Ч1зобретение относится к машиностроению и может быть использовано для автоматизированного изготовления деталей типа стаканов со сферическим дном.
Цель изобретения - повышение производительности и упрощение конструкции устройства.
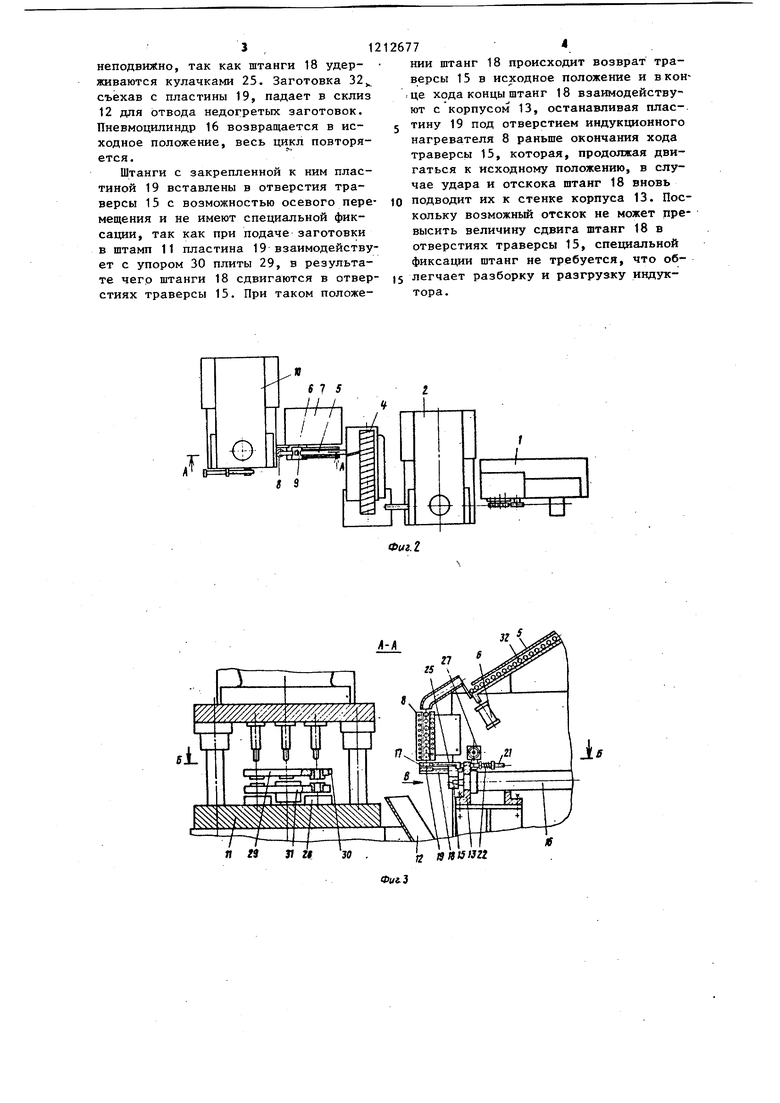
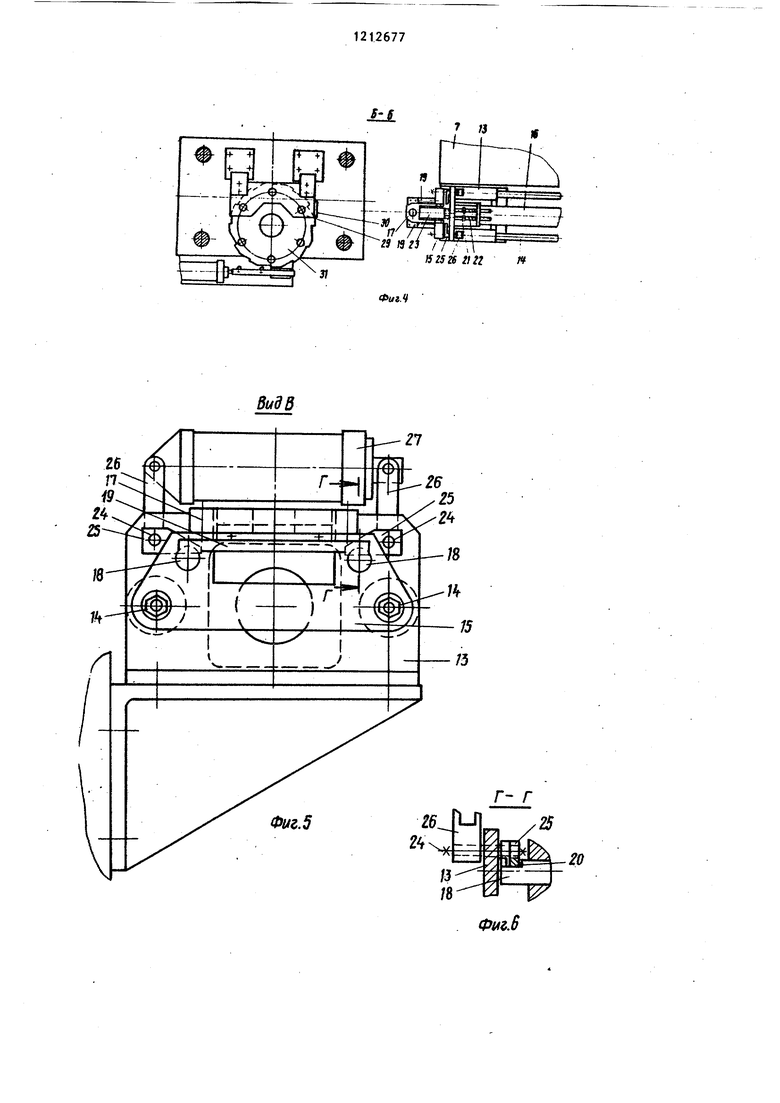
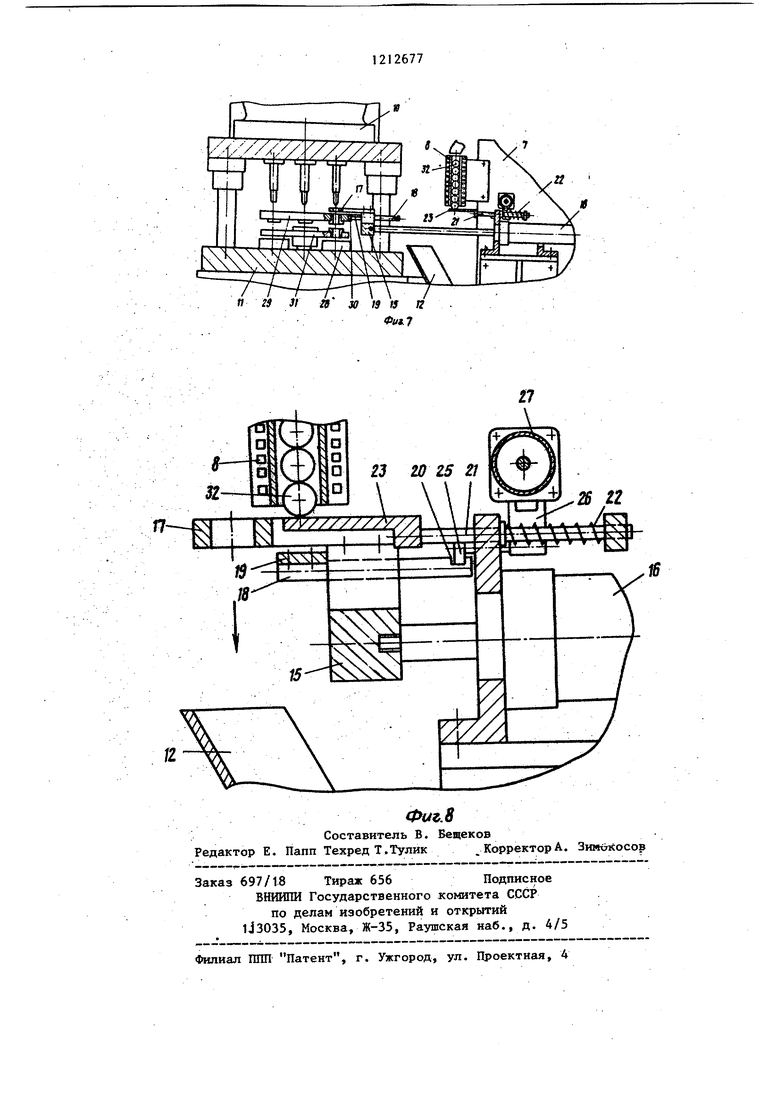
На фиг. 1 представлена линия общий ;вид; на фиг. 2 -.то же, вид сверху; на фиг 3 - разрез на фиг. 2; на фиг, 4 - разрез В-Б на фиг. 3; на фиг. 5 .- вид В на фиг. 3 (индуктор не показан); «а фиг. 6 - разрез Г-Г на фиг. 5; на фиг. 7-1фодольный разрез участка линии в момент подачи заготовки в штамп; на фиг. 8 - то же, в момент сброса недогретой заготовки.
