадь частицы, определенную методом микрофотографического анализа, описанным здесь.
[00089] В данном контексте "эквивалентный диаметр частиц" означает 2×√(площадь частица/пи) или произведение 2 и квадратного корня из (площади частицы, деленной на пи).
[00090] В данном контексте "конкретный диаметр" означает единичный диаметр.
[00091] В данном контексте "заэвтектический сплав" означает сплав, содержащий больше, чем эвтектические количества растворенных компонентов. Для целей настоящей заявки на патент сплав является заэвтектическим, когда он достигает распределения частиц по размеру в приповерхностной зоне, как описано здесь, и обычно имеет число частиц на единицу площади в приповерхностной зоне из частиц, имеющих конкретный эквивалентный диаметр менее чем 3 микрометра из по меньшей мере 0,043 частиц/квадратный микрометр, и/или объемную долю в приповерхностной зоне из частиц, имеющих конкретный эквивалентный диаметр менее чем 3 микрометра из по меньшей мере 0,65%.
[00092] В данном контексте "полоса" может быть любой пригодной ширины и имеет обычно толщину листа (0,006 дюйма-0,249 дюйма) или толщину тонкой пластины (0,250 дюйма-0,400 дюйма), т.е. имеет толщину в диапазоне от 0,006 дюйма до 0,400 дюйма. В одном варианте осуществления полоса имеет толщину не больше чем 0,320 дюйма. В одном варианте осуществления полоса имеет толщину от 0,0070 до 0,018, такую как при использовании для применений в банках.
[00093] В данном контексте "подвергание воздействию" означает подъем, понижение или поддерживание температуры образца для согласования с целевой температурой. Например, подвергать воздействию полосу алюминиевого сплава до температуры 75°F означает поддерживание температуры полосы алюминиевого сплава при 75°F. В другом примере подвергание материала сравнения воздействию температуры 350°F означает подъем температуры материала сравнения до 350°F. В другом примере подвергание полосы алюминиевого сплава воздействию температуры 350°F в течение 100 часов означает подъем температуры образца до температуры 350°F и поддерживание температуры в течение 100 часов. В еще одном примере подвергание полосы алюминиевого сплава воздействию температуры 400°F в течение 500 часов означает подъем температуры образца до температуры 400°F и поддерживание температуры в течение 500 часов.
[00094] В данном контексте "относительное удлинение", "предел текучести при растяжении" и "предел прочности при растяжении" определяют при комнатной температуре в соответствии со стандартом ASTM E8 [2013] ("ASTM E8").
[00095] В данном контексте "относительное удлинение при повышенной температуре", "предел текучести при растяжении при повышенной температуре" и "предел прочности при растяжении при повышенной температуре" определяют при конкретной температуре, выше комнатной температуры в соответствии со стандартом ASTM E21 [2009] ("ASTM E21").
[00096] В данном контексте "содержание кислорода" означает процент по массе (мас.%) кислорода, определяемый с помощью анализатора кислорода-азота фирмы LECO. Методика включает плавку в газовой среде в графитовом тигле в протекающем потоке инертного газа из гелия, включает в себя измерение газообразных продуктов горения с помощью инфракрасного поглощения и теплопроводности. После плавки в газовой среде технологический кислород соединяется с углеродом с образованием CO2.
[00097] Используемые здесь "применения при повышенной температуре" означают любое применение, проводимое при температуре выше комнатной температуры. В варианте осуществления применение при повышенной температуре проводят при температуре по меньшей мере 75°F. В варианте осуществления применение повышенной температуры проводят при температуре по меньшей мере 150°F. В варианте осуществления применения при повышенной температуре проводят при температуре по меньшей мере 350°F. В варианте осуществления применение при повышенной температуре проводят при температуре по меньшей мере 400°F. В варианте осуществления применение при повышенной температуре проводят при температуре по меньшей мере 450°F.
[00098] В некоторых вариантах осуществления применение повышенной температуры проводят при температуре 100°F-1000°F. В варианте осуществления применение при повышенной температуре проводят при температуре 150°F-1000°F. В варианте осуществления применение при повышенной температуре проводят при температуре 200°F-900°F. В варианте осуществления применение при повышенной температуре проводят при температуре 300°F-800°F. В варианте осуществления применение при повышенной температуре проводят при температуре 100°F-450°F. В варианте осуществления применение при повышенной температуре проводят при температуре 150°F-350°F.
[00099] В данном контексте "банка" представляет собой любой металлический контейнер, такой как банка, бутылка, аэрозольный баллон, консервная банка, питьевую чашу или родственное изделие.
[000100] В данном контексте "применения при изготовлении банок" означают любое применение, относящиеся к производству банок или родственных изделий. В некоторых вариантах осуществления применения при изготовлении банок включают использование полос алюминиевого сплава в качестве листовой заготовки для банок для получения корпусов банок и/или торцов банок.
[000101] В варианте осуществления настоящая патентная заявка обычно относится к полосам алюминиевого сплава для использования в применениях при изготовлении банок и применениях при повышенной температуре. В варианте осуществления настоящая патентная заявка также относится к способам получения полос алюминиевого сплава для использования в применениях при изготовлении банок и применениях для повышенной температуре. В некоторых вариантах осуществления алюминиевые сплавы в формах не на основе листов, например, заготовки в форме бруска, используют в применениях при изготовлении банок, таких как формование банки посредством прессования ударным выдавливанием.
[000102] ПОЛОСА АЛЮМИНИЕВОГО СПЛАВА
[000103] А. СОСТАВ
[000104] В некоторых вариантах осуществления полоса алюминиевого сплава состоит из любого алюминиевого сплава, имеющего по меньшей мере 0,8 мас.% марганца (Mn), по меньшей мере 0,6 мас.% железа (Fe) или по меньшей мере 0,8 мас.% Mn и по меньшей мере 0,6 мас.% Fe. В некоторых вариантах осуществления алюминиевый сплав может включать в себя 3xxx (на основе марганца), 5ххх(на основе магния), 6ххх (на основе магния и кремния) или 8ххх алюминиевые сплавы.
[000105] В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 0,8 мас.% Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 0,9 мас.% Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,0 мас.% Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,1 мас.% Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,2 мас.% Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,3 мас.% Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,4 мас.% Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,5 мас.% Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,6 мас.% Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,7 мас.% Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,8 мас.% Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,9 мас.% Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 2,0 мас.% Mn. В другом варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 2,1 мас.% Mn. В еще одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,5 мас.% Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 2,2 мас.% Mn. В другом варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 2,5 мас.% Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 3,0 мас.% Mn. В еще одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 3,5 мас.% Mn. В другом варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 4,0 мас.% Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 4,5 мас.% Mn. В еще одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 5,0 мас.% Mn. В другом варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 5,5 мас.% Mn. В другом варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 6,0 мас.% Mn. В другом варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 6,5 мас.% Mn. В другом варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 7,0 мас.% Mn. В другом варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 7,5 мас.% Mn. В другом варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 8,0 мас.% Mn.
[000106] В другом варианте осуществления Mn в полосе алюминиевого сплава находится в диапазоне от 0,8 мас.%. до 8,0 мас.%. В одном варианте осуществления Mn в полосе алюминиевого сплава находится в диапазоне от 0,8 мас.%. до 6,0 мас.%. В другом варианте осуществления Mn в полосе алюминиевого сплава находится в диапазоне от 0,8 мас.%. до 4,0 мас.%. В еще одном варианте осуществления Mn в полосе алюминиевого сплава находится в диапазоне от 0,8 мас.%. до 3,5 мас.%. В варианте осуществления Mn в полосе алюминиевого сплава находится в диапазоне от 0,8 мас.%. до 2,5 мас.%. В другом варианте осуществления Mn в полосе алюминиевого сплава находится в диапазоне от 0,8 мас.%. до 2,2 мас.%. Другие из вышеприведенных отмеченных минимумов (например, по меньшей мере 0,9 мас.% Mn, по меньшей мере 1,0 мас.% Mn, по меньшей мере 1,1 мас.% Mn и т.д.) могут использоваться с максимумами, описанными в этом абзаце. В некоторых вариантах осуществления полоса алюминиевого сплава имеет 0 мас.% Mn.
[000107] В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 0,6 мас.% Fe. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 0,7 мас.% Fe. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 0,8 мас.% Fe. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 0,9 мас.% Fe. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,0 мас.% Fe. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,1 мас.% Fe. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,2 мас.% Fe. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,3 мас.% Fe. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,4 мас.% Fe. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,5 мас.% Fe. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,6 мас.% Fe. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,7 мас.% Fe. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,8 мас.% Fe. В другом варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,9 мас.% Fe. В еще одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 2,0 мас.% Fe. В еще одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 2,5 мас.% Fe. В другом варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 3,0 мас.% Fe. В еще одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 3,5 мас.% Fe. В другом варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 4,0 мас.% Fe. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 4,5 мас.% Fe. В еще одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 5,0 мас.% Fe. В некоторых вариантах осуществления полоса алюминиевого сплава имеет 0 мас.% Fe. В некоторых вариантах осуществления полоса алюминиевого сплава имеет 0 мас.% Mn и 0 мас.% Fe.
[000108] В другом варианте осуществления Fe в полосе алюминиевого сплава находится в диапазоне от 0,6 мас.% до 5,0 мас.%. В еще одном варианте осуществления Fe в полосе алюминиевого сплава находится в диапазоне от 0,6 мас.% до 3,5 мас.%. В варианте осуществления Fe в полосе алюминиевого сплава находится в диапазоне от 0,6 мас.% до 2,5 мас.%. В другом варианте Fe в полосе алюминиевого сплава находится в диапазоне от 0,6 мас.% до 2,0 мас.%. Другие из вышеприведенных отмеченных минимумов Fe (например, по меньшей мере 0,7 мас.% Fe, по меньшей мере 0,8 мас.% Fe, по меньшей мере 0,9 мас.% Fe и т.д.) могут использоваться с максимумами, описанными в этом абзаце.
[000109] В данном контексте "мас.% Fe и Mn" означает сумму мас.% Fe и мас.% Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,4 мас.% Fe и Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,5 мас.% Fe и Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,6 мас.% Fe и Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,7 мас.% Fe и Mn. В другом варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,8 мас.% Fe и Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 1,9 мас.% Fe и Mn. В еще одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 2,0 мас.% Fe и Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 2,1 мас.% Fe и Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 2,2 мас.% Fe и Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 2,3 мас.% Fe и Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 2,4 мас.% Fe и Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 2,5 мас.% Fe и Mn. В другом варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 3,0 мас.% Fe и Mn. В еще одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 3,5 мас.% Fe и Mn. В другом варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 4,0 мас.% Fe и Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 5,0 мас.% Fe и Mn. В еще одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 6,0 мас.% Fe и Mn. В другом варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 7,0 мас.% Fe и Mn. В еще одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 8,0 мас.% Fe и Mn. В одном варианте осуществления полоса алюминиевого сплава имеет по меньшей мере 10,0 мас.% Fe и Mn.
[000110] В другом варианте осуществления мас.% Fe и Mn в полосе алюминиевого сплава находится в диапазоне от 1,4 мас.% до 10,0 мас.%. В еще одном варианте осуществления мас.% Fe и Mn в полосе алюминиевого сплава находится в диапазоне от 1,4 мас.% до 8,0 мас.%. В варианте осуществления мас.% Fe и Mn в полосе алюминиевого сплава находится в диапазоне от 1,4 мас.% до 7,0 мас.%. В другом варианте осуществления мас.% Fe и Mn в полосе алюминиевого сплава находится в диапазоне от 1,4 мас.% до 6,0 мас.%. В другом варианте осуществления мас.% Fe и Mn в полосе алюминиевого сплава находится в диапазоне от 1,4 мас.% до 5,0 мас.%. В другом варианте осуществления мас.% Fe и Mn в полосе алюминиевого сплава находится в диапазоне от 1,4 мас.% до 4,0 мас.%. Другие из вышеприведенных отмеченных минимумов марганец+железо (например, по меньшей мере 1,5 мас.% Mn+Fe, по меньшей мере 1,6 мас.% Mn+Fe, по меньшей мере 1,7 мас.% Mn+Fe и т.д.) могут использоваться с максимумами, описанными в этом абзаце.
[000111] В некоторых вариантах осуществления алюминиевая полоса включает в себя достаточное количество Mn и/или Fe для достижения заэвтектического состава. В некоторых вариантах осуществления по меньшей мере 0,8 мас.% Mn, по меньшей мере 0,6 мас.% Fe или по меньшей мере 0,8 мас.% Mn и по меньшей мере 0,6 мас.% Fe содержатся в полосе алюминиевого сплава на таком уровне, чтобы достигать заэвтектического состава.
[000112] В некоторых вариантах осуществления полоса алюминиевого сплава может содержать вторичные элементы, третичные элементы и/или другие элементы. В данном контексте "вторичными элементами" являются Mg, Si, Cu и/или Zn. В данном контексте "третичными элементами" является кислород. В данном контексте "другие элементы" включают любые элементы периодической таблицы помимо идентифицированных выше элементов, т.е. любые элементы помимо алюминия (Al), Mn, Fe, Mg, Si, Cu, Zn и/или O. Вторичные и третичные элементы могут присутствовать в количествах, показанных ниже. Новый алюминиевый сплав может включать в себя не более чем 0,25 мас.% каждого из любого другого элемента, с общим суммарным количеством этих других элементов, не превышающим 0,50 мас.% в новом алюминиевом сплаве. В другом варианте осуществления каждый из этих других элементов отдельно не должен превышать 0,15 мас.% в алюминиевом сплаве, а общее суммарное количество этих других элементов не превышает 0,35 мас.% в алюминиевом сплаве. В другом варианте осуществления каждый из этих других элементов отдельно не превышает 0,10 мас.% в алюминиевом сплаве, а общее суммарное количество этих других элементов не превышает 0,25 мас.% в алюминиевом сплаве. В другом варианте осуществления каждый из этих других элементов отдельно не превышает 0,05 мас.% в алюминиевом сплаве, а общее суммарное количество этих других элементов не превышает 0,15 мас.% в алюминиевом сплаве. В другом варианте осуществления каждый из этих других элементов отдельно не превышает 0,03 мас.% в алюминиевом сплаве, а суммарное объединенное число этих других элементов не превышает 0,10 мас.% в алюминиевом сплаве.
[000113] В одном варианте осуществления новый сплав включает вплоть до 3,0 мас.% Mg. В одном варианте осуществления новый сплав включает 0,2-3,0 мас.% Mg. В одном варианте осуществления новый алюминиевый сплав включает по меньшей мере 0,40 мас.% Mg. В одном варианте осуществления новый алюминиевый сплав включает по меньшей мере 0,60 мас.% Mg. В одном варианте осуществления новый алюминиевый сплав включает не больше чем 2,00 мас.% Mg. В одном варианте осуществления новый алюминиевый сплав включает не больше чем 1,7 мас.% Mg. В одном варианте осуществления новый алюминиевый сплав включает не больше чем 1,5 мас.% Mg. В других вариантах осуществления магний содержится в сплаве в качестве примеси, и в этих вариантах осуществления присутствует на уровнях 0,19 мас.% Mg или менее. В некоторых вариантах осуществления полоса алюминиевого сплава имеет 0 мас.% Mg.
[000114] В одном варианте осуществления новый алюминиевый сплав включает до 1,5 мас.% Si. В одном варианте осуществления новый алюминиевый сплав включает 0,1-1,5 мас.% Si. В одном варианте осуществления новый алюминиевый сплав включает по меньшей мере примерно 0,20 мас.% Si. В одном варианте осуществления новый алюминиевый сплав включает по меньшей мере примерно 0,30 мас.% Si. В одном варианте осуществления новый алюминиевый сплав включает по меньшей мере примерно 0,40 мас.% Si. В одном варианте осуществления новый алюминиевый сплав включает по меньшей мере примерно 1,0 мас.% Si. В одном варианте осуществления новый алюминиевый сплав включает не больше примерно 0,8 мас.% Si. В других вариантах осуществления кремний содержится в сплаве в качестве примеси, и в этих вариантах осуществления присутствует на уровнях Si 0,09 мас.% или менее. В некоторых вариантах осуществления полоса алюминиевого сплава имеет 0 мас.% Si.
[000115] В одном варианте осуществления новый алюминиевый сплав включает до 1,0 мас.% Cu. В одном варианте осуществления новый алюминиевый сплав включает 0,1-1,0 мас.% Cu. В одном варианте осуществления новый алюминиевый сплав включает по меньшей мере примерно 0,15 мас.% Cu. В одном варианте осуществления новый алюминиевый сплав включает по меньшей мере примерно 0,20 мас.% Cu. В одном варианте осуществления новый алюминиевый сплав включает по меньшей мере примерно 0,25 мас.% Cu. В одном варианте осуществления новый алюминиевый сплав включает по меньшей мере примерно 0,30 мас.% Cu. В других вариантах осуществления медь содержится в сплаве в качестве примеси, и в этих вариантах осуществления присутствует на уровнях Cu 0,09 мас.% или менее. В некоторых вариантах осуществления полоса алюминиевого сплава имеет 0 мас.% Cu.
