ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к сварочной проволоке с флюсовой сердцевиной, и, в частности, к сварочной проволоке с флюсовой сердцевиной для сварки нержавеющих сталей, и более конкретно к сварочной проволоке с флюсовой сердцевиной для сварки нержавеющих сталей 400-й серии. Настоящее изобретение также относится к способу изготовления такой сварочной проволоки с флюсовой сердцевиной и ее применения.
УРОВЕНЬ ТЕХНИКИ
В области промышленного производства сварка является основным методом соединения компонентов, изготовленных из железных и стальных материалов. По сравнению с применением электрода для ручной сварки и сплошной сварочной проволоки сварочная проволока с флюсовой сердцевиной имеет хорошие технологические характеристики и является энергосберегающей. Сварочные проволоки с флюсовой сердцевиной широко используются для сварки деталей, которые выполнены из разнообразных стальных материалов. Эффективность действия сварочной проволоки с флюсовой сердцевиной при сварке зависит от составов оболочки и флюса. Многие из производителей сварочной проволоки с флюсовой сердцевиной сосредоточились на разработке и усовершенствовании составов и компонентов флюса, чтобы улучшить эффективность сварочной проволоки с флюсовой сердцевиной при сварке.
Однако различные стальные материалы имеют различные свойства материалов. Поэтому сварочная проволока с флюсовой сердцевиной, которая пригодна для сварки одного сорта стальных материалов, может быть непригодной для сварки еще одного сорта стальных материалов. Более того, процесс производства сварочной проволоки с флюсовой сердцевиной является более сложным, чем изготовление электрода или сплошной сварочной проволоки. В частности, порошки с различными составами в флюсе сварочной проволоки с флюсовой сердцевиной должны быть однородно смешаны и иметь высокую плотность; в противном случае качество сварочной проволоки с флюсовой сердцевиной может ухудшиться. Поэтому, по сравнению с изготовлением электрода или сплошной сварочной проволоки, предъявляются более строгие требования к производственному оборудованию для изготовления сварочной проволоки с флюсовой сердцевиной, и стоимость изготовления сварочной проволоки с флюсовой сердцевиной является более высокой.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Первый аспект настоящего изобретения состоит в создании сварочной проволоки с флюсовой сердцевиной, которая включает оболочку, замкнутую с образованием трубчатой или округлой полости в ней, которая содержит флюс. Нержавеющая сталь, которую используют для изготовления оболочки, содержит 10~18% хрома (Cr) по весу.
Сварочная проволока с флюсовой сердцевиной согласно первому аспекту отличается тем, что в процессе волочения относительное удлинение нержавеющей стали, которая используется для изготовления оболочки, может быть выбрано с величиной 20%, 25% или любым значением в диапазоне между 20-30%.
Сварочная проволока с флюсовой сердцевиной согласно первому аспекту отличается тем, что нержавеющая сталь, которую используют для изготовления оболочки, не содержит Ni или содержит 5% или менее чем 5% Ni по весу.
Сварочная проволока с флюсовой сердцевиной согласно первому аспекту отличается тем, что нержавеющая сталь для изготовления оболочки представляет собой любую нержавеющую сталь из 400-й серии нержавеющих сталей.
Сварочная проволока с флюсовой сердцевиной согласно первому аспекту отличается тем, что нержавеющая сталь, которую используют для изготовления оболочки, представляет собой нержавеющую сталь марок 409 или 410.
Сварочная проволока с флюсовой сердцевиной согласно первому аспекту отличается тем, что флюс содержит 9~68% Cr, 1~10% Mn и 2~15% Si по весу и остальное количество составляет Fe.
Сварочная проволока с флюсовой сердцевиной согласно первому аспекту отличается тем, что вес флюса составляет 5~25% от веса сварочной проволоки с флюсовой сердцевиной или коэффициент заполнения составляет 5~25%, предпочтительно 10~20%.
Сварочная проволока с флюсовой сердцевиной согласно первому аспекту отличается тем, что наплавленный металл, сформированный после процесса сварки с использованием сварочной проволоки с флюсовой сердцевиной, имеет 10~20% Cr, 0,1~0,8% Mn и 0,1~1% Si по весу от наплавленного металла и остальное количество составляет Fe.
Сварочная проволока с флюсовой сердцевиной согласно первому аспекту отличается тем, что обрабатываемая деталь, выполненная из нержавеющей стали, которая должна быть подвергнута сварке с использованием сварочной проволоки с флюсовой сердцевиной, содержит 10~18% Cr по весу.
Сварочная проволока с флюсовой сердцевиной согласно первому аспекту отличается тем, что нержавеющая сталь для изготовления обрабатываемых деталей не содержит никель, или содержит менее 5% никеля по весу.
Сварочная проволока с флюсовой сердцевиной согласно первому аспекту отличается тем, что нержавеющая сталь для изготовления обрабатываемых деталей представляет собой нержавеющую сталь, выбранную из нержавеющих сталей 400-й серии.
Сварочная проволока с флюсовой сердцевиной согласно первому аспекту отличается тем, что сварочную проволоку с флюсовой сердцевиной изготавливают многократным или двукратным волочением.
Сварочная проволока с флюсовой сердцевиной согласно первому аспекту отличается тем, что относительное удлинение нержавеющей стали, которую используют для изготовления оболочки, может быть выбрано из величины 20%, 25% или любого значения в диапазоне между 20-30%.
Вторым аспектом настоящего изобретения является создание сварочной проволоки с флюсовой сердцевиной, которая включает оболочку, замкнутую с образованием трубчатой или округлой полости, которая содержит флюс. Флюс содержит 9~68% Cr, 1~10% Mn и 2~15% Si по весу и остальное количество составляет Fe.
Сварочная проволока с флюсовой сердцевиной согласно второму аспекту отличается тем, что нержавеющая сталь, которую используют для изготовления оболочки, содержит 10~18% Cr по весу.
Сварочная проволока с флюсовой сердцевиной согласно второму аспекту отличается тем, что во время процесса волочения относительное удлинение нержавеющей стали, которую используют для изготовления оболочки, может быть выбрано из величины 20%, 25% или любого значения в диапазоне между 20-30%.
Сварочная проволока с флюсовой сердцевиной согласно второму аспекту отличается тем, что нержавеющая сталь, которую используют для изготовления оболочки, не содержит никель или содержит 5% или менее чем 5% никеля по весу.
Сварочная проволока с флюсовой сердцевиной согласно второму аспекту отличается тем, что нержавеющая сталь для изготовления оболочки представляет собой любую нержавеющую сталь из 400-й серии нержавеющих сталей.
Сварочная проволока с флюсовой сердцевиной согласно второму аспекту отличается тем, что вес флюса составляет 5~25% от веса сварочной проволоки с флюсовой сердцевиной, или коэффициент заполнения составляет 5~25%, предпочтительно 10~20%.
Сварочная проволока с флюсовой сердцевиной согласно второму аспекту отличается тем, что обрабатываемая деталь, выполненная из нержавеющей стали, которая должна быть подвергнута сварке с использованием сварочной проволоки с флюсовой сердцевиной содержит 10~18% Cr по весу.
Сварочная проволока с флюсовой сердцевиной согласно второму аспекту отличается тем, что нержавеющая сталь для изготовления обрабатываемых деталей не содержит никель или содержит менее 5% никеля по весу.