Автоматическая линия для горячей штамповки состоит из механизма 1 для подачи прутка в виде правильно-задаю щего пресса 2 с комбинированным штампом 3, элеваторного загрузчика 4, наклонного лотка 5, пневмоцшшндра 6 для вьщачи заготовок, нагревательной установки 7 с вертикальным ивдукда- онным нагревателем 8, механизма 9 подачи, пресса 10 с многопозиционньач nrrahnioM t1, склиза 12.
Механизм 9 подачи состоит из корпуса 13,в котором перемецаются штанги 14 с траверсой 15, приводимые в движение пневмощишндром 16. На траверсе закреплен захват 17. В траверсе имеются подвижные штанги 18, к которым с одного конца крепится пластина 19, а на другом конце имеются поперечные пазы 20. В лицеэую стенку корпуса 13 вставлены штанги 21, поджимаемые пружинами 22. К штангам 21 крепится заслонка 23. В лицевую стенку корпуса 13 вставлены также оси 24, на одном конце которых закреплены кулачки 25, а на другом - рычаги 26, поворачи- ваеквле пневмоцилиндром 27.
Штамп 11 imeeT матрицы 28, плиту- съемник 29, на которой крепится упор 30.и механизм переноса з 1готовок 32 вьвтолненный в виде поворотного дис- ка 31.
Линия работает следующим образом.
Пруток в бунте заП1 а8ляется в правильно-задающей устройство, которое подает его в комбинированный штамп 3, установленный яа прессе 2, где происходит за один ход пресса на первой позиции штампа отрезка прзпгка а на второй - высадка шаровых загото1212677
вок, которые скатываются в бункер элеваторного загрузчика 4, который поднимает заготовки 32 и подает их в наклонный лоток 5, откуда пневмо- цилиндр 6 производит их загрузку в индукционный нагреватель 8, при этом механизм 9 подачи находится в исходном положении, при котором захват 17, сдвинув подпружиненную заслонку 23,
находится под отверстием индукционного нагревателя 8, а пластина 19 находится под отверстием захвата. Рычаги 26 разведены цилиндром 27 и кулачки 25 выведены из пазов 20
штанг 18. Заготовки 32, находя. в индукционном нагревателе 8, удерживаются пластиной 19, а также нагретая до ковочной температуры заготовка находится в отверстии захвата
17. Дпя подачи заготовки в штамп пневмоцилиндр 16 перемещает траверсу 15 с захватом 17 штангами 18 и пластиной 19. При этом захват перестает сдерживать подпружиненную заслонку 2
она сдвигается под действием пружин 22, перекрывая отверстие индукционного нагревателя 8 , и удерживает находяар1еся в нем заготовки. Когда захват 17 подходит к штампу 11, пластина 19 доходит до упора 30 и останавливается, штанги .18 проскальзывают в траверсе 15 и заготовка 32 передвигается захватом 17 по плите 29 до позиции штамповки и проваливается в матрицу 28. При обр1атном ходе пнев моцилиндра 16 траверса 15 с захватом 17 и сдвинутой пластиной 19 возвращаются в исходное положение, при этом в конце обратного хода штанги 18 упираются в стенку корпуса 13 и пластина
19 останавливается против отверстия индуктора, а захват 17 упирается в заслонку 23 и сдвигает ее. Очередная нагретая заготовка 32 западает в отверстие захвата 17. Пресс 10 совершает рабочий ход, после чего поковка удерживается над поверхностью матри- щд 28 выталкивателекг (не показан) и гфи повороте диска 31 переносится на следующую позицию.
Если заготовка 32, попавшая в отверстие захвата 17, оказывается недогретой, пневмоцилиндр 27 сдвигает рычаги 26, поворачивая тем оси 24 с кулачками 25, которые заходят в
пазы 20штанг 18. Теперь при рабочем ходе йневмоцилиндра 16 движется траверса 15 с захватом 17 и недогретой заготовкой 32, а пластина 19 стсдат
неподвижно, так как штанги 18 удер- живаются кулачками 25. Заготовка 32 съехав с пластины 19, падает в склиз 12 для отвода недогретых заготовок. Пневмоцилиндр 16 возвращается в исходное положение, весь повторяется.