[000116] В одном варианте осуществления новый алюминиевый сплав включает до 1,5 мас.% Zn, например, до 1,25 мас.% Zn, или до 1,0 мас.% Zn, или до 0,50 мас.% Zn. В одном варианте осуществления новый алюминиевый сплав включает цинк, и в этих вариантах осуществления алюминиевый сплав включает по меньшей мере 0,10 мас.% Zn. В одном варианте осуществления новый алюминиевый сплав включает по меньшей мере 0,25 мас.% Zn. В одном варианте осуществления новый алюминиевый сплав HT включает по меньшей мере 0,35 мас.% Zn. В других вариантах осуществления цинк содержится в сплаве в качестве примеси, и в этих вариантах осуществления присутствует на уровнях 0,09 мас.% Zn или менее. В некоторых вариантах осуществления полоса алюминиевого сплава имеет 0 мас.% Zn.
[000117] В некоторых вариантах осуществления полоса алюминиевого сплава имеет содержание кислорода 0,25 мас.% или менее. В некоторых вариантах осуществления полоса алюминиевого сплава имеет содержание кислорода 0,2 мас.% или менее. В некоторых вариантах осуществления полоса алюминиевого сплава имеет содержание кислорода 0,15 мас.% или менее. В некоторых вариантах осуществления полоса алюминиевого сплава имеет содержание кислорода 0,1 мас.% или менее. В варианте осуществления полоса алюминиевого сплава имеет содержание кислорода 0,09 мас.% или менее. В другом варианте осуществления полоса алюминиевого сплава имеет содержание кислорода 0,08 мас.% или менее. В еще одном варианте осуществления полоса алюминиевого сплава имеет содержание кислорода 0,07 мас.% или менее. В других вариантах осуществления полоса алюминиевого сплава имеет содержание кислорода 0,06 мас.% или менее. В некоторых вариантах осуществления полоса алюминиевого сплава имеет содержание кислорода 0,05 мас.% или менее. В одном варианте осуществления полоса алюминиевого сплава имеет содержание кислорода 0,04 мас.% или менее. В другом варианте осуществления полоса алюминиевого сплава имеет содержание кислорода 0,03 мас.% или менее. В других вариантах осуществления полоса алюминиевого сплава имеет содержание кислорода 0,02 мас.% или менее. В некоторых вариантах осуществления полоса алюминиевого сплава имеет содержание кислорода 0,01 мас.% или менее. В некоторых вариантах осуществления полоса алюминиевого сплава имеет содержание кислорода 0,005 мас.% или менее. В некоторых вариантах осуществления полоса алюминиевого сплава имеет содержание кислорода ниже предела обнаружения анализатора кислорода-азота фирмы LECO.
[000118] В некоторых вариантах осуществления полоса алюминиевого сплава используется в качестве листовой заготовки для получения корпусов банок и/или торцов банок или для других применений при изготовлении банок. В этих вариантах осуществления полоса алюминиевого сплава может содержать:
от 0,8 до 8,0 мас.% Mn;
от 0,6 до 5,0 мас.% Fe;
от 0,15 до 1,0 мас.% Si;
от 0,15 до 1,0 мас.% Cu;
от 0,8 до 3,0 мас.% Mg;
до 0,5 мас.% Zn; и
до 0,05 мас.% кислорода;
остаток - алюминий и другие элементы, при этом алюминиевый сплав включает не больше чем 0,25 мас.% любого из других элементов, и при этом алюминиевый сплав включает не больше чем 0,50 мас.% в сумме других элементов.
[000119] В некоторых вариантах осуществления полоса алюминиевого сплава может содержать:
от 1 до 2,15 мас.% Mn;
от 0,55 до 1,8 мас.% Fe;
от 0,2 до 0,7 мас.% Si;
от 0,15 до 0,7 мас.% Cu; и/или
от 0,7 до 1,65 мас.% Mg;
остаток - алюминий и другие элементы, при этом алюминиевый сплав включает не больше чем 0,25 мас.% любого из других элементов, и при этом алюминиевый сплав включает не больше, чем 0,50 мас.% в сумме других элементов.
[000120] В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 50 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 40 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 30 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 25 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 20 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 15 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 10 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 5 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 4 микрометра. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 3 микрометра.
[000121] В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр, находящийся в диапазоне от 3 микрометров до 50 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр, находящийся в диапазоне от 3 микрометров до 40 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр, находящийся в диапазоне от 3 микрометров до 30 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр, находящийся в диапазоне от 3 микрометров до 20 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр, находящийся в диапазоне от 3 микрометров до 10 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, имеющих эквивалентный диаметр, находящийся в диапазоне от 3 микрометров до 5 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, находящихся в диапазоне от 5 микрометров до 50 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, находящихся в диапазоне от 10 микрометров до 50 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, находящихся в диапазоне от 20 микрометров до 50 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, находящихся в диапазоне от 30 микрометров до 50 микрометров. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц, находящихся в диапазоне от 40 микрометров до 50 микрометров.
[000122] В некоторых вариантах осуществления при чашеобразовании и вытяжке с утонением полосы, которая является по существу свободной от больших частиц, протяжной штамп требует очистки после примерно 3000 банок. В некоторых вариантах осуществления при чашеобразовании и вытяжке с утонением полосы, которая является по существу свободной от больших частиц, протяжной штамп требует очистки после примерно 2500 банок. В некоторых вариантах осуществления при чашеобразовании и вытяжке с утонением полосы, которая является по существу свободной от больших частиц, протяжной штамп требует очистки после примерно 2000 банок. В некоторых вариантах осуществления при чашеобразовании и вытяжке с утонением полосы, которая является по существу свободной от больших частиц, протяжной штамп требует очистки после примерно 1500 банок. В некоторых вариантах осуществления при чашеобразовании и вытяжке с утонением полосы, которая является по существу свободной от больших частиц, протяжной штамп требует очистки после примерно 1000 банок. В некоторых вариантах осуществления при чашеобразовании и вытяжке с утонением полосы, которая является по существу свободной от больших частиц, протяжной штамп требует очистки после примерно 500 банок. В некоторых вариантах осуществления при чашеобразовании и вытяжке с утонением полосы, которая является по существу свободной от больших частиц, протяжной штамп требует очистки после примерно 300 банок. В некоторых вариантах осуществления при чашеобразовании и вытяжке с утонением полосы, которая является по существу свободной от больших частиц, протяжной штамп требует очистки после примерно 200 банок. В некоторых вариантах осуществления при чашеобразовании и вытяжке с утонением полосы, которая является по существу свободной от больших частиц, протяжной штамп требует очистки после примерно 100 банок.
[000123] В некоторых вариантах осуществления при чашеобразовании и вытяжке с утонением полосы, которая является по существу свободной от больших частиц, протяжной штамп требует очистки с конкретной частотой. В данном контексте "конкретная частота очистки" означает число очисток в единицу времени. Таким образом, более низкая "конкретная частота очистки" соответствует большему временному диапазону между очистками. В некоторых вариантах осуществления конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, равна или меньше конкретной частоты очистки, связанной с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц. В некоторых вариантах осуществлениям конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, составляет по меньшей мере на 10% меньше, чем конкретная частота очистки, связанная с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц. В некоторых вариантах осуществления конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, составляет по меньшей мере на 20% меньше, чем конкретная частота очистки, связанная с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц. В некоторых вариантах осуществления конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, составляет по меньшей мере на 30% меньше, чем конкретная частота очистки, связанная с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц.
[000124] В некоторых вариантах осуществления конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, составляет по меньшей мере на 40% меньше, чем конкретная частота очистки, связанная с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц. В некоторых вариантах осуществления конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, составляет по меньшей мере на 50% меньше, чем конкретная частота очистки, связанная с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц. В некоторых вариантах осуществления конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, составляет по меньшей мере на 70% меньше, чем конкретная частота очистки, связанная с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц. В некоторых вариантах осуществления конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, составляет по меньшей мере на 80% меньше, чем конкретная частота очистки, связанная с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц. В некоторых вариантах осуществления конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, составляет по меньшей мере на 90% меньше, чем конкретная частота очистки, связанная с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц.
[000125] В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава включает небольшие частицы. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц и включает достаточное число частиц на единицу площади и/или достаточную объемную долю небольших частиц, такое, что при чашеобразовании и вытяжке с утонением полосы протяжной штамп требует очистки после примерно 3000 банок. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц и включает достаточное число частиц на единицу площади и/или достаточную объемную долю небольших частиц, такое, что при чашеобразовании и вытяжке с утонением полосы протяжной штамп требует очистки после примерно 2500 банок. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц и включает достаточное число частиц на единицу площади и/или достаточную объемную долю небольших частиц, такое, что при чашеобразовании и вытяжке с утонением полосы протяжной штамп требует очистки после примерно 2000 банок. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц и включает достаточное число частиц на единицу площади и/или достаточную объемную долю небольших частиц, такое, что при чашеобразовании и вытяжке с утонением полосы протяжной штамп требует очистки после примерно 1500 банок. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц и включает достаточное число частиц на единицу площади и/или достаточную объемную долю небольших частиц, такое, что при чашеобразовании и вытяжке с утонением полосы протяжной штамп требует очистки после примерно 1000 банок. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц и включает достаточное число частиц на единицу площади и/или достаточную объемную долю небольших частиц, такое, что при чашеобразовании и вытяжке с утонением полосы протяжной штамп требует очистки после примерно 500 банок. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц и включает достаточное число частиц на единицу площади и/или достаточную объемную долю небольших частиц, такое, что при чашеобразовании и вытяжке с утонением полосы протяжной штамп требует очистки после примерно 300 банок. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц и включает достаточное число частиц на единицу площади и/или достаточную объемную долю небольших частиц, такое, что при чашеобразовании и вытяжке с утонением полосы протяжной штамп требует очистки после примерно 200 банок. В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава является по существу свободной от больших частиц и включает достаточное число частиц на единицу площади и/или достаточную объемную долю небольших частиц, такое, что при чашеобразовании и вытяжке с утонением полосы протяжной штамп требует очистки после примерно 100 банок.
[000126] В некоторых вариантах осуществления при чашеобразовании и вытяжке с утонением полосы, которая является по существу свободной от больших частиц и имеет число на единицу площади и/или достаточную объемную долю небольших частиц, как изложено здесь, протяжной штамп требует очистки с конкретной частотой. В некоторых вариантах осуществлениям конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, и имеет число частиц на единицу площади и/или объемную долю небольших частиц, как изложено здесь, равна или меньше конкретной частоты очистки, связанной с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц. В некоторых вариантах осуществления конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, и имеет число частиц на единицу площади и/или объемную долю небольших частиц, как изложено здесь, является по меньшей мере на 10% меньше, чем конкретная частота очистки, связанная с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц. В некоторых вариантах осуществления конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, и имеет число частиц на единицу площади и/или объемную долю небольших частиц, как изложено здесь, составляет по меньшей мере на 20% меньше, чем конкретная частота очистки, связанная с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц. В некоторых вариантах осуществления конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, и имеет число частиц на единицу площади и/или объемную долю небольших частиц, как изложено здесь, составляет по меньшей мере на 30% меньше, чем конкретная частота очистки, связанная с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц.
[000127] В некоторых вариантах осуществления конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, и имеет число частиц на единицу площади и/или объемную долю небольших частиц, как изложено здесь, составляет по меньшей мере на 40% меньше, чем конкретная частота очистки, связанная с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц. В некоторых вариантах осуществления конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, и имеет число частиц на единицу площади и/или объемную долю небольших частиц, как изложено здесь, составляет по меньшей мере на 50% меньше, чем конкретная частота очистки, связанная с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц. В некоторых вариантах осуществления конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, и имеет число частиц на единицу площади и/или объемную долю небольших частиц, как изложено здесь, составляет по меньшей мере на 70% меньше, чем конкретная частота очистки, связанная с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц. В некоторых вариантах осуществления конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, и имеет число частиц на единицу площади и/или объемную долю небольших частиц, как изложено здесь, составляет по меньшей мере на 80% меньше, чем конкретная частота очистки, связанная с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц. В некоторых вариантах осуществления конкретная частота очистки штампа, связанная с чашеобразованием и вытяжкой с утонением полосы, которая является по существу свободной от больших частиц, и имеет число частиц на единицу площади и/или объемную долю небольших частиц, как изложено здесь, составляет по меньшей мере на 90% меньше, чем конкретная частота очистки, связанная с чашеобразованием и вытяжкой с утонением полосы, которая не является по существу свободной от больших частиц.
[000128] В варианте осуществления каждая из небольших частиц имеет конкретный эквивалентный диаметр. В одном варианте осуществления конкретный эквивалентный диаметр составляет менее чем 3 микрометра. В другом варианте осуществления конкретный эквивалентный диаметр составляет менее чем 2,9 микрометра. В другом варианте осуществления конкретный эквивалентный диаметр составляет менее чем 2,8 микрометра. В другом варианте осуществления конкретный эквивалентный диаметр составляет менее чем 2,7 микрометра. В одном варианте осуществления конкретный эквивалентный диаметр составляет менее чем 2,6 микрометра. В другом варианте осуществления конкретный эквивалентный диаметр составляет менее чем 2,5 микрометра. В одном варианте осуществления конкретный эквивалентный диаметр составляет менее чем 2,4 микрометра. В одном варианте осуществления конкретный эквивалентный диаметр составляет менее чем 2,3 микрометра. В одном варианте осуществления конкретный эквивалентный диаметр составляет менее чем 2,2 микрометра. В одном варианте осуществления конкретный эквивалентный диаметр составляет менее чем 2,1 микрометра. В одном варианте осуществления конкретный эквивалентный диаметр составляет менее чем 2 микрометра.
[000129] В варианте осуществления каждая из небольших частиц имеет конкретный эквивалентный диаметр, находящийся в диапазоне от 0,22 микрона до 3 микрометров. В другом варианте осуществления конкретный эквивалентный диаметр находится в диапазоне от 0,22 микрона до 2,9 микрометров. В другом варианте осуществления конкретный эквивалентный диаметр находится в диапазоне от 0,22 микрона до 2,8 микрометров. В другом варианте осуществления каждая из небольших частиц имеет конкретный эквивалентный диаметр, находящийся в диапазоне от 0,22 микрона до 2,7 микрометров. В другом варианте осуществления конкретный эквивалентный диаметр находится в диапазоне от 0,22 микрона до 2,6 микрометров. В другом варианте осуществления конкретный эквивалентный диаметр находится в диапазоне от 0,22 микрона до 2,5 микрометров. В другом варианте осуществления конкретный эквивалентный диаметр находится в диапазоне от 0,22 микрона до 2,4 микрометров. В другом варианте осуществления конкретный эквивалентный диаметр находится в диапазоне от 0,22 микрона до 2,3 микрометров. В другом варианте осуществления конкретный эквивалентный диаметр, находится в диапазоне от 0,22 микрона до 2,2 микрометров. В другом варианте осуществления конкретный эквивалентный диаметр находится в диапазоне от 0,22 микрона до 2,1 микрометров. В другом варианте осуществления конкретный эквивалентный диаметр находится в диапазоне от 0,22 микрона до 2 микрометров. В другом варианте осуществления конкретный эквивалентный диаметр находится в диапазоне от 0,22 микрона до 0,35 микрометров.
[000130] В одном варианте осуществления конкретный эквивалентный диаметр составляет по меньшей мере 0,22 микрометра. В другом варианте осуществления конкретный эквивалентный диаметр составляет по меньшей мере 0,3 микрометра. В другом варианте осуществления конкретный эквивалентный диаметр составляет по меньшей мере 0,35 микрометра. В другом варианте осуществления конкретный эквивалентный диаметр составляет по меньшей мере 0,5 микрометра. В одном варианте осуществления конкретный эквивалентный диаметр составляет по меньшей мере 0,7 микрометра. В другом варианте осуществления конкретный эквивалентный диаметр составляет по меньшей мере 0,8 микрометра. В одном варианте осуществления конкретный эквивалентный диаметр составляет по меньшей мере 0,9 микрометра.
[000131] В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,007 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В одном варианте осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,008 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В одном варианте осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,009 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В одном варианте осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,01 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В другом варианте осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,02 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава.
[000132] В другом варианте осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,03 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В другом варианте осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,04 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В другом варианте осуществления количество на площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,046 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В другом варианте осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,05 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В другом варианте осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава.
[000133] В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,007 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,009 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,01 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,015 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,02 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,025 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,03 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,035 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,04 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,043 до 0,055 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,043 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава.
[000134] В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр 0,33 микрометра, составляет по меньшей мере 0,003 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр 0,33 микрометра, составляет по меньшей мере 0,01 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр 0,33 микрометра, составляет по меньшей мере 0,043 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава.
[000135] В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр 0,33 микрометра, находится в диапазоне от 0,003 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр 0,33 микрометра, находится в диапазоне от 0,01 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр 0,33 микрометра, находится в диапазоне от 0,043 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава.
[000136] В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр 0,5 микрометра, составляет по меньшей мере 0,003 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр 0,5 микрометра, составляет по меньшей мере 0,01 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр 0,5 микрометра, составляет по меньшей мере 0,03 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр 0,5 микрометра, составляет по меньшей мере 0,035 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр 0,5 микрометра, составляет по меньшей мере 0,04 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр 0,5 микрометра, составляет по меньшей мере 0,043 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава.
[000137] В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр 0,5 микрометра, находится в диапазоне от 0,003 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр 0,5 микрометра, находится в диапазоне от 0,01 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр 0,5 микрометра, находится в диапазоне от 0,03 до 0,045 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава.