Сварочная проволока с флюсовой сердцевиной согласно второму аспекту отличается тем, что нержавеющая сталь для изготовления обрабатываемых деталей представляет собой нержавеющую сталь, выбранную из нержавеющих сталей 400-й серии.
Сварочная проволока с флюсовой сердцевиной согласно второму аспекту отличается тем, что вес флюса составляет 5~25% от веса сварочной проволоки с флюсовой сердцевиной или коэффициент заполнения составляет 5~25%, предпочтительно между 10~20%.
Сварочная проволока с флюсовой сердцевиной согласно второму аспекту отличается тем, что сварочную проволоку с флюсовой сердцевиной изготавливают многократным или двукратным волочением.
Сварочная проволока с флюсовой сердцевиной согласно второму аспекту отличается тем, что в процессе волочения относительное удлинение нержавеющей стали, которую используют для изготовления оболочки, может быть выбрано из величины 20%, 25% или любого значения в диапазоне между 20-30%.
Третий аспект настоящего изобретения заключается в создании способа изготовления сварочной проволоки с флюсовой сердцевиной, которая описана в пунктах 1-25, причем способ включает стадии, в которых выбирают стальную ленту согласно любому одному или комбинации пунктов 1-25, заворачивают флюс в стальную ленту и формируют сварочную проволоку многократным волочением стальной ленты.
Четвертым аспектом настоящего изобретения является создание способа применения сварочной проволоки с флюсовой сердцевиной, которая описана в пунктах 1-25, причем способ включает стадии, в которых готовят сварочную проволоку с флюсовой сердцевиной, которая описана в пунктах 1-25, и применяют сварочную проволоку с флюсовой сердцевиной, которая описана в пунктах 1-25, для сварки обрабатываемых деталей, которая описана в пунктах 1-26.
ОПИСАНИЕ ФИГУР
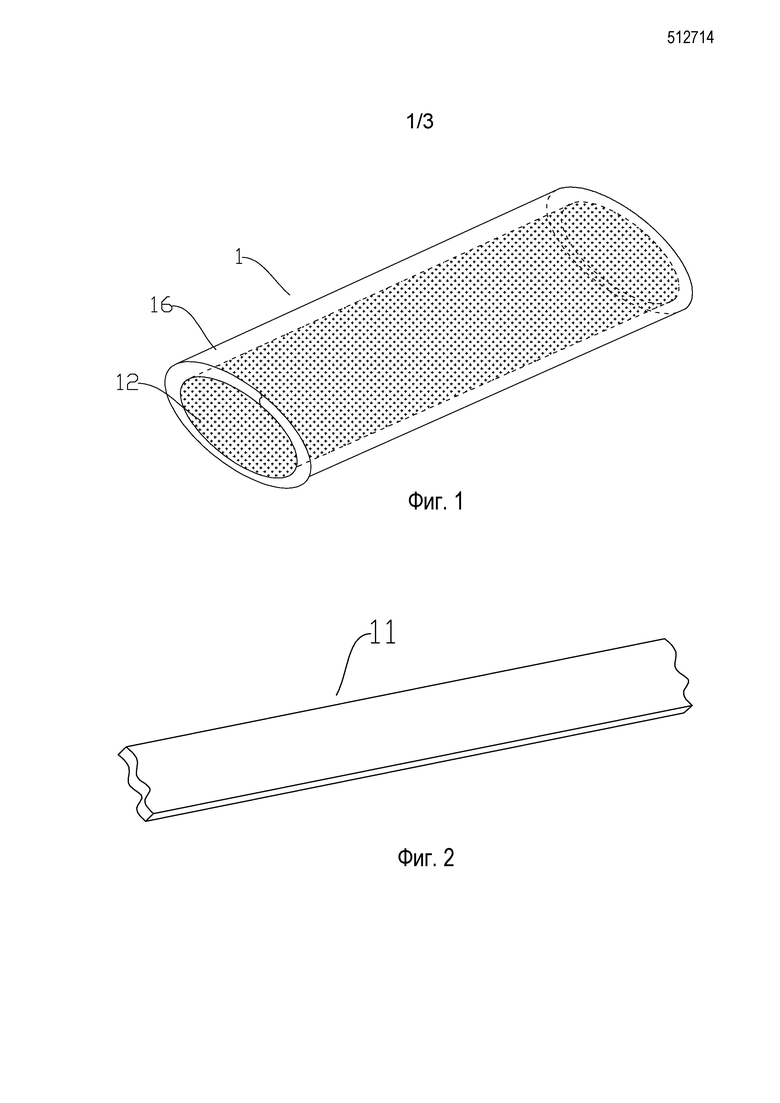
Фиг.1 представляет схематический вид, показывающий структуру сварочной проволоки с флюсовой сердцевиной согласно настоящему изобретению;
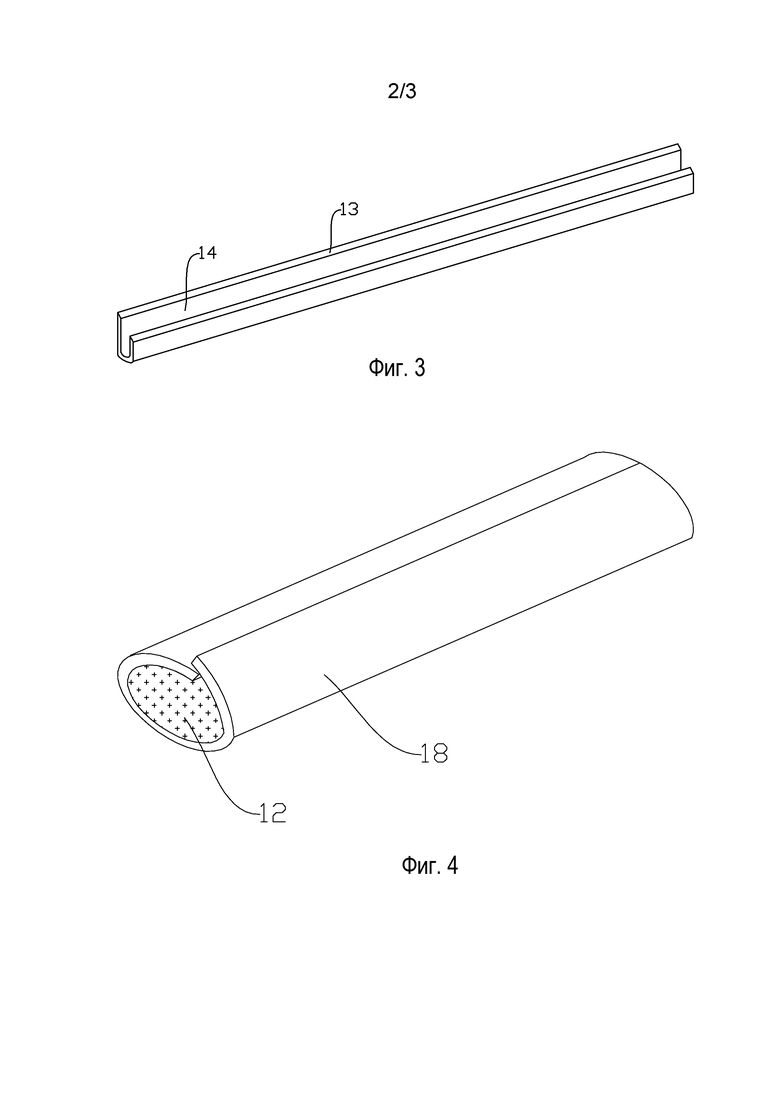
Фиг.2 представляет схематический вид ленты из нержавеющей стали для изготовления сварочной проволоки с флюсовой сердцевиной согласно настоящему изобретению;
Фиг.3 представляет схематический вид ленты из нержавеющей стали, которой придана U-образная форма с проемом в верхней части;
Фиг.4 представляет схематический вид, показывающий структуру U-образной ленты из нержавеющей стали, когда проем закрыт;
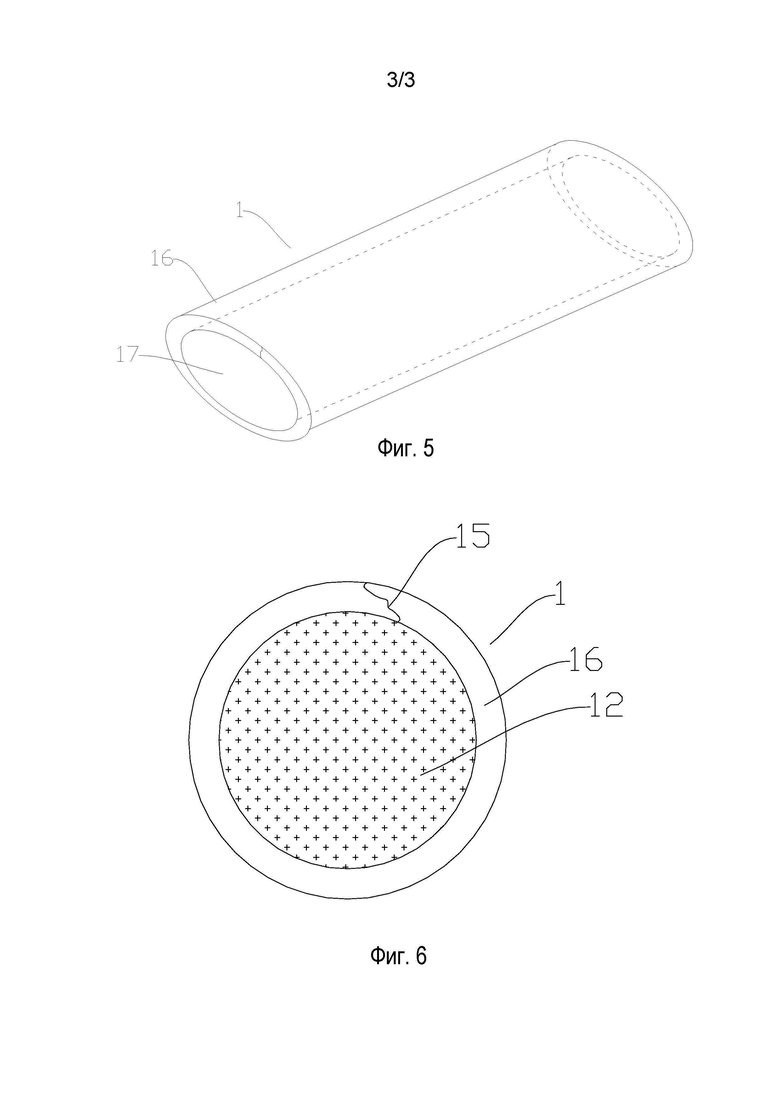
Фиг.5 представляет схематический вид, показывающий полость сварочной проволоки с флюсовой сердцевиной после того, как флюс удален из сварочной проволоки; и
Фиг.6 представляет вид в разрезе сварочной проволоки с флюсовой сердцевиной (флюс удален) согласно настоящему изобретению.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Материалы из нержавеющей стали широко применяются потому, что они имеют хорошие характеристики коррозионной стойкости. Например, материалы из нержавеющей стали широко используются во многих отраслях, таких как энергетика, нефтяная, химическая промышленность, машиностроение, декоративная отделка строений, пищевое оборудование и медицинский инструментарий и т.д. Нержавеющие стали, сообразно их составам, классифицируют на аустенитную нержавеющую сталь, ферритные нержавеющие стали, аустенитно-ферритные нержавеющие стали и мартенситные нержавеющие стали. Аустенитные нержавеющие стали включают более 18% хрома и свыше 8% никеля по весу и небольшие количества молибдена, титана и азота и т.д. Ферритные нержавеющие стали включают 12~30% хрома по весу, без никеля или с содержанием его только в следовых количествах. Мартенситные нержавеющие стали также не содержат никель или содержат только следовые количества никеля. Аустенитно-ферритные нержавеющие стали представляют собой нержавеющие стали, состоящие из аустенита и феррита. Нержавеющие стали также могут быть классифицированы на нержавеющие стали с различными номерами серий, например 200-й серии, 300-й серии, 400-й серии. Каждая из серий нержавеющих сталей включает многочисленные подклассы. 300-я серия главным образом включает аустенитные нержавеющие стали. 400-я серия в основном включает ферритные нержавеющие стали и мартенситные нержавеющие стали.
