ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу нагрева стального листа и устройству нагрева стального листа для нагрева стального листа.
УРОВЕНЬ ТЕХНИКИ
[0002] Формование горячим прессованием, которое все больше применяется в качестве, например, способа формования стального листа, такого как материал автомобильного компонента, с использованием высокопрочного стального листа, может формовать стальной лист на стадии низкого сопротивления деформации путем формования его при высокой температуре и, более того, может обеспечивать компонент и т.д. с высокой прочностью и высокой точностью формы путем формования прессованием, не вызывая дефекты формования, такие как деформация после формования, путем упрочнения путем закалки на основе быстрого охлаждения с использованием опрыскивания охлаждающей водой.
[0003] В таком способе формования горячим прессованием формование прессованием выполняют так, что стальной лист нагревают при заданной температуре, например 700°С-1000°С, в нагревательной печи до формования прессованием и далее стальной лист транспортируют в устройство формования горячим прессованием.
[0004] В качестве технологии нагрева, таким образом, использующей нагревательную печь, традиционно, обычно использовался механизм, в котором стальной лист нагревают посредством нагревателей, обеспеченных в, например, верхнем участке и нижнем участке внутренней области печи, при этом стальной лист горизонтально поддерживают роликами и транспортируют роликами в печи (патентная литература 1).
ПЕРЕЧЕНЬ ЦИТИРУЕМЫХ ИСТОЧНИКОВ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0005] Патентный документ 1: JP 2009-155691A
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0006] Однако в традиционной технологии, отмеченной выше, так как стальной лист транспортируется путем прокатки роликов, стальной лист может изгибаться в печи. Более того, ролики образуют экран, и эффективность излучения является низкой, а быстрый нагрев является затруднительным. Кроме того, необходимо прокатывать ролики постоянно даже во время, отличное от транспортировки, для того, чтобы смачивать ролики так, что они термически не деформируются, и энергоэффективность является низкой. Более того, из-за термического удара вблизи входа печи и термического напряжения, производимого неравномерностью нагрева, существовала проблема в том, что ролик будет изнашиваться или разрушаться. Если ролик разрушается, работа печи останавливается. Более того, для стального листа с покрытием поверхности существовали проблемы в том, что материал покрытия будет прилипать к ролику в диапазоне температуры плавления и дополнительно материал покрытия, прилипающий к ролику, будет снова прилипать к стальному листу.
[0007] Настоящее изобретение выполнено с учетом этих моментов, и задачей настоящего изобретения является решение проблем, отмеченных выше, таким образом, при котором стальной лист вводится в печь и нагревается в состоянии неподвижной поддержки в вертикальном направлении, вместо традиционного образа, при котором стальной лист транспортируется в печи, будучи горизонтально поддерживаемым роликами.
РЕШЕНИЕ ПРОБЛЕМЫ
[0008] Для того чтобы решать вышеуказанную задачу, в настоящем изобретении предлагается способ нагрева стального листа, который нагревает стальной лист, подлежащий прессованию, до формования горячим прессованием, причем способ нагрева стального листа включает в себя этапы, на которых: вводят стальной лист в нагревательную печь, включающую в себя нагреватель на внутренней поверхности нагревательной печи, в состоянии, в котором стальной лист поддерживают в вертикальном направлении, при этом ненужный участок стального листа, который становится ненужным после формования, неподвижно поддерживают посредством опорного элемента; и выполняют нагрев при заданной температуре в нагревательной печи, затем выводят стальной лист из нагревательной печи и после этого удаляют ненужный участок.
Термин «после этого» здесь не ограничен временем сразу после выведения из нагревательной печи и может представлять собой время выполнения формования горячим прессованием после выведения.
Примеры «неподвижной поддержки» в настоящем изобретении включают в себя удержание ненужного участка, указанного выше, посредством зажима и подвешивание ненужного участка путем фиксации его с опорным элементом. Предпочтительно, чтобы стальной лист неподвижно поддерживался в двух или более местах. Причина состоит в том, что тем самым может быть предотвращено изгибание стального листа, когда стальной лист имеет форму с большой длиной, например. Когда стальной лист имеет большую длину, например, когда длина в продольном направлении стального листа составляет более 1 м, стальной лист предпочтительно неподвижно поддерживается на его обоих концах.
[0009] Согласно настоящему изобретению, так как стальной лист нагревается в нагревательной печи в состоянии неподвижной поддержки в вертикальном направлении опорным элементом, отсутствует вредное воздействие, подобное традиционным воздействиям, возникающим в отношении использования роликов, и эффективность излучения является хорошей и также энергоэффективность является хорошей. Более того, посредством неподвижной поддержки в вертикальном направлении посредством опорного элемента может уменьшаться изгибание стального листа. Здесь ненужный участок, который становится ненужным после формования, относится к участку, который становится ненужным как изделие после формования стального листа. Термин «неподвижная поддержка ненужного участка посредством опорного элемента» относится к неподвижной поддержке всего или части ненужного участка посредством опорного элемента.
[0010] В способе стальной лист могут перемещать в вертикальном направлении в нагревательной печи.
[0011] Более того, могут прикладывать натяжение к неподвижно поддерживаемому стальному листу.
