Изобретение относится к обработке материалов резанием и может быть использовано при расчете сил резания.
Цель изобретения - повышение производительности и надежности путем непосредственного измерения зависимости составляющих удельной силы резания от толщины срезаемого слоя в виде осциллограмм, что снижает трудоемкость обработки экспериментальных данных.
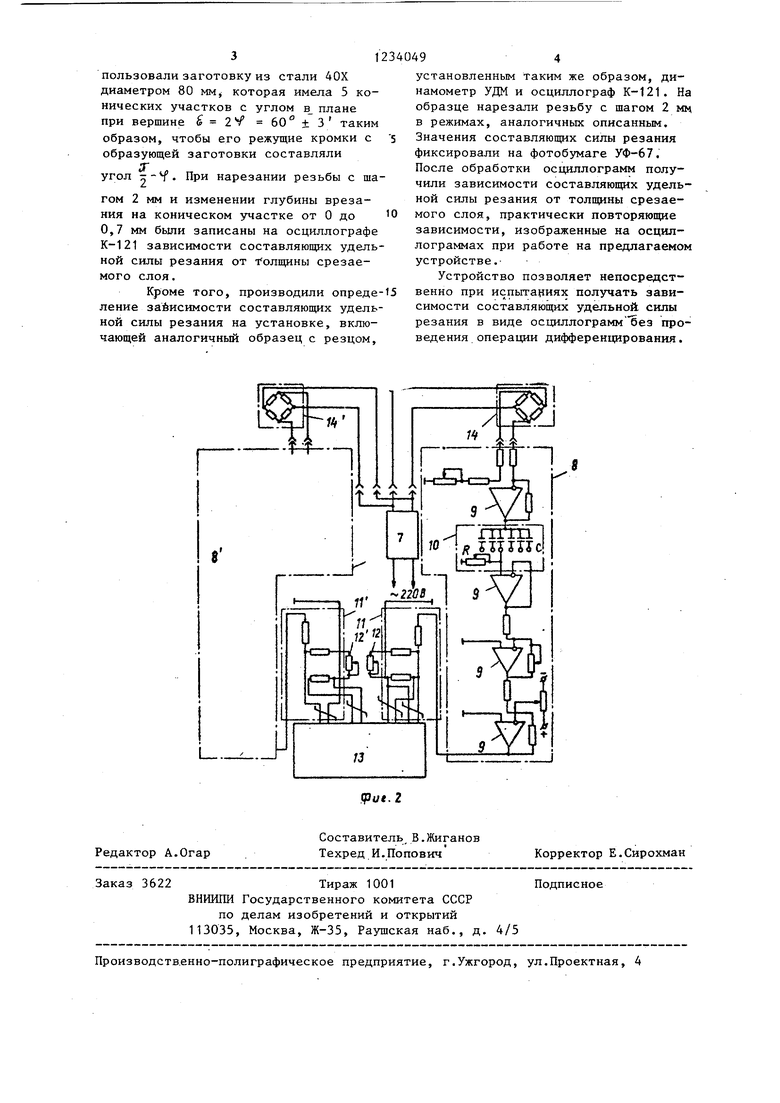
На фиг. 1 представлена конструкция тензодержавки; на фиг. 2 - принципиальная электрическая схема устройства .
Тензодержавка (фиг. 1) представляет собой Г-образный корпус 1, в пря- моугольньй паз 2 которого установлен резец 3, прикрепленный к корпусу с помощью винта 4. На боковых поверхностях корпуса закреплены тензомет- рические датчики 5, собранные в две мостовые схемы, концы которых выведены к распределительной колодке 6.
На принципиальной электрической схеме устройства (фиг. 2) обозначены стабилизированный источник 7 питания дифференциальные усилители 8 и 8 , собранные на аналоговых микросхемах 9 U дифференцирующими RC- элементами и делителем 10 шага, синусно-коси- нусные преобразователи 11 и 11, делители 12 и 12 толщины срезаемого слоя и регистрирующий осциллограф 13 мостовых схем 14. и 14 .