Среди различных сортов нержавеющих сталей, вследствие влияния растущей стоимости никеля, а также ввиду требований промышленного развития, производство аустенитных нержавеющих сталей в последние годы сокращается, тогда как производство ферритных нержавеющих сталей, хромомарганцевых аустенитных нержавеющих сталей и дуплексных нержавеющих сталей весьма возрастало, и предполагается продолжение этой тенденции. Основной причиной этого обстоятельства является глобальный дефицит никеля, который также обусловливает устойчиво высокую стоимость аустенитных нержавеющих сталей в наши дни. Поэтому, благодаря уникальному преимуществу ферритных нержавеющих сталей в том, что они не содержат никель или содержат только следовые количества никеля, потребление ферритных нержавеющих сталей расширялось год от года, в особенности в автомобильной отрасли, процентная доля потребления ферритных нержавеющих сталей становится все выше и выше.
Существуют три основных типа ферритных нержавеющих сталей: первый тип включает марки 409, 410 и 420 нержавеющих сталей, содержащих 10-14% Cr по весу; второй тип включает марку 430 нержавеющей стали, содержащей 14-18% Cr по весу, и третий тип включает марки 430Ti и 439 нержавеющих сталей, содержащих 14-18% Cr по весу, а также Ti, Nb, и т.д. Ферритные нержавеющие стали этих трех типов имеют различные варианты применения, поскольку они имеют различные свойства. Ферритные нержавеющие стали первого типа являются наиболее дешевыми, так как имеют наименьшее процентное содержание Cr в них, и пригодны для использования в условиях окружающей среды, где коррозия не имеет места или происходит небольшая коррозия, или в средах, где допустима слабая локальная ржавчина. Нержавеющую сталь марки 409 из ферритных нержавеющих сталей первого типа главным образом используют в автомобильных выхлопных системах, тогда как нержавеющая сталь марки 410 часто применяется в контейнерах, автобусах и в пассажирских вагонах дальнего следования, и иногда в рамах для жидкокристаллических дисплеев (LCD). Ферритные нержавеющие стали второго типа (то есть нержавеющая сталь марки 430, которая обычно является наиболее широко распространенной) имеют лучшие характеристики коррозионной стойкости, поскольку они содержат больше хрома. Ферритные нержавеющие стали второго типа обычно применяются внутри помещений, типично будучи используемыми в барабанах стиральных машин и внутренних перегородках и т.д. Многие свойства ферритных нержавеющих сталей второго типа подобны свойствам нержавеющей стали марки 304, так что первые могут быть заменены последней в определенных областях производства, например кухонного оборудования, посудомоечных машин, кастрюль и сковородок и т.д. Ферритные нержавеющие стали второго типа имеют достаточные характеристики коррозионной стойкости. Ферритные нержавеющие стали третьего типа имеют хорошую пригодность к сварке и формуемость. Во многих случаях свойства ферритных нержавеющих сталей третьего типа даже являются лучшими, чем свойства нержавеющей стали марки 304. Ферритные нержавеющие стали третьего типа обычно применяются в водостоках, трубах теплообменников (в сахарной промышленности и в энергетике и т.д.), автомобильных выхлопных системах (имеющих более длительный срок службы, чем изготовленные из марки 409) и соединенных сваркой деталях моечных машин. Ферритные нержавеющие стали третьего типа даже могут заменять сталь марки 304 для использования в тех ситуациях, которые требуют лучших характеристик. Вышеописанные нержавеющие стали определяются в стандарте ASTM, и их составы можно найти в стандарте ASTM.