[0012] Согласно другому аспекту, в настоящем изобретении предлагается устройство нагрева стального листа, которое нагревает стальной лист, подлежащий прессованию, до формования горячим прессованием, причем устройство нагрева стального листа включает в себя: нагревательную печь, способную вмещать стальной лист в вертикальном состоянии; и устройство транспортировки, которое позволяет стальному листу проходить по пути транспортировки нагревательной печи в состоянии поддержки в вертикальном направлении опорным элементом. Нагревательная печь включает в себя путь транспортировки стального листа, образованный между боковыми стенками, обращенными друг к другу, и нагреватель, который предусмотрен на по меньшей мере одной поверхности боковых стенок и нагревает стальной лист. Устройство транспортировки включает в себя опорный элемент, который неподвижно поддерживает ненужный участок стального листа, который становится ненужным после формования, и механизм перемещения, который перемещает опорный элемент по рельсу, предусмотренному от над ближней стороной входа до над дальней стороной выхода нагревательной печи.
[0013] В этом случае может быть дополнительно включен вертикальный приводной механизм, который перемещает опорный элемент в вертикальном направлении.
[0014] В дополнение, может быть дополнительно включен механизм отрезания, который отрезает ненужный участок на дальней стороне выхода нагревательной печи.
[0015] Более того, может быть дополнительно включен механизм, который прикладывает натяжение к неподвижно поддерживаемому стальному листу.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
[0016] Согласно настоящему изобретению, отсутствует вредное воздействие, подобное традиционным воздействиям, возникающим в отношении использования роликов при нагреве стального листа, подлежащего прессованию, до формования горячим прессованием, и эффективность излучения является хорошей и также энергоэффективность является хорошей. Более того, стальной лист, подлежащий прессованию, может нагреваться более равномерно, чем раньше.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
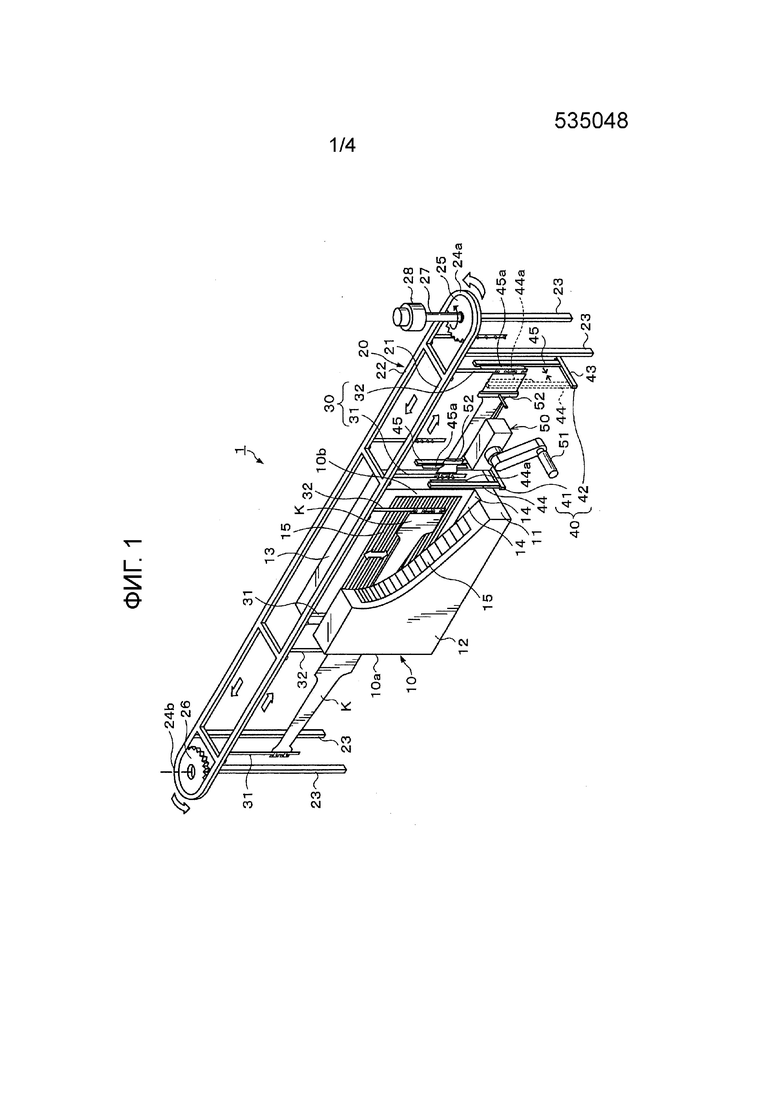
[0017] Фиг. 1 представляет собой вид в перспективе устройства нагрева стального листа согласно варианту осуществления.