[000138] В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр в диапазон 0,33-0,5 микрометра, составляет по меньшей мере 0,003 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр в диапазоне 0,33-0,5 микрометра, составляет по меньшей мере 0,01 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр в диапазоне 0,33-0,5 микрометра, составляет по меньшей мере 0,043 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава.
[000139] В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр в диапазоне 0,33-0,5 микрометра, находится в диапазоне от 0,003 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр в диапазоне 0,33-0,5 микрометра, находится в диапазоне от 0,01 до 0,06 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления количество на единицу площади небольших частиц, имеющих конкретный эквивалентный диаметр в диапазоне 0,33-0,5 микрометра, находится в диапазоне от 0,043 до 0,055 частиц на квадратный микрометр в приповерхностной зоне полосы алюминиевого сплава.
[000140] В некоторых вариантах осуществления приповерхностная зона полосы алюминиевого сплава включает небольшие частицы. В варианте осуществления каждая из небольших частиц имеет конкретный эквивалентный диаметр. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,1 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,2 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,3 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,4 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,5 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,6 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,65 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,7 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,8 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,9 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 1,0 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 1,1 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 1,2 процента в приповерхностной зоне полосы алюминиевого сплава.
[000141] В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,1 процента до 1,2 в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,2 процента до 1,2 в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,3 процента до 1,2 в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,4 процента до 1,2 в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,5 процента до 1,2 в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,6 процента до 1,2 в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,7 процента до 1,2 в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,8 процента до 1,2 в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, находится в диапазоне от 0,9 процента до 1,2 в приповерхностной зоне полосы алюминиевого сплава.
[000142] В некоторых вариантах осуществления конкретный эквивалентный диаметр составляет менее чем 1 микрометр, а объемная доля небольших частиц, имеющих этот конкретный эквивалентный диаметр, составляет по меньшей мере 0,2 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления конкретный эквивалентный диаметр составляет менее чем 0,9 микрометра, а объемная доля небольших частиц, имеющих этот конкретный эквивалентный диаметр, составляет по меньшей мере 0,2 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления конкретный эквивалентный диаметр составляет менее чем 0,85 микрометр, а объемная доля небольших частиц, имеющих этот конкретный эквивалентный диаметр, составляет по меньшей мере 0,2 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления конкретный эквивалентный диаметр составляет менее чем 0,8 микрометра, а объемная доля небольших частиц, имеющих этот конкретный эквивалентный диаметр, составляет по меньшей мере 0,2 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления конкретный эквивалентный диаметр составляет менее чем 0,7 микрометра, а объемная доля небольших частиц, имеющих этот конкретный эквивалентный диаметр, составляет по меньшей мере 0,1 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления конкретный эквивалентный диаметр составляет менее чем 0,6 микрометра, а объемная доля небольших частиц, имеющих этот конкретный эквивалентный диаметр, составляет по меньшей мере 0,1 процента в приповерхностной зоне полосы алюминиевого сплава.
[000143] В некоторых вариантах осуществления конкретный эквивалентный диаметр находится в диапазоне от 0,5 до 0,85 микрометра, а объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,2 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления конкретный эквивалентный диаметр находится в диапазоне от 0,5 до 0,85 микрометра, а объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,4 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления конкретный эквивалентный диаметр находится в диапазоне от 0,5 до 0,85 микрометра, а объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,65 процента в приповерхностной зоне полосы алюминиевого сплава.
[000144] В некоторых вариантах осуществления конкретный эквивалентный диаметр составляет менее чем 0,85, а объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,2 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления конкретный эквивалентный диаметр составляет менее чем 0,85, а объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,4 процента в приповерхностной зоне полосы алюминиевого сплава. В некоторых вариантах осуществления конкретный эквивалентный диаметр составляет менее чем 0,85, а объемная доля небольших частиц, имеющих конкретный эквивалентный диаметр, составляет по меньшей мере 0,8 процента в приповерхностной зоне полосы алюминиевого сплава.
[000145] В некоторых вариантах осуществления полоса алюминиевого сплава имеет профиль числа частиц на единицу площади, показанный на фигуре 3. В некоторых вариантах осуществления полоса алюминиевого сплава имеет профиль объемной доли, показанный на фигуре 4.
[000146] B. СВОЙСТВА
[000147] В некоторых вариантах осуществления, когда полосу алюминиевого сплава и материал сравнения подвергают воздействию комнатной температуры 75°F, свойства полосы алюминиевого сплава и материала сравнения постоянны при изменяющихся продолжительностях выдержки. В этих вариантах осуществления свойства полосы алюминиевого сплава и материала сравнения, подвергнутых воздействию комнатной температуры 75°F в течение 1 часа, являются по существу такими же, как свойства полосы алюминиевого сплава и материала сравнения, подвергнутых воздействию комнатной температуры 75°F в течение 500 часов или более. В некоторых вариантах осуществления, когда полосу алюминиевого сплава и материал сравнения подвергают воздействию температуры по меньшей мере 75°F в течение 100 часов, первый предел текучести при растяжении полосы алюминиевого сплава больше, чем второй предел текучести при растяжении материала сравнения. В некоторых вариантах осуществления материал сравнения представляет собой алюминиевый сплав 2219, имеющий состояние T87. В варианте осуществления, когда полосу алюминиевого сплава и материал сравнения подвергают воздействию температуры по меньшей мере 75°F в течение 100 часов, первый предел текучести при растяжении полосы алюминиевого сплава по меньшей мере на 5% больше, чем второй предел текучести при растяжении материала сравнения. В варианте осуществления, когда полосу алюминиевого сплава и материал сравнения подвергают воздействию температуры по меньшей мере 75°F в течение 100 часов, первый предел текучести при растяжении полосы алюминиевого сплава по меньшей мере на 10% больше, чем второй предел текучести при растяжении материала сравнения. В другом варианте осуществления, когда полосу алюминиевого сплава и материал сравнения подвергают воздействию температуры по меньшей мере 75°F в течение 100 часов, первый предел текучести при растяжении полосы алюминиевого сплава по меньшей мере на 15% больше, чем второй предел текучести при растяжении материала сравнения. В другом варианте осуществления, когда полосу алюминиевого сплава и материал сравнения подвергают воздействию температуры по меньшей мере 75°F в течение 100 часов, первый предел текучести при растяжении полосы алюминиевого сплава по меньшей мере на 20% больше, чем второй предел текучести при растяжении материала сравнения. В другом варианте осуществления, когда полосу алюминиевого сплава и материал сравнения подвергают воздействию температуры по меньшей мере 75°F в течение 100 часов, первый предел текучести при растяжении полосы алюминиевого сплава по меньшей мере на 25% больше, чем второй предел текучести при растяжении материала сравнения. Ожидается, что подвергание полосы алюминиевого сплава по некоторым вариантам осуществления настоящего изобретения и материала сравнения алюминиевого сплава 2219, имеющего состояние T87, воздействию температуры 75°F в течение 500 часов будет давать похожие сравнительные результаты, как те, которые подробно приведены выше для выдержки при 75°F в течение 100 часов. Например, в варианте осуществления полосу алюминиевого сплава и материал сравнения подвергают воздействию температуры по меньшей мере 75°F в течение 500 часов, при этом первый предел текучести при растяжении полосы алюминиевого сплава по меньшей мере на 5% больше, чем второй предел текучести при растяжении материала сравнения.
[000148] В некоторых вариантах осуществления, когда полосу алюминиевого сплава и материал сравнения подвергают воздействию температуры по меньшей мере 350°F в течение 100 часов, первый предел текучести при растяжении полосы алюминиевого сплава больше, чем второй предел текучести при растяжении материала сравнения. В некоторых вариантах осуществления, когда полосу алюминиевого сплава и материал сравнения подвергают воздействию температуры 400°F в течение 100 часов, первый предел текучести при растяжении полосы алюминиевого сплава больше, чем второй предел текучести при растяжении материала сравнения. В некоторых вариантах осуществления, когда полосу алюминиевого сплава и материал сравнения подвергают воздействию температуры 450°F в течение 100 часов, первый предел текучести при растяжении полосы алюминиевого сплава больше, чем второй предел текучести при растяжении материала сравнения. Ожидается, что подвергание полосы алюминиевого сплава по некоторым вариантам осуществления настоящего изобретения и сравнительного материала алюминиевого сплава 2219, имеющего состояние T87, воздействию температуры 350°F, 400°F или 450°F в течение 500 часов будет давать похожие сравнительные результаты, как те, которые подробно изложены выше для выдержки при 350°F, 400°F или 450°F в течение 100 часов. Например, в варианте осуществления полосу алюминиевого сплава и материал сравнения подвергают воздействию температуры 350°F, 400°F или 450°F в течение 500 часов, при этом первый предел текучести при растяжении полосы алюминиевого сплава больше, чем второй предел текучести при растяжении материала сравнения.
[000149] В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры по меньшей мере 75°F в течение 500 часов, предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 35 кфунтов/дюйм2, как измерено по ASTM E8. В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры по меньшей мере 75°F в течение 500 часов, предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 40 кфунтов/дюйм2, как измерено по ASTM E8. В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры по меньшей мере 75°F в течение 500 часов, предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 45 кфунтов/дюйм2, как измерено по ASTM E8. В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры по меньшей мере 75°F в течение 500 часов, предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 50 кфунтов/дюйм2, как измерено по ASTM E8.
[000150] В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры по меньшей мере 75°F в течение 500 часов, предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 50 кфунтов/дюйм2, как измерено по ASTM E8. В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры по меньшей мере 75°F в течение 500 часов, предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 55 кфунтов/дюйм2, как измерено по ASTM E8.
[000151] В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры 350°F в течение 500 часов, предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 45 кфунтов/дюйм2, как измерено по ASTM E8. В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры 350°F в течение 500 часов, предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 50 кфунтов/дюйм2, как измерено по ASTM E8.
[000152] В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры 400°F в течение 500 часов, предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 40 кфунтов/дюйм2, как измерено по ASTM E8. В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры 400°F в течение 500 часов, предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 45 кфунтов/дюйм2, как измерено по ASTM E8.
[000153] В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры 450°F в течение 500 часов, предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 35 кфунтов/дюйм2, как измерено по ASTM E8. В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры 400°F в течение 500 часов, предел текучести при растяжении полосы алюминиевого сплава составляет по меньшей мере 40 кфунтов/дюйм2, как измерено по ASTM E8.
[000154] В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию конкретной температуры больше чем 75°F в течение 500 часов, предел текучести при растяжении при повышенной температуре полосы алюминиевого сплава составляет по меньшей мере 15 кфунтов/дюйм2, как измерено по ASTM E21 при конкретной температуре. В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию конкретной температуры больше чем 75°F в течение 500 часов, предел текучести при растяжении при повышенной температуре полосы алюминиевого сплава составляет по меньшей мере 20 кфунтов/дюйм2, как измерено по ASTM E21 при конкретной температуре. В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию конкретной температуры больше чем 75°F в течение 500 часов, предел текучести при растяжении при повышенной температуре полосы алюминиевого сплава составляет по меньшей мере 25 фунтов/дюйм2, как измерено по ASTM E21 при конкретной температуре. В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию конкретной температуры больше чем 75°F в течение 500 часов, предел текучести при растяжении при повышенной температуре полосы алюминиевого сплава составляет по меньшей мере 30 фунтов/дюйм2, как измерено по ASTM E21 при конкретной температуре. В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию конкретной температуры больше чем 75°F в течение 500 часов, предел текучести при растяжении при повышенной температуре полосы алюминиевого сплава составляет по меньшей мере 35 фунтов/дюйм2, как измерено по ASTM E21 при конкретной температуре.
[000155] В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры 350°F в течение 500 часов, предел текучести при растяжении при повышенной температуре полосы алюминиевого сплава составляет по меньшей мере 35 фунтов/дюйм2, как измерено по ASTM E21 при температуре 350°F. В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры 350°F в течение 500 часов, предел текучести при растяжении при повышенной температуре полосы алюминиевого сплава составляет по меньшей мере 40 фунтов/дюйм2, как измерено по ASTM E21 при температуре 350°F.
[000156] В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры 400°F в течение 500 часов, предел текучести при растяжении при повышенной температуре полосы алюминиевого сплава составляет по меньшей мере 20 фунтов/дюйм2, как измерено по ASTM E21 при температуре 400°F. В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры 400°F в течение 500 часов, предел текучести при растяжении при повышенной температуре полосы алюминиевого сплава составляет по меньшей мере 25 фунтов/дюйм2, как измерено по ASTM E21 при температуре 400°F.
[000157] В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры 450°F в течение 500 часов, предел текучести при растяжении при повышенной температуре полосы алюминиевого сплава составляет по меньшей мере 10 фунтов/дюйм2, как измерено по ASTM E21 при температуре 450°F. В некоторых вариантах осуществления, когда полосу алюминиевого сплава подвергают воздействию температуры 450°F в течение 500 часов, предел текучести при растяжении при повышенной температуре полосы алюминиевого сплава составляет по меньшей мере 15 фунтов/дюйм2, как измерено по ASTM E21 при температуре 450°F.
[000158] В некоторых вариантах осуществления полоса алюминиевого сплава включает свойства, показанные на фигурах 5-8.
[000159] СПОСОБ ПОЛУЧЕНИЯ ПОЛОСЫ АЛЮМИНИЕВОГО СПЛАВА
[000160] Один вариант осуществления способа получения полосы нового алюминиевого сплава проиллюстрированы на фигуре 9. В проиллюстрированном варианте осуществления выбирают (100) композицию алюминиевого сплава, имеющего состав, описанный здесь. Алюминиевый сплав затем непрерывно льют (200), после чего его подвергают горячей прокатке (310), холодной прокатке (320), отжигу в камерной печи (330) и холодной прокатке (340) с образованием полосы алюминиевого сплава. После этапа (340) холодной прокатки, полосу алюминиевого сплава могут подвергать дополнительной обработке (400) для образования изделия, предназначенного для применений при изготовлении банок. В варианте осуществления изделие может быть корпусом банки или торцом. В варианте осуществления обработка (400) может включать в себя чашеобразование (410) и/или вытяжку с утонением (420) с образованием корпуса банки.
[000161] А. НЕПРЕРЫВНОЕ ЛИТЬЕ
[000162] Этап (200) непрерывного литья (также называемый "литье" или "этап литья" может совершаться с помощью любого устройства непрерывного литья, предназначенного для получения непрерывно литых изделий, которые затвердевают с высокими скоростями затвердевания. Высокие скорости затвердевания способствуют сохранению легирующих элементов в твердом растворе. Твердый раствор, образованный при высокой температуре, может удерживаться в перенасыщенном состоянии путем охлаждения с достаточной быстротой для ограничения осаждения атомов растворенного вещества в виде крупнодисперсных, несвязанных частиц. В одном варианте осуществления скорость затвердевания такова, что сплав реализует расстояние между осями вторичных дендритов 10 микрометров или менее (в среднем). В одном варианте осуществления расстояние между осями вторичных дендритов составляет не больше чем 7 микрометров. В ином варианте осуществления расстояние между осями вторичных дендритов составляет не больше чем 5 микрометров. В ином варианте осуществления расстояние между осями вторичных дендритов составляет не больше чем 3 микрометра. Одним примером устройства непрерывного литья, способного к достижению вышеописанных скоростей затвердевания, является устройство, описанное в патентах США №№ 5496423 и 6672368. В этих устройствах литое изделие типично выходит из литейных валков при примерно 1100°F. Может быть желательным снижать температуру литого изделия до примерно 1000°F в пределах примерно 8-10 дюймов от зазора валков для достижения вышеописанных скоростей затвердевания. В варианте осуществления зазор валков может быть точкой наименьшего расстояния между валками.
[000163] В варианте осуществления сплав непрерывно льют, используя способ, описанный в патентах США №№ 5496423 и 6672368 и тем самым включенный сюда посредством ссылки во всей своей полноте для всех целей.
[000164] В других вариантах осуществления для непрерывного литья, и, как иллюстрировано на фигурах 10-11, расплавленный металл М алюминиевого сплава может храниться в загрузочном ковше H (или промежуточном разливочном устройстве) и подаваться через загрузочный наконечник T в направлении B к паре валков R1 и R2, имеющих соответственные поверхности D1 и D2 валков, каждый из которых вращается в соответствующих направлениях A1 и A2, для получения твердого литого изделия S. В варианте осуществления просветы G1 и G2 между загрузочным наконечником T и соответственными валками R1 и R2 могут поддерживаться как можно меньшими, чтобы предохранять расплавленный металл от просачивания наружу и чтобы свести к минимуму воздействие атмосферы на расплавленный металл, при поддержании разделения между загрузочным наконечником T и валками R1 и R2. Пригодный размер просветов G1 и G2 может быть 0,01 дюйма (0,254 мм). Плоскость L через осевую линию валков R1 и R2 проходит через область минимального расстояния между валками R1 и R2, называемого зазором N валков.
