Данное изобретение касается корпуса цилиндра, выполненного в виде тонкостенной композитной конструкции, для напорного цилиндра, собственно напорного цилиндра с таким корпусом, а также способа изготовления корпуса цилиндра, выполненного в виде тонкостенной композитной конструкции, для напорного цилиндра, согласно ограничительной части независимых пунктов 1, 15 и 16 соответственно.
Такого рода корпус цилиндра для напорного цилиндра, выполненный в виде тонкостенной композитной конструкции, известен из ЕР 0464202 A1. Он имеет несущую структуру, содержащую внутреннюю трубу с находящимися в осевом направлении на расстоянии друг от друга концами, причем между ними проходит продольная ось. В области каждого из концов внутренней трубы расположены первый и второй концевой элементы соответственно. На проходящей между первым и вторым концевыми элементами и связанной с ними сплошной наружной поверхности внутренней трубы расположена композитная структура из упрочненного нитями пластика. На наружной поверхности указанных первого и второго концевых элементов установлены с распределением по периметру несколько вспомогательных намоточных элементов, выступающих над этой наружной поверхностью и выполненных в виде стержней. Вспомогательные намоточные элементы обладают такой прочностью, чтобы при нанесении нитей композитной структуры обеспечивать осуществление процесса намотки, при котором отдельные нити композитной структуры на каждой из обращенных друг от друга в осевом направлении сторон на участке поворота обведены вокруг по меньшей мере одного из вспомогательных намоточных элементов.
Другие корпуса для напорных цилиндров, выполненные в виде тонкостенной композитной конструкции, с вспомогательными намоточными элементами, расположенными на их разнесенных в осевом направлении концах, известны из JP 03-236946 A, JP03-281232 A, JP 61-003732 А, а также JP 48-200032 А.
Из DE 102004008523 В4 известен способ изготовления напорного цилиндра, а также поршневого штока для приводных механизмов или амортизаторов. Корпус цилиндра выполнен в виде тонкостенной композитной конструкции и содержит несущую структуру, имеющую внутреннюю трубу, концы которой в осевом направлении расположены на расстоянии друг от друга и которая имеет первый и второй концевые элементы, каждый из которых установлен в области одного из концов внутренней трубы. Кроме того, предусмотрена композитная структура из упрочненного нитями пластика, которая находится на наружной поверхности внутренней трубы. Композитная структура в осевом направлении проходит непрерывно между указанными первым и вторым концевыми элементами и связана с ними. Поршневой шток имеет расположенные с торцевых сторон заглушки, между которыми проходят металлическая внутренняя тяговая труба, а также тонкостенная металлическая внешняя гильза цилиндра, причем металлическая внешняя гильза цилиндра расположена концентрично металлической внутренней тяговой трубе. Между тяговой трубой и гильзой цилиндра расположен, кроме того, средний слой из упрочненного волокнами пластика, который в радиальном направлении выполнен из трубчатых половин среднего слоя, соответственно, частей среднего слоя. При этом на внутреннюю тяговую трубу помещена первая часть среднего слоя из упрочненного волокнами пластика, а на внутреннюю сторону внешней гильзы цилиндра помещена еще одна часть среднего слоя тоже из упрочненного волокнами пластика. При этом выбирают такие внешние габариты внутренней части среднего слоя, чтобы на него могла быть надвинута внешняя часть среднего слоя, а затем было произведено склеивание обеих частей среднего слоя. Обращенные к соответствующим металлическим заглушкам концевые области внутренней тяговой трубы, соответственно, внешней гильзы цилиндра привариваются к этим конструктивным элементам для передачи усилия. Общая передача усилия при этом происходит исключительно через обе эти трубы, приваренные к металлическим заглушкам. Недостатком при этом является образование сварного шва, а также сложность всего процесса изготовления.
В US 4,704,918 описана выполненная в виде тонкостенной конструкции тянуще- толкающая и/или скручивающая штанга, у которой присоединительные части расположены на расстоянии друг от друга, и между ними предусмотрен перекрывающий этот промежуток и выполненный в виде тонкостенной конструкции элемент среднего слоя. Этот узел по всей своей длине окружен упрочненным смолой волокнистым слоем в форме плетеных нитей. Дополнительно на эту наружную поверхность можно нанести еще одно покрытие из другого полимерного материала. При таком процессе изготовления плетенка из волокон или нитей перед процессом плетения пропитывается смолой. Вес рабочий процесс при этом существенно усложняется, так как требуется всегда работать с нитяным материалом, который смочен или пропитан еще не затвердевшей смолой.
В основу данного изобретения положена задача создания корпуса цилиндра, выполненного в виде тонкостенной композитной конструкции, и напорного цилиндра, снабженного таким корпусом, которые просты и экономичны в изготовлении и, кроме того, отвечают высоким требованиям к композитной структуре на обоих концевых элементах, чтобы и при высоких значениях рабочего давления обеспечивалась надежная монолитность несущей структуры корпуса цилиндра. Помимо этого изобретение предлагает также способ изготовления корпуса цилиндра, выполненного в виде тонкостенной композитной конструкции, при котором нанесение нитей композитной структуры может осуществляться просто и надежно, и при этом исключаются дополнительные операции обработки композитной структуры, а также ее разрезание.
Эта задача согласно изобретению решается признаками независимого пункта 1 формулы. Обеспечиваемое этими признаками пункта 1 преимущество заключается в том, что благодаря нему возможно сначала выполнение соответствующим образом внутренней трубы, которая по своему качеству поверхности отвечает требованиям к созданию полости цилиндра. На ее концах установлены концевые элементы, которые предназначены для направления поршневого штока или для присоединения изготовленного напорного цилиндра. Для взаимного соединения этих концевых элементов на внешней стороне внутренней трубы образована композитная структура из упрочненного нитями пластика, которая в осевом направлении непрерывно проходит между обоими концевыми элементами, а также связана с ними, соответственно, зафиксирована на концевых элементах. Для образования, соответственно, нанесения нитей композитной структуры на наружной поверхности первого и второго концевых элементов предусмотрено по несколько распределенных по периметру вспомогательных намоточных элементов, которые для осуществления процесса намотки выступают над наружной поверхностью. Таким образом, с помощью намоточного станка указанные нити, соответственно, жгуты из элементарных нитей для образования композитной структуры могут быть размещены на внутренней трубе с прохождением между первым и вторым концевыми элементами и повернуты уже в позднейшей зажимной области. Вспомогательные намоточные элементы служат для того, чтобы обеспечить проведение лишь процесса намотки. После образования нитяной структуры, но еще до упрочнения пластика они пластически деформируются и так смещаются внутрь нитей композитной структуры, соответственно, заделываются в нее.
Так как нити, соответственно, жгуты из элементарных нитей во время процесса намотки снабжены покрытием из еще не затвердевшего пластика, то и отдельные вспомогательные намоточные элементы в ходе процесса формования тоже заделываются в еще не затвердевший полимерный материал.
