Изобретение относится к способам управления станками и может быть использовано во всех мехатронных устройствах независимо от типа привода, в том числе и в одноприводных устройствах с разветвленной системой управляемых координат.
Известен способ управления токарным станком с механическими регуляторами перемещения с помощью кулачков, например в токарно-револьверных станках, многошпиндельных токарных автоматах и полуавтоматах [Справочник металлиста. – М.: Машиностроение, 1978, том 5, с. 431-453].
Недостатком такого способа является малая гибкость, связанная с трудоёмкостью изготовления управляющих кулачков под каждую новую деталь. Кроме того, такие системы достаточно дороги, так как для изготовления управляющих кулачков требуется специальное оборудование.
Частично указанного недостатка лишен способ управления станками с помощью способа копирования с использованием систем слежения при перемещении щупа по листовому механическому копиру, повторяющего контур изготовляемой детали [Справочник металлиста. – М.: Машиностроение, 1978, том 5, с. 431-453].
Недостатком такого способа является низкая точность и трудоёмкость, а иногда и невозможность изготовления сложнопрофильных деталей, напрямую зависящие от точности изготовления самих копиров и доступности следящего щупа до некоторых поверхностей, например мелких канавок, переходов с малыми радиусами кривизны и другое.
Частично указанного недостатка лишен способ, включающий формирование и передачу управляющих команд от цифровой системы управления на шаговые двигатели станка [Патент RU 2245774, МПК B23 Q15/007, 2005 г.].
Недостатком такого способа является его узкая специализация с точки зрения привязки именно к шаговым двигателям, высокая стоимость самих шаговых двигателей.
Частичного указанного недостатка лишен способ автоматического управления копировальным токарным станком с разветвленной системой управляемых координат, являющийся прототипом, в котором профиль обрабатываемой детали представляется цифровой моделью в виде координат большого числа элементарных отрезков и вносится в память УЧПУ, затем в процессе обработки определяются отклонения реального положения рабочего органа станка от исходного теоретического профиля и, в зависимости от величины отклонения, направления подачи и угла наклона текущего элементарного отрезка профиля формируются управляющие сигналы, поступающие на электромагнитные муфты следящей подачи, и, тем самым, обеспечивают автоматическое слежение траектории движения рабочего органа за положением линии каждого элементарного отрезка [Патент RU 2543020, МПК B23 Q15/007, 2014 г.].
Недостатком такого способа является невысокое качество обработанной поверхности и неточное воспроизведение геометрии детали.
Задачей, на решение которой направлено изобретение, является повышение качества обработанной поверхности и геометрической точности детали.