Сварка является общеупотребительным способом соединения различных деталей изделия из нержавеющей стали. В описанных выше вариантах применения обрабатываемые детали из ферритной нержавеющей стали часто соединяют друг с другом сваркой, в особенности в областях автомобилестроения, резервуаров под давлением и теплообменников и т.д. Сварка является наиболее экономически эффективным и практичным методом соединения металлов. Например, способ сварки часто используют для сваривания заготовок из нержавеющей стали марки 409, которые используются в автомобильных системах выпуска выхлопных газов.
Основные сварочные материалы для ферритных нержавеющих сталей включают сплошные сварочные проволоки и сварочные проволоки с флюсовой сердцевиной. Ввиду таких недостатков, как неустойчивая электрическая дуга, большая глубина проплавления (которая легко вызывает сквозной прожог), и низкая производительность сварки, сплошные сварочные проволоки постепенно вытесняются сварочными проволоками с флюсовой сердцевиной. Поэтому, особенно в промышленно развитых странах, таких как Европа, Америка и Япония, сварочную проволоку с флюсовой сердцевиной чаще всего выбирают для сварки ферритных нержавеющих сталей. Оболочку сварочной проволоки для сварки ферритных нержавеющих сталей традиционно изготавливают из углеродистой стали.
Чтобы лучше понять настоящее изобретение, далее будут приведены подробные описания с привлечением сопроводительных чертежей и вариантов осуществления.
Фиг.1 представляет схематический вид, показывающий структуру сварочной проволоки 1 с флюсовой сердцевиной согласно настоящему изобретению. Как показано в Фиг.1, сварочная проволока 1 с флюсовой сердцевиной включает оболочку 16. Оболочка 16 выполнена с трубчатой (или округлой) формой и имеет в ней трубчатую (или округлую) полость 17 (как показано в Фиг.5), которая содержит флюс 12 вдоль ее осевого направления. В одном варианте исполнения сварочной проволоке 1 может быть придана форма, имеющая диаметр 1,4 мм, но также возможны другие диаметры сообразно практическим потребностям и требованиям. Например, в зависимости от варианта применения, диаметр сварочной проволоки 1 с флюсовой сердцевиной может составлять 1,2 мм или 1,6 мм.
Фиг.2 показывает стальную ленту 11 для изготовления сварочной проволоки 1 с флюсовой сердцевиной согласно настоящему изобретению, которая может быть использована для сварки нержавеющих сталей марки 400 (в том числе, но без ограничения, марок 409, 410, 420, 430, 430Ti и 439). В настоящем изобретении стальная лента 11 может быть выполнена из нержавеющей стали марки 400 (в том числе, не ограничиваясь этим, марок 409, 410, 420, 430, 430Ti и 439).
Как показано в Фиг.3, для заворачивания флюса в сварочную проволоку 1 в процессе изготовления, стальную ленту 11 сначала сворачивают в U-образную форму с образованием U-образной канавки 14 с проемом 13, через который флюс может быть помещен в U-образную канавку 14.
Как показано в Фиг.4, в процессе изготовления U-образную канавку 14 стальной ленты 11 смыкают с перекрыванием двух кромок U-образной канавки 14 таким образом, что стальная лента 11 сворачивается в полосу 18 округлой формы с образованием трубчатой (или округлой) полости 17 в ней. Флюс 12 является завернутым внутри полосы 18 округлой формы. Затем стальную полосу 18 округлой формы с помощью волочильного станка или волочильных станков подвергают многократному волочению (в том числе два раза, три раза или более). В процессе изготовления стальную полосу 18 округлой формы обычно подвергают двукратному волочению таким образом, что стальная полоса 18 округлой формы становится оболочкой 16 с трубчатой формой (или округлой формой), внутри которой завернут флюс 12. После выполнения многократного волочения стальная полоса 18 округлой формы вытягивается в сварочную проволоку 1 с флюсовой сердцевиной, имеющую трубчатую форму (или округлую форму), как показано в Фиг.1. В процессе волочения, во избежание разрушения и для повышения выхода, относительное удлинение стальной ленты 11, изготовленной из нержавеющих сталей 400-й серии, следует выбирать в пределах диапазона 20-30%. Выражение «относительное удлинение» здесь означает соотношение между увеличенной в результате растяжения длиной и исходной длиной ленты. Поэтому, иначе говоря, в процессе волочения соотношение увеличенной при растяжении длины и исходной длины стальной ленты 11 должно регулироваться в пределах диапазона 20-30%.
Фиг.5 показывает трубчатую (или округлую) полость 17, которая сформирована внутри оболочки 16 вдоль осевого направления сварочной проволоки 1, если флюс 12 был удален из сварочной проволоки 1. Флюс 12 размещен равномерно распределенным в трубчатой (или округлой) полости 17 сварочной проволоки вдоль осевого направления сварочной проволоки 1.
Фиг.6 представляет схематический вид, показывающий сварочную проволоку с флюсовой сердцевиной в разрезе после того, как сварочная проволока с флюсовой сердцевиной была подвергнута волочению с помощью волочильного станка. Флюс 12 внутри сварочной проволоки 1 с флюсовой сердцевиной обернут оболочкой 16. Как показано в Фиг.6, поперечное сечение сварочной проволоки 1 показывает секцию 1 шва внахлест на оболочке 16, который сформирован перекрыванием двух краев стальной ленты 11.
Для сварки обрабатываемой детали, выполненной из различных материалов, составы оболочки и флюса сварочной проволоки должны удовлетворять определенным требованиям. Например, материал оболочки должен соответствовать требованию в отношении предела прочности на растяжение, для упрощения изготовления. В дополнение, для удовлетворения количественных требований для различных составов металлов, наплавленных в процессе сварки, должны регулироваться величины процентного содержания составов оболочки или флюса, или их комбинаций. Например, если требуется коррозионностойкий наплавленный металл, то наплавленный металл должен содержать более 13% хрома, чтобы удовлетворять большинству базовых требований в отношении характеристик устойчивости к коррозии.