[000165] В варианте осуществления во время этапа (200) литья расплавленный металл М непосредственно контактирует с охлаждаемыми валками R1 и R2 в областях 2 и 4, соответственно. При контакте с валками R1 и R2 металл М начинает охлаждаться и затвердевать. Охлаждающийся металл дает верхнюю оболочку 6 затвердевшего металла, примыкающего к валку R1, и нижнюю оболочку затвердевшего металла, примыкающего к валку R1. Толщина оболочек 6 и 8 увеличивается по мере того, как металл M движется вперед по направлению к зазору N. Большие дендриты 10 затвердевшего металла (не показаны в масштабе) могут быть получены на поверхностях раздела между каждой из верхней и нижней корок 6 и 8 и расплавленным металлом М. Большие дендриты 10 могут разрушаться и втягиваться в центральную часть 12 более медленного движущегося потока расплавленного металла М и могут вводиться в направлении стрелок C1 и C2. Втягивающее действие потока может заставить большие дендриты 10 дополнительно разбиться на меньшие дендриты 14 (не показаны в масштабе). В центральной части 12 выше по потоку от зазора N, называемой областью 16, металл М является полутвердым и может содержать твердый компонент (затвердевшие небольшие дендриты 14) и компонент - расплавленный металл. Металл М в области 16 может иметь кашицеобразную консистенцию частично из-за дисперсии в нем небольших дендритов 14. В месте зазора N, некоторое количество расплавленного металла может быть вдавлено обратно в направлении, противоположном стрелкам C1 и C2. Вращение вперед валков R1 и R2 в зазоре N продвигает по существу только твердую часть металла (верхняя и нижние оболочки 6 и 8 и небольшие дендриты 14 в центральной части 12) при проталкивании расплавленного металла в центральную часть 12 выше по потоку от зазора N так, что металл может быть полностью твердым по мере того, как он покидает точку зазора N. Таким образом, и в варианте осуществления фронт кристаллизации металла может быть образован в зазоре N. Вниз по потоку от зазора N центральная часть 12 может быть твердой центральной частью 18, содержащей небольшие дендриты 14, расположенные между верхней оболочкой 6 и нижней оболочкой 8. В центральной части 18 небольшие дендриты 14 могут быть размером 20 микрон-50 микрон и имеют обычно сферическую форму. Три части, верхняя и нижняя оболочки 6 и 8, и затвердевшая центральная часть 18, составляют единое твердое литое изделие (S на фигуре 10 и элемент 20 на фигуре 11). Таким образом, литое изделие 20 алюминиевого сплава может содержать первую часть алюминиевого сплава и вторую часть алюминиевого сплава (соответствующую оболочкам 6 и 8) с промежуточной частью (затвердевшей центральной частью 18) между ними. Твердая центральная часть 18 может составлять 20 процентов-30 процентов от общей толщины литого изделия 20.
[000166] Валки R1 и R2 могут служить в качестве теплоотводов для тепла расплавленного металла M. В одном варианте осуществления тепло может переноситься от расплавленного металла M к валкам R1 и R2 равномерным образом, чтобы гарантировать однородность в поверхности литого изделия 20. Поверхности D1 и D2 соответствующих валков R1 и R2 могут быть выполнены из стали или меди и могут быть текстурированы и содержать неровности поверхности (не показаны), которые могут соприкасаться с расплавленным металлом M. Неровности поверхности могут служить для увеличения переноса тепла от поверхностей D1 и D2 и, при сообщении регулируемой степени неоднородности в поверхностях D1 и D2, приводить к равномерному переносу тепла по поверхностям D1 и D2. Неровности поверхности могут быть в виде бороздок, лунок, выпуклостей или других структур и могут быть разнесены друг от друга регулярным образом (рисунком) из 20-120 неровностей поверхности на дюйм или примерно 60 неровностей на дюйм. Неровности поверхности могут иметь высоту, находящуюся в диапазоне от 5 микрон до 50 микрон или, альтернативно, примерно 30 микрон. Валки R1 и R2 могут быть покрыты материалом для улучшения отделения литого изделия от валков R1 и R2, таким как хром или никель.
[000167] Регулирование, поддержание и выбор соответствующей скорости валков R1 и R2 могут влиять на способность непрерывно отливать изделия. Скорость валка определяет скорость, которая продвигает расплавленный металл M по направлению к зазору N. Если скорость слишком мала, большие дендриты 10 не будут испытывать достаточные силы, чтобы стать вовлеченными в центральную часть 12 и разбиться на небольшие дендриты 14. В варианте осуществления скорость валка может быть выбрана такой, что фронт кристаллизации или место полного затвердевания расплавленного металла M могут образоваться в зазоре N. Таким образом, настоящее устройство для литья и способы могут подходить для работы при высоких скоростях, таких как те, которые находятся в диапазоне от 25 до 500 футов в минуту; альтернативно от 40 до 500 футов в минуту; альтернативно от 40 до 400 футов в минуту; альтернативно от 100 до 400 футов в минуту; альтернативно от 150 до 300 футов в минуту; и альтернативно 90-115 футов в минуту. Линейная скорость на единицу площади, которая доставляет расплавленный алюминий к валкам R1 и R2, может быть меньше скорости валков R1 и R2 или примерно четвертью скорости валка.
[000168] Непрерывное литье алюминиевых сплавов согласно настоящему раскрытию может быть достигнуто путем первоначального выбора желательного размера зазора N, соответствующего желательному размеру литого изделия S. Скорость валков R1 и R2 может быть увеличена до желательной производительности или до скорости, которая меньше чем скорость, которая вызывает увеличение разделяющей валки силы до уровня, который показывает, что прокатка происходит между валками R1 и R2. Литье на скоростях, предусмотренных настоящим изобретением (т.е. 25-400 футов в минуту), делает твердым литое изделие алюминиевого сплава примерно в 1000 раз быстрее, чем литье алюминиевого сплава в виде литья в слитки, и улучшает свойства литого изделия по сравнению с литьем алюминиевых сплавов в виде слитка. Скорость, с которой расплавленный металл охлаждается, может быть выбрана для достижения быстрого затвердевания наружных областей металла. Действительно, охлаждение наружных областей металла может происходить при скорости по меньшей мере 1000 градусов по Цельсию в секунду.
[000169] Непрерывно литая полоса может быть любой пригодной толщины и обычно имеет размер листа (0,006 дюйма-0,249 дюйма) или размер тонкой пластины (0,250 дюйма-0,400 дюйма), т.е. имеет толщину в диапазоне от 0,006 дюйма до 0,400 дюйма. В одном варианте осуществления полоса имеет толщину по меньшей мере 0,040 дюйма. В одном варианте осуществления полоса имеет толщину не больше чем 0,320 дюйма. В одном варианте осуществления полоса имеет толщину от 0,0070 до 0,018 дюйма, такую как при использовании для банок или применений при повышенных температурах.
[000170] В одном варианте осуществления непрерывное литье проводят с достаточной скоростью, чтобы получить в результате литое изделие, имеющее приповерхностную зону, которая является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 50 микрометров. В одном варианте осуществления непрерывное литье проводят с достаточной скоростью для получения в результате литого изделия, имеющего приповерхностную зону, которая является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 40 микрометров. В одном варианте осуществления непрерывное литье проводят с достаточной скоростью, чтобы получить в результате литое изделие, имеющее приповерхностную зону, которая является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 30 микрометров. В одном варианте осуществления непрерывное литье проводят с достаточной скоростью, чтобы получить в результате литое изделие, имеющее приповерхностную зону, которая является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 20 микрометров. В одном варианте осуществления непрерывное литье проводят с достаточной скоростью, чтобы получить в результате литое изделие, имеющее приповерхностную зону, которая является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 10 микрометров. В одном варианте осуществления непрерывное литье проводят с достаточной скоростью, чтобы получить в результате литое изделие, имеющее приповерхностную зону, которая является по существу свободной от больших частиц, имеющих эквивалентный диаметр по меньшей мере 3 микрометра.
[000171] В некоторых вариантах осуществления этап (200) непрерывного литья включает в себя доставку (210) заэвтектического алюминиевого сплава к паре валков на скорости, когда валки предназначены для образования зазора, и при этом скорость находится в диапазоне от 50 до 300 футов в минуту, затвердевание (220) заэвтектического алюминиевого сплава для получения твердых наружных частей, прилегающих к каждому валку, и полутвердую центральную часть между твердыми наружными частями; и затвердевание (230) центральной части внутри зазора с образованием литого изделия.
[000172] В некоторых вариантах осуществления скорость литья выбирают с тем, чтобы иметь в результате число частиц на единицу площади и/или объемную долю, как описано здесь. В некоторых вариантах осуществления скорость литья выбирают, чтобы иметь в результате число частиц на единицу площади и/или объемную долю, как показано на фигурах 3 и 4, соответственно.
[000173] B. ПРОКАТКА И/ИЛИ ОТЖИГ В КАМЕРНОЙ ПЕЧИ
[000174] В некоторых вариантах осуществления литое изделие является горячекатаным, холоднокатаным и/или отожженным в камерной печи в достаточной степени для образования полосы алюминиевого сплава, как описано здесь.
[000175] Как только непрерывно литое изделие удаляют из устройства для литья, т.е. после этапа (200) непрерывного литья, непрерывно литое изделие может быть подвергнуто горячей прокатке (310), например, до конечного размера или промежуточного размера. Этап (310) горячей прокатки может уменьшать толщину литого изделия где-нибудь от 1-2% до 90% или более. В этом смысле, литое изделие алюминиевого сплава может выходить из устройства для литья с температурой ниже температуры солидуса сплава, которая зависит от сплава, и обычно находится в диапазоне от 900°F до 1150°F.
[000176] В этом варианте осуществления после этапа (310) горячей прокатки горячекатаное изделие может быть подвергнуто холодной прокатке (320), например, до конечного размера или промежуточного размера. Этап (320) холодной прокатки может уменьшать толщину литого изделия где-нибудь от 1-2% до 90% или более.
[000177] В этом варианте осуществления после этапа (320) холодной прокатки холоднокатаное изделие может быть отожжено (330). В некоторых вариантах осуществления холоднокатаное изделие может быть отожжено в камерной печи. В некоторых вариантах осуществления этап отжига в камерной печи может проводиться при любой пригодной температуре и с продолжительностью с тем, чтобы иметь в результате изделие, предназначенное для использования при изготовлении банок и/или применений при повышенной температуре. В варианте осуществления отжиг и/или отжиг в камерной печи проводят при температуре в диапазоне 500°F-1200°F в течение 1-10 часов. В данном контексте "температура" отжига или отжига в камерной печи соответствует температуре выдержки металла. В варианте осуществления отжиг и/или отжиг в камерной печи проводят при температуре в диапазоне 600°F-1100°F в течение 1-5 часов. В варианте осуществления отжиг и/или отжиг в камерной печи проводят при температуре в диапазоне 700°F -1000°F в течение 2-4 часов. В варианте осуществления отжиг и/или отжиг в камерной печи проводят при температуре 850°F в течение 3 часов. В варианте осуществления отжиг и/или отжиг в камерной печи проводят при температуре 875°F в течение 4 часов.
[000178] В этом варианте осуществления после этапа (310) отжига в камерной печи отожженное в камерной печи изделие может быть подвергнуто холодной прокатке (340), например, до конечного размера или промежуточного размера с образованием полосы алюминиевого сплава, как описано здесь. Этап холодной прокатки (340) может уменьшать толщину литого изделия где-нибудь от 1-2% до 90% или более.
[000179] C. ОБРАБОТКА С ОБРАЗОВАНИЕМ ИЗДЕЛИЙ ДЛЯ ПРИМЕНЕНИЙ ПРИ ИЗГОТОВЛЕНИИ БАНОК
[000180] В варианте осуществления после этапа (340) холодной прокатки полоса алюминиевого сплава может быть подвергнута дополнительной обработке (400) с образованием изделия, предназначенного для применений при изготовлении банок. В варианте осуществления изделие может представлять собой корпус банки или торец банки. В варианте осуществления обработка (400) может включать чашеобразование (410) и/или вытяжку с утонением (420) с образованием корпуса банки. В варианте осуществления чашеобразование включает в себя процесс вытяжки, используемый для образования изделия цилиндрической или подобной формы. В еще одном варианте осуществления чашевидное изделие может быть подвергнуто воздействию этапа (420) вытяжки с утонением. В некоторых вариантах осуществления вытяжка с утонением (420) может быть проведена с использованием одного или более штампов, расположенных снаружи чашевидного изделия для утонения стенки и увеличения высоты чашевидного изделия. В некоторых вариантах осуществления этап (420) вытяжки с утонением имеет в результате корпус банки.
[000181] В некоторых вариантах осуществления этапы обработки включают одно или комбинацию из следующего: вытяжка, вытяжка и вытяжка с утонением, реверсивная вытяжка, вытяжка и растяжение, глубокая вытяжка, 3-детальная закатка, завальцовка, фланцеобразование, нарезание резьбы, а также закатка. В некоторых вариантах осуществления этапы обработки включают в себя придание формы банке. Придание формы включает в себя сужение и/или расширение диаметра банки с использованием любого подходящего способа придания формы. Сужение может быть выполнено любым способом, известным в этой области техники, включая, но не ограничиваясь этим, сужение штампом, ротационное формование. Сужение или ротационное формование может осуществляться любым известным в области техники путем, в том числе, как описано в патентах США с номерами 4512172; 4563887; 4774839; 5355710 и 7726165. Расширение банки может совершаться любым способом, известным в области технике, включая, но не ограничиваясь этим, вставление рабочей поверхности расширительного штампа в открытый конец контейнера. Расширение, использующее расширительный штамп может быть осуществлено любым известным в области техники путем, в том числе, как описано в патентах США с номерами 7934410 и 7954354. В некоторых вариантах осуществления может быть применен любой пригодный способ формования банки, чтобы выдержать закрытие, включая: формование фланца, завальцовка, нарезание резьбы, образование воздушного клапана, прикрепление вкладки и ободка или их комбинации.
[000182] D. МИКРОФОТОГРАФИЧЕСКИЙ МЕТОД
[000183] Микрофотографии получены с использованием сканирующего автоэмиссионного электронного микроскопа с электронной пушкой FEI Sirion (здесь далее "СЭМ").
- Сначала готовят металлографическое поперечное сечение в направлении прокатки образца, используя любой стандартный металлографический метод. Пример стандартного металлографического метода описан в методике подготовки к исследованию с помощью монтажного блока.
- СЭМ затем настраивают для сбора обратнорассеянных электронов для уровня серого, 8-битное цифровое изображение захватывается при увеличении 2500× с разрешением 1296×968 пикселей в квадратном массиве со скоростью сканирования 66,4 миллисекунд на линию.
- Ускоряющее напряжение на СЭМ устанавливают на 10 кВ, конденсор устанавливают на размер пятна 3, а рабочее расстояние устанавливают на 3 миллиметра.
- Поле зрения СЭМ затем регулируют для просмотра приповерхностной зоны образца. В варианте осуществления верх поля зрения находится на поверхности (T) образца, и низ поля зрения находится на примерно 37 микрометрах ниже поверхности (Т/7) образца.
- Контраст СЭМ затем устанавливают на 99,0, и яркость СЭМ устанавливают на 76,5.
- СЭМ затем используют для получения микрофотографии и определения среднего уровня яркости алюминиевой матрицы с конкретным стандартным отклонением, показанным на микрофотографии.
[000184] Пример микрофотографии
[000185] В одном примере СЭМ применяют для получения микрофотографии со средним уровнем яркости алюминиевой матрицы примерно 45 со стандартным отклонением примерно 10. Неограничивающие примеры микрофотографий, полученных с использованием микрофотографического метода, показаны на фигуре 12 (слиток) и фигуре 13 (изделие, отлитое согласно способам, описанным здесь).
[000186] E. МЕТОД МИКРОФОТОГРАФИЧЕСКОГО АНАЛИЗА
[000187] Микрофотографию(и), полученную с использованием микрофотографического метода, затем анализируют, используя программное обеспечение Carl Zeiss KS400 и методику, подробно изложенную ниже.
- Порог уровня яркости предполагаемого пикселя частицы выбирают как сумму среднего уровня яркости алюминиевой матрицы из микрофотоснимка и 5-кратного стандартного отклонения среднего уровня яркости алюминиевой матрицы из микрофотоснимка.
- Затем из микрофотографии получается двухуровневое изображение, имеющее два уровня яркости, 0 - черное и 255 - белое.
- Группы из менее чем 25 примыкающих пикселей затем удаляют из двухуровневого изображения. Получающееся в результате изображение после удаления групп из менее чем 25 примыкающих пикселей представляет собой "двухуровневое изображение частицы". "Пиксели частицы", как использовано здесь, представляют собой примыкающие пиксели в группах из по меньшей мере 25 в любом из восьми возможных направлений квадратного массива двухуровневого изображения. Группы из меньше чем 25 примыкающих пикселей не связаны с частицами (т.е. не являются пикселями частиц) и, таким образом, удаляются из этого двухуровневого изображения во время этого этапа. При увеличении 2500× пиксель имеет размер 0,0395257 микрометра в x-направлении и 0,038759 микрометра в y-направлении, соответствуя площади отдельного пикселя примерно 0,001532 квадратного микрометра. Таким образом, поскольку "пиксели частицы" определяются как группы из по меньшей мере 25 примыкающих пикселей, минимальная площадь частицы составляет 0,0383 квадратного микрометра, соответствуя минимальному эквивалентному диаметру 0,22 микрометра.
- Доля площади /объемные доли частиц затем рассчитываются на основе двухуровневого изображения частиц. Используемые здесь доли площади и объемные доли частиц являются равными. См. Ervin E. Underwood, Quantitative Stereology 27 (Addison-Wesley Pub. Co. 1970). Доля площади/объемная доля рассчитывается как количество пикселей в двухуровневом изображении частицы при уровне яркости 255, деленное на число пикселей в рамке (1296×968 или 1254528), умноженное на 100 или (количество пикселей при 255 на шкале яркостей)/(число пикселей в рамке или 1254528)×100.