Это достигается тем, что управляющие сигналы, поступающие на электромагнитную муфту (ЭМ) следящей подачи (СП), переводятся в частотно-импульсный режим (ЧИР) особой структуры, позволяющей более точно управлять скоростью подачи режущего инструмента.
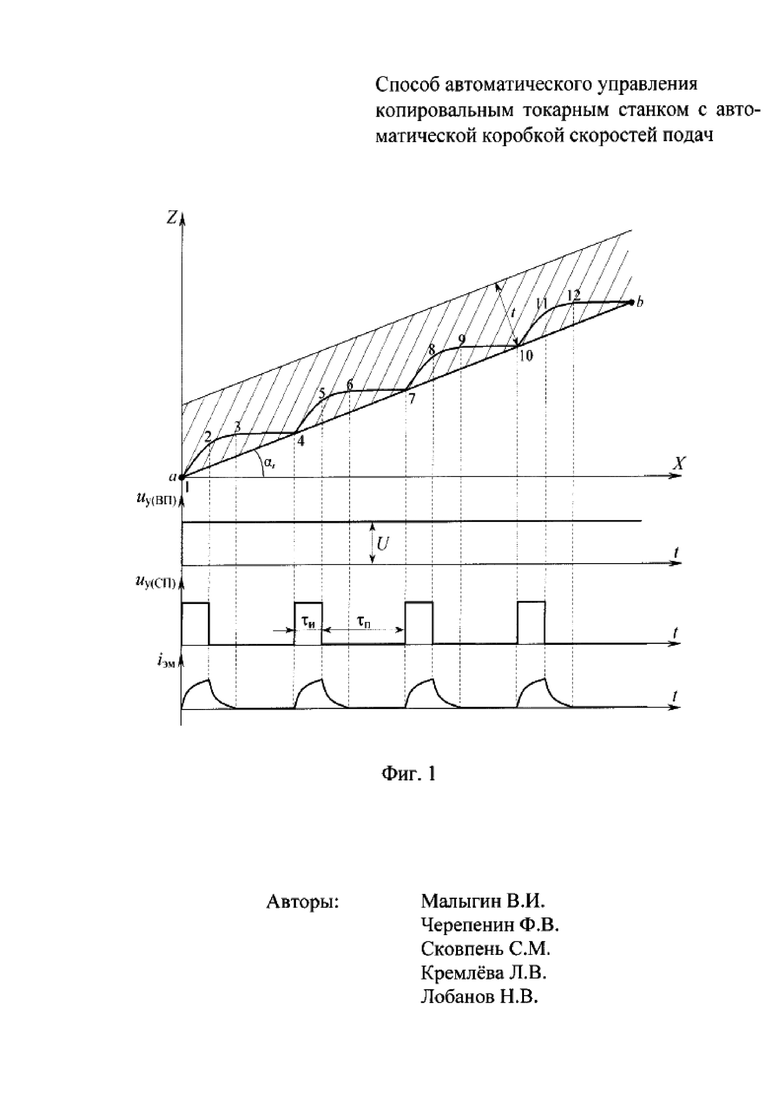
Суть предложенного способа поясняется фиг. 1 и заключается в следующем. На ЭМ СП по оси OZ подаются импульсы напряжения uу(СП) с постоянной минимальной длительностью τи = const, которая определяется экспериментально с учётом особенностей динамики работы механической системы станка, ЭМ и технического состояния приводов. Длительность τи выбирается такой, чтобы за время действия этого импульса режущая кромка резца успела сместиться на некоторое расстояние от теоретического профиля обрабатываемой поверхности (точки 2, 5, 8, 11 и т.д.). При этом ток в ЭМ iэм не успевает возрасти до максимального значения. После чего ЭМ СП отключается с одновременным включением тормозной муфты и после небольшого дополнительного перемещения (интервалы между точками 2-3, 5-6, 8-9, 11-12) движение резца вдоль оси OZ (в направлении следящей подачи) прекращается. При этом напряжение uу(ВП) на ЭМ ведущей подачи (ВП) остается постоянным и резец продолжает движение с постоянной скоростью Sз по горизонтали (ось OX) до точки пересечения резца с теоретическим профилем обрабатываемой поверхности (точки 4, 7, 10 и т.д.). В момент этого пересечения ЭМ СП на короткое время τи вновь включается, осуществляется очередной возврат с повторением цикла (перемещение резца вдоль оси OZ, а затем в отключенном режиме ЭМ СП остановка движения резца вдоль оси OZ) до перемещения резца в конечную точку b обрабатываемого профиля.
Для перемещения резца используются только участок разгона и участок выбега (торможения) при движении по оси OZ, что делает траекторию движения резца сглаженной и улучшает качество обработанной поверхности за счёт снижения шероховатости. Величина интервалов времени τп, когда включена только ВП, на каждом такте не остается постоянной и зависит от многих факторов (величины подачи Sз, угла наклона теоретического отрезка αi, постоянной времени электромагнитной муфты τэм и т.д.). Однако учитывать их нет необходимости, так как момент начала очередного такта строго синхронизирован с моментом касания режущей кромки резца с теоретическим профилем обрабатываемой поверхности (точки 1, 4, 7, 10 и т.д.). С этой точки зрения данный способ является адаптивным. При этом за счёт изменения интервала τп автоматически меняется частота следования импульсов управления СП 
Средняя скорость СП Sср определяется суммарной длительностью перемещения по этой оси и рассчитывается по формуле:

где n – число включений СП в процессе движения резца от начальной (точка a) до конечной точки b обрабатываемого профиля.
По своей эффективности система слежения за линией отрезка с использованием ЧИР регулятора средней скорости СП приближается к системам управления электроприводами с линейными интерполяторами.