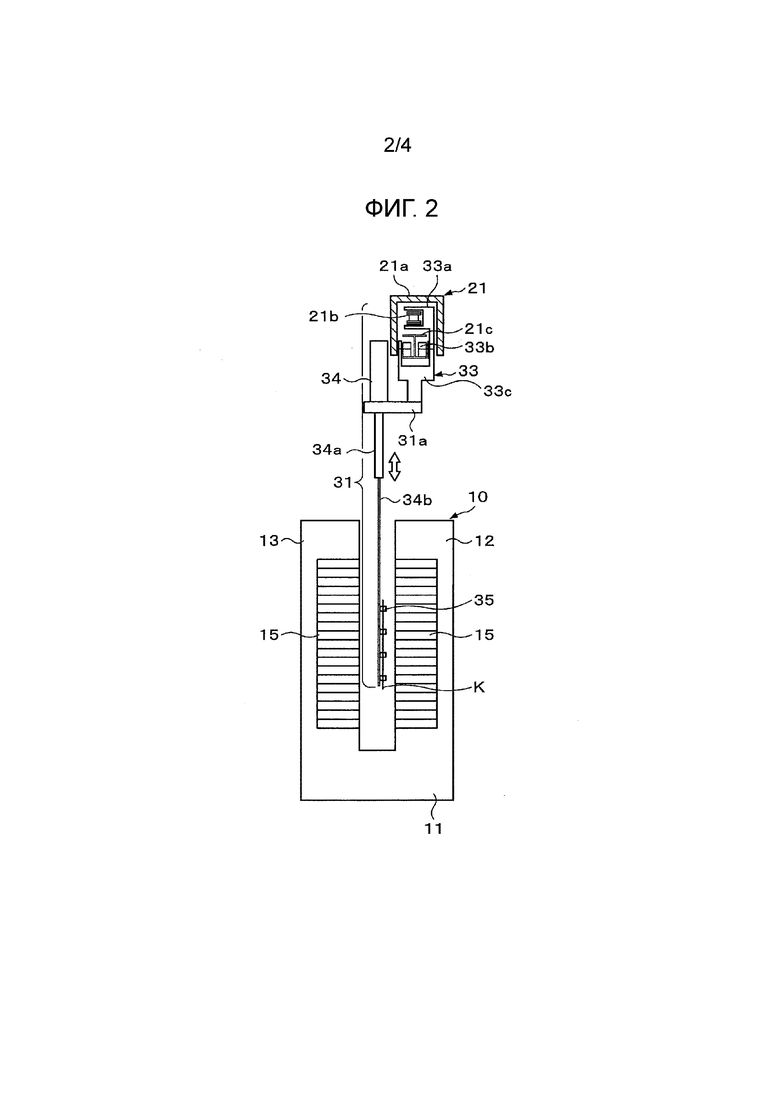
Фиг. 2 представляет собой иллюстративное изображение нагревательной печи в устройстве нагрева стального листа на Фиг. 1, если смотреть со стороны входа в направлении транспортировки.
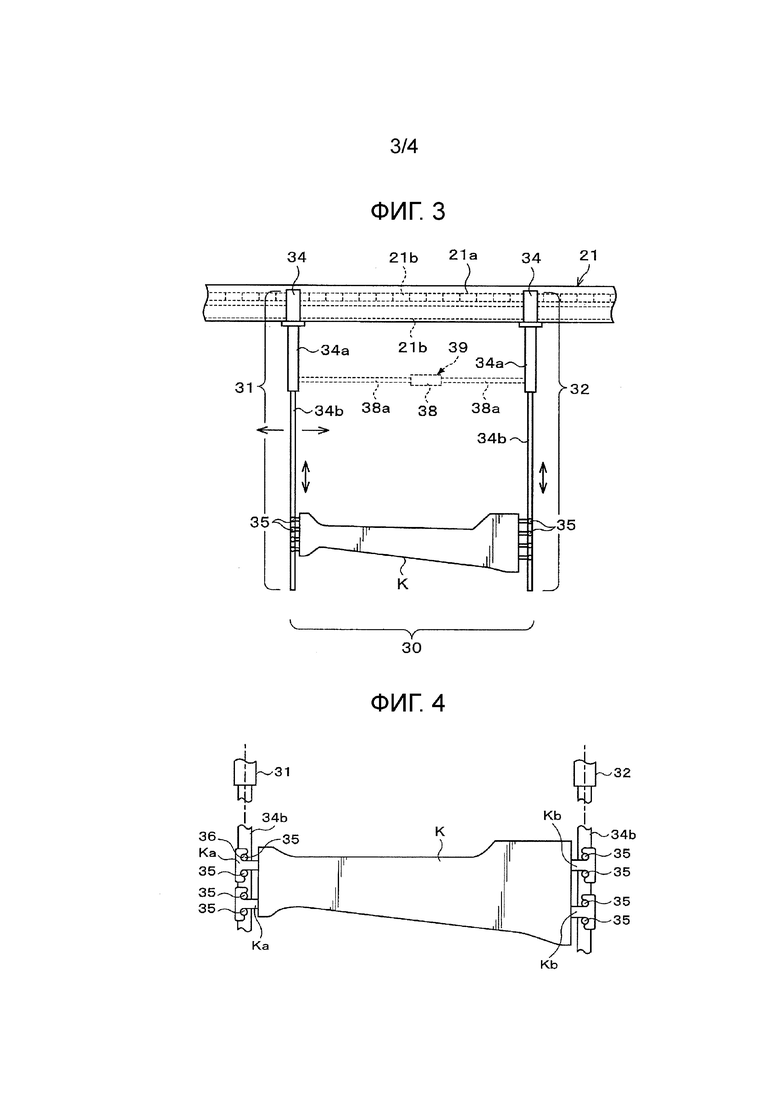
Фиг. 3 представляет собой вид спереди опорного элемента.