- Число частиц затем рассчитывается на основе двухуровневого изображения частиц. Первое, каждая отдельная частица в двухуровневом изображении частиц идентифицируется на основе пикселей при 255 на шкале яркости, которые являются примыкающими в любом из восьми направлений на квадратном массиве. Затем число частиц рассчитывают на основе числа отдельных частиц, идентифицированных в двухуровневом изображении частиц.
- Площадь каждой из частиц затем рассчитывают на основе двухуровневого изображения частицы. Площадь каждой частицы рассчитывают путем суммирования числа примыкающих пикселей частицы и умножения на площадь каждого пикселя или примерно 0,001532 квадратного микрометра при увеличении 2500×. Отдельные частицы, которые контактируют со стороной двухуровневого изображения частицы, исключают, так что измеряют только целые частицы. Площадь каждой частицы затем включается в "бин (ячейку данных)", который соответствует диапазону площади конкретных частиц.
- Этот процесс затем повторяют для сорока микрофотографий, собранных в приповерхностной зоне.
- Число частиц на единицу площади затем рассчитывают как (число частиц), деленное на [(число пикселей в рамке 1296×968 или 1254528)×площадь каждого пикселя (0,001532 квадратного микрометра при увеличении 2500×)×число анализируемых микрофотографий (40), которая равна примерно 76600 квадратных микрометров)].
[000188] Пример микрофотографического анализа
[000189] В одном примере порог уровня яркости предполагаемого пикселя частицы составляет 95, т.е. сумму уровня яркости алюминиевой матрицы в 45 и 5-кратного стандартного отклонения в 10 (50).
[000190] Неограничивающие примеры двухуровневых изображений, полученных, как подробно изложено в методе микрофотографического анализа, описанном здесь, показаны на фигурах 14 и 15. Фигура 14 показывает двухуровневое изображение, полученное из микрофотографии слитка, показанной на фигуре 12. Фигура 15 показывает двухуровневое изображение микрофотографии изделия, отлитого согласно способам, описанным здесь, показанного на фигуре 13.
[000191] Неограничивающие примеры двухуровневых изображений частиц после удаления пикселей без частиц, как подробно описано в методе микрофотографического анализа, описанном здесь, показаны на фигурах 16 и 17. Фигура 16 была получена путем удаления пикселей не-частиц двухуровневого изображения изделия, отлитого согласно способам, изложенным здесь, показанного на фигуре 12. Фигура 17 была получена путем удаления пикселей не-частиц двухуровневого изображения изделия, отлитого согласно способам, описанным здесь, показанного на фигуре 13.
[000192] F. МЕТОДИКА ПОДГОТОВКИ К ИССЛЕДОВАНИЮ С ПОМОЩЬЮ МОНТАЖНОГО БЛОКА
[000193] Следующим является неограничивающий пример методики подготовки образца для микрофотографического анализа. Монтажные блоки используют для сборки вместе нескольких образцов способом, который предохраняет образцы от деформирования во время крепления и допускает проводимость при необходимости. Для сохранения жесткости во время крепления используют соединительные детали и болты, чтобы пакетировать в блок образцы. Для разделения отдельных образцов используют разделители. Материал AA3104 (обычно толщиной приблизительно 0,38 дюйма) может использоваться в качестве секций для скрепления, фольга высокой чистоты в качестве разделителей, а также используют немагнитные стальные болты и гайки. Образцы и разделители располагают между четырьмя секциями для скрепления (две впереди, две сзади) и удерживают болтами.
[000194] Для сохранения идентификации образца, головку болта используют для обозначения первого образца. Порядок от передней части монтировки: две секции для скрепления, два разделителя, образец 1, разделитель, образец 2, разделитель,… образец n, разделитель, две секции для скрепления; где n – суммарное число образцов. Фигура 18 показывает неограничивающий пример монтажного блока, подробно описанного выше.
[000195] Для создания монтажного блока, как подробно описано на фигуре 18, пакетируют образцы и секции для скрепления, как показано на фигуре 18, и помещают пакет в тиски или аналог. Чтобы соединить образцы, как показано на фигуре 18, используют два болта. Высверливают точно по месту и размеру два отверстия (зависит от размера болтов/гаек) в пакете. Снимают заусенцы в отверстиях перед затягиванием гаек. Отрезают заднюю часть болтов так, чтобы они были заподлицо с гайками. Сглаживают любые шероховатые поверхности. Обрезают пакет до пригодного размера для монтажа. Кроме того, шлифуют и заостряют углы/кромки перед монтажом.
[000196] Пакет можно затем монтировать любым пригодным способом. Например, пакет может быть смонтирован с чистым люситом и/или проводящими порошками в соответствующем устройстве для запрессовки, который подводит тепло и давление для скрепления порошков. Устройства для запрессовки могут быть предварительно запрограммированы для давления, а также циклов нагревания и охлаждения. Для хрупких и тонких образцов автоматические программы могут быть отключены, чтобы обеспечить возможность ручного управления давлениями. Альтернативно, для хрупких образцов, или когда желательно улучшенное удерживание кромки образца могут использоваться эпоксисоединения из двух частей для монтажа образцов. Образцы могут тогда быть маркированы соответствующим идентификатором.
[000197] Смонтированные образцы могут быть установлены в шлифующую/полирующую карусель с гарантией, что все гнезда в карусели заполнены или образцами, или болванками, и металлографически отшлифованы и полированы соответственно стандарту ASTM E3 (2011). Шлифование и полирование проводят с использованием Struers Abropol-2, Buehler Ecomet/Automet 300 или аналогичного устройства. Шлифование обычно начинается с наждачной бумаги марки 240 с последующими более мелкозернистыми наждачными бумагами марок 320, 400, а также 600. Время шлифования на каждой стадии составляет обычно 30 секунд. Давление прикладывается обычно в диапазоне 15 ньютонов-30 ньютонов на образец. Нижний предел диапазона давления является наиболее пригодным для приготовления образцов алюминиевого сплава. После каждого этапа шлифования образец очищают под проточной холодной водой, воду удаляют, используя сжатый воздух, и образцы проверяют визуально. Если наблюдается любой признак резания образца или этап предыдущего шлифования, то этап повторяют до тех пор, пока не достигнут приемлемой окончательной обработки.
[000198] Образец затем полируют, опять используя Struers Abropol-2, Buehler Ecomet/Automet 300 или аналог. Этапы полирования обычно проводят каждую в течение примерно 2 минут с давлением в диапазоне 20 ньтонов-25 ньютонов на образец, и они подробно описаны ниже:
[000199] (i) Полотно марки Mol с аэрозолем с алмазами в 3 микрона с (лубрикантом) DP-Lubricant Red
[000200] (ii) Шелковая ткань с аэрозолем с алмазами в 3 микрона с наполнителем Microid diamond
[000201] (iii) Полотно марки Mol с аэрозолем с алмазами в 1 микрон с (лубрикантом) DP-Lubricant Red
[000202] (iv) Шелковая ткань с аэрозолем с алмазами в 1 микрон с наполнителем Microid diamond
[000203] (v) Конечным этапом является OPS, разбавленный деионизованной водой до смеси 50:50, использованный на полотне Technotron в течение 30 секунд.
[000204] Между каждым этапом образцы очищают путем смазывания ватным тампоном, погруженным в смесь жидкого мыла и воды, ополаскивают под холодной проточной водой, затем удаляя воду, используя сжатый воздух.
[000205] После этапа окончательной полировки образец (образцы) может быть использован в микрофотографической методике, подробно описанной выше.
Неограничивающие примеры
[000206] Алюминиевые сплавы, имеющие состав в таблице 1 ниже и обработанные в соответствии со способами, описанными здесь, использованы в неограничивающих примерах 1 и 2.
Состав алюминиевых сплавов, использованных в примерах 1 и 2 (в мас.%)
[000207] Алюминиевые сплавы, содержащие не больше чем 0,10 мас.% Zn, не больше 0,05 мас.% кислорода и не больше чем 0,05 мас.% любого другого элемента, с суммой других элементов, не превышающей 0,15 мас.% в алюминиевом сплаве.
A. Пример 1
[000208] Алюминиевые сплавы по примеру 1 включают образцы 12, 13, 14, 16, 240, 241, 242, 243 и слиток. Образцы 12, 13, 14, 16, 240, 241, 242 и 243 сначала нагревали в печи при температуре, находящейся в диапазоне от 1335°F до 1435°F. Расплавленный металл отливали примерно в 0,105 дюйма со скоростью 90-115 футов в минуту, используя способ, описанный здесь. Литое изделие затем подвергали горячей прокатке до 0,070 дюйма. Горячекатаное изделие затем подвергали холодной прокатке до 0,020 дюймов и подвергали отжигу в камерной печи при 850°F в течение 3 часов. Отожженное в камерной печи изделие затем подвергали холодной прокатке до конечного размера 0,0108 дюйма.
[000209] Образец слитка полностью отжигали при 850°F в течение 3 часов при 0,095 дюйма и затем подвергали холодной прокатке до 0,0108 дюймов.
[000210] Микрофотографии получали от образцов 12, 13, 14, 16, 240, 241, 242, 243 и слитка, используя микрофотографическую методику, и анализировали, используя метод микрофотографического анализа, подробно описанного выше. Все микрофотографии получали при одинаковом увеличении.
[000211] Микрофотографии образцов по примеру 1 показаны на фигуре 1. Фигура 2 показывает увеличенное изображение микрофотографий образца 243 и образца слитка. Как показано на фигурах 1 и 2, площади частиц образцов 12, 13, 14, 16, 240, 241, 242 и 243 меньше, чем площади частиц образца слитка. Дополнительно, частиц на единицу площади в образцах 12, 13, 14, 16, 240, 241, 242 и 243 больше, чем частиц на единицу площади в образце слитка. Более того, объемная доля частиц в образцах 12, 13, 14, 16, 240, 241, 242 и 243 больше, чем объемная доля частиц в образце слитка.
[000212] Результаты микрофотографического анализа образцов 12, 13, 14, 16, 240, 241, 242, 243 и слитка показаны в следующих таблицах:
[000213]
Микрофотографический анализ образца 12
(Число частиц/квадратный микрометр)
Микрофотографический анализ образца 13
(Число частиц/квадратный микрометр)
Микрофотографический анализ образца 14
(Число частиц/квадратный микрометр)
Микрофотографический анализ образца 16
(Число частиц/квадратный микрометр)
Микрофотографический анализ образца 240
(Число частиц/квадратный микрометр)
Микрофотографический анализ образца 241
(Число частиц/квадратный микрометр)
Микрофотографический анализ образца 242
(Число частиц/квадратный микрометр)
Микрофотографический анализ образца 243
(Число частиц/квадратный микрометр)
Микрофотографический анализ образца слитка
(Число частиц/квадратный микрометр)
[000214] Графическое представление данных, включенных в таблицы 2-10, показано на фигуре 3 и 4. Точнее говоря, фигура 3 показывает число частиц на единицу площади в зависимости от эквивалентного диаметра частиц, а фигура 4 показывает объемную долю в зависимости от эквивалентного диаметра для каждого из образцов 12, 13, 14, 16, 240, 241, 242, 243 и слитка.
B. Пример 2
[000215] Алюминиевые сплавы по примеру 2 содержат образцы 240, 242, 242, 243, 265, 266, 267, 268, 269, 270, 271 и 2219-Т87. Каждый образец нагревали, отливали, подвергали горячей прокатке, холодной прокатке, отжигали в камерной печи, а также подвергали холодной прокатке, как подробно описано в примере 1. Образцы затем нагревали до температур 350°F, 400°F и 450°F в течение 100 часов («100-часовая выдержка») при каждой температуре. Образцы 240, 242, 242 и 243 также нагревали до температур 350°F, 400°F и 450°F в течение 500 часов («500-часовая выдержка») при каждой температуре. Все образцы также подвергали воздействию комнатной температуры 75°F. Относительное удлинение, предел текучести при растяжении и предел прочности при растяжении затем определяли при комнатной температуре согласно ASTM E8. Более того, относительное удлинение при повышенной температуре, предел текучести при растяжении и предел прочности при растяжении каждого из образцов, нагреваемых в течение 500 часов, также определяли при температуре нагревания (т.е. 350°F, 400°F и 450°F) согласно ASTM E21.
[000216] Результаты испытания образцов 240, 242, 242, 243, 265, 266,267, 268, 269, 270, 271 и 2219-Т87 показаны в следующих таблицах. Таблицы также показывают сравнение пределов текучести при растяжении образцов 240, 242, 242, 243, 265, 266,267, 268, 269, 270 и 271 и предел текучести при растяжении образца сравнения 2219-Т87.
Результаты испытания на растяжение при комнатной температуре после 100-часовых выдержек (ASTM E8)
%
от 2219-T87
Результаты испытания на растяжение при комнатной температуре после 100-часовых выдержек (ASTM E8) (продолжение)
%
от 2219-T87
Результаты испытания при комнатной температуре после 500-часовых выдержек (ASTM E8)
%
Результаты испытания на растяжение при комнатной температуре после 100-часовых выдержек (ASTM E8)
кфунтов/дюйм2
%
* Свойства образцов, подвергнутых воздействию комнатной температуры 75 градусов F, измеряли, используя ASTM E8.
[000217] Графическое представление данных, включенных в таблицы 11, 12 и 13, показано на фигурах 5-8. Точнее говоря, фигура 5 показывает предел текучести при растяжении для образцов 240, 242, 243, 265, 266, 267, 268, 269, 270, 271 и 2219-Т87 после 100-часовой выдержки при различных температурах испытания. Фигуры 6 и 7 показывают предел текучести при растяжении и предел прочности при растяжении, соответственно, образцов 240, 241, 242 и 243 после 500-часовой выдержки при различных температурах испытания. Фигура 8 показывает предел прочности при растяжении при повышенной температуре образцов 240, 241, 242 и 243 после 500-часовой выдержки при различных температурах испытания.
[000218] Хотя был описан ряд вариантов осуществления настоящего изобретения, понятно, что эти варианты осуществления являются только иллюстративными, а не ограничивающими и что многие модификации могут стать очевидными для специалистов в этой области техники. Более того, различные этапы могут быть осуществлены в любом желательном порядке (и любые желательные этапы могут быть добавлены и/или любые желательные этапы могут быть исключены).