Устройство, реализующее предлагаемый способ, представлено на фиг. 2 и включает: главный электропривод – 1; автоматическую коробку скоростей подач и управления осями – 2; блок электромагнитных муфт 3 ступенчатого изменения скоростей подач; блок электромагнитных муфт 4 управления горизонтальной осью ОX; блок электромагнитных муфт 5 для управления движением подачи вдоль вертикальной оси OZ; цифровая система управления 6; перемещающийся вдоль оси OX суппорт 7; перемещающаяся вдоль оси OZ каретка 8, на которой в резцедержателе 9 крепится резец 10; 11 – датчик линейного перемещения суппорта по оси X; 12 – датчик линейного перемещения ползуна по оси Z; обрабатываемая деталь 13; планшайба 14.
Работа устройства, реализующего способ, осуществляется следующим образом. На планшайбу 14 устанавливается деталь 13, а в резцедержателе 9 закрепляется резец 10. После этого в цифровую систему управления 6 вводится цифровая модель обрабатываемой детали 13, запускается главный электропривод 1 и в соответствии с технологическим процессом обработки детали задаются скорость подачи Sз и глубина резания t. После подачи команды “ПУСК” в соответствии с управляющей программой начинается обработка по заданной программой траектории. При этом цифровая система управления генерирует сигналы, которые поступают в блоки электромагнитных муфт 4 и 5 управления осями X и Z, и резец 10 перемещается в соответствии с заданной программой. При этом информация с датчиков линейных перемещений 11 и 12 поступает в цифровую систему управления 6 и используется для расчётов и формирования управляющих сигналов.
Экспериментальная проверка предложенного способа управления производилась в ОАО “ЦС “Звездочка” на токарно-карусельном копировальном станке модели 1525, оборудованным УЧПУ NC-201M и преобразователями линейных перемещений ЛИР-8 с разрешающей способностью 1 мкм. Как показали экспериментальные исследования, предложенный способ управления даёт хорошие результаты, обеспечивает высокую точность и хорошее качество обработанной поверхности, а также расширяет функциональные возможности станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ КОПИРОВАЛЬНЫМ ТОКАРНЫМ СТАНКОМ С АВТОМАТИЧЕСКОЙ КОРОБКОЙ СКОРОСТЕЙ ПОДАЧ СТАНКА | 2013 |
|
RU2543020C2 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ КОПИРОВАЛЬНЫМ ТОКАРНЫМ СТАНКОМ | 2012 |
|
RU2504456C2 |
| Гидрокопировальное устройство | 1974 |
|
SU517398A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Система управления копированием | 1980 |
|
SU965726A1 |
| СПОСОБ ДИАГНОСТИКИ ЭЛЕМЕНТОВ ЗАМКНУТОЙ ДИНАМИЧЕСКОЙ СИСТЕМЫ ТОКАРНОГО СТАНКА | 1997 |
|
RU2146585C1 |
| Продольно-обрабатывающий станок | 1972 |
|
SU467812A1 |
| Способ токарной обработки вращающимся инструментом с прерывистой режущей кромкой со стружечными канавками | 1990 |
|
SU1773562A1 |
| Механизм автоматической нарезки резьбы к специальному токарно-резьбонарезному станку | 1983 |
|
SU1117160A2 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2009 |
|
RU2412785C1 |

