(54) ПРОДОЛЬНО-ОБРАБАТЫБАЮЩИЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления столом шлифовального станка | 1983 |
|
SU1098771A1 |
| Система управления упругими перемещениями круглошлифовального станка | 1980 |
|
SU931437A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1959 |
|
SU126022A1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Копировальный станок | 1980 |
|
SU958078A1 |
| Резьбошлифовальный станок | 1986 |
|
SU1355451A1 |
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| Устройство для управления положением рабочих органов | 1984 |
|
SU1209434A1 |
| Зуборезный станок для обработки конических колес | 1962 |
|
SU244845A1 |
| Устройство для программного управления фигурным фацетированием | 1982 |
|
SU1073081A1 |
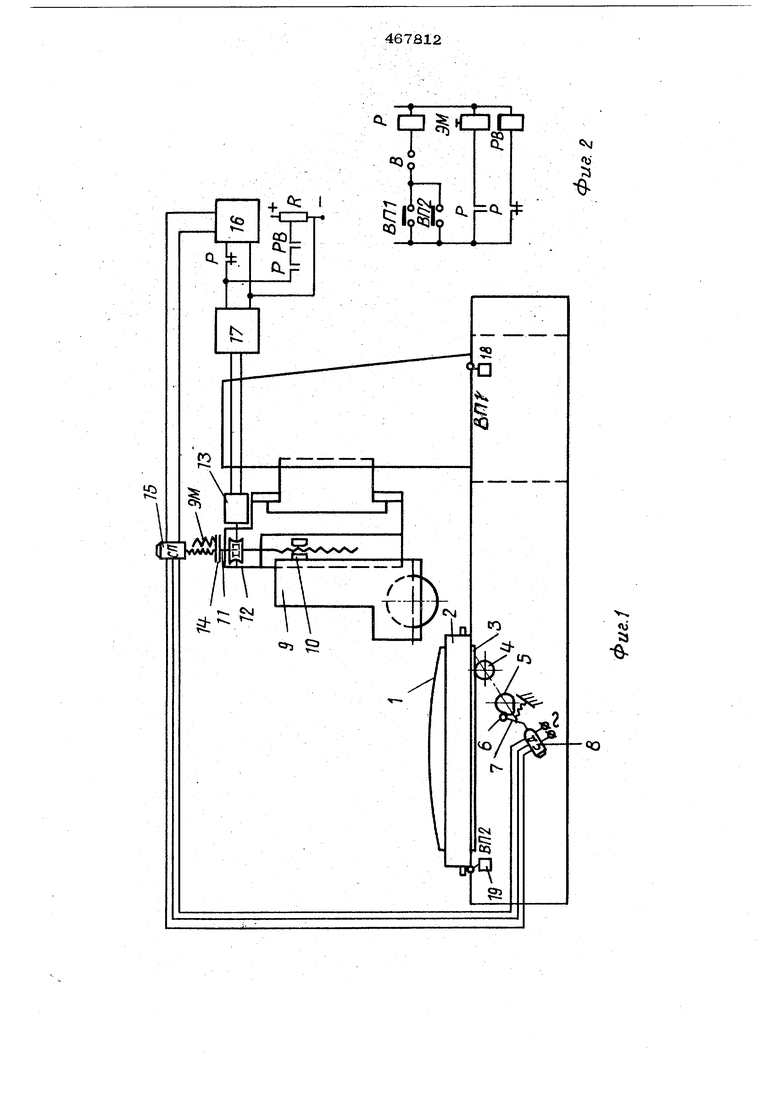
Изобретение касается станкостроения. Известны продольно-обрабатывающие станки с электродвигателем подач на врезание к системой управления на сельсинах, включенных по дафференциальной схеме, связывающо с помощью копира продольный ход стола с вертикальным перемещением бки при обработке криволинейных поверхностей. Для упрощения конструкции станков импульс. ные подачи на врезание, подачи для получения криволинейной поверхности обработки, а также установочные перемещения шлифовального круга осуществляются от одного электродвигателя и через единую кинематическую цепь без создания дополнительных подвижных элементов, причем сельсин-приемник через управляемую, например, электромагнитную муфту кивематически связан с электродвигателем подач на врезание. На фиг. 1 дана схема предложенного станка; на фиг. 2 - принципиальная блок-схема станка. Обрабатываемая деталь 1 устансшлена на столе 2. Снизу стола 2 закреплена рейка 3, зацепляющ аяся с шестерн 4. С шестерней 4 через редуктор (на чертеже не показа кинематически связан копир 5. В контакте с ним находится подпружиненный ролик б, сидящий на рычаге 7, закрепленном на оси ротора сельсина-датчика 8. Шлифовальная бабка 9 через гайку 10, винт 11 и червячцую пару 12 соединена с электродвигателем 13. С винтом 11 через нодпружиненную муфту 14 соединен сельсин.приемник 15, электрически связанный с сельсином-задатчиком 8 и следящей системой 16, которая в свою очередь связана с преобразователем 17, например тиристорным, питающим электродвигатель 13. Конечные выключатели 18 (БП1) и 19 (ВП2) определяют точки реверса при движении стола 2. В электросхеме станка выполнены задатчик R скорости, выполненный, например, в виде потенциометра, реле времени РВ для отфеделения выдержки времени при осуществлении подачи шлифовальной бабки 9 на врезание, переключатель В для .