Благодаря тому, что теперь вспомогательные намоточные элементы лишь деформируются и не должны удаляться, то отпадает и любая последующая работа после образования композитной структуры путем упрочнения, соответственно, отверждения пластика. Следующее преимущество заключается еще и в том, что таким образом между вспомогательными намоточными элементами обоих концевых элементов может быть обеспечено почти непрерывное прохождение нитей, так как нити лишь поворачиваются в области вспомогательных намоточных элементов, и тем самым получается компактная, прежде всего сплошная нитяная структура внутри композитной структуры, соответственно, композитного тела. Вспомогательные намоточные элементы служат при этом лишь для удерживания и поворота нитей во время процесса намотки, и в дальнейшем, после упрочнения, соответственно, отверждения пластика не являются обязательно необходимыми для реализации разгружающей функции.
Предпочтительным является также следующий вариант осуществления согласно пункту 2 формулы изобретения, поскольку за счет разделения каждого из концевых элементов на базовую часть и перемещаемую относительно нее зажимную часть вспомогательные намоточные элементы могут быть расположены, соответственно, зафиксированы на базовой части. Таким образом можно гарантировать посредством перемещаемой относительного нее зажимной части гарантировать пластическую деформацию вспомогательных намоточных элементов, а в дальнейшем и закрепление зажимом конца композитной структуры. При этом зажимная часть может служить либо в качестве постоянной конструктивной детали концевого элемента, либо это формообразующее тело после образования и упрочнения композитной структуры может быть удалено и заменено на собственный конструктивный элемент.
Предпочтительно, кроме того, выполнение по пункту 3 формулы изобретения, поскольку тем самым оба удаленных друг от друга в осевом направлении конца композитной структуры без какой-либо дополнительной обработки могут быть связаны с соответствующим концевым элементом.
За счет выполнения согласно пункту 4 формулы на базовой части можно путем выбора различных наклонов друг к другу создать действующий с геометрическим замыканием опорный контур, на который может опираться с геометрическим замыканием внутренняя сторона композитной структуры для передачи нагрузки в осевом направлении.
По другому варианту осуществления согласно пункту 5 формулы предотвращается повреждение нитей композитной структуры в области зажимного контура между зажимной частью и базовой частью. Однако тем самым можно также избежать расширения композитной структуры при растягивающей нагрузке в осевом направлении. Предпочтительной является и модификация по пункту 6 формулы, поскольку тем самым предотвращается повреждение наружных слоев нитяной структуры композитного тела, соответственно, композитной структуры в начале зажимной области. При выполнении по пункту 7 формулы преимуществом является то, что за счет различного формата выбора поперечного сечения на конце композитной структуры образуется окружное утолщение, которое при растягивающей нагрузке действует в качестве зажимной части, и не может без разрушения продвигаться сквозь зажимную область, расположенную в осевом направлении спереди, однако выполненную с меньшим поперечным сечением. Тем самым на обоих концевых элементах в зоне их приемных камер обеспечивается надежная, с геометрическим замыканием, фиксация композитной структуры.
За счет модификации по пункту 8 формулы при деформировании вспомогательных намоточных элементов и последующем заполнении приемной камеры еще жидкотекучим пластиком предотвращается попадание включений воздуха и, тем самым, образование раковин. Таким образом, возможно обеспечение полного заполнения приемной камеры пластиком и нитями для образования композитной структуры.
За счет выполнения согласно пункту 9 формулы можно без дополнительных вспомогательных средств обеспечить безупречное, направленное пластическое деформирование вспомогательных намоточных элементов в направлении к продольной оси. Кроме того, таким образом можно также предотвратить самопроизвольное ослабление обведенных вокруг отдельных вспомогательных намоточных элементов, перенаправленных нитей, соответственно, жгутов из элементарных нитей во время процесса намотки.
Предпочтительным оказалось также выполнение согласно пункту 10 или 11 формулы изобретения, поскольку вспомогательные намоточные элементы за счет этого могут быть предварительно изготовлены независимо от их конфигурации, и в зависимости от габаритов и выполнения изготовляемого корпуса цилиндра они могут быть помещены на соответствующие концевые элементы в соответствующей конфигурации и в требуемом количестве.
Согласно выполнению, описанному в пункте 12 или 13 формулы, не обязательно, чтобы каждый из вспомогательных намоточных элементов располагался на соответствующем концевом элементе, так как они вместе с соединительным элементом могут быть как узел размещены на соответствующем концевом элементе.
При этом оказалось также предпочтительным выполнение согласно пункту 14 формулы, поскольку тем самым можно избежать образования в самой внешней концевой области острой кромки, которая может привести к повреждению нитей. Однако помимо этого можно также снизить высоту отдельных вспомогательных намоточных элементов, радиально выступающих над наружной поверхностью концевого элемента, в частности его базовую часть, вследствие чего предотвращается появление мешающих процессу намотки кромок и слишком большого радиального расстояния.
Однако задача данного изобретения самостоятельно решается также признаками пункта 15 формулы изобретения. Обеспечиваемые комбинацией признаков этого независимого пункта преимущества заключаются в том, что так может быть создан узел, который и при высоких давлениях надежен и имеет длительный срок службы.
Однако независимо от этого, задача изобретения решается также способом изготовления корпуса цилиндра для напорного цилиндра, выполненного в виде тонкостенной композитной конструкции, согласно указанным в независимом пункте 16 формулы признакам. Обеспечиваемые комбинацией признаков этого независимого пункта преимущества заключаются в том, что за счет них можно сначала подготовить выполненную соответствующим образом внутреннюю трубу, которая по своему качеству поверхности удовлетворяет требованиям к выполнению полости цилиндра. На ее концах располагают концевые элементы, которые служат для направления поршневого штока или для подсоединения получаемого напорного цилиндра. Для взаимного соединения концевых элементов на внешней стороне внутренней трубы образована композитная структура из упрочненного нитями пластика, которая в осевом направлении непрерывно проходит между обоими концевыми элементами и связана с ними, соответственно, зафиксирована на этих концевых элементах. Для образования, соответственно, нанесения нитей композитной структуры на наружной поверхности первого и второго концевых элементов предусмотрено несколько расположенных с распределением по периметру вспомогательных намоточных элементов, которые для осуществления процесса намотки выступают над наружной поверхностью. Таким образом с помощью намоточного станка нити, соответственно, жгуты из элементарных нитей для образования композитной структуры можно расположить как на внутренней трубе, так и с прохождением между первым и вторым концевыми элементами, повернуть их уже в области, которая позднее будет зажимной областью. Вспомогательные намоточные элементы служат лишь для того, чтобы обеспечить осуществление процесса намотки. После образования нитяной структуры, но еще перед упрочнением пластика они деформируются и тем самым укладываются среди нитей композитной структуры, соответственно, заделываются в них.
Так как эти нити, соответственно, жгуты из элементарных нитей во время процесса намотки уже снабжены слоем еще не затвердевшего пластика, то в ходе процесса пластической деформации отдельные вспомогательные намоточные элементы заделываются также и еще не затвердевший полимерный материал. Благодаря тому, что вспомогательные намоточные элементы теперь только деформируются и больше не должны уделяться, то отпадает необходимость в какой-либо дополнительной работе после образования композитной структуры за счет упрочнения, соответственно, отверждения пластика. Еще одно преимущество состоит также и в том, что таким образом между вспомогательными элементами обоих концевых элементов может быть обеспечено практически непрерывное прохождение нитей, так как эти нити поворачиваются лишь в области вспомогательных элементов и, тем самым, может быть получена компактная и прежде всего сплошная нитяная структура внутри композитной структуры, соответственно, композитного тела. Вспомогательные намоточные элементы служат при этом только для фиксации и поворота нитей во время процесса намотки, и в дальнейшем после упрочнения, соответственно, отверждения пластика больше не являются обязательно необходимыми для реализации разгружающей функции.