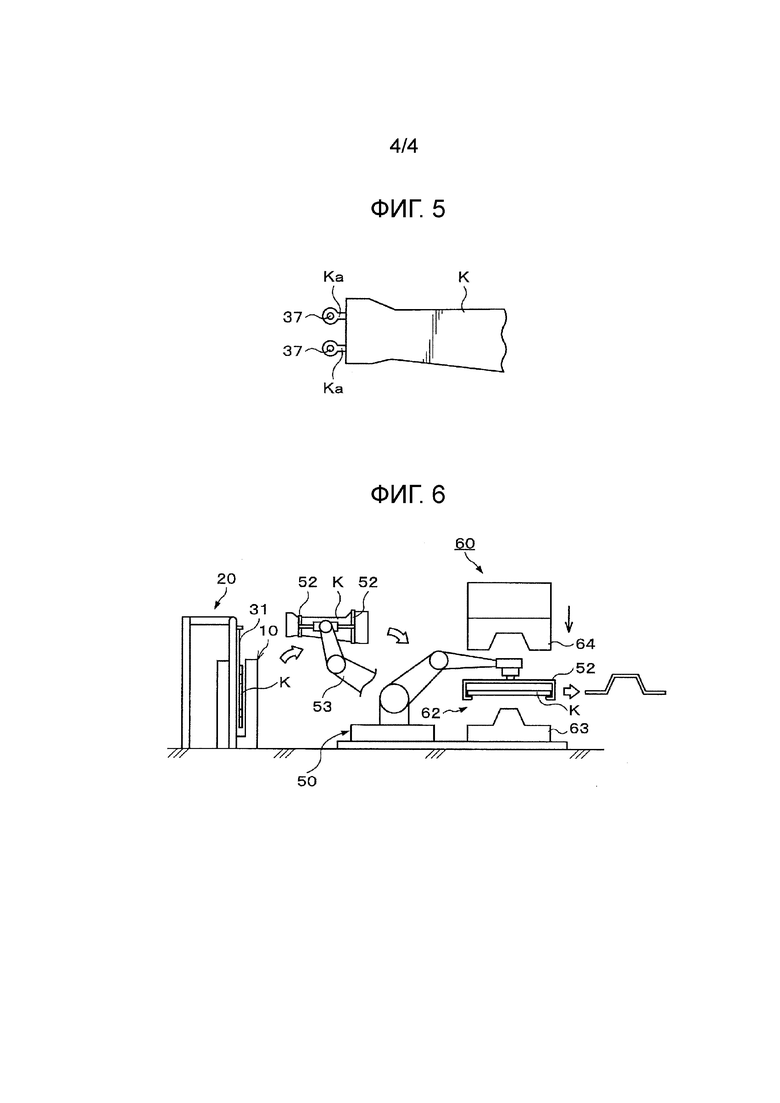
Фиг. 4 представляет собой вид спереди стального листа, поддерживаемого опорным корпусом опорного элемента.
Фиг. 5 представляет собой вид спереди основного участка стального листа, показывающий другой пример элемента удлинения.
Фиг. 6 представляет собой иллюстративное изображение, схематически описывающее устройство нагрева стального листа и устройство формования горячим прессованием.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0018] Ниже описаны варианты осуществления настоящего изобретения. Фиг. 1 показывает обзор устройства 1 нагрева стального листа согласно варианту осуществления; нагревательная печь 10 в устройстве 1 нагрева стального листа варианта осуществления включает в себя корпусы 12 и 13 боковых стенок обращенным друг к другу образом по отдельности на обеих сторонах основания 11, и длинное узкое пространство между корпусами 12 и 13 боковых стенок образует путь 14 транспортировки стального листа K. Нагреватели 15 и 15 обеспечены на внутренней стороне корпусов 12 и 13 боковых стенок соответственно (Фиг. 1 изображена с частью нагревательной печи 10, удаленной для удобства иллюстрации).
[0019] В качестве нагревателя 15, например, могут использоваться электрический нагреватель, нагреватель дальнего инфракрасного диапазона, лампа ближнего инфракрасного диапазона, средства индукционного нагрева или т.п. Хотя в варианте осуществления нагреватель 15 обеспечен по отдельности на обеих поверхностях корпусов 12 и 13 боковых стенок, нагреватель 15 может быть обеспечен только на одной поверхности боковой стенки в зависимости от типа, размера, формы и т.д. стального листа.
[0020] Устройство 20 транспортировки устройства 1 нагрева стального листа согласно варианту осуществления включает в себя рельсовую направляющую 21 вперед, обеспеченную от над стороной входа 10а нагревательной печи 10 (задняя сторона чертежа) до над стороной 10b выхода нагревательной печи 10 (передняя сторона чертежа) и рельсовую направляющую 22 назад, обеспеченную параллельно рельсовой направляющей 21 вперед. Каждая из рельсовой направляющей 21 вперед и рельсовой направляющей 22 назад поддерживается опорными стойками 23. Путь 24а перемещения опорного элемента и путь 24b перемещения опорного элемента в форме изогнутой линии в плоском виде, которые служат также в качестве горизонтального рельса, продолжаются между концами рельсовой направляющей 21 вперед и рельсовой направляющей 22 назад.
[0021] Рельсовая направляющая 21 вперед и рельсовая направляющая 22 назад в основном имеют одинаковую конфигурацию; их подробное описание представлено ниже на основе рельсовой направляющей 21 вперед, показанной на Фиг. 2 и Фиг. 3: рельсовая направляющая 21 вперед вмещает цепной конвейер 21b, служащий в качестве приводного механизма, на верхней стороне внутренней области блока 21а основного корпуса, в котором нижняя сторона поверхности открыта, а поперечное сечение имеет форму, подобную траншее, и вмещает корпус 21с рельса на нижней стороне. Как показано на Фиг. 1, цепной конвейер 21b продолжается между шестерней-звездочкой 25, обеспеченной на стороне пути 24а перемещения опорного элемента, и шестерней-звездочкой 26, обеспеченной на стороне пути 24b перемещения опорного элемента, и циклически перемещается между рельсовой направляющей 21 вперед путем 24а перемещения опорного элемента, рельсовой направляющей 22 назад и путем 24b перемещения опорного элемента посредством работы приводного источника 28, такого как мотор, соединенный с шестерней-звездочкой 25 посредством вала 27.
[0022] Опорный элемент 30 в варианте осуществления поддерживается непосредственно корпусом 21с рельса. Как показано на Фиг. 3, опорный элемент 30 включает в себя два подвесных элемента 31 и 32. Подвесные элементы 31 и 32 имеют одинаковую конфигурацию и, таким образом, подвесной элемент 31 взят наглядно для описания; как показано на Фиг. 2, подвесной элемент 31 обеспечен движущимся по рельсу элементом 33 и цилиндром 34 на кронштейне 31а.