получения режима. выхаживания, электромагнит ЭМ для размыкания муфты 14 п реле Р, предназначенное для отключения следящей системы 16 и включения электромагнита ЭМ муфты 14 в моменты реверса стола 2р .. Обрабатываемая деталь 1 устанавливается , на стол 2. Стол 2 с деталью перемещается в направлении шлифовальной бабки 9. Рейка 3 приводит во вращение шестерню 4 и с ней коrap 5. По копиру 5 обкатывается подпружиненный ролик 6, смонтированный на рычаге 7, закрепленном на оси сельсина-задатчика 8, электрически связанного с сельсин-приемником 15. Таким образом, при движении стола 2 ротор сельсина 8 проворачивается на угловые величины, зависящие от профиля копира 5. Электри 4ecKtrii сигнал, пропорциональный углу рассогласования между роторами сельсина 8 и 15, поступает на вход следящей системы 16, которая через преобразователь 17 (например тиристорный) управляет вращением электродвигателя 13 вертикального перемещения шлифовального круга. Электродвигатель 13 через червячную пару 12 передает вращение винту 11, перемещающему через гайку 10 шлифовальную бабку 9. Сельсин 15 через муфту 14 вращаетЪя вместе с винтом 11 во время обработки криволинейной поверхности. При подходе стола в крайнее правое положение нажимается конеч ный выключатель 18 (ВШ), и включается релеР При этом тиристорный преобразователь 17 отключается от следящей системы 16 и подключается к задатчику R скорости через реле . времени РВ. Выбор ве шчины напряжения, снимаемого с задатчика R скорости и выдержки времени РВ, производится таким образом, чтобы электродвигатель 13 во время реверса стОг ла 2 переместил шлифовальную бабку 9 на тре. буемую величину подачи на врезание, одновременно с нажатием на конечник 18 (ВП1) электромагнит ЭМ включается на все время реверса и размыкает муфту 14, отсоединяя ротор сельсин-приемника 15 от винта 11. Этим исключается возможность углового рассогласования роторов сельсинов 8 и 15 при вращении винта 11. По окончании выдержки реле времени РВ происходит отключение преобразователя 17 от задатчика R скорости. При этом прекращается вращение электродвигателя 13 и, довательно, подача бабки 9 на врезание. При движении стола 2 влево отжимается конечный выключатель 18 (ВП) отключается реле ,Р и отключается электромагнит ЭМ. Преобразователь 17 вновь подключается к следящей системе 16; а сельсин-приемник 15 - к винту 11. При нажатии на конечный выключатель 19 {ВП2) происходят действия, аналогичные действиям, следующим за выключением конечного выключателя 18 (ВШ). По получении заданного профиля обработки станок может быть переведен на режим выхажиаания переключателем В, При этом при реверсах стола 2 нажатия на конечные выключатели 18 и 19 не включают реле Р и, следовательно, не отключают следящую систему 16 и не дают команду на осуществление подачи на врезание; электромагнит; ЭМ при этом режиме отключен постоянно. Предмет изобретения Продольно-обрабатывающий станок, например шлифовальный, с электродвигателем на врезание и системой управления на сельсинах, включенных по дифференциальной схеме, связывающей с помощью копира продольный ход стола с вертикальным перемещением шлифовальной бабки, отличающийся тем, что, с целью упрощения конструкции, сельсинприемник через управляемую, например, электромагнитную муфту кинематически связан с электродвигателем подач на врезание.