Предпочтительным при выбранных этапах способа согласно пункту 17 формулы является то, что за счет деления каждого из концевых элементов на базовую часть, а также на перемещаемую относительно нее зажимную часть вспомогательные намоточные элементы могут быть расположены и, соответственно, зафиксированы на базовой части. Таким образом, посредством перемещаемой относительно нее зажимной части обеспечивается пластическое деформирование вспомогательных элементов, а в дальнейшем и закрепление зажимом конца композитной структуры. При этом зажимная часть может служить либо постоянно остающейся конструктивной деталью концевого элемента, либо это формообразующее тело после образования и упрочнения композитной структуры может быть удалено и заменено на собственный конструктивный элемент.
Кроме того, предпочтителен подход согласно признакам пункта 18 формулы, поскольку благодаря этому после окончания процесса намотки и вплоть до помещения зажимной части на базовую часть больше не требуется осуществлять дополнительные рабочие операции, чтобы тем самым получить окончательную пространственную форму композитной структуры и обеспечить ее фиксацию на концевых элементах.
Еще один предпочтительный подход охарактеризован в пункте 19 или 20 формулы изобретения, за счет которого еще перед отверждением пластика и заделкой нитей происходит натяжение нитяной структуры. Тем самым может быть обеспечена еще большая монолитность при незначительном продольном вытяжении между обоими концевыми элементами, удаленными друг от друга в осевом направлении.
Предпочтительным является также вариант способа согласно пункту 21 формулы изобретения, поскольку тем самым без каких бы то ни было дополнительных работ оба удаленных друг от друга в осевом направлении конца композитной структуры могут быть связаны с соответствующим концевым элементом.
И наконец, предпочтителен также подход согласно признакам пункта 22 формулы, поскольку благодаря этому окончательно отверждение полимерного материала нужно осуществлять лишь после образования нитяной структуры и создания зажимного положения между базовой частью и зажимной частью. За счет этого в зажимной области, а также в приемной камере может происходить полное заполнение, благодаря чему может быть обеспечено объемное, массивное выполнение конца композитной структуры после отверждения.
Для лучшего понимания сути данного изобретения ниже оно будет рассмотрено подробнее с привлечением прилагаемых чертежей.
На чертежах в сильно упрощенном схематичном виде показано следующее:
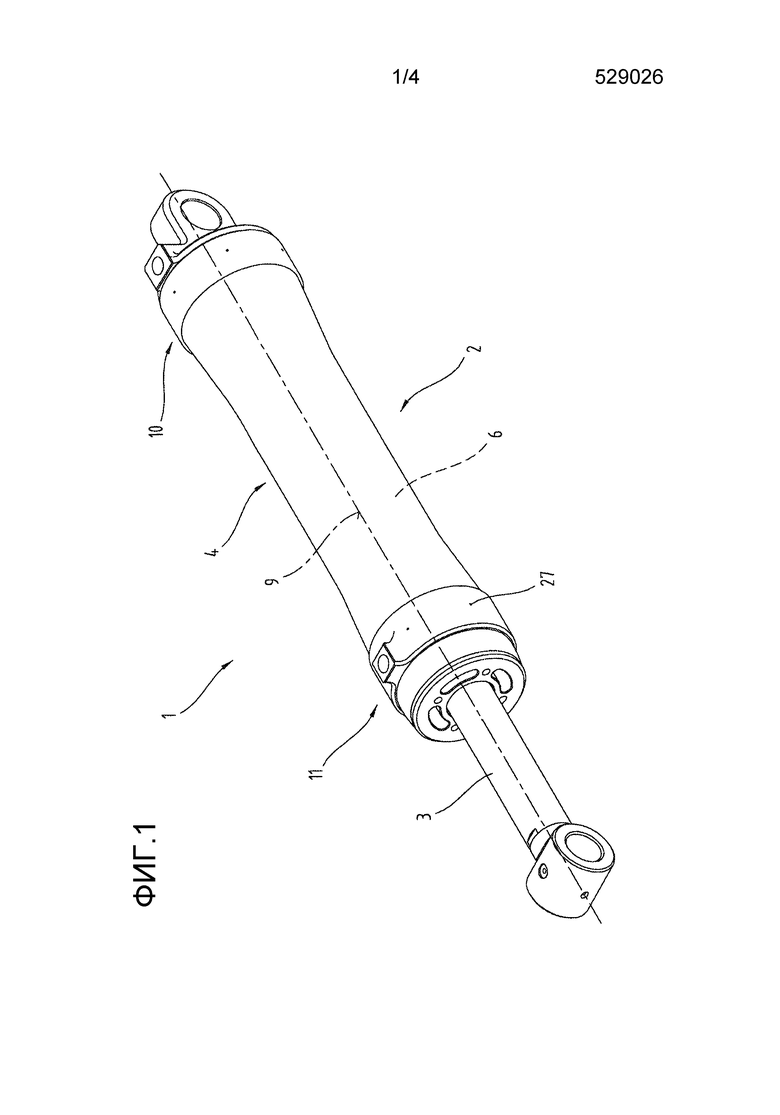
Фиг. 1 - напорный цилиндр в упрощенном для наглядности изображении;
Фиг. 2 - осевое сечение корпуса напорного цилиндра, но с удаленным поршнем и частично обозначенным поршневым штоком;
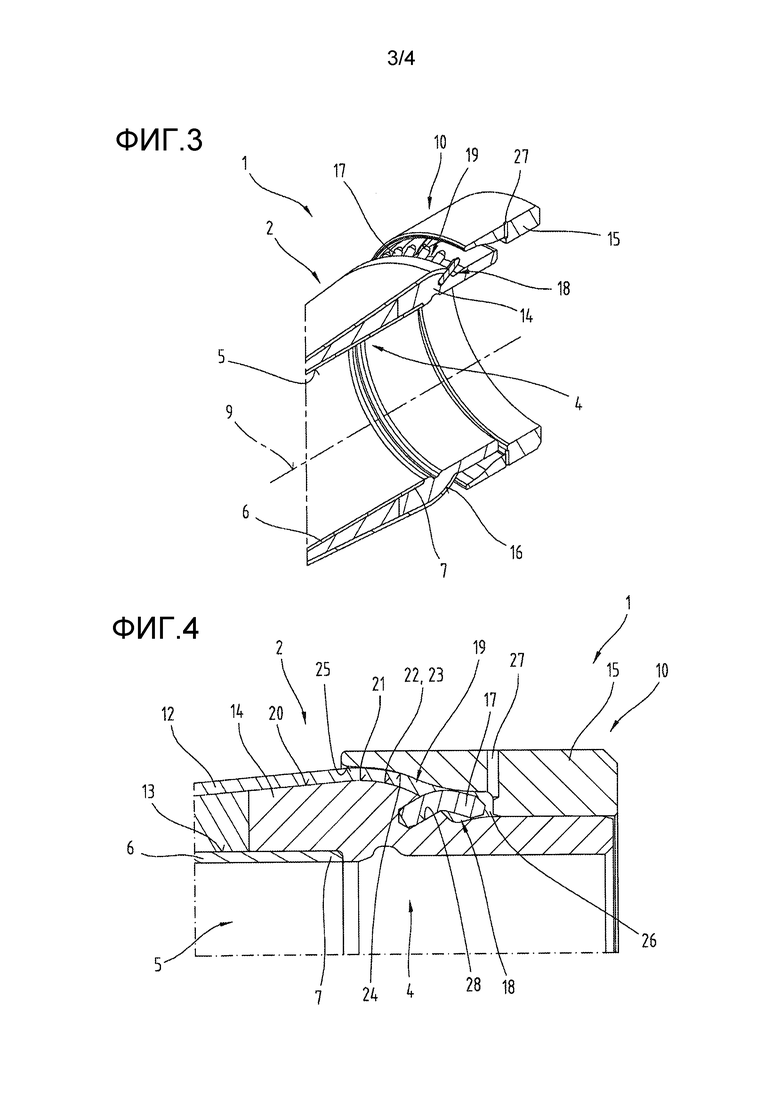