[0023] Движущийся по рельсу элемент 33 включает в себя блок 33а сцепления, сцепляющийся с цепным конвейером 21b, и движущийся блок 33с, обеспеченный роликами 33, способными двигаться по корпусу 21с рельса, отмеченному выше. Цилиндр 34 прикреплен к кронштейну 31а, и элемент 34а штока, который вытягивается и втягивается посредством работы цилиндра 34, подвешен под кронштейном 31а и имеет опорный корпус 34b на его нижнем конце. В связи с этим опорный корпус 34b перемещается вертикально посредством работы цилиндра 34.
[0024] Как показано на Фиг. 4, множество выступов 35 обеспечены на нижнем участке опорного корпуса 34b в вертикальном направлении (в примере чертежа в четырех местах). Стальной лист K фиксируется с выступами 35 и поддерживается между опорными корпусами 34b и 34b подвесных элементов 31 и 32. То есть элементы Ka и Kb удлинения, которые не имеют никакого отношения к исходному изделию, т.е. являются ненужными участками, которые становятся ненужными после формования, были образованы на обоих концах стального листа K заранее, и фиксирующий участок 36, подлежащий фиксации с выступом 35 опорного корпуса 34b, образован в элементах Ka и Kb удлинения; и путем фиксации фиксирующего участка 36 с выступом 35 стальной лист K фиксируется с выступами 35 и поддерживается между опорными корпусами 34b и 34b подвесных элементов 31 и 32.
[0025] В примере варианта осуществления элементы Ka и Kb удлинения имеют T-образную конфигурацию, и их внутренняя сторона имеет выемки для образования фиксирующих участков 36; но вместо этого, как показано на Фиг. 5, стальной лист K может поддерживаться между опорными корпусами 34b и 34b подвесных элементов 31 и 32 таким образом, что отверстие 37 образуется в элементе Ka удлинения, продолжающемся от конца стального листа K в горизонтальном направлении, и выступ 35 опорного корпуса 34b вставляется в отверстие 37.
[0026] Вместо, таким образом, поддержания стального листа K путем подвешивания стального листа K между опорными корпусами 34b и 34b подвесных элементов 31 и 32 с использованием элементов Ka и Kb удлинения, например, в подвесных элементах 31 и 32 может быть обеспечен зажимной механизм (не показан), который зажимает элементы Ka и Kb удлинения и, таким образом, элементы Ka и Kb удлинения могут быть зажаты для неподвижной поддержки стального листа K в вертикальном направлении.
[0027] Как показано пунктирной линией на Фиг. 3, механизм 39 приложения натяжения, который включает в себя цилиндр 38 и штоки 38а и 38а, выступающие на обеих сторонах, может быть обеспечен между, например, элементами 34a и 34a штоков двух подвесных элементов 31 и 32. Путем приведения в действие цилиндра 38 механизма 39 приложения натяжения штоки 38а вытягиваются и втягиваются, чтобы позволять расстоянию между подвесными элементами 31 и 32 становиться шире; тем самым может быть приложено натяжение к стальному листу K, поддерживаемому между опорными корпусами 34b и 34b подвесных элементов 31 и 32.
[0028] Со ссылкой на Фиг. 1 снова для описания, устройство 1 нагрева стального листа включает в себя, как отмечено выше, рельсовую направляющую 21 вперед и рельсовую направляющую 22 назад, обеспеченную параллельно рельсовой направляющей 21 вперед, и рельсовая направляющая 22 назад имеет такую же конфигурацию, что и рельсовая направляющая 21 вперед.
[0029] В варианте осуществления, который описан выше, путь 24а перемещения опорного элемента и путь 24b перемещения опорного элемента продолжаются между концами рельсовой направляющей 21 вперед и рельсовой направляющей 22 назад, и подвесные элементы 31 и 32 опорного элемента 30, который был расположен на стороне рельсовой направляющей 22 назад, могут перемещаться в сторону рельсовой направляющей 21 вперед, то есть в сторону входа 10а нагревательной печи 10, по пути 24b перемещения опорного элемента. Более того, подвесные элементы 31 и 32 опорного элемента 30, который был расположен на стороне рельсовой направляющей 21 вперед, т.е. на стороне 10b выхода нагревательной печи 10, могут перемещаться в сторону рельсовой направляющей 22 назад по пути 24а перемещения опорного элемента. Для подвесных элементов 31 и 32, подлежащих вставке в печь, используется теплостойкая сталь или т.п. со свойствами высокой теплостойкости и термического удара; и подвесные элементы 31 и 32 могут быть защищены посредством теплоизоляционного материала, который обычно следует рассматривать в качестве средств защиты оборудования печи, и могут быть обеспечены путем потока внутри и использовать средства охлаждения на основе охлаждающей среды, такой как охлаждающая вода или воздух.
[0030] В варианте осуществления механизм 40 отрезания, который отрезает элементы Ka и Kb удлинения стального листа K, который подвергся нагреву посредством нагревательной печи 10 и расположен на стороне 10b выхода нагревательной печи 10, будучи поддерживаемым подвесными элементами 31 и 32 опорного элемента 30, обеспечен на стороне 10b выхода нагревательной печи 10.
[0031] Механизм 40 отрезания включает в себя пару устройств 41 и 42 отрезания. Устройства 41 и 42 отрезания имеют одинаковую конструкцию; например, подробное описание устройства 42 отрезания представлено ниже: устройство 42 отрезания включает в себя основание 43 и отрезающие элементы 44 и 45, обеспеченные перпендикулярно основанию 43 и обращенные друг к другу. Отрезающие элементы 44 и 45 перемещаются вдоль основания 43 посредством приводного механизма (не показан) и могут свободно приближаться друг к другу и отодвигаться друг от друга. Лезвия 44а и 45а обеспечены на обращенных друг к другу сторонах поверхностей отрезающих элементов 44 и 45 соответственно. В связи с этим посредством отрезающих элементов 44 и 45, приближающихся друг к другу, посредством их лезвий 44а и 45а могут отрезаться элементы Ka и Kb удлинения стального листа K, поддерживаемого между подвесными элементами 31 и 32.