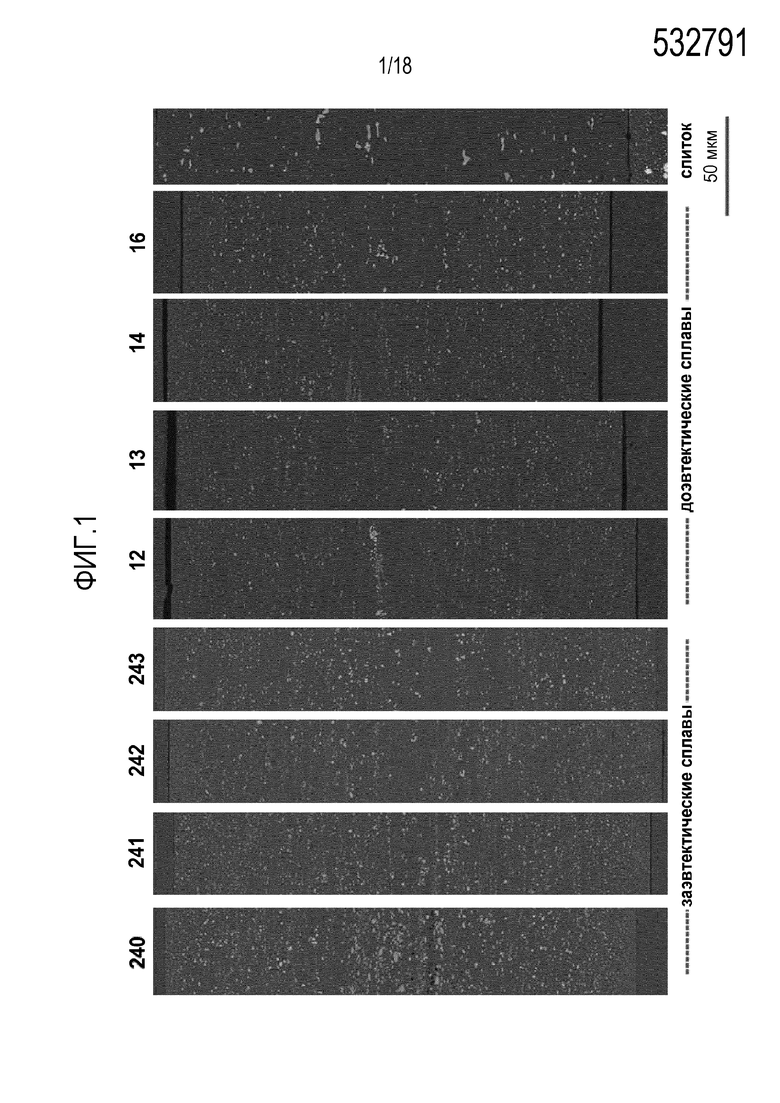
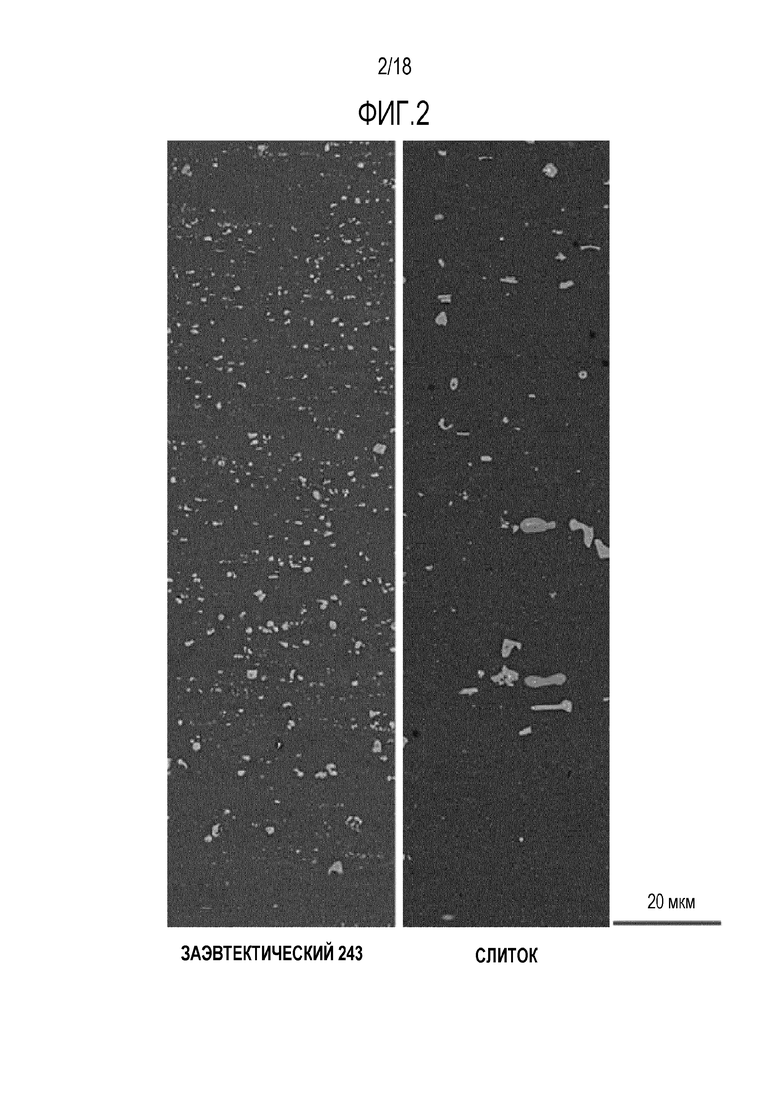
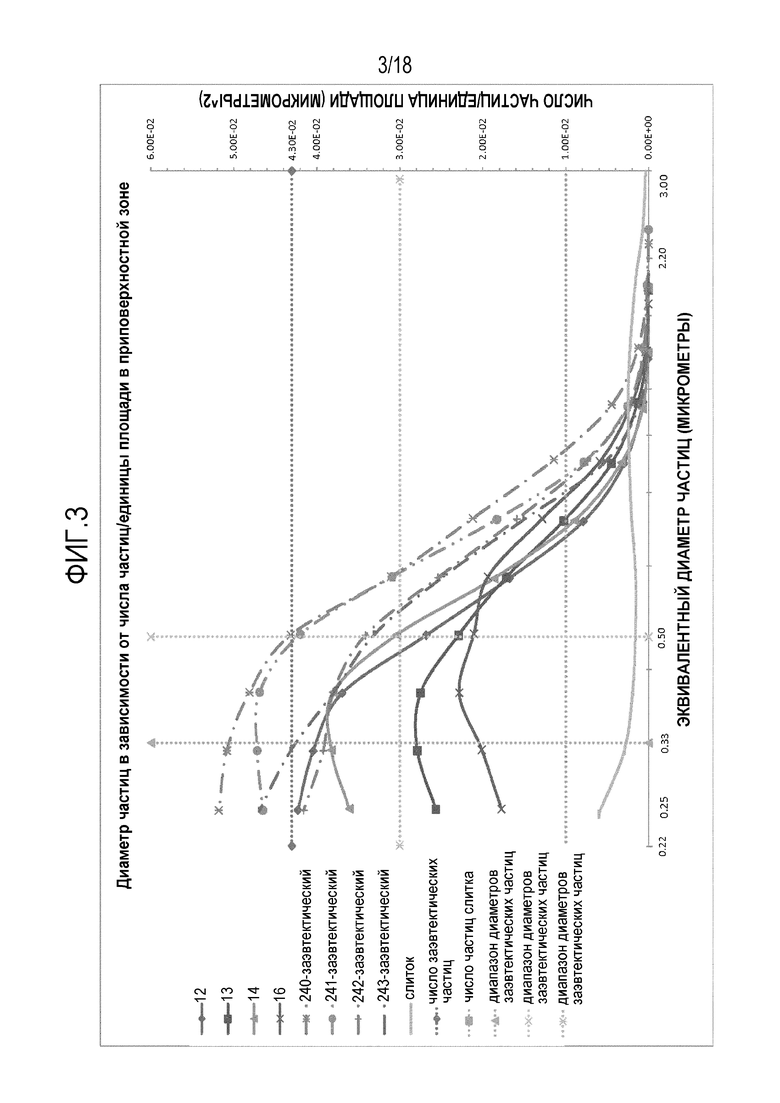
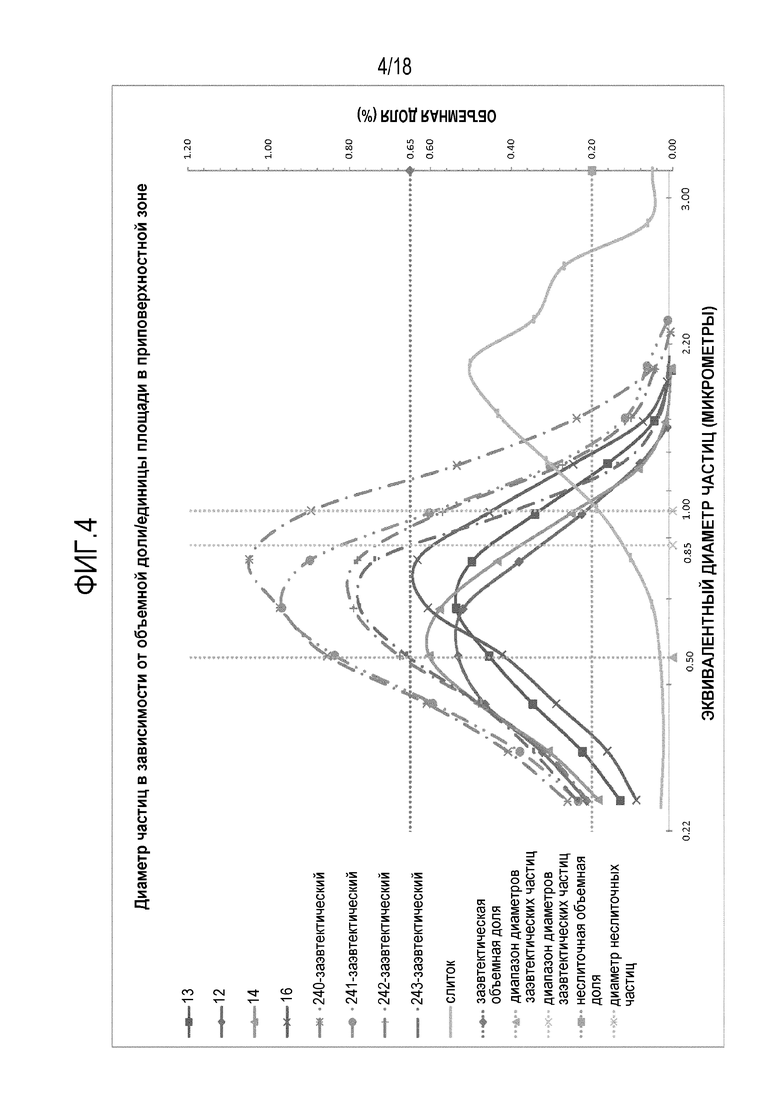
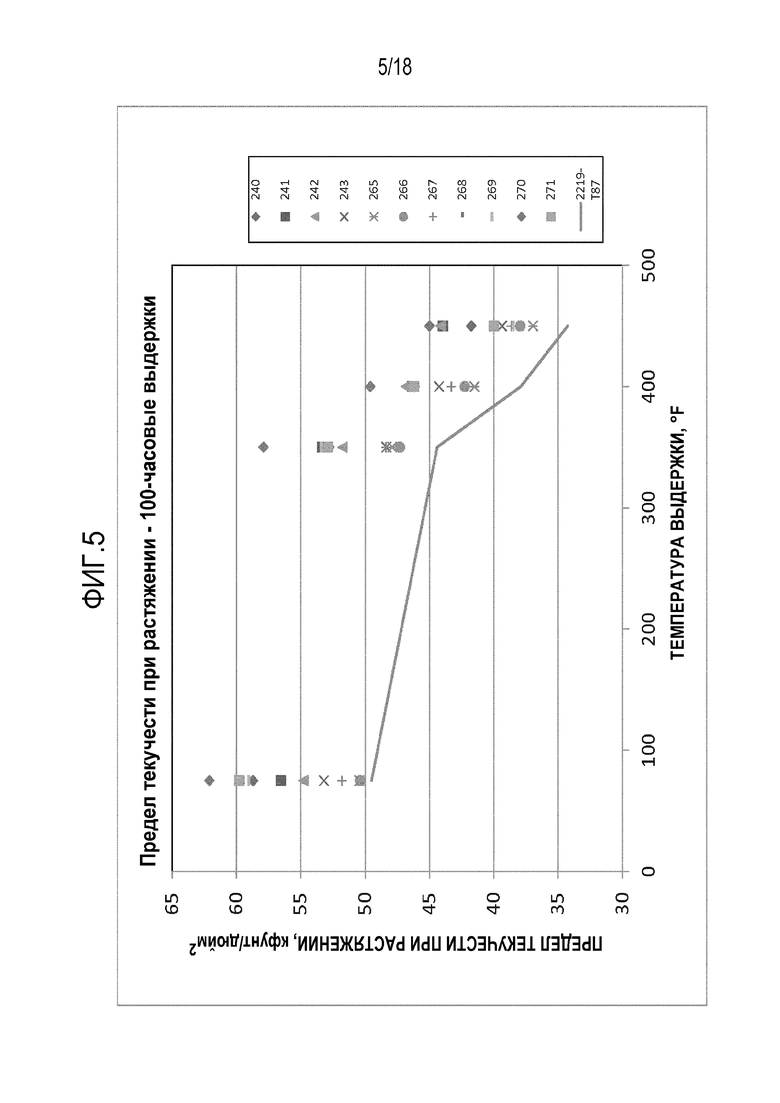
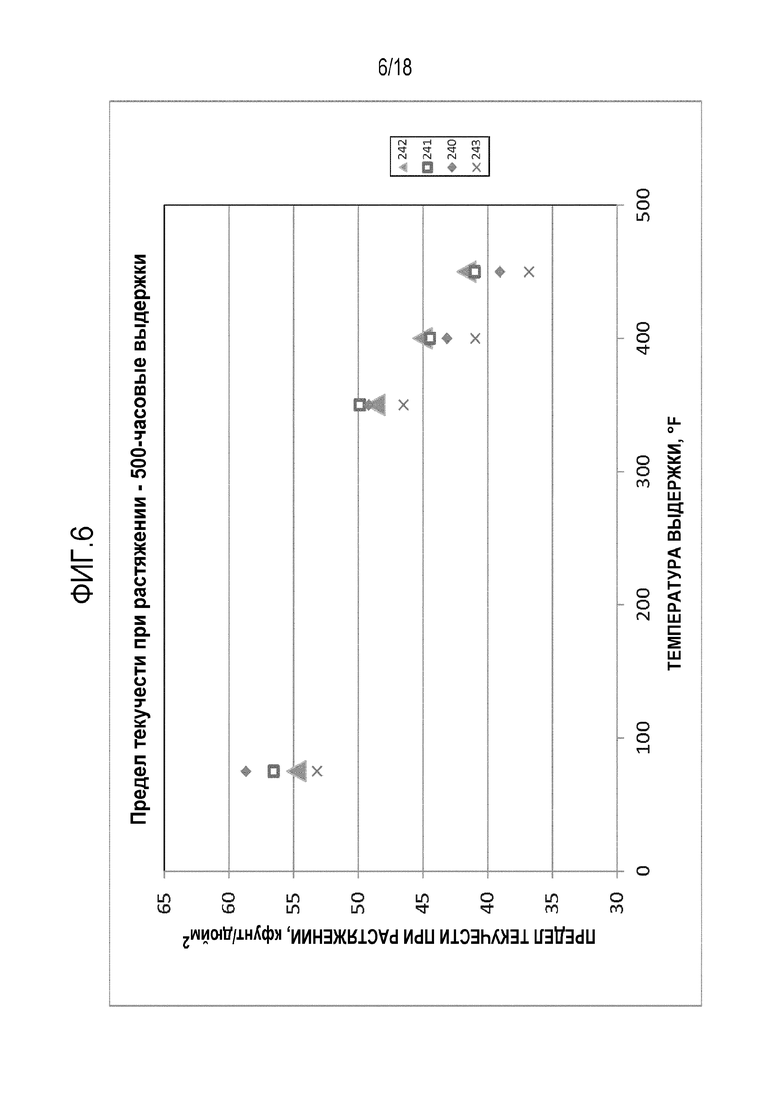
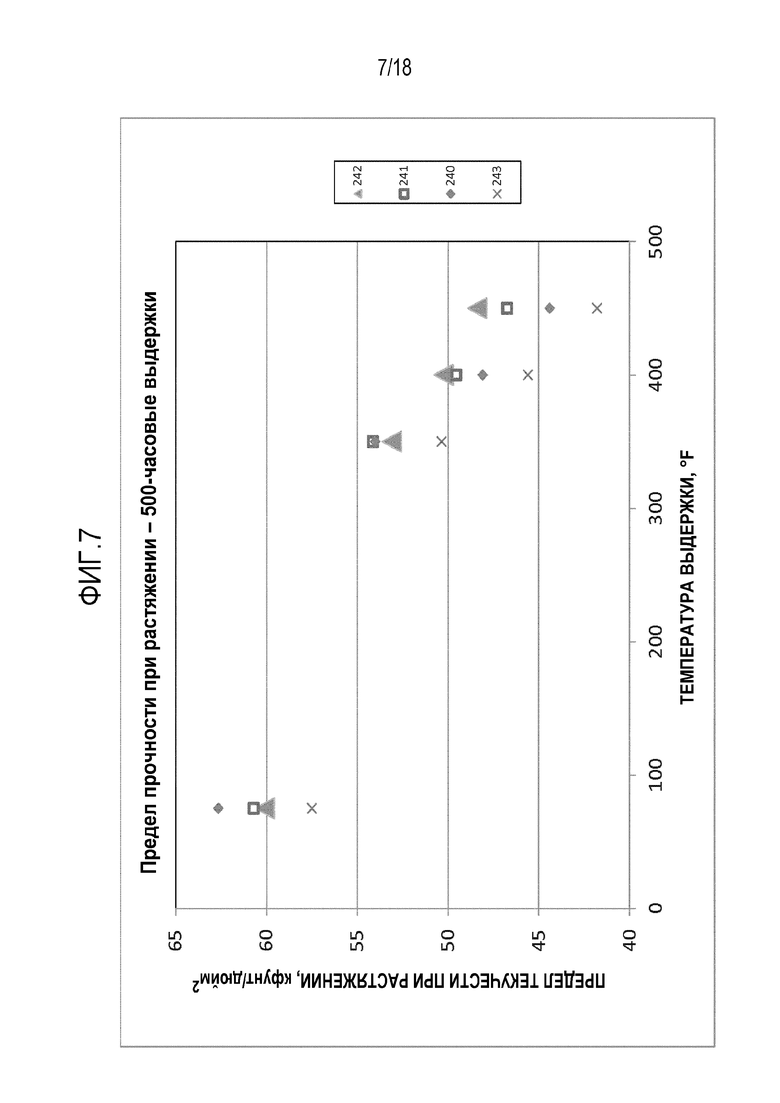
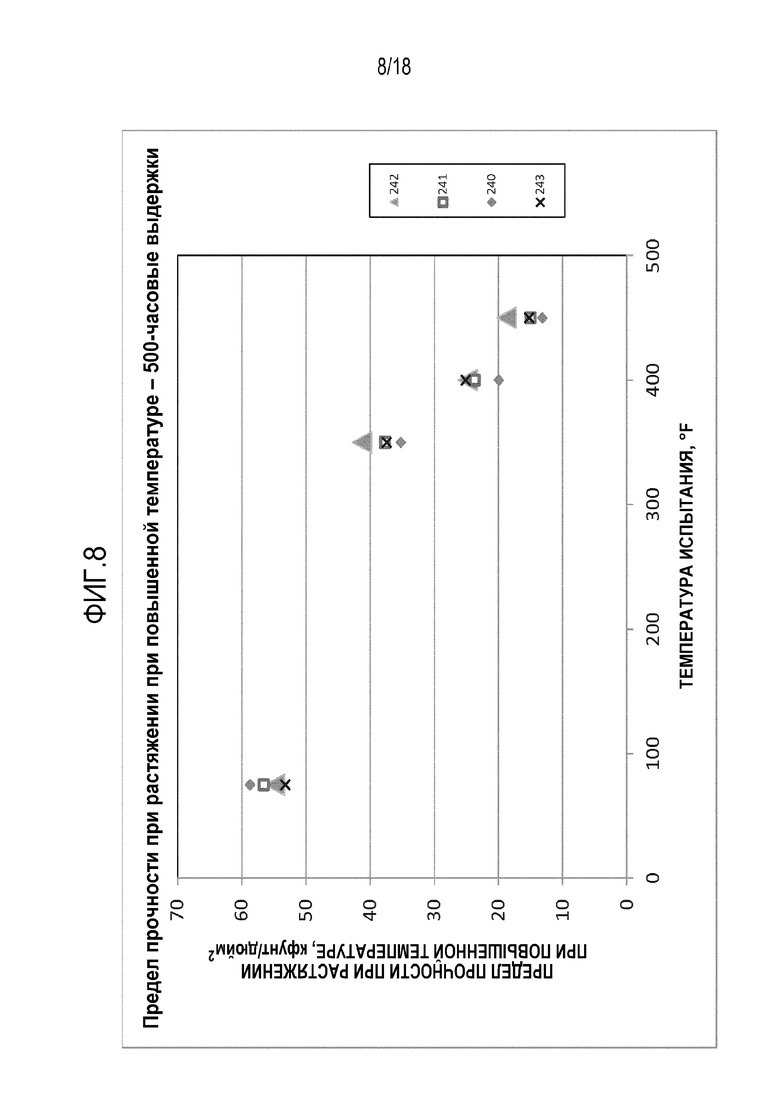
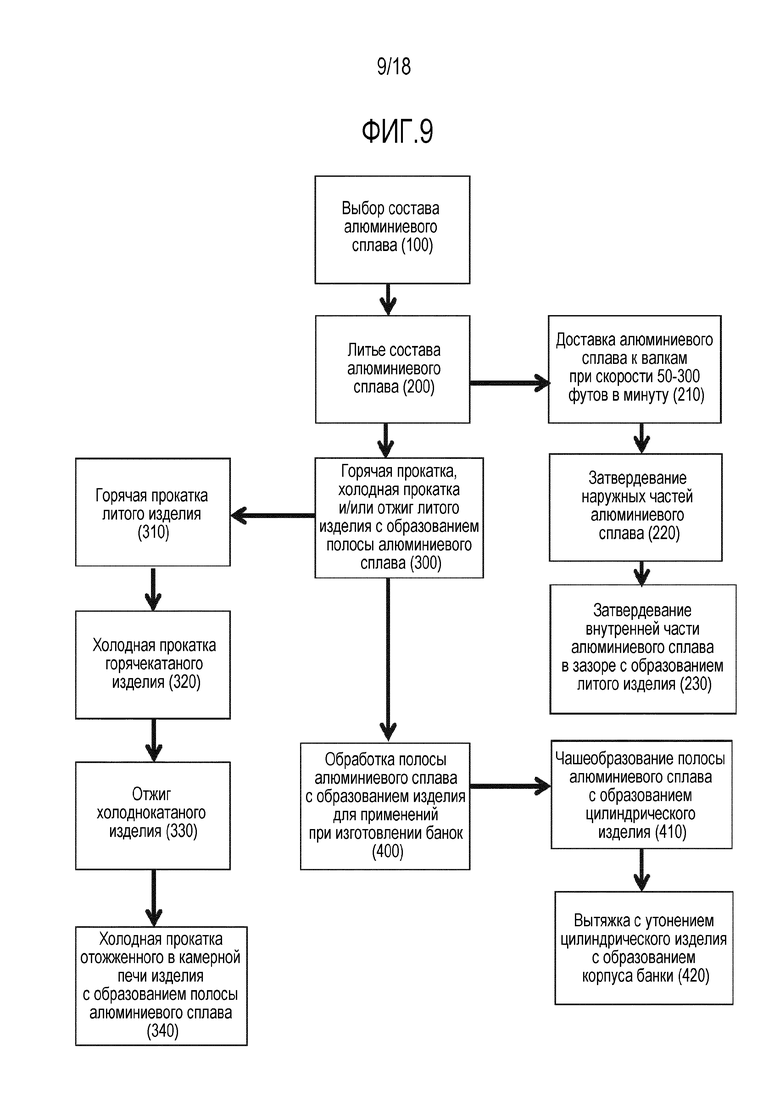
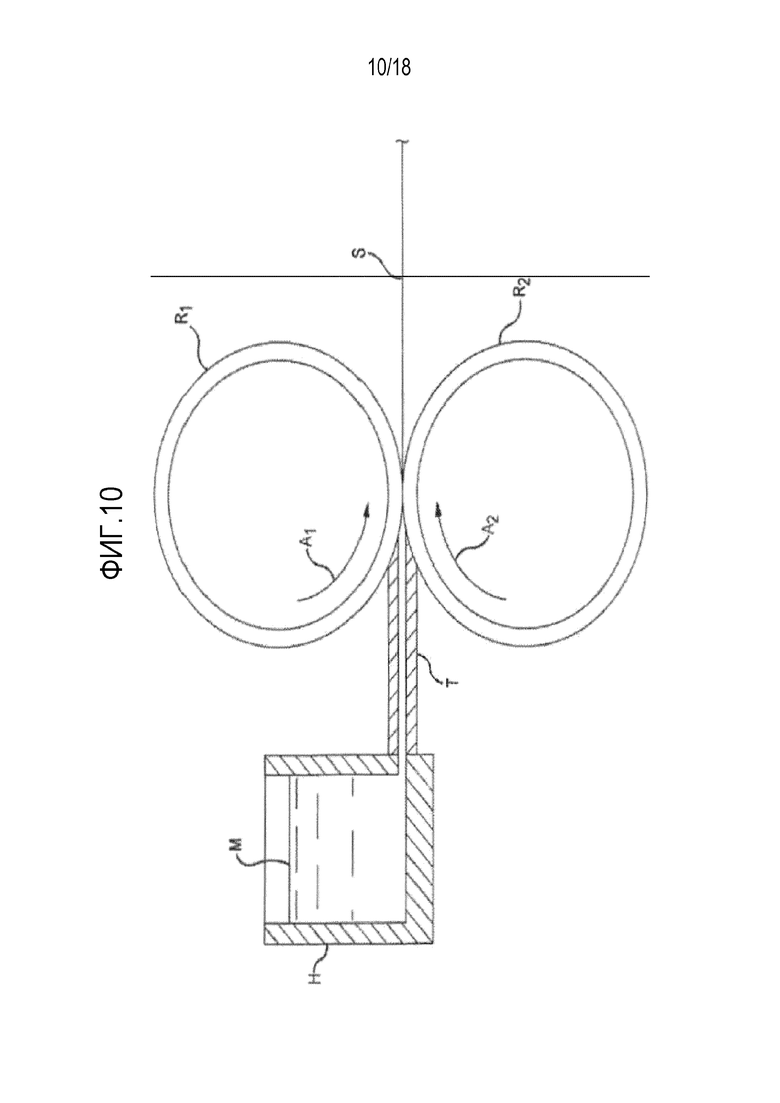
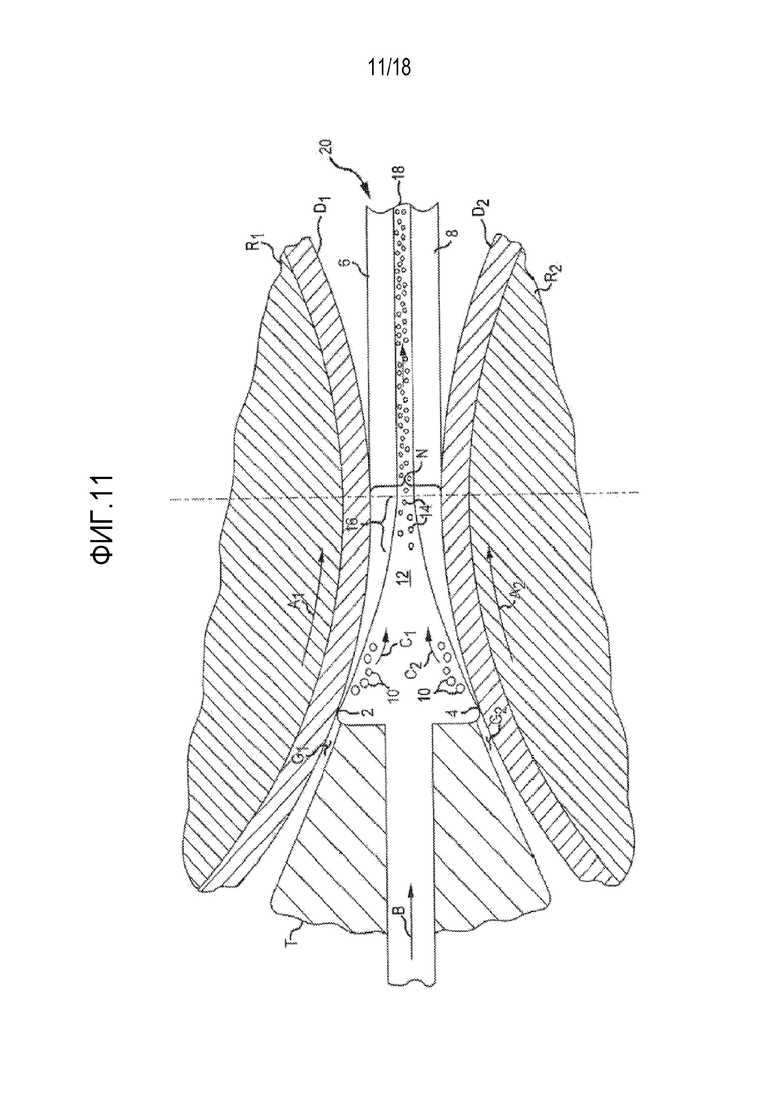
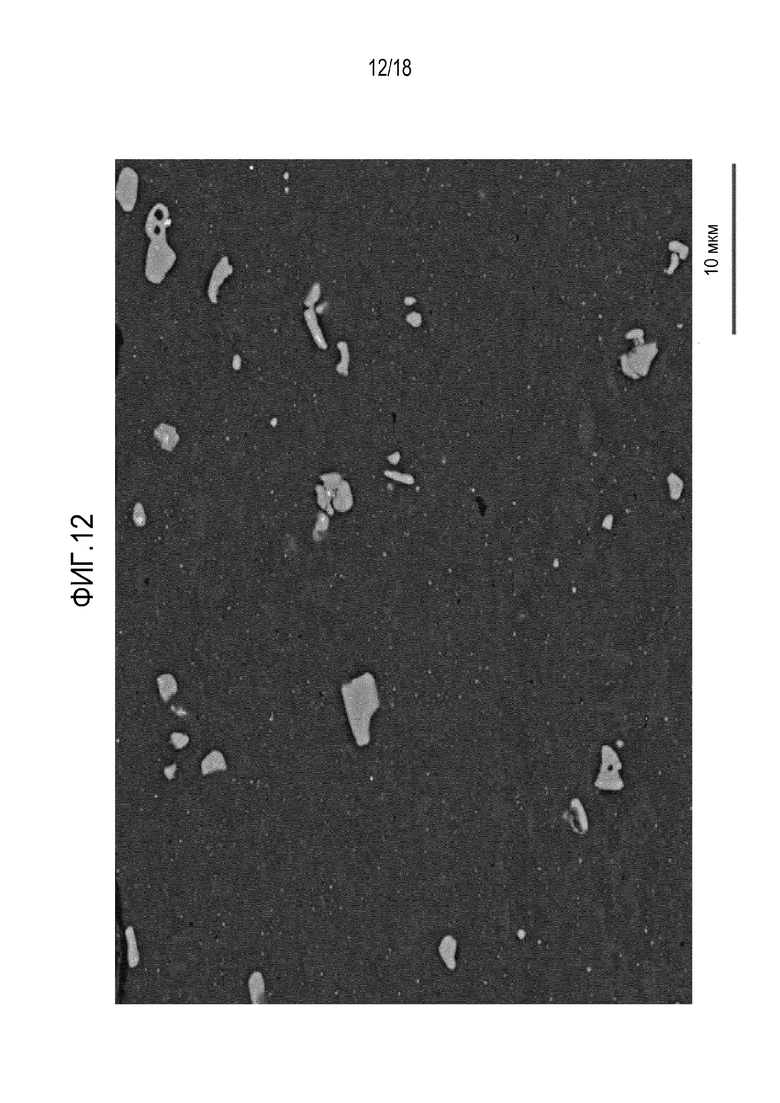
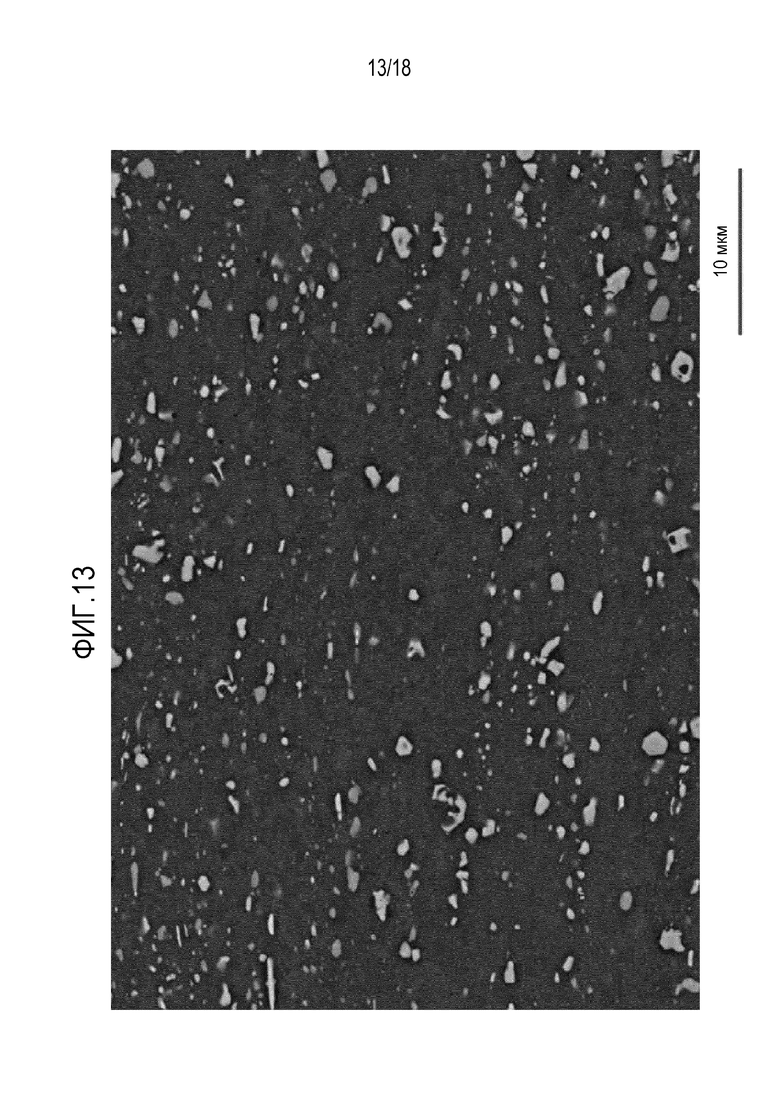
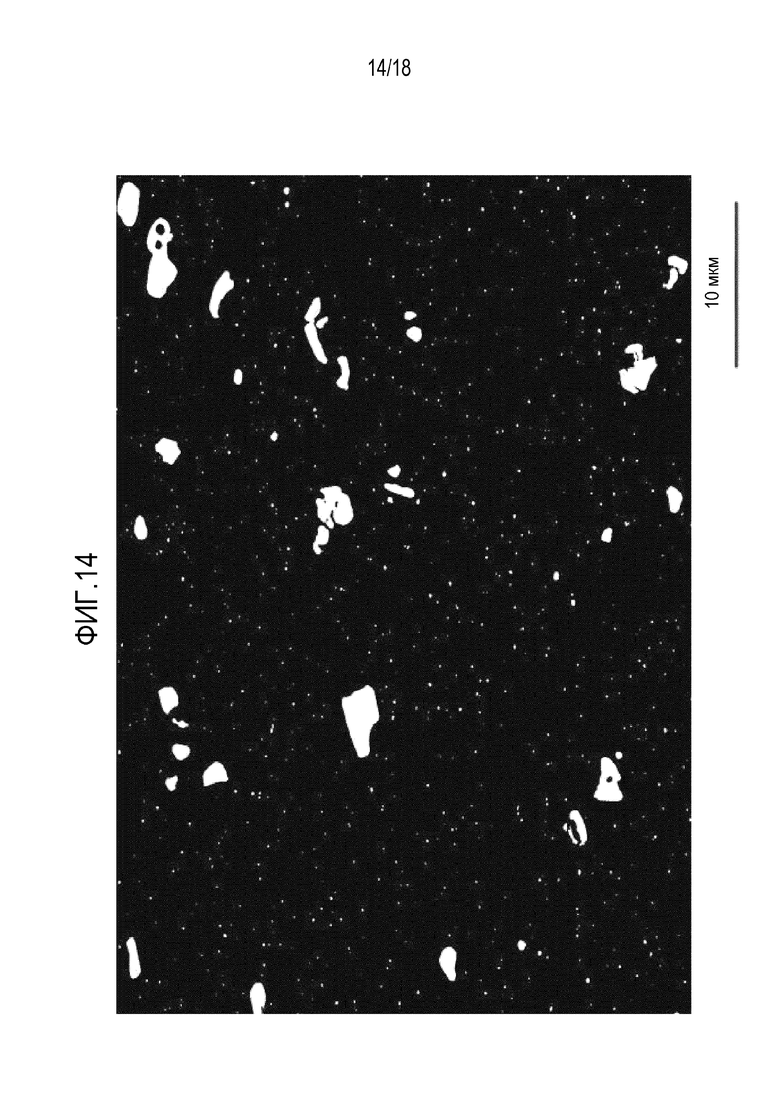
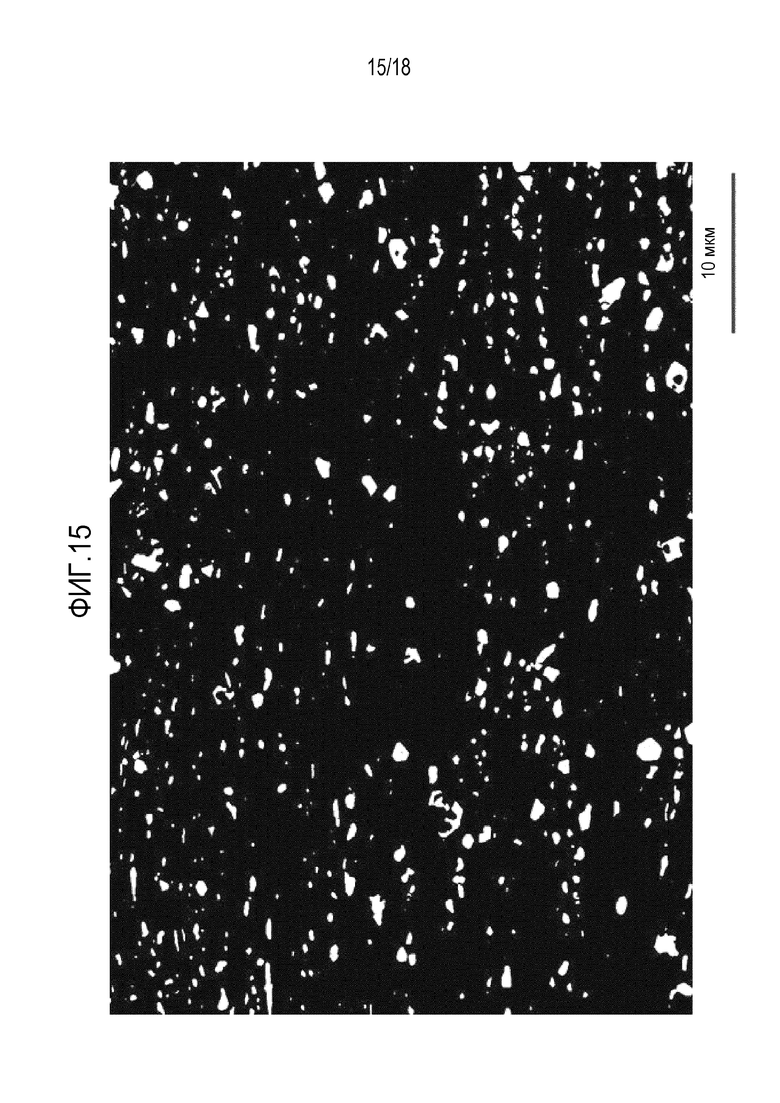
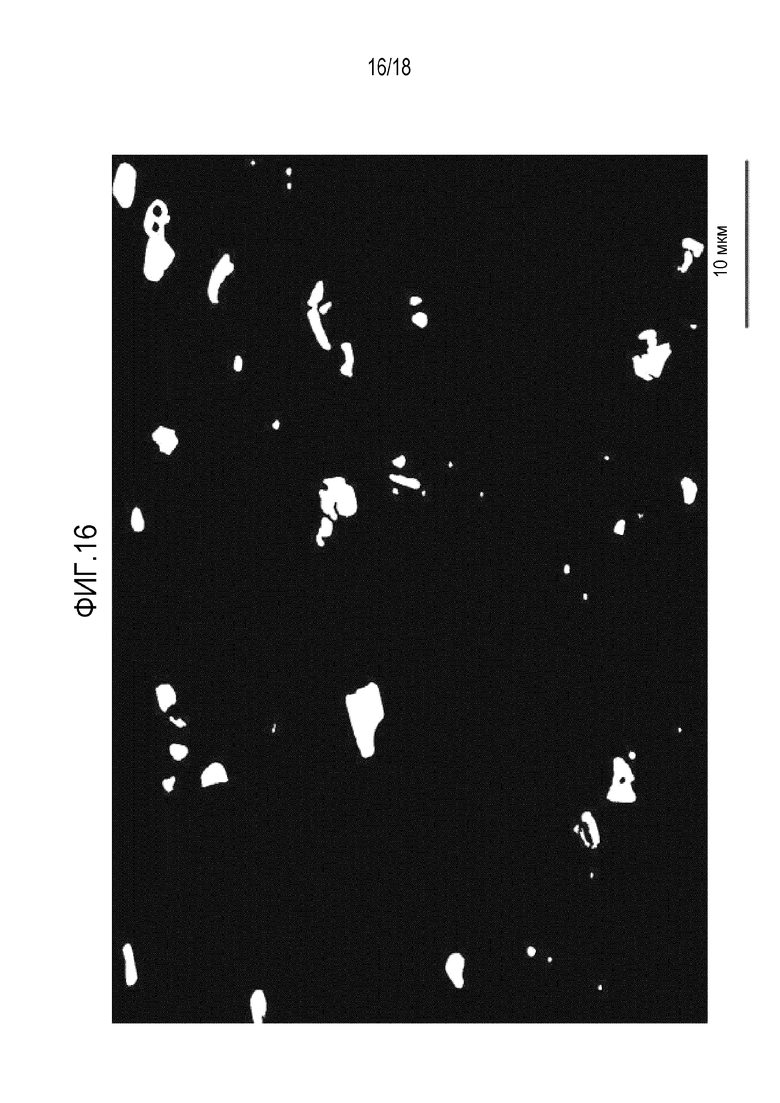
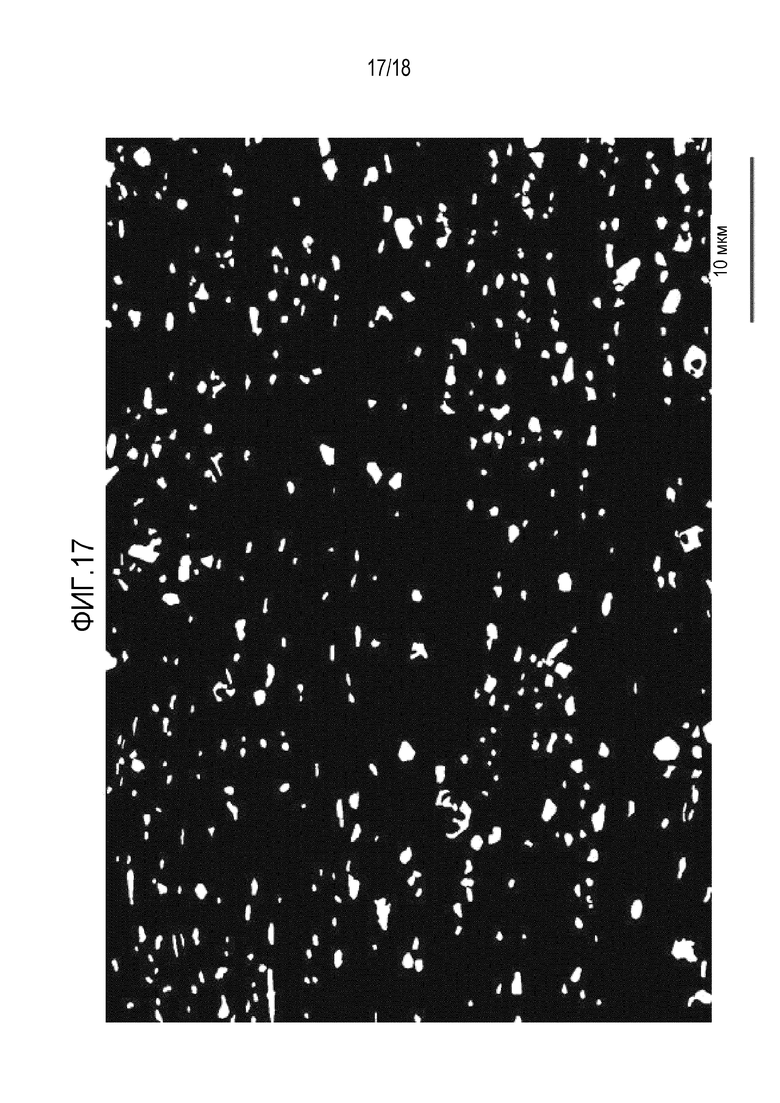
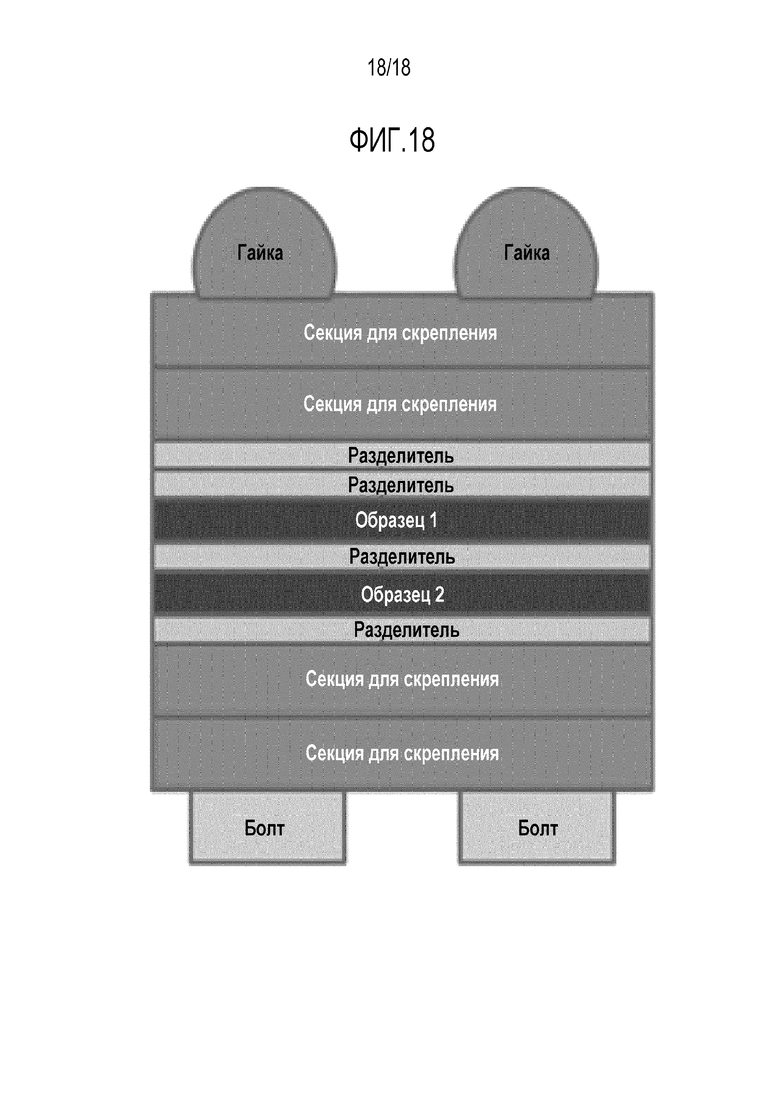
Изобретение относится к изделиям из алюминиевого сплава и способу их получения в виде полосы, которая, в частности, является заготовкой для корпусов банок или их торцов. Полоса из заэвтектического алюминиевого сплава, содержащего по меньшей мере 0,8 мас.% марганца и/или по меньшей мере 0,6 мас.% железа, имеет приповерхностную зону, расположенную от поверхности полосы алюминиевого сплава до глубины 37 микрометров, содержащую по меньшей мере 90% частиц от общего их количества в приповерхностной зоне, имеющих эквивалентный диаметр больше 0,22 и менее 3 микрометров, при их количестве на единицу площади по меньшей мере 0,01 частица на квадратный микрометр. По второму варианту частицы в приповерхностной зоне имеют эквивалентный диаметр больше 0,22 и менее 1 микрометра, при их объемной доле в приповерхностной зоне по меньшей мере 0,2 процента. Способ изготовления полосы включает непрерывное литье заэвтектического алюминиевого сплава, содержащего по меньшей мере 0,8 мас.% марганца и/или по меньшей мере 0,6 мас.% железа, со скоростью от 25 до 400 футов в минуту при охлаждении наружных областей сплава со скоростью по меньшей мере 1000°С/сек с получением полосы. Изобретение направлено на повышение предела текучести и предела прочности полосы из заэвтектического алюминиевого сплава при повышенных температурах за счет создания определенной структуры в приповерхностных слоях полосы. 3 н. и 11 з.п. ф-лы, 2 пр., 13 табл., 18 ил.