Фиг. 3 - один конец корпуса цилиндра после нанесения нитей композитной структуры, однако еще перед тем, как достигнуто зажимное положение концевого элемента для композитной структуры, в осевом направлении, также в увеличенном для наглядности представлении;
Фиг. 4 - часть области конца по Фиг. 3 после нанесения нитей композитной структуры для образования несущей структуры, однако при уже пластично деформированных вспомогательных намоточных элементах посредством зажимной части, в осевом сечении и тоже в увеличенном виде;
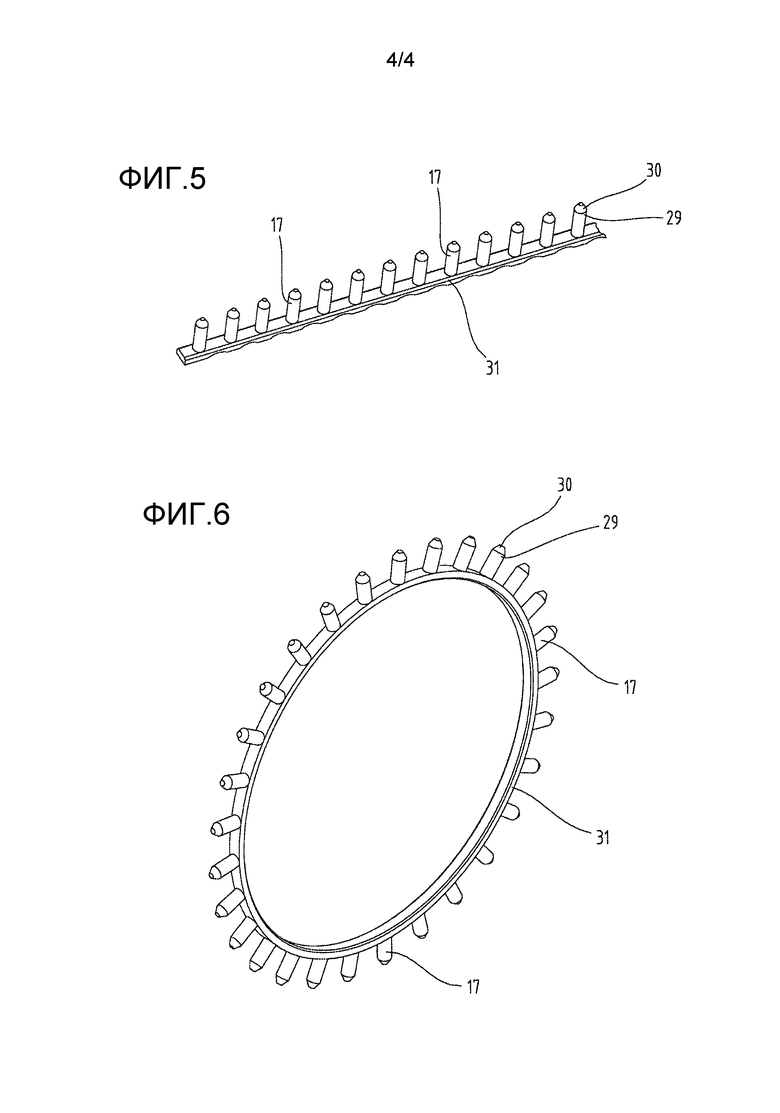
Фиг. 5 - еще одна возможность фиксации вспомогательных элементов на несущем их соединительном элементе, в упрощенном для наглядности представлении;
Фиг. 6 - другая возможность фиксации вспомогательных элементов на несущем их кольцевом соединительном элементе, в упрощенном для наглядности представлении.
В порядке введения следует указать, что в описанных различных вариантах осуществления одинаковые детали обозначены одинаковыми ссылочными позициями, соответственно, одинаково названными компонентами, причем содержащиеся во всем описании характеристики, сообразно смыслу, могут быть перенесены на одинаковые детали с одинаковыми ссылочными позициями, соответственно, на одинаково обозначенные компоненты. Выбранные в описании данные о положении, как например, вверху, внизу, сбоку и т.д., относящиеся к непосредственно описываемому, а также к представленному на чертежах, при изменении положения следует по смыслу переносить на новое положение.
На Фиг. 1 упрощенно показан рабочий цилиндр в форме напорного цилиндра 1, который содержит корпус 2 цилиндра, выполненного в виде тонкостенной композитной конструкции, а также здесь подробно не представленный поршень со связанным с ним поршневым штоком 3. Напорный цилиндр может быть, например, гидравлическим цилиндром, пневматическим или гидропневматическим цилиндром. Кроме того, этот напорный цилиндр может быть выполнен как цилиндр двустороннего действия, дифференциальный цилиндр, цилиндр синхронного хода, спаренный цилиндр, цилиндр одностороннего действия, плунжерный цилиндр или телескопический пневмо- или гидроцилиндр.
Одним аспектом данного изобретения является корпус 2 цилиндра как таковой. Другим аспектом изобретения может быть напорный цилиндр 1 с таким корпусом 2 цилиндра, а также размещенным в нем поршнем с поршневым штоком. Однако еще одним аспектом изобретения может быть также способ изготовления корпуса 2 цилиндра.
На Фиг. 2-4 в различных видах и сечениях показан корпус 2 цилиндра для создания напорного цилиндра 1, чтобы лучше описать его конструкцию. Корпус 2 цилиндра собран, соответственно, образован из множества различных компонентов, причем здесь представлена попытка реализации так называемой тонкостенной композитной конструкции. При этом большая экономия веса достигается особенно у цилиндрической трубы, и несмотря на это такие корпуса 2 цилиндров можно эксплуатировать даже при относительно высоких рабочих давлениях, а также при выполнении с большими габаритами.