Изобретение относится к области управления металлорежущими станками, в частности, с автоматической коробкой скоростей подач, содержащей электромагнитные и тормозные муфты ведущей подачи вдоль горизонтальной оси OX и следящей подачи вдоль вертикальной оси OZ. Способ включает задание теоретического профиля поверхности обрабатываемой детали, генерирование управляющих импульсов следящей подачи вдоль вертикальной оси OZ, поступающих на соответствующую электромагнитную муфту, и формирование постоянного напряжения управления ведущей подачи вдоль горизонтальной оси OX, также поступающего на соответствующую электромагнитную муфту, с осуществлением управляемого движения резца по поверхности обрабатываемой детали. Использование изобретения позволяет повысить качество обработанной поверхности и геометрическую точность детали. 2 ил.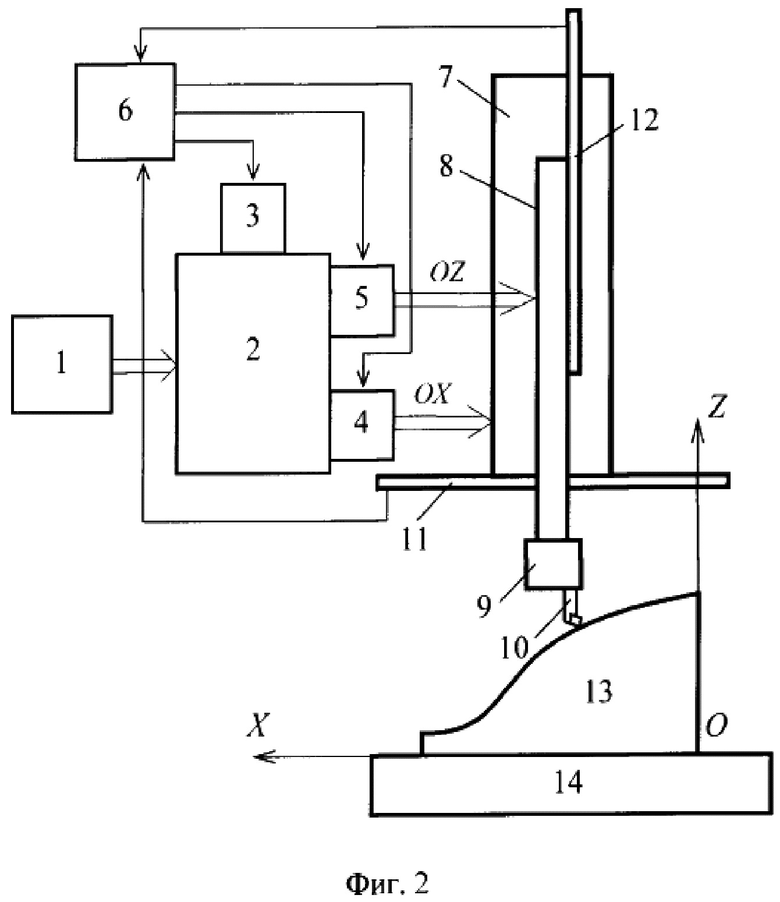
Способ автоматического управления копировальным токарным станком с автоматической коробкой скоростей подач, содержащей электромагнитные и тормозные муфты ведущей подачи вдоль горизонтальной оси OX и следящей подачи вдоль вертикальной оси OZ, включающий задание теоретического профиля поверхности обрабатываемой детали, генерирование управляющих импульсов следящей подачи вдоль вертикальной оси OZ, поступающих на упомянутую электромагнитную муфту следящей подачи, и формирование постоянного напряжения управления ведущей подачи вдоль горизонтальной оси OX, поступающего на упомянутую электромагнитную муфту ведущей подачи, с осуществлением управляемого движения резца по поверхности обрабатываемой детали, отличающийся тем, что управляемое движение резца осуществляют в виде повторяющихся циклов до перемещения резца в конечную точку поверхности обрабатываемой детали, причем каждый из упомянутых циклов включает в себя перемещение резца под действием постоянной ведущей подачи вдоль горизонтальной оси OX и следящей подачи вдоль вертикальной оси OZ посредством включения электромагнитной муфты следящей подачи с помощью управляющих импульсов постоянной длительности, перемещение резца под действием постоянной ведущей подачи вдоль горизонтальной оси OX и следящей подачи вдоль вертикальной оси OZ в режиме торможения при выключенной электромагнитной муфте следящей подачи и включенной тормозной муфте следящей подачи и перемещение резца под действием постоянной ведущей подачи вдоль горизонтальной оси OX при выключенной следящей подаче вдоль вертикальной оси OZ до точки пересечения траектории движения вершины резца с теоретическим профилем поверхности обрабатываемой детали, при этом длительность управляющих импульсов следящей подачи выбирают таким образом, чтобы за время действия одного импульса режущая кромка резца переместилась вдоль вертикальной оси OZ на расстояние, меньшее, чем значение координаты по оси OZ точки пересечения траектории движения вершины резца и теоретического профиля поверхности обрабатываемой детали, соответствующей началу следующего цикла управляемого движения резца.
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ КОПИРОВАЛЬНЫМ ТОКАРНЫМ СТАНКОМ С АВТОМАТИЧЕСКОЙ КОРОБКОЙ СКОРОСТЕЙ ПОДАЧ СТАНКА | 2013 |
|
RU2543020C2 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ КОПИРОВАЛЬНЫМ ТОКАРНЫМ СТАНКОМ | 2012 |
|
RU2504456C2 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 2002 |
|
RU2245774C2 |
| US 4814998 A, 21.03.1989 | |||
| US 4639172 A, 27.01.1987 | |||
| JPS 6279953 A, 13.04.1987. | |||