После анализа авторы настоящего изобретения нашли, что углеродистая сталь и все нержавеющие стали 300-й серии имеют хорошие характеристики растяжения. Относительное удлинение нержавеющих сталей 300-й серии составляет более 40%, и этот показатель для углеродистой стали превышает 36. В таких же условиях испытания относительное удлинение нержавеющих сталей 400-й серии варьирует в пределах диапазона 20-30%. Поэтому, даже если были выбраны верхний предел относительного удлинения нержавеющих сталей 400-й серии и нижний предел относительного удлинения нержавеющих сталей 300-й серии, относительное удлинение нержавеющих сталей 300-й серии по меньшей мере в 1,3 раза превышает этот показатель для нержавеющих сталей 400-й серии, и относительное удлинение углеродистой нержавеющей стали является по меньшей мере в 1,2 раза больше, чем для нержавеющих сталей 400-й серии. Однако, фактически выбирая стальной материал для изготовления сварочной проволоки с флюсовой сердцевиной, изготовитель всегда выбирает конкретный стальной материал, имеющий относительное удлинение, которое превышает нижний предел для выбранного стального материала. Например, в реальном производственном процессе изготовитель может выбрать конкретную углеродистую сталь, имеющую относительное удлинение 40%, или может выбрать конкретную нержавеющую сталь 300-й серии, имеющую относительное удлинение 45%. Поэтому в реальном производственном процессе для изготовления может быть выбрана конкретная углеродистая сталь или конкретная нержавеющая сталь 300-й серии с величиной относительного удлинения, которая значительно превышает величину для нержавеющих сталей 400-й серии. Поэтому, как правило, квалифицированный специалист в этой области технологии считает, что нержавеющие стали 400-й серии непригодны для изготовления сварочных проволок с флюсовой сердцевиной вследствие их плохих характеристик растяжения. Характеристики растяжения нержавеющих сталей 400-й серии совокупно определяются составами, величинами процентного содержания компонентов в составах, условиями процесса нагревания при плавильном производстве и металлографической структурой нержавеющих сталей 400-й серии.
Процентные доли компонентов в составах по весу, содержащихся в обычно используемых нержавеющих сталях 400-й серии, являются следующими.
(Диапазон процентного содержания «6*С-0,75» для титана (Ti) в вышеуказанной таблице означает, что минимальное процентное содержание Ti в нержавеющей стали 409 равно значению «6», умноженному на процентное содержание С, и максимальное процентное содержание Ti в нержавеющей стали 409 составляет 0,75).
После анализа авторы настоящего изобретения также нашли, что нержавеющие стали 300-й серии содержат более 18% хрома по весу, тогда как нержавеющие стали 400-й серии содержат 10-18% хрома по весу. В дополнение, нержавеющие стали 300-й серии содержат более 8% никеля, тогда как нержавеющие стали 400-й серии содержат менее 5% никеля по весу или не содержат никель. Когда используют нержавеющие стали 300-й серии для изготовления сварочной проволоки с флюсовой сердцевиной, никель в оболочке сварочной проволоки в процессе сварки будет переноситься в наплавленный металл. В условиях коэффициента заполнения, составляющего 30%, более 5,6% никеля в наплавленном металле переносятся из оболочки сварочной проволоки с флюсовой сердцевиной. Когда наплавленный металл содержит слишком много никеля, сварочная проволока с флюсовой сердцевиной непригодна для сварки обрабатываемой детали, изготовленной из нержавеющих сталей 400-й серии. Это обусловлено тем, что нержавеющие стали 400-й серии имеют низкое процентное содержание никеля или не содержат никель, и слишком большое количество никеля в наплавленном металле делает состав наплавленного металла отличающимся от состава обрабатываемой детали или не сходным с ним. Такое различие или несходство между наплавленным металлом и обрабатываемой деталью не только оказывает негативное влияние на сварочные характеристики флюса, но и вызывает ненужную трату никеля, поскольку нержавеющие стали 400-й серии не должны содержать слишком много никеля. В дополнение, нержавеющие стали 300-й серии содержат свыше 18% хрома по весу. Поэтому при использовании сварочной проволоки с флюсовой сердцевиной, изготовленной из нержавеющих сталей 300-й серии, для сварки обрабатываемой детали, выполненной из нержавеющей стали 400-й серии, наплавленный металл будет содержать более 18% хрома по весу, тем самым обусловливая излишний расход хрома.
Оболочку сварочной проволоки с флюсовой сердцевиной для сварки нержавеющих сталей 400-й серии на протяжении длительного времени изготавливали из углеродистой стали, поскольку углеродистая сталь имеет хорошие характеристики растяжения с относительным удлинением свыше 36%. Согласно статистическим данным углеродистые стали использовались для изготовления сварочных проволок с флюсовой сердцевиной в течение по меньшей мере 30 лет. После анализа авторы настоящего изобретения нашли, что углеродистая сталь содержит небольшое количество углерода, кремния и марганца, но не содержит хрома. Для соответствия требованиям к коррозионной стойкости для наплавленного металла, сформированного после сварки с использованием сварочной проволоки с флюсовой сердцевиной, имеющей оболочку из углеродистой стали, во флюс должно быть добавлено достаточное количество хрома, чтобы сделать наплавленный металл имеющим более 13% хрома по весу. При использовании сварочной проволоки с оболочкой из углеродистой стали в процессе сварки, если наплавленный металл должен иметь определенное процентное содержание хрома, такое требование может быть удовлетворено регулированием/корректированием процентного содержания хрома и коэффициента заполнения сварочной проволоки. Коэффициент заполнения сварочной проволоки с флюсовой сердцевиной определяется соотношением между весом флюса в сварочной проволоке в расчете на единицу длины и весом сварочной проволоки в расчете на единицу длины. Поэтому, если наплавленный металл должен иметь определенное процентное содержание хрома, то, когда коэффициент заполнения мал, должно быть высоким процентное содержание хрома во флюсе; когда же является низким процентное содержание хрома во флюсе, должен быть высоким коэффициент заполнения. Например, если наплавленный металл должен содержать свыше 13% хрома, то, когда коэффициент заполнения составляет 15%, процентное содержание хрома во флюсе должно составлять по меньшей мере 86%; даже когда коэффициент заполнения достигает 30%, процентное содержание хрома во флюсе должно быть выше 43%. Если процентное содержание хрома во флюсе является высоким, то при определенном коэффициенте заполнения должны быть низкими уровни процентного содержания других компонентов во флюсе.
Коэффициент заполнения сварочной проволоки с флюсовой сердцевиной с оболочкой из углеродистой стали должен достигать 20~30% для обеспечения того, что процентное содержание хрома во флюсе не будет слишком высоким, которое может обусловливать слишком низкие уровни процентного содержания других компонентов во флюсе, чтобы удовлетворять минимальным требованиям, предъявляемым к их процентному содержанию. Однако, когда диаметр сварочной проволоки с флюсовой сердцевиной имеет фиксированное значение, то чем выше коэффициент заполнения, тем выше процентное содержание флюса относительно сварочной проволоки и тем более тонкой является оболочка. Когда коэффициент заполнения сварочной проволоки с флюсовой сердцевиной с оболочкой из углеродистой стали превышает 20%, толщина оболочки может быть сокращена до величины менее 0,25 мм. Во время процесса волочения (в частности, в процессе многократного волочения) становится более возможным разрыв оболочки с малой толщиной. Даже при требуемом относительном удлинении в 120% возрастает вероятность разрушения оболочки с толщиной менее 0,25 мм в процессе волочения. При стандартном производстве сварочные проволоки с флюсовой сердцевиной в различных производственных партиях должны иметь одинаковую длину. Разорванные сварочные проволоки должны быть вновь соединены сваркой. Однако оболочки во вновь соединенных сварочных проволоках легче разрываются во время последующего процесса волочения. По этой причине, если только оболочка сварочной проволоки с флюсовой сердцевиной разрывается в процессе волочения, производственный процесс прерывается, и выход и производительность снижаются, что может вызывать большое количество отходов.