Так, корпус 2 цилиндра содержит несущую структуру 4, включающую полость 5 цилиндра для приема поршня, не представленного здесь подробно, а также части поршневого штока 3.
Несущая структура 4 включает внутреннюю трубу 6, имеющую два конца 7, 8, находящихся на расстоянии друг от друга в осевом направлении. По большей части речь при этом идет о металлической трубе, причем качество ее поверхности, обращенной к полости 5 цилиндра, отвечает требованиям, необходимым для направления и герметизации. Между обоими этими концами 7, 8, в осевом направлении находящихся на расстоянии друг от друга, проходит продольная ось 9, которая определяет центр внутренней трубы 6, соответственно, несущей структуры 4. Кроме того, здесь предусмотрено, что в области первого конца 7 внутренней трубы 6 расположен первый концевой элемент 10, а в области второго конца 8 расположен второй концевой элемент 11.
Кроме того, несущая структура 4 включает в себя композитная структуру 12 из пластика, упрочненного не показанными здесь детально нитями. Простоты ради, композитная структура 12 представлена в виде единственного конструктивного элемента, который, однако, образован нитями, соответственно, слоями нитей, которые самым различным образом расположены относительно друг друга, соответственно, самым различным образом проходят относительно друг друга, и которые - сразу после их нанесения, соответственно, намотки - скрепляются посредством указанного пластика в монолитный конструктивный элемент. Таким образом, композитная структура 12 может также содержать множество слоев нитей, соответственно, жгутов из элементарных нитей, которые самым различным образом расположены относительно друг друга, соответственно, самым различным образом ориентированы. Могут быть предусмотрены отдельные слои с угловой ориентацией примерно под 90° относительно продольной оси 9. Эти проходящие во всех направлениях нити образуют слой, который оказывает высокое сопротивление радиальному давлению изнутри и воспринимает силы такого рода. Причем это приводит к тому, что внутренняя труба 6 опирается своей наружной поверхностью 13. Этот слой чаще всего является первым, соответственно, самым внутренним слоем композитной структуры 12. Чтобы иметь возможность удерживать оба концевых элемента 10, 11 позиционированными относительно друг друга на определенном расстоянии в осевом направлении, можно предусмотреть дополнительные слои нитей, образующие своего рода продольно наматываемый слой. При этом для образования этого продольно наматываемого слоя на обращенной от полости 5 цилиндра стороне внутренней трубы 6 могут быть предусмотрены, соответственно, расположены отдельные нити, соответственно, жгуты из элементарных нитей, проходящие с наклоном к продольной оси 9 в угловом диапазоне между 0° и 30°, в частности между 0° и 10° относительно этой продольной оси 9. Чтобы обеспечить дополнительную, радиальную фиксацию, соответственно, монолитность образующих продольно наматываемый слой нитей, соответственно, жгутов из элементарных нитей, указанный самый верхний слой точно так же может иметь направление намотки, при котором отдельные нити могут быть расположены примерно под 90° относительно продольной оси 9 как рядом друг с другом, так и друг над другом. При этом по меньшей мере указанные нити, соответственно, жгуты из элементарных нитей продольного слоя, проходящие непрерывно между первым и вторым концевыми элементами 10, 11, ориентированы и соответственно связаны с ними, чтобы тем самым можно было фиксировать заданную дистанцию между обоими концевыми элементами 10, 11 в зависимости от внутренней трубы 6.
При этом следует упомянуть, что описанные выше продольные слои, соответственно, продольно наматываемые слои, как и проходящие под углом около 90° относительно продольной оси 9 поперечно наматываемые слои могут быть предусмотрены, соответственно, расположены друг на друге в виде многократно чередующейся последовательности. В качестве самого верхнего, соответственно, самого внешнего слоя предпочтительно предусмотреть окружной наматываемый слой, который образует с продольной осью 9 угол около 90°.
В принципе, конструкция и расположение подсоединения композитной структуры 12 к первому, а также ко второму концевому элементу 10, 11 выполняются однотипно друг с другом, причем ниже для большей наглядности будет представлен и более подробно описан только находящийся со стороны дна конец корпуса 2 цилиндра со своим первым концевым элементом 10.
Так, на Фиг. 3 и 4 наглядно показано осевое сечение в области первого конца 7 внутренней трубы 6 с закрепленным на нем первым концевым элементом 10. Описываемые здесь варианты выполнения для первого концевого элемента 10 эквивалентным образом действительны и для второго концевого элемента 11, при этом ориентирование и расположение указанных конструктивных элементов по отношению друг другу происходят в соответственно противоположных направлениях относительно осевого направления корпуса 2 цилиндра. Поскольку в рабочем режиме таких напорных цилиндров 1 должно передаваться не только высокое радиальное давление, начиная от полости 5 цилиндра, на внутреннюю трубу 6 и дальше в несущую структуру 4, но и осевое усилие между обоими концевыми элементами 10, 11, то от несущей структуры 4, в частности композитной структуры 12, требуется высокое пороговое значение. Поэтому особое значение имеет фиксация композитной структуры 12 и, тем самым, соединение между первым и вторым концевыми элементами 10, 11. Указанная композитная структура 12 поэтому выполнена проходящей в осевом направлении непрерывно между первым и вторым концевыми элементами 10, 11. В показанном здесь примере выполнения как первый концевой элемент 10, так и второй концевой элемент 11 содержат по базовой части 14 и перемещаемой относительно нее зажимной части 15. Под «перемещаемой относительно нее» понимается перемещение в осевом направлении. Кроме того, при использовании не представленного, соответственно, не обозначенного здесь резьбового устройства между базовой частью 14 и зажимной частью 15 может происходить еще и вращательное движение вокруг продольной оси 9, чтобы осевое движение между обоими этими элементами 14, 15 реализовать в движении с геометрическим замыканием. В основном композитная структура 12 на концевых элементах 10, 11 удерживается неподвижно, а зажимную часть 15 перемещают относительно нее. Базовая часть 14 лежит ближе к продольной оси 9 и, тем самым, расположена внутри расположенной снаружи зажимной части 15, причем эта зажимная часть перекрывает базовую часть 14 снаружи по меньшей мере на отдельных участках.
При использовавшихся до сих пор способах намотки в большинстве случаев действовали таким образом, что образующие композитную структуру 12 нити, соответственно, жгуты из элементарных нитей в осевом направлении располагались на обращенных друг от друга сторонах, выходя за каждый из этих концевых элементов 10, 11, чтобы на установленных снаружи вспомогательных оправках обеспечить разворот отдельных нитей, соответственно, жгутов из элементарных нитей. Таким образом могли образовываться продольные слои, соответственно, продольно наматываемые слои. После соответствующего отверждения или упрочнения пластика и связанной с ним заделкой нитей в пластик в заданном месте выступающая часть изготовленной до этого композитной структуры отделялась, из-за чего возникал проходящий вокруг разрыв и тем самым разделение отдельных нитей в поперечном сечении места отделения.