[0032] Транспортировочный робот 50, включающий в себя шарнирную руку, которая удерживает стальной лист K, поддерживаемый подвесными элементами 31 и 32 опорного элемента 30, может быть размещен на стороне 10b выхода нагревательной печи 10. Транспортировочный робот 50 имеет функцию включения или выключения двух патронов 52 и 52 зажимного типа посредством операции вращательного перемещения рукоятки 51. Транспортировочный робот 50 включает в себя механизм перемещения (не показан), который может свободно перемещаться из положения на стороне 10b выхода нагревательной печи 10 и может транспортировать удерживаемый стальной лист в устройство формования горячим прессованием, описанное далее.
[0033] Устройство 1 нагрева стального листа согласно варианту осуществления выполнено вышеуказанным образом; далее описан способ нагрева стального листа с использованием устройства 1 нагрева стального листа.
[0034] Во-первых, стальной лист K, подлежащий формованию путем формования горячим прессованием, поддерживают на подвесных элементах 31 и 32 опорного элемента 30, расположенного на стороне рельсовой направляющей 21 вперед, на стороне входа 10а нагревательной печи 10. Далее прикладывают натяжение к поддерживаемому стальному листу в горизонтальном направлении посредством механизма 39 приложения натяжения, показанного на Фиг. 3.
[0035] В этом состоянии приводной механизм рельсовой направляющей 21 вперед приводят в действие для приведения в движение цепного конвейера 21b, и тем самым подвесные элементы 31 и 32 опорного элемента 30, поддерживающего стальной лист K, перемещают в нагревательную печь 10; и стальной лист K нагревают до заданной температуры, например 700°С-1000°С, посредством нагревателей 15 в нагревательной печи 10. В это время цилиндры 34 подвесных элементов 31 и 32 могут приводить в действие для вытягивания и втягивания элементов 34а штоков и, таким образом, стальной лист K, поддерживаемый на подвесных элементах 31 и 32, могут перемещать в вертикальном направлении.
[0036] После нагрева стального листа K до заданной температуры цепной конвейер 21b рельсовой направляющей 21 вперед приводят в движение и, таким образом, подвесные элементы 31 и 32 опорного элемента 30, поддерживающего стальной лист K, выводят из нагревательной печи 10 и перемещают в пространство на стороне 10b выхода нагревательной печи 10. Стальной лист K могут нагревать в нагревательной печи 10 при постоянной транспортировке или могут нагревать в состоянии неподвижности в нагревательной печи 10.
[0037] После остановки подвесных элементов 31 и 32 опорного элемента 30, поддерживающего стальной лист K, в заданном положении в пространстве на стороне 10b выхода нагревательной печи 10, транспортировочный робот 50 подводят близко к стальному листу K, и стальной лист K удерживают посредством патронов 52 и 52. После этого ослабляют натяжение, прикладываемое к стальному листу K механизмом 39 приложения натяжения; и приводят в действие устройства 41 и 42 отрезания, и элементы Ka и Kb удлинения стального листа K, поддерживаемого между подвесными элементами 31 и 32, отрезают посредством отрезающих элементов 44 и 45. Таким образом, транспортировочный робот 50 входит в состояние поддержки стального листа K, от которого были удалены элементы Ka и Kb удлинения, которые представляют собой ненужные участки после формования.
[0038] После этого, как показано на Фиг. 6, в то время, как стальной лист K удерживают посредством патронов 52 и 52, стальной лист K транспортируют посредством шарнирной руки 53 транспортировочного робота 50 к нижней форме 63 стадии 62 формования и быстрого охлаждения устройства 60 формования горячим прессованием, причем этот этап выполняет формование прессованием и обработку быстрым охлаждением. Далее после установки стального листа K в заданном положении выполняют заданное формование прессованием путем прессования верхней формы 64 и обработку быстрым охлаждением на стальном листе K, и стальной лист K преобразуют в заданное изделие.
[0039] Таким образом, посредством варианта осуществления настоящего изобретения, стальной лист K вводится в и нагревается посредством нагревательной печи 10, включающей в себя нагреватели 15 на поверхностях корпусов 12 и 13 боковых стенок, в состоянии, в котором стальной лист K неподвижно поддерживается в вертикальном направлении посредством элементов Ka и Kb удлинения, которые представляют собой ненужные участки, которые становятся ненужными после формования прессованием, посредством подвесных элементов 31 и 32 опорного элемента 30; в связи с этим, по сравнению с традиционной системой, в которой стальной лист нагревается, будучи поддерживаемым в горизонтальном состоянии роликами, во-первых, стальной лист K может нагреваться более равномерно, чем раньше, без изгибания стального листа K. Более того, так как отсутствует экран между нагревателем 15 и стальным листом K, тепло от нагревателя 15 может передаваться стальному листу K с хорошей эффективностью, и эффективность излучения является хорошей, и возможен более быстрый нагрев, чем раньше. В дополнение, так как во время, отличное от нагрева, отсутствует необходимость запускать перемещение опорного элемента 30, энергоэффективность является более хорошей, чем раньше. В дополнение, так как ролики не используются, отсутствует возможность остановки из-за повреждения роликов.