Если коэффициент заполнения снижают для предотвращения разрыва оболочки из углеродистой стали в процессе волочения, процентное содержание хрома во флюсе должно быть повышено, чтобы сделать количество хрома в наплавленном металле удовлетворяющим требованиям к процентному содержанию. В результате этого уровни процентного содержания других компонентов во флюсе должны быть снижены, что может создать такую проблему, что прочие компоненты в наплавленном металле не смогут отвечать требованиям минимального процентного содержания их. Поэтому, когда используют углеродистую сталь в качестве оболочки для сварочной проволоки, то, чтобы обеспечить процентное содержание хрома в наплавленном металле соответствующим требуемому процентному содержанию, решение сводится либо к сокращению процентного содержания других компонентов (что может быть неприемлемым в отношении необходимого процентного содержания компонентов в наплавленном металле), либо к уменьшению толщины оболочки (что может вызывать проблему в процессе волочения). Поэтому применение углеродистой стали для изготовления оболочек создает проблемы, которые не могут быть разрешены.
По сравнению со сварочной проволокой с флюсовой сердцевиной согласно настоящему изобретению, еще одним недостатком сварочной проволоки с флюсовой сердцевиной с оболочкой из углеродистой стали является то, что она может легко поржаветь. Поэтому, при использовании сварочной проволоки с флюсовой сердцевиной, имеющей оболочку из углеродистой стали, в сварочном процессе, хотя сформированный после сварки наплавленный металл является коррозионностойким, сама оболочка из углеродистой стали не обладает устойчивостью к коррозии. При хранении оболочка из углеродистой стали может заржаветь, будучи под воздействием воздуха на протяжении определенного периода времени (например, около двух недель). Заржавленная сварочная проволока с флюсовой сердцевиной едва ли сможет соответствовать требованиям для нормального использования. Бесспорно то, что недостатками сварочной проволоки с флюсовой сердцевиной, имеющей оболочку из углеродистой стали, являются короткая продолжительность хранения, жесткие требования к условиям окружающей среды при хранении и высокая стоимость применения, чему нельзя не придавать значения.
Кроме того, по сравнению со сварочной проволокой с флюсовой сердцевиной согласно настоящему изобретению, третий недостаток сварочной проволоки с флюсовой сердцевиной, имеющей оболочку из углеродистой стали, состоит в большой потере хрома (которая достигает 5%) во время переноса в наплавленный металл в процессе сварки.
При использовании сварочной проволоки с флюсовой сердцевиной согласно настоящему изобретению в сварочном процессе химические составы более равномерно распределяются в наплавленном металле, сформированном в сварочном процессе. Потеря хрома во время переноса в наплавленный металл составляет ниже 0,1%, тем самым сохраняя ресурсы и снижая затраты на сварку. Коэффициент заполнения сварочной проволоки с флюсовой сердцевиной согласно настоящему изобретению может составлять 5-25% (предпочтительно 10-20%), что может не только повышать стабильность композиций во флюсе, но также предотвращает неблагоприятные обстоятельства в производственном процессе, обусловленные высоким коэффициентом заполнения и тонкой оболочкой. Сварочная проволока с флюсовой сердцевиной согласно настоящему изобретению не будет ржаветь даже при воздействии воздуха в течение длительного времени. Поэтому она предъявляет менее жесткие требования к условиям хранения и обеспечивает более длительное хранение, тем самым снижая стоимость изготовления.
В одном из вариантов осуществления настоящего изобретения используют нержавеющую сталь марки 410 в качестве оболочки сварочной проволоки, которая имеет показанные в Таблице 1 компоненты.
В одном из вариантов осуществления настоящего изобретения флюсовая формула для флюса показана в Таблице 2, в которой оболочка сварочной проволоки выполнена из нержавеющих сталей марки 410.
Уровни процентного содержания компонентов в наплавленных металлах, которые сформированы после того, как сварочные проволоки из Таблицы 2 были использованы для сварки соответствующих обрабатываемых деталей из нержавеющей стали, показаны в Таблице 3.
Описанные выше разнообразные нержавеющие стали определены в стандарте ASTM.
Чтобы лучше проиллюстрировать настоящее изобретение, сравнения механических характеристик ленты из нержавеющей стали марки 410 и ленты из углеродистой стали перечислены следующим образом.
Вышеуказанные механические характеристики показывают, что, по сравнению с нержавеющей сталью марки 410, углеродистая сталь имеет лучшую обрабатываемость, которая лучше соответствует условиям многократного волочения в процессе изготовления сварочной проволоки с флюсовой сердцевиной. Поэтому традиционно лучшая технологичность является одной из главных причин выбора углеродистой стали для изготовления оболочки сварочной проволоки с флюсовой сердцевиной.
Однако в традиционном производственном процессе, когда изготавливают сварочную проволоку с флюсовой сердцевиной для сварки нержавеющих сталей 400-й серии, если для получения оболочки сварочной проволоки с флюсовой сердцевиной применяют углеродистую сталь, то для формирования требуемого наплавленного металла (удовлетворяющего требованиям в отношении устойчивости к коррозии) в валиках сварного шва оболочка должна быть заполнена большим количеством порошкообразного флюса, чем увеличивается коэффициент заполнения сварочной проволоки с флюсовой сердцевиной. В результате этого оболочка из углеродистой стали должна быть очень тонкой, что сводит на нет лучшую обрабатываемость углеродистой стали и затрудняет изготовление сварочных проволок с флюсовой сердцевиной. Это обусловливается тем, что по мере возрастания коэффициента заполнения толщина оболочки из углеродистой стали сокращается до определенного значения (например, 0,25 мм). Когда стальная лента является слишком тонкой, она будет легко разрываться во время процесса волочения. Поэтому при изготовлении сварочной проволоки с флюсовой сердцевиной для сварки обрабатываемых деталей из нержавеющей стали 400-й серии лента из углеродистой стали чаще рвется во время процесса двукратного волочения, что приводит к значительным потерям, снижает производительность и повышает стоимость изготовления. Когда для изготовления сварочной проволоки для сварки обрабатываемых деталей, сделанных из нержавеющей стали 400-й серии, применяют нержавеющую сталь 400-й серии, то благодаря меньшему коэффициенту заполнения толщина оболочки может достигать 0,3 мм, тем самым становясь более пригодной для многократного волочения без разрушения в процессе растяжения, в особенности когда относительное удлинение регулируют в пределах диапазона 20-30%, в частности при 20% или 25% (после экспериментирования и наблюдений).
(Процентное содержание «6*С» титана (Ti) в вышеуказанной таблице означает, что процентное содержание Ti равно значению «6», умноженному на процентное содержание С).
При использовании нержавеющей стали марки 409 в качестве оболочки сварочной проволоки с флюсовой сердцевиной составы флюсов в разнообразных вариантах исполнения показаны в Таблице 6.
Уровни процентного содержания компонентов в наплавленных металлах, которые сформированы после того, как приведенные в Таблице 6 сварочные проволоки были использованы для сварки соответствующих им обрабатываемых деталей из нержавеющей стали, показаны в Таблице 7.