1. Полоса из заэвтектического алюминиевого сплава, отличающаяся тем, что она выполнена из алюминиевого сплава, содержащего по меньшей мере 0,8 мас.% марганца и/или по меньшей мере 0,6 мас.% железа,
при этом приповерхностная зона полосы алюминиевого сплава от поверхности полосы алюминиевого сплава до глубины 37 микрометров содержит по меньшей мере 90% частиц от общего их количества в приповерхностной зоне, имеющих эквивалентный диаметр больше 0,22 и менее 3 микрометров, при их количестве на единицу площади по меньшей мере 0,01 частица на квадратный микрометр.
2. Полоса по п. 1, в которой содержание кислорода в алюминиевом сплаве составляет 0,1 мас.% или менее.
3. Полоса по п. 2, в которой содержание кислорода в алюминиевом сплаве составляет 0,01 мас.% или менее.
4. Полоса по п.1, в которой эквивалентный диаметр частиц составляет по меньшей мере 0,3 микрометра.
5. Полоса по п.1, в которой эквивалентный диаметр частиц составляет от 0,3 микрометра до 0,5 микрометра.
6. Полоса по п.1, в которой эквивалентный диаметр частиц составляет 0,5 микрометра, а их количество на единицу площади в приповерхностной зоне составляет по меньшей мере 0,03 частицы на квадратный микрометр.
7. Полоса по п.1, которая является заготовкой для корпусов банок и для торцов банок.
8. Полоса из заэвтектического алюминиевого сплава, отличающаяся тем, что она выполнена из алюминиевого сплава, содержащего по меньшей мере 0,8 мас.% марганца и/или по меньшей мере 0,6 мас.% железа,
при этом приповерхностная зона полосы алюминиевого сплава от поверхности полосы алюминиевого сплава до глубины 37 микрометров содержит по меньшей мере 90% частиц от общего их количества в приповерхностной зоне, имеющих эквивалентный диаметр больше 0,22 и менее 1 микрометра, при их объемной доле в приповерхностной зоне по меньшей мере 0,2 процента.
9. Полоса по п.8, в которой объемная доля частиц с эквивалентным диаметром менее 1 микрометра составляет по меньшей мере 0,65 процента.