[0040] Более того, в варианте осуществления, описанном выше, так как опорный корпус 34b, поддерживающий стальной лист K, может перемещаться вертикально путем приведения в действие цилиндра 34 опорного элемента 30, может уменьшаться неравномерность нагрева путем приведения в действие цилиндра 34 для перемещения стального листа K в вертикальном направлении, пока стальной лист K располагается в нагревательной печи 10, и тем самым может выполняться более равномерный нагрев. В связи с этим также может быть предотвращена неравномерность нагрева в вертикальном направлении из-за расположения нагревателей 15 и изменения характеристик теплоотдачи.
[0041] Более того, в варианте осуществления, описанном выше, так как стальной лист K, подлежащий нагреванию, неподвижно поддерживается в вертикальном направлении посредством элементов Ka и Kb удлинения посредством подвесных элементов 31 и 32 опорного элемента 30 и, в частности, неподвижно поддерживается в двух местах обоих концов, стальной лист K не изгибается, даже когда стальной лист K имеет форму, длинную в горизонтальном направлении. Более того, так как натяжение прикладывается к стальному листу K, подлежащему нагреву, в горизонтальном направлении посредством механизма 39 приложения натяжения, может быть уменьшена деформация из-за уменьшения жесткости и термического расширения стального листа K во время нагрева.
[0042] Более того, так как элементы Ka и Kb удлинения стального листа K, используемые, когда стальной лист K неподвижно поддерживается в вертикальном направлении, представляют собой ненужные участки, которые становятся ненужными после формования прессованием, сам стальной лист K в целом может равномерно нагреваться. Более того, в случае, когда стальной лист K представляет собой стальной лист с покрытием, даже когда он нагревается в диапазоне температуры плавления, отсутствует проблема в том, что расплавленный материал покрытия будет снова прилипать к стальному листу K.
[0043] В варианте осуществления, описанном выше, так как элементы Ka и Kb удлинения сразу после нагрева отрезаются и удаляются в устройстве 1 нагрева стального листа посредством механизма 40 отрезания, установленного в устройстве 1 нагрева стального листа, элементы Ka и Kb удлинения, которые представляют собой ненужные участки, могут удаляться в состоянии высокой температуры и низкой прочности, и отсутствует воздействие на форму, качество и характеристику изделия после формования. Элементы Ka и Kb удлинения, оставшиеся на подвесных элементах 31 и 32 опорного элемента 30 после отрезания, могут собираться в ящик для сбора или т.п. посредством лотка (не показан) или т.п. В случае, когда пресс-форма может быть обеспечена механизмом отрезания, элементы Ka и Kb удлинения могут отрезаться и удаляться одновременно с прессованием в устройстве 60 формования горячим прессованием.
[0044] Подвесные элементы 31 и 32 опорного элемента 30, после транспортировки стального листа K посредством транспортировочного робота 50 вышеуказанным образом, могут перемещаться в сторону рельсовой направляющей 22 назад по пути 24а перемещения опорного элемента и далее перемещаться в сторону входа 10а нагревательной печи 10 по пути 24b перемещения опорного элемента, и стальной лист K, подлежащий обработке следующим, может устанавливаться на подвесных элементах 31 и 32 опорного элемента 30 снова в заданном положении на стороне входа 10а нагревательной печи 10.
[0045] Как ясно из Фиг. 1, устройство 1 нагрева стального листа использует нагревательную печь 10, которая нагревает стальной лист K в вертикальном состоянии с обеих сторон, и рельсовая направляющая 21 вперед и рельсовая направляющая 22 назад устройства 20 транспортировки установлены над нагревательной печью 10. В связи с этим занимаемая производственная площадь намного меньше, чем занимаемая производственная площадь традиционной нагревательной печи с горизонтальной поддержкой, и, таким образом, большое число устройств 1 нагрева стального листа может быть размещено рядом. В связи с этим производительность является очень хорошей при работе с такой же производственной площадью.
[0046] Более того, в варианте осуществления, описанном выше, перемещение подвесных элементов 31 и 32 опорного элемента 30 основано на цепном конвейере 21b, установленном в рельсовой направляющей 21 вперед и рельсовой направляющей 22 назад, и возможно расположение, в котором приводной механизм установлен снаружи нагревательной печи 10, и рельсовая направляющая 21 вперед не принимает тепло излучения непосредственно из отверстия нагревательной печи, как показано на Фиг. 2; таким образом, термическое воздействие от нагревательной печи 10 на приводную систему может быть уменьшено до минимума. При обеспечении при необходимости теплового экрана сам опорный элемент 30 может быть оборудован автономным приводным механизмом, как само собой разумеющееся.