На основе анализа, исследования и испытания авторы настоящего изобретения нашли, что, поскольку нержавеющие стали 400-й серии имеют надлежащее процентное содержание хрома, когда сварочная проволока, выполненная из любой марки нержавеющей стали 400-й серии, используется для сварки обрабатываемых деталей, также изготовленных из нержавеющих сталей 400-й серии, в процессе многократного (в том числе двукратного, трехкратного или более) волочения, сварочная проволока, в которой используют вышеуказанные в Таблице 2 и Таблице 6 составы флюса, может достигать следующих результатов, в частности, когда относительное удлинение регулируют в пределах диапазона 20-30%, в частности при 20% или 25%.
1. Наплавленный металл согласно настоящему изобретению содержит 10-18% Cr по весу, что подобно процентному содержанию Cr в подвергаемых сварке обрабатываемых деталях из нержавеющей стали 400-й серии. Поэтому характеристики коррозионной стойкости наплавленного металла согласно настоящему изобретению и подвергаемых сварке обрабатываемых деталей из нержавеющей стали 400-й серии являются сходными, и сварочная проволока с флюсовой сердцевиной согласно настоящему изобретению не будет вызывать потерь Cr. В дополнение, наплавленный металл согласно настоящему изобретению не будет иметь избыточного содержания Ni или не будет содержать Ni. Поэтому сварочная проволока с флюсовой сердцевиной согласно настоящему изобретению не будет обусловливать ненужного расхода Ni.
2. Коэффициент заполнения может быть отрегулирован в диапазоне 5-25% (предпочтительно 10-20%), и толщина оболочки может составлять свыше 0,3 мм, что может значительно сократить частоту разрывов сварочной проволоки в процессе многократного (в том числе двукратного, трехкратного или более) волочения.
3. Настоящее изобретение может сократить расходы на материалы для изготовления сварочной проволоки с флюсовой сердцевиной для сварки нержавеющих сталей 400-й серии. Это обусловливается тем, что нержавеющие стали 300-й серии имеют относительно высокие уровни содержания хрома и никеля, что приводит к повышенной стоимости нержавеющих сталей 300-й серии. В дополнение, нержавеющие стали 400-й серии представляют собой стандартные стали, которые могут быть приобретены на рынке без необходимости в специальном заказе.
4. При использовании сварочной проволоки с флюсовой сердцевиной, изготовленной из нержавеющих сталей 400-й серии, для сварки обрабатываемых деталей, также выполненных из нержавеющих сталей 400-й серии, разница между уровнями процентного содержания компонентов в наплавленном металле и в обрабатываемых деталях является пренебрежимо малой или незначительной. Поэтому применением сварочной проволоки с флюсовой сердцевиной согласно настоящему изобретению можно избежать отходов и повысить качество сварки.
5. Оболочка, изготовленная из нержавеющих сталей 400-й серии согласно настоящему изобретению, содержит 10-18% Cr по весу. Как в одном варианте осуществления настоящего изобретения, оболочка из нержавеющей стали марки 410 согласно настоящему изобретению включает 11,5-13,5% Cr, и в еще одном варианте осуществления настоящего изобретения, оболочка из нержавеющей стали марки 409 согласно настоящему изобретению включает 10,5-11,75% Cr. Однако лента из углеродистой стали не содержит Cr. Когда используют сварочные проволоки с флюсовой сердцевиной с двумя различными оболочками (то есть с оболочкой из углеродистой стали и с оболочкой из нержавеющей стали), оба из наплавленных металлов после сварки могут включать 10-19% Cr. Однако сварка представляет собой металлургическую реакцию с высокой энергией, во время которой сварочная проволока плавится так, чтобы переносить расплавленные жидкие металлы на обрабатываемые сваркой детали. Поэтому во время сварочного процесса расплавленные жидкие металлы будут контактировать с газовой средой и частично выгорать. Эксперименты показывают, что, когда в процессе сварки используется сварочная проволока с флюсовой сердцевиной, имеющая оболочку из углеродистой стали, по меньшей мере 0,5% Cr (по весу сварочной проволоки с флюсовой сердцевиной) будут потеряны. По сравнению с этим, когда в сварочном процессе применяют сварочную проволоку с флюсовой сердцевиной с оболочкой из нержавеющей стали, будет потеряно менее 0,1% Cr. В дополнение, поскольку выполненная из углеродистой стали оболочка имеет лишь низкие уровни процентного содержания компонентов, необходимых в наплавленном металле (за исключением железа), металлические компоненты (кроме железа), требуемые в наплавленном металле, добавляются в флюс для соответствия требованиям к их процентному содержанию, что обусловливает относительно большую потерю компонентов во время сварочного процесса. Более того, в условиях практической работы, где присутствует защитный газ, интервал величины потерь Cr между этими двумя сортами сварочных проволок (то есть, с оболочкой из углеродистой стали и с оболочкой из нержавеющей стали), будет даже увеличенным. Для любых стран (в частности, Китая), которые испытывают дефицит ресурсов Cr и Ni, сварочная проволока с флюсовой сердцевиной согласно настоящему изобретению представляет собой надлежащий вариант разрешения этой проблемы.
6. В вариантах осуществления настоящего изобретения, поскольку сварочная проволока с флюсовой сердцевиной выполнена из нержавеющих сталей 400-й серии, химические компоненты более равномерно распределяются в наплавленном металле, сформированном после сварки. Коэффициент заполнения сварочной проволоки с флюсовой сердцевиной, имеющей оболочку из нержавеющей стали 400-й серии, составляет 5-25% (предпочтительно 10-20%). Более высокий коэффициент заполнения означает, что большее количество порошков заключено в сварочную проволоку, и составы во флюсе являются более нестабильными. В результате этого химические составы наплавленного металла становятся более нестабильными. Более низкий коэффициент заполнения означает, что в сварочную проволоку заключено меньшее количество порошков, и составы флюса более стабильны. В результате этого химические составы наплавленного металла являются более стабильными.
7. Сварочная проволока с флюсовой сердцевиной, имеющая оболочку из нержавеющей стали 400-й серии, согласно настоящему изобретению имеет хорошие антикоррозионные характеристики.
Сварочная проволока с флюсовой сердцевиной, которая изготовлена из ленты углеродистой стали, легко подвергается ржавлению. Нормальная сварочная проволока с флюсовой сердцевиной, которая выполнена из ленты углеродистой стали, становится ржавой после воздействия воздуха в течение около двух недель. Ржавые сварочные проволоки едва ли могут соответствовать требованиям для нормального применения. Однако нержавеющие стали 400-й серии имеют характеристики коррозионной стойкости. Поэтому этим эффективно разрешается проблема ржавления, тем самым значительно снижая требования к условиям хранения сварочной проволоки с флюсовой сердцевиной и увеличивая продолжительность хранения сварочной проволоки с флюсовой сердцевиной.
8. Сварочная проволока с флюсовой сердцевиной, имеющая оболочку из нержавеющей стали 400-й серии, согласно настоящему изобретению имеет низкое сопротивление.
Сварочная проволока с флюсовой сердцевиной, имеющая оболочку из нержавеющей стали 400-й серии, согласно настоящему изобретению имеет низкое сопротивление, тем самым улучшая сварочные характеристики сварочной проволоки с флюсовой сердцевиной.
9. Авторы настоящего изобретения отмечали, что нержавеющие стали 400-й серии более широко используются в промышленности, и, как ожидается, эта тенденция будет продолжаться. Поэтому сварочная проволока с флюсовой сердцевиной согласно настоящему изобретению имеет высокую потребительскую стоимость и хорошие рыночные перспективы.