Штанги с закрепленной к ним пластиной 19 вставлены в отверстия траверсы 15 с возможностью осевого перемещения и не имеют специальной фиксации, так как при подаче заготовки в штамп 11 пластина 19 взаимодействует с упором 30 плиты 29, в результате чего штанги 18 сдвигаются в отверстиях траверсы 15. При таком положе
НИИ штанг 18 происходит возврат траверсы 15 в исходное положение и в кон- це хода концы штанг 18 взаимодействуют с корпусом 13, останавливая пластину 19 под отверстием индукционного нагревателя 8 раньше окончания хода траверсы 15, которая, продолжая двигаться к исходному положению, в случае удара и отскока штанг 18 вновь подводит их к стенке корпуса 13. Поскольку возможный отскок не может превысить величину сдвига штанг 18 в отверстиях траверсы 15, специальной фиксации штанг не требуется, что облегчает разборку и разгрузку индуктора.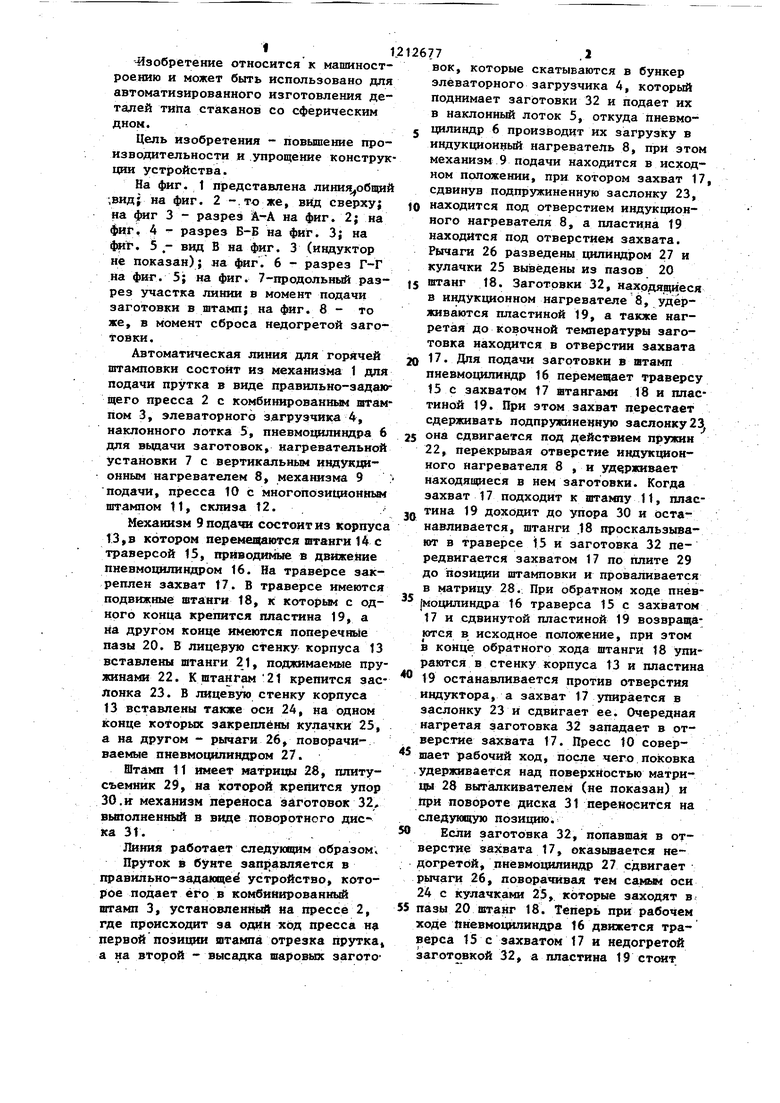
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для развальцовки втулок | 1990 |
|
SU1782691A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |
| Автоматическая линия для резки пруткового материала | 1987 |
|
SU1530309A1 |
| Автоматическая линия для изготовления деталей типа стержней | 1981 |
|
SU1016010A1 |
| Автоматическая линия горячей штамповки | 1986 |
|
SU1424933A1 |
| Устройство для подачи в штамп штучных заготовок | 1979 |
|
SU1202683A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| Автоматическая линия горячей штамповки | 1987 |
|
SU1505660A1 |
| Автоматическая линия для произведения заготовок колец крупногабаритных подшипников | 1971 |
|
SU374912A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |

п гз
W .а аяч Угг
Фиг.3
.l
7 Я
az5№ iin т
П
Ф1АЪ.В
-Ш
.5
Составитель В. Вещеков Редактор Е. Папп Техред Т,Тулик Корректор А.
Заказ 697/18 Тираж 656 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 1J3035, Москва, Ж-35, Раушская наб., д. 4/5
-
Филиал ШШ Патент, г. Ужгород, ул. Проектнаш, 4
| Трофимов И.Д. | |||
| и др | |||
| Автоматы и автоматические линии для горячей объемной штамповки | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Соломорезка | 1918 |
|
SU157A1 |