10. Полоса по п.8, в которой эквивалентный диаметр частиц составляет от 0,5 микрометра до 0,85 микрометра.
11. Полоса по п.8, в которой содержание кислорода в алюминиевом сплаве составляет 0,005 мас.% или менее.
12. Способ изготовления полосы из заэвтектического алюминиевого сплава, включающий:
выбор заэвтектического алюминиевого сплава, содержащего по меньшей мере 0,8 мас.% марганца и/или по меньшей мере 0,6 мас.% железа,
непрерывное литье заэвтектического алюминиевого сплава со скоростью от 25 до 400 футов в минуту при охлаждении наружных областей сплава со скоростью по меньшей мере 1000°С/сек с получением полосы, имеющей приповерхностную зону от поверхности полосы алюминиевого сплава до глубины 37 микрометров, содержащую по меньшей мере 90% частиц от общего их количества в приповерхностной зоне, имеющих эквивалентный диаметр больше 0,22 и менее 3 микрометров.
13. Способ по п.12, в котором этап литья включает доставку заэвтектического алюминиевого сплава к паре валков, которые выполнены с возможностью образования зазора, со скоростью от 50 до 300 футов в минуту, затвердевание заэвтектического алюминиевого сплава с получением твердых наружных участков, прилегающих к каждому валку, и полутвердого центрального участка между твердыми наружными участками и затвердевание центрального участка в зазоре с образованием литого изделия.
14. Способ по п.13, дополнительно включающий горячую прокатку, холодную прокатку и/или отжиг литого изделия в достаточной степени для образования полосы алюминиевого сплава, имеющей в приповерхностной зоне частицы с эквивалентным диаметром менее 3 микрометров и их количеством на единицу площади, составляющим по меньшей мере 0,01 частица на квадратный микрометр.
| Генератор с приводом для ручной электрической лампы | 1919 |
|
SU586A1 |
| ДЕФОРМИРУЕМЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ЭТОГО СПЛАВА | 2003 |
|
RU2255132C1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| ДЕФОРМИРУЕМЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ЭТОГО СПЛАВА | 2003 |
|
RU2255133C1 |
| Способ изготовления листов из алюминиевого сплава | 1983 |
|
SU1306484A3 |