Варианты осуществления настоящего изобретения использованы для иллюстрирования изобретения и не предполагаются ограничивающими объем патентных притязаний. Понятно, что квалифицированными специалистами в этой области технологии могут быть сделаны многие вариации и модификации, и пункты прилагаемой патентной формулы предполагаются покрывающими все такие вариации и модификации как попадающие в пределы области настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОВОЛОКА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ФЛЮСОВОЙ СЕРДЦЕВИНОЙ ДЛЯ СВАРКИ ОЦИНКОВАННЫХ СТАЛЬНЫХ ЛИСТОВ | 2007 |
|
RU2413600C2 |
| СВАРОЧНЫЙ МАТЕРИАЛ ДЛЯ ПЛАКИРОВАНИЯ СВАРКОЙ | 2013 |
|
RU2650367C2 |
| СВАРНОЕ СОЕДИНЕНИЕ, ОБРАЗОВАННОЕ МЕТАЛЛОМ СВАРНОГО ШВА НА ОСНОВЕ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ СВАРИВАНИЯ СТАЛЬНОГО ЛИСТА, ИМЕЮЩЕГО ПОКРЫТИЕ ИЗ СПЛАВА НА ОСНОВЕ ЦИНКА | 2006 |
|
RU2410221C2 |
| СВАРОЧНАЯ ПРОВОЛОКА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ФЛЮСОВЫМ СЕРДЕЧНИКОМ ДЛЯ СВАРКИ ОЦИНКОВАННОГО СТАЛЬНОГО ЛИСТА И СПОСОБ ДУГОВОЙ СВАРКИ ОЦИНКОВАННОГО СТАЛЬНОГО ЛИСТА С ПРИМЕНЕНИЕМ УКАЗАННОЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2009 |
|
RU2482947C2 |
| НИЗКОЛЕГИРОВАННАЯ СТАЛЬ СВАРНОГО ШВА И СВАРОЧНАЯ ПРОВОЛОКА С ФЛЮСОВЫМ СЕРДЕЧНИКОМ | 2006 |
|
RU2322529C2 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ И НАПЛАВКИ РАЗНОРОДНЫХ СТАЛЕЙ | 2010 |
|
RU2443529C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ И НАПЛАВКИ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ | 2010 |
|
RU2443530C1 |
| Порошковая проволока для сварки среднелегированных высокопрочных сталей | 2023 |
|
RU2820636C1 |
| СПОСОБ ДВУХДУГОВОЙ СВАРКИ СТАЛИ ПОД ФЛЮСОМ | 1991 |
|
RU2023556C1 |
| САМОЗАЩИТНАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ АУСТЕНИТНЫХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2004 |
|
RU2281843C1 |
Изобретение может быть использовано для сварки нержавеющих сталей, в частности сталей серии 400, сварочной проволокой с флюсовой сердцевиной. Нержавеющая хромистая сталь трубчатой оболочки содержит, вес.%: 10-18 Cr, менее 5 Ni. Размещенный в ней флюс содержит, вес.%: Cr 68, Mn 1-10 и Si 2-15 и Fe остальное. Коэффициент заполнения сварочной проволоки составляет 5-25%, предпочтительно 10-20%. Наплавленный упомянутой проволокой металл имеет однородный химический состав. Благодаря снижению потери хрома во время переноса в наплавленный металл до менее 0,1% сварочная проволока с флюсовой сердцевиной не ржавеет под воздействием воздуха в течение длительного времени. Проволока обладает высокой стабильностью состава флюса, при этом исключаются неблагоприятные обстоятельства процесса изготовления, связанные с высоким коэффициентом ее заполнения. 3 н. и 7 з.п. ф-лы, 7 табл., 6 ил.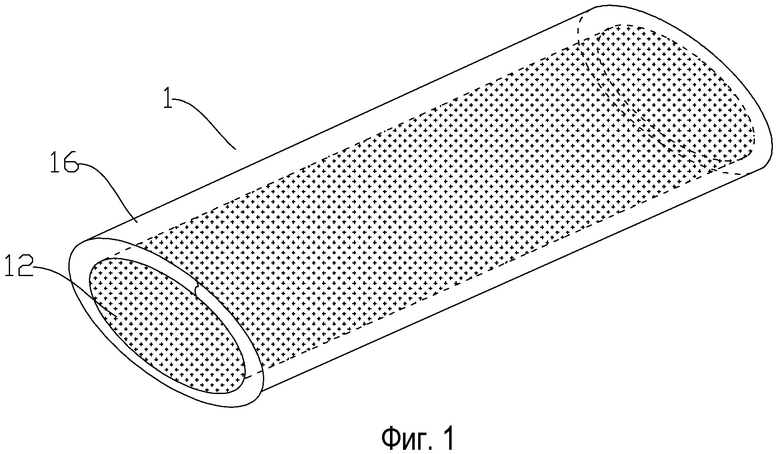
1. Сварочная проволока с флюсовой сердцевиной, которая включает оболочку, замкнутую с образованием в ней трубчатой полости, и размещенный в ней флюс, причем оболочка выполнена из нержавеющей хромистой стали, содержащей 10-18 вес.% Cr и менее 5 вес.% Ni, а флюс содержит, вес.%: Cr 9-68, Mn 1-10 и Si 2-15 и Fe остальное.
2. Сварочная проволока по п. 1, в которой нержавеющая сталь оболочки представляет собой нержавеющую сталь серии 400.
3. Сварочная проволока по п. 2, в которой нержавеющая сталь оболочки представляет собой нержавеющую сталь марок 409 или 410.
4. Сварочная проволока по п. 1, в которой коэффициент заполнения составляет 5-25%, предпочтительно 10-20%.
5. Сварочная проволока по п. 1, в которой нержавеющая сталь оболочки имеет относительное удлинение в диапазоне 20-30%.
6. Сварочная проволока по п. 1, в которой флюс дополнительно содержит компоненты, выбранные из группы: никель, молибден, титан, ниобий, оксид титана и оксид кремния.
7. Сварочная проволока по любому из пп. 1-6, которая обеспечивает получение наплавленного металла, содержащего, вес.%: 10-20 Cr, 0,1-0,8 Mn, 0,1-1,0 Si и остальное железо.
8. Способ изготовления сварочной проволоки с флюсовой сердцевиной по любому из пп. 1-7, включающий формирование оболочки в виде стальной ленты, размещение в ней флюса, замыкание оболочки и формирование сварочной проволоки путем ее многократного волочения, при этом для оболочки используют нержавеющую сталь с относительным удлинением в диапазоне 20-30%.
9. Применение сварочной проволоки с флюсовой сердцевиной по любому из пп. 1-7 для сварки деталей из нержавеющей хромистой стали, содержащей 10-18 вес.% хрома и менее 5 вес.% никеля.
10. Применение по п. 9, отличающееся тем, что сварочную проволоку используют для сварки деталей из нержавеющей стали серии 400.
| US 2008264924 A1, 30.10.2008 | |||
| JP 2008194724 A1, 28.08.2008 | |||
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 1988 |
|
SU1593061A1 |
| САМОЗАЩИТНАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ АУСТЕНИТНЫХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2004 |
|
RU2281843C1 |
| Состав порошковой проволоки | 1977 |
|
SU716753A1 |