Делитель 12 толщины срезаемого слоя вьшолнен в виде переменного сопротивления, которое меняется пропорционально времени резания, и может представлять собой датчик толщины срезаемого слоя.
Устройство работает следующим образом.
Источник 7 питания питает мостовые схемы 14 и 14 тензодержавки. В процессе резания конической заготовки с углом конуса 2«С резцом 3 с углом в плане при вершине , установленным таким образом, что образующая заготовки с режущими кромками
jf
резца составляет угол - V, в мостовых схемах появляется сигнал рассогласования. Далее этот сигнал поступает на усилители 8 и 8, где усиливается до необходимой величины, стабилизируется, и в блоки 10 и 10 , где дифференцируется согласно формугде
- первые производ
5
0
лам определения удельной силы реза K dPHt) / t dt
Ку dPy(t) Vv Г dt dPi(t) dPjt(t) dt
ные no времени соответственно главной и радиальной составляющих силы резания (в блоках 10 и 10 производится дифференцирование по этим зависимостям) ;
время резания с:
5
0
5
0
5
К,
Ку
t cosjf-.
.С2§У. eOpflSinoC
n P частота вращения образца, об/мин;
шаг нарезаемой резьбы, мм (в процессе резания резцу необходимо сообщить такую скорость поступательного перемещения, чтобы в резании участвовали оба боковых режущих лезвия, т.е. произвести нарезание резьбы); угол в плане при вершине резца;
угол конусности (образца).
В блоке 11 усиленньй и стабилизированный сигнал компенсируется в зависимости от углов образца и резца. 0 Далее сигнал поступает на делитель 12 толщины срезаемого слоя, в котором происходит деление сигнала в зависимости от толщины срезаемого слоя, увеличивающейся пропорциональ- 5 но времени резания.
Испытания предлагаемого устройства проводили на токарно-винторезном .станке 16К20. В качестве образца неV оС. пользовали заготовку из стали 40Х диаметром 80 мм которая имела 5 конических участков с углом в плане при вершине 2V 60°±3 таким образом, чтобы его режущие кромки с образующей заготовки составляли
у
угол При нарезании резьбы с шагом 2 мм и изменении глубины врезания на коническом участке от О до 0,7 мм были записаны на осциллографе К-121 зависимости составляющих удельной силы резания от т олщины срезаемого слоя.
Кроме того, производили определение забисимости составляющих удельной силы резания на установке, включающей аналогичный образец с резцом.
установленным таким же образом, динамометр УДМ и осциллограф К-121. На образце нарезали резьбу с шагом 2 мм в режимах, аналогичных описанным. Значения составляющих силы резания фиксировали на фотобумаге УФ-67. После обработки осциллограмм получили зависимости составляющих удельной силы резания от толщины срезаемого слоя, практически повторяющие зависимости, изображенные на осциллограммах при работе на предлагаемом устройстве.Устройство позволяет непосредственно при испытаниях получать зависимости составляющих удельной силы резания в виде осциллограмм без проведения операции дифференцирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| Способ определения оптимального припуска по проходам при нарезании резьбы резцом | 1990 |
|
SU1815031A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕНИЯ ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2248259C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ ПРОФИЛЬНЫХ КАНАВОК (ВАРИАНТЫ) | 1998 |
|
RU2146577C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ С ЧЕРЕДУЮЩИМИСЯ ВЫСТУПАМИ И ВПАДИНАМИ (ВАРИАНТЫ) И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2044606C1 |
| Способ определения сопротивления резанию снежно-ледяных образований и мерзлых грунтов | 2023 |
|
RU2815529C1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |

Редактор А.Огар
Составитель, В.Жиганов Техред И.Попович
Заказ 3622Тираж 1001
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
.Pf(- 2
Корректор Е.Сирохман
Подписное
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