В представленном здесь варианте выполнения первого концевого элемента 10 предусмотрено, чтобы на его наружной поверхности 16, в частности его базовой части 14, находилось несколько установленных с распределением по периметру вспомогательных намоточных элементов 17. При этом вспомогательные намоточные элементы 17 выступают над наружной поверхностью 16 концевого элемента 10, в частности базовой части 14. Отдельные вспомогательные намоточные элементы 17 в данном примере осуществления выполнены стержнеобразными или, соответственно, штифтообразными и служат для того, чтобы во время нанесения нитей композитной структуры 12 сделать возможным необходимый для этого процесс намотки. Для этого вспомогательные намоточные элементы 17 обладают такой прочностью, что процесс намотки может осуществляться обычным образом. В процессе намотки отдельные из нитей композитной структуры 12 на соответствующих обращенных в осевом направлении друг от друга сторонах на участке 18 поворота проводятся вокруг одного из вспомогательных элементов 17, и тем самым нити, соответственно, жгуты из элементарных нитей при еще не отвержденном состоянии пластика удерживаются неподвижно на базовой части 14 первого концевого элемента 10. При этом вспомогательные намоточные элементы 17 также называются штифтами. В фазе намотки нитей, соответственно, жгутов из элементарных нитей вспомогательные намоточные элементы 17 проходят сквозь изготавливаемую композитную структуру 12, соответственно, выступают над ней. За счет этого вплоть до рассматриваемого ниже процесса пластической деформации отдельных вспомогательных намоточных элементов 17 посредством зажимной части 15 обеспечивается надежная фиксация этих нитей или жгутов из элементарных нитей на базовой части 14.
Вспомогательные намоточные элементы 17, как это еще будет описано ниже, должны быть выполнены пластически деформируемыми, не должны иметь острых кромок, а также не обладать слишком высокой хрупкостью, чтобы не отламываться при пластической деформации. Большей частью вспомогательные намоточные элементы 17 выполнены из полимерного материала с соответствующими свойствами, которые служат, однако, лишь тому, чтобы удерживать эти нити во время процесса намотки позиционированными на базовой части 14, но при этом не вносить существенную долю в передачу сил композитной структуры 12 на оба концевых элемента 10, 11. Благодаря ориентированному преимущественно наклонно относительно продольной оси 9 продольному прохождению нитей композитной структуры 12 между обеими базовыми частями 14 концевых элементов 10, 11 нить, соответственно, жгут из элементарных нитей на внешнем участке 18 поворота проводятся вокруг одного из вспомогательных элементов и изменяют свое направление, в дальнейшем направляются в окружном направлении и на другом участке 18 поворота снова проводятся вокруг другого из вспомогательных элементов 17, так что эта нить под предварительно выбранным, вышеописанным углом наклона относительно продольной оси 9 к следующему вспомогательному намоточному элементу 17 второго концевого элемента 11, соответственно, его базовой части 14 и там тоже соответствующим образом меняет свое направление. Как это можно лучше увидеть на Фиг. 4, зажимная часть 15 находится относительно базовой части 14 в так называемом зажимном положении. Такое относительное позиционирование зажимной части 15 к базовой части 14 происходит только после полного образования еще не упрочненной композитной структуры 12, соответственно, ее нитей. Нанесение полимерного материала для образования композитной структуры 12 может осуществляться, например, в ходе процесса намотки посредством уже снабженных покрытием из этого полимерного материала нитей, соответственно, жгутов из элементарных нитей или же посредством последующего нанесения покрытия и/или пропитки нитей. Предпочтительно, однако, использовать нити, соответственно, жгуты из элементарных нитей, покрытые, соответственно, пропитанные еще не отвержденным пластиком, чтобы таким образом получить в распоряжение соответствующее количество пластика в непосредственной близости от внутренней трубы 6, а также базовых частей 14 концевых элементов 10, 11 для заделывания нитей и образования композитной структуры 12. В ходе аксиального перемещения зажимной части 15 по отношению к базовой части 14 после образования композитной структуры 12 вспомогательные намоточные элементы 17 пластически деформируются и по меньшей мере на отдельных участках заделываются в композитную структуру 12.
Кроме того, как можно видеть на Фиг. 4, зажимная часть 15 находится в занятом базовой частью 14 зажимном положении, причем между базовой частью 14 и зажимной частью 15 образовано окружное приемное пространство 19, в котором размещены конец композитной структуры 12, а также пластично деформированные вспомогательные намоточные элементы 17. Базовая часть 14 надвинута на конец 7 внутренней трубы 6 с образованием плеча на нем, причем здесь не предусмотрено никакого неподвижного соединения между базовой частью 14 и концом 7 внутренней трубы 6 (плотная посадка).
Если смотреть в осевом сечении, базовая часть 14 на обращенной от внутренней трубы 6 стороне имеет проходящий с подъемом упорный скос 20, который, кроме того, в радиальном направлении может быть расположен на расстоянии от наружной поверхности 13 внутренней трубы 6. На обращенной от полости 5 цилиндра стороне упорного скоса 20 к нему примыкает переходной участок 21, который выполнен, соответственно, расположен на максимальном радиальном расстоянии относительно продольной оси 9. Примыкая к этому переходному участку 21, проходит опорная кривая 22, выполненная изогнутой по нисходящей, причем в концевой области этой опорной кривой 22 также могут быть расположены, соответственно, зафиксированы уже описанные выше вспомогательные намоточные элементы 17. Кроме того, упорный скос 20, переходной участок 21 и примыкающая к нему опорная кривая 22 образуют проходящий по периметру опорный контур 23 для внутренней стороны композитной структуры 12.
Зажимная часть 15 служит для размещения и фиксирующего закрепления с зажимом композитной структуры 12, чтобы тем самым обеспечить передачу осевых сил между обоими концевыми элементами 10, 11. Для этого зажимная часть 15 по меньшей мере в одной области, противоположной переходному участку 21 и примыкающему к нему участку опорной кривой 22, имеет зажимной контур 24, проходящий параллельно им со смещением по обращенной от продольной оси 9 стороне. При этом степень такого радиального смещения приблизительно соответствует толщине слоя нитей композитной структуры 12 в этой области. Для предотвращения пережатия, соответственно, смятия нитей во входной области композитной структуры 12 в зажимную часть 15, если смотреть в аксиальном сечении, зажимная часть 15 в начале своего зажимного контура 24, противоположного переходному участку 21, может иметь впускное расширение 25. При этом достигается увеличение поперечного сечения между опорным контуром 23 и зажимным контуром 24.