[0047] Предпочтительный вариант осуществления (предпочтительные варианты осуществления) настоящего раскрытия был описан (были описаны) выше со ссылкой на сопровождающие чертежи, при этом настоящее раскрытие не ограничено вышеуказанными примерами. Специалист в области техники может обнаружить различные изменения и преобразования в рамках объема приложенной формулы изобретения, и следует понимать, что они будут, разумеется, подпадать под технический объем настоящего изобретения.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0048] Настоящее изобретение пригодно для нагрева стального листа до формования стального листа путем формования горячим прессованием.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
[0049] 1 устройство нагрева стального листа
10 нагревательная печь
10а вход
10b выход
11 основание
12, 13 корпус боковой стенки
14 путь транспортировки
15 нагреватель
20 устройство транспортировки
21 рельсовая направляющая вперед
21а блок основного корпуса
21b цепной конвейер
21с корпус рельса
22 рельсовая направляющая назад
23 опорная стойка
24a, 24b путь перемещения опорного элемента
25, 26 шестерня-звездочка
27 вал
28 приводной источник
30 опорный элемент
31, 32 подвесной элемент
31а кронштейн
33 элемент движения по рельсу
33a блок сцепления
33b ролик
33c движущийся блок
34 цилиндр
34а элемент штока
34b опорный корпус
35 выступ
36 фиксирующий участок
37 отверстие
38 цилиндр
38a шток
39 механизм приложения натяжения
40 механизм отрезания
41, 42 устройство отрезания
43 основание
44, 45 отрезающий элемент
44a, 45a лезвие
50 транспортировочный робот
51 рукоятка
52 патрон
53 шарнирная рука
60 устройство формования горячим прессованием
62 стадия формования и быстрого охлаждения
63 нижняя форма
64 верхняя форма
K стальной лист
Ka, Kb элемент удлинения
Изобретение относится к обработке металлов давлением, в частности к нагреву стального листа перед горячим прессованием. Неподвижно поддерживаемый в вертикальном положении посредством опорного элемента за ненужные для горячего прессования участки стальной лист вводят в нагревательную печь с нагревателем. Затем его нагревают при заданной температуре. После нагрева и выведения стального листа из нагревательной печи отрезают и удаляют ненужный для формования горячим прессованием участок. При этом печь для нагрева стального листа в вертикальном положении содержит опорный элемент для неподвижного поддерживания ненужного участка стального листа в вертикальном положении и механизма его перемещения в виде рельса. Расширяются технологические возможности способа нагрева и уменьшается неравномерность нагрева стального листа. 2 н. и 4 з.п. ф-лы, 6 ил. 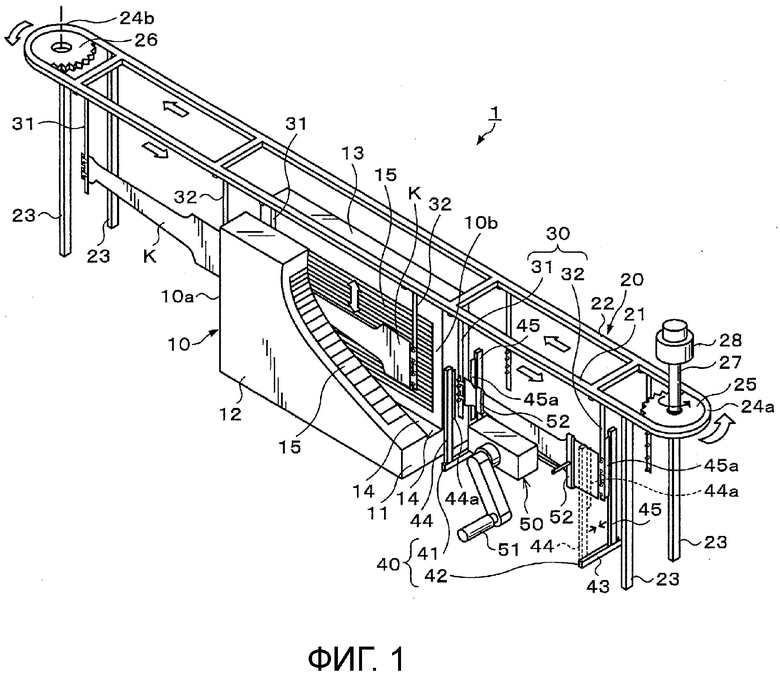
1. Способ нагрева стального листа, подлежащего прессованию, до его формования горячим прессованием, включающий этапы, на которых
в нагревательную печь, содержащую на ее внутренней поверхности нагреватель, вводят стальной лист, который неподвижно поддерживают в вертикальном направлении посредством опорного элемента в двух местах его обоих концов и его ненужного участка, который становится ненужным после формования, и
выполняют нагрев при заданной температуре в нагревательной печи, затем выводят стальной лист из нагревательной печи и после этого удаляют упомянутый ненужный участок,
при этом прикладывают натяжение к неподвижно поддерживаемому стальному листу в горизонтальном направлении.
2. Способ по п. 1,
при котором стальной лист перемещают в вертикальном направлении в нагревательной печи.
3. Устройство для нагрева стального листа, подлежащего прессованию до его формования горячим прессованием, содержащее:
нагревательную печь, выполненную с возможностью размещения стального листа в вертикальном состоянии,
устройство транспортировки стального листа, выполненное с возможностью его прохождения по пути транспортировки нагревательной печи в состоянии неподвижной поддержки в вертикальном направлении опорным элементом в двух местах обоих концов стального листа, и
механизм для приложения натяжения к неподвижно поддерживаемому стальному листу в горизонтальном направлении,
при этом нагревательная печь содержит путь транспортировки стального листа, образованный между боковыми стенками, обращенными друг к другу, и нагреватель для нагрева стального листа, выполненный на по меньшей мере одной поверхности боковых стенок, причем устройство транспортировки содержит опорный элемент для неподвижного поддержания ненужного участка стального листа, который становится ненужным после формования, и механизм перемещения для перемещения опорного элемента по рельсу, расположенному над ближней стороной от входа до дальней стороны над выходом нагревательной печи.
4. Устройство по п. 3, которое дополнительно содержит вертикальный приводной механизм для перемещения опорного элемента в вертикальном направлении.
5. Устройство по п. 3, которое дополнительно содержит механизм отрезания для отрезания ненужного участка на дальней стороне выхода нагревательной печи.
6. Устройство по п. 4, которое дополнительно содержит механизм отрезания для отрезания ненужного участка на дальней стороне выхода нагревательной печи.
| СТАЛЬНОЙ ЛИСТ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ СТАЛЬНОГО ЛИСТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 2009 |
|
RU2466210C2 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1212677A1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ПОЛЫХ ИЗДЕЛИЙ | 2004 |
|
RU2262408C1 |