Кроме того, если смотреть в аксиальном сечении, поперечное сечение приемного пространства 19 в области переходного участка 21 и примыкающего к нему участка опорной кривой 22 имеет меньшие размеры, чем поперечное сечение в расположенном в осевом направлении на расстоянии от него участке 18 поворота нитей композитной структуры 12 вокруг вспомогательных намоточных элементов 17. Благодаря этому на участке 18 поворота нитей композитной структуры 12 вокруг вспомогательных намоточных элементов 17 между базовой частью 14 и зажимной частью 15 образуется приемная камера 26. Кроме того, приемная камера 26 по меньшей мере через один расположенный в зажимной части 15 канал 27 может быть связана с внешним окружением. Такие каналы 27 служат для того, чтобы во время относительного осевого перемещения, соответственно, перевода зажимной части 15 в зажимное положение относительно базовой части 14 избыточный текучий полимерный материал мог стекать из приемной камеры 26. Однако благодаря этому может выходить и заключенный при определенных условиях в приемной камере 26 воздух, чтобы таким путем получалась свободная от раковин композитная структура 12 из нитей и полимерного материала. Чтобы, с одной стороны, обеспечивался требуемый процесс намотки нитей, а с другой стороны, дальнейшее обведение нитей вокруг вспомогательных намоточных элементов 17, эти вспомогательные намоточные элементы 17 расположены и проходят с наклоном относительно продольной оси 9. Такое наклонное расположение вспомогательных элементов 17 служит, однако, еще и тому, чтобы можно было осуществить описанный выше процесс пластического деформирования выступающего над наружной поверхностью 13 участка вспомогательных элементов 17. При этом предпочтительным оказался угол наклона относительно продольной оси 9, лежащий между 30° и 45°. Кроме того, направление этого наклона выбрано таким, что они ориентированы на соответствующие обращенные друг от друга стороны вспомогательных элементов 17, проходя с возрастающим наклоном.
Фиксация вспомогательных элементов 17 на концевых элементах 10, 11, в частности их базовых частях 14, может осуществляться самым различным образом. В представленном здесь примере осуществления каждый из указанных отдельных вспомогательных намоточных элементов 17 может быть в отдельности вставлен в приемное отверстие 28, образованное для этого в соответствующей базовой части 14 концевого элемента 10, 11, и предпочтительно неподвижно зафиксирован в нем.
Кроме того, каждый из вспомогательных элементов 17 в своей концевой области 29, обращенной от базовой части 14 концевого элемента 10, 11, может быть снабжен фаской с поверхностью 30. Предпочтительно поверхность 30 фаски выполнена проходящей вокруг без разрывов. Кроме того, если смотреть в аксиальном сечении, поверхность 30 фаски на своей обращенной от продольной оси 9 стороне может быть ориентирована приблизительно параллельно упорному скосу 20, образованному на базовой части 14. Это потому, что так при процессе намотки не будут выступать никакие мешающие, острые кромки на обращенной от продольной оси 9 стороне вспомогательного намоточного элемента 17.
Как уже было описано выше, самый внешний, соответственно, самый верхний слой нитей композитной структуры, представляющих собой окружную обмотку, нанесен, соответственно, расположен поверх всех продольных слоев в области обоих концевых элементов 10, 11, непосредственно до вспомогательных намоточных элементов 17. Тем самым предотвращается радиальное отклонение образующих эти продольные слои нитей, соответственно, жгутов из элементарных нитей.
При изготовлении корпуса 2 для напорного цилиндра 1 может использоваться способ, при котором образуется несущая структура 4, содержащая внутреннюю трубу 6 с находящимися в осевом направлении на расстоянии друг от друга концами 7, 8, первый и второй концевые элементы 10, 11, а также композитную структуру 12. При этом на внутренней трубе 6 в области каждого из концов 7, 8 располагают первый и второй концевые элементы 10, 11 соответственно. Композитная структура 12 образуется из упрочненного нитями, соответственно, жгутами из элементарных нитей пластика, который помещают на наружную поверхность 13 внутренней трубы 6. При этом композитная структура 12 в осевом направлении непрерывно проходит между первым и вторым концевыми элементами 10, 11 и дополнительно еще и связана с первым и вторым концевыми элементами 10, 11.
Кроме того, на наружной поверхности 16 первого и второго концевых элементов 10, 11 с распределением по ее периметру устанавливают несколько выступающих над наружной поверхностью 16 вспомогательных намоточных элементов 17. При нанесении нитей композитной структуры 12 в ходе процесса намотки вышеописанные нити для образования продольных слоев, как и нити для образования окружных, соответственно, поперечных слоев располагают на несущей структуре 4 с внутренней трубой 6, а также первым и вторым концевыми элементами 10, 11. На участке 18 поворота указанные нити, соответственно, жгуты из элементарных нитей обводятся вокруг соответствующих вспомогательных элементов 17, при необходимости в окружном направлении через несколько вспомогательных намоточных элементов 17, а затем через находящийся на расстоянии от него дополнительный вспомогательный намоточный элемент 17 снова направляется к соответствующему другому концевому элементу 10, 11. За счет того, что концевой элемент 10, 11 образован базовой частью 14 и перемещаемой относительно нее зажимной частью 15, указанные вспомогательные намоточные средства 17 предпочтительно располагаются на базовой части 14 концевого элемента 10, 11. Однако, вполне возможно одну или несколько нитей укладывать петлей вокруг одного из вспомогательных элементов 17 на угол около 180° и вести прямо под заданным углом продольной намотки относительно продольной оси 9 к расположенному на другом концевом элементе 11, 10 вспомогательному намоточному элементу 17.
Когда нити для образования композитной структуры 12 намотаны, соответственно, размещены, зажимная часть 15, например, в процессе свинчивания, посредством взаимодействующего резьбового устройства навинчивается на базовую часть 14. За счет этого аксиального перемещения относительно друг друга выступающие над нитями композитной структуры 12 вспомогательные намоточные элементы 17 сначала пластично деформируются и при этом вследствие их уже наклонной ориентации относительно продольной оси 9 пластично деформируются в направлении к этой продольной оси 9. При этом происходит заделывание и/или вдавливание отдельных вспомогательных намоточных элементов 17 в указанные нити, а также в еще не затвердевший полимерный материал композитной структуры 12.
Если зажимная часть 15 переместится еще дальше в осевом направлении по отношению к базовой части 14, то будет достигнуто так называемое зажимное положение между базовой частью 14 и зажимной частью 15. При достижении этого зажимного положения между опорным контуром 23 базовой части 14 и зажимным контуром 24 зажимной части 15 образуется зазор, в котором - если смотреть в аксиальном сечении - радиальное расстояние приблизительно равно толщине слоя нитей композитной структуры 12.
Благодаря наличию большой в поперечном сечении приемной камеры 26 на участке 18 поворота нитей композитной структуры 12 вокруг вспомогательных намоточных элементов 17 в этой приемной камере 26 могут быть размещены пластически деформированные концевые области 29 отдельных вспомогательных намоточных элементов 17. Кроме того, посредством этой большой в поперечном сечении приемной камеры 26 на конце композитной структуры 12 образуется своего рода зажимной клин, соответственно, зажимной буртик. После отверждения, соответственно, упрочнения пластика и заделанных в него нитей, соответственно, жгутов из элементарных нитей получившаяся толстой, соответственно, более прочной концевая область композитной структуры 12 на участке 18 поворота больше не может быть вытянута из приемной камеры 26, так как примыкающий к ней зажимной канал между опорным контуром 23 и зажимным контуром 24 имеет для этого меньшие размеры поперечного сечения. Тем самым достигается механическая фиксация, соответственно, крепление обеих концевых областей композитной структуры 12 на первом и втором концевых элементах 10, 11. Таким образом можно также обеспечить передачу высоких аксиальных усилий между обоими концевыми элементами 10, 11 через указанную композитную структуру 12 и, тем самым, очень стабильную монолитность в осевом направлении.
За счет пластической деформации вспомогательных элементов 17 в их выступающих за базовую часть 14 концевых областях 29 в направлении к продольной оси 9 проведенные на участке 18 поворота вокруг вспомогательных намоточных элементов 17 нити композитной структуры 12 могут дополнительно предварительно натягиваться в осевом направлении. В этом предварительно напряженном положении пластически деформированные указанным образом вспомогательные намоточные элементы 17 могут заделываться в композитную структуру 12 и размещаться в приемной камере 26.
Дополнительно можно, однако, предусмотреть на внешней стороне несущей структуры 4, в частности композитной структуры 12, защитный элемент в форме оболочки, соответственно, гильзы, чтобы обеспечить защиту заделанных в пластик нитей, а тем самым, и композитной структуры 12. Эта защитная оболочка может быть выполнена из самых разных материалов, как, например, пластика, металла, композитных конструктивных элементов и т.д. Такой защитный элемент в осевом направлении может непрерывно проходить между обоими концевыми элементами 10, 11 и при необходимости фиксироваться на них и/или композитной структуре 12.
На Фиг. 5 показана в данном случае самостоятельная форма выполнения вспомогательных элементов 17 и их взаимной фиксации, причем и здесь для одинаковых деталей использованы одинаковые ссылочные позиции, соответственно, обозначения компонентов, как и на предыдущих Фиг. 1-4. Во избежание ненужных повторений предлагается обратиться к детальному описанию к предыдущим Фиг. 1-4, соответственно, принять его во внимание.
Как уже было описано выше, эти отдельные вспомогательные намоточные элементы 17 предназначены для того, чтобы быть расположенными с распределением по периметру на концевых элементах 10, 11, в частности на их базовых частях 14. В описанной выше форме выполнения по Фиг. 2-4 указанные отдельные вспомогательные намоточные элементы 17 помещаются в собственные приемные отверстия 28 в концевом элементе 10, 11, в частности в его базовой части 14.
В противоположность этому при показанном здесь варианте выполнения вспомогательные намоточные элементы 17 расположены друг за другом в один ряд на проходящем непрерывно соединительном элементе 31 и отходят из него. Соединительный элемент 31 может быть либо изготовлен соответствующей длины по окружности, либо может отрезаться от бесконечного рулона. Соединительный элемент 31 может быть затем вставлен в не показанный здесь более подробно кольцевой приемный паз концевого элемента 10, 11, в частности его базовой части 14, и удерживаться в нем. Может быть осуществлено также дополнительное закрепление зажимом, соответственно, фиксирование соединительного элемента 31 на концевом элементе 10, 11, соответственно, его базовой части 14.
На Фиг. 6 показан еще один и при необходимости самостоятельный вариант выполнения вспомогательных элементов 17 и их взаимной фиксации, причем и здесь для одинаковых деталей использованы одинаковые ссылочные позиции, соответственно, обозначения компонентов, как и на предыдущих Фиг. 1-5. Во избежание ненужных повторений предлагается обратиться к детальному описанию к предыдущим Фиг. 1-5, соответственно, принять его во внимание.
В противоположность описанному выше, в варианте выполнения по Фиг. 5 соединительный элемент 31 здесь выполнен кольцевым, причем в зависимости от диаметра, соответственно, размера изготовляемого корпуса 2 цилиндра эти соединительные элементы 31 изготовляют сплошными, необходимой для этого длины по окружности. Для монтажа можно было бы дополнительно использовать предварительно изготовленный кольцевой соединительный элемент 31, однако один раз разделить его в окружной области, чтобы тем самым облегчить монтаж соединительного элемента 31 с выступающими из него вспомогательными намоточными элементами 17 на концевом элементе 10, 11, в частности его базовой части 14.
Порядка ради, в заключение следует указать на то, что для лучшего понимания конструкции корпуса 2 цилиндра, а также напорного цилиндра 1 их конструктивные элементы частично были представлены без соблюдения пропорций и/или увеличены, и/или уменьшены.
Самостоятельные решения положенной в основу изобретения задачи можно извлечь из описания.
Все данные диапазонов значений в предметном описании следует понимать так, что они включают в себя любые и все частичные области этого диапазона, например, указание 1-10 следует понимать так, охватываются все частичные области, начиная от нижней границы 1 и включая верхнюю границу 10, т.е. все частичные области, начиная с нижней границы 1 или более и кончая верхней границей 10 или менее, например 1-1,7, или 3,2-8,1, или 5,5-10.
Примеры выполнения показывают возможные варианты осуществления корпуса 2 цилиндра, а также напорного цилиндра 1, причем здесь следует отметить, что данное изобретение не ограничивается этими конкретно рассмотренными примерами их осуществления, но, более того, возможны также различные комбинации этих отдельных вариантов выполнения между собой, и такая возможность варьирования на основе идеи для технической деятельности посредством настоящего изобретения лежит в сфере возможностей работающего в этой области техники специалиста. Таким образом, под объем защиты подпадают все возможные варианты осуществления, которые возможны за счет комбинаций отдельных деталей представленных и описанных вариантов выполнения. Кроме того, отдельные признаки или комбинации признаков из различных показанных и описанных примеров выполнения сами по себе тоже могут представлять собой самостоятельные, изобретательские решения или решения согласно изобретению. Прежде всего, отдельные показанные на Фиг. 1, 2, 3, 4, 5, 6 выполнения образуют предмет самостоятельных решений согласно изобретению. Относящиеся к этому, предлагаемые изобретением задачи и решения можно почерпнуть из подробного описания этих фигур.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ:
1 напорный цилиндр
2 корпус цилиндра
3 поршневой шток
4 несущая структура
5 полость цилиндра
6 внутренняя труба
7 конец
8 конец
9 продольная ось
10 первый концевой элемент
11 второй концевой элемент
12 композитная структура
13 наружная поверхность
14 базовая часть
15 зажимная часть
16 наружная поверхность
17 вспомогательный намоточный элемент
18 участок поворота
19 приемное пространство
20 упорный скос
21 переходной участок
22 опорная кривая
23 опорный контур
24 зажимной контур
25 впускное расширение
26 приемная камера
27 канал
28 приемное отверстие
29 концевая область
30 поверхность фаски
31 соединительный элемент
| название | год | авторы | номер документа |
|---|---|---|---|
| Композитный демпфирующий элемент и способ его изготовления | 2018 |
|
RU2717270C2 |
| ВАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2004 |
|
RU2339112C2 |
| ЛЕНТА БАНДАЖНАЯ ДЛЯ АРМИРОВАНИЯ ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДА | 2001 |
|
RU2187743C1 |
| ПРИМЕНЕНИЕ КОНТЕЙНЕРА ДЛЯ ОБРАЩЕНИЯ С БОБИНОЙ ПРЯЖИ, НАМОТОЧНАЯ МАШИНА ДЛЯ ПРЯЖИ, КОНСТРУКТИВНЫЙ УЗЕЛ НАМОТОЧНОЙ МАШИНЫ И СПОСОБ ОБРАЩЕНИЯ С БОБИНОЙ ПРЯЖИ | 2015 |
|
RU2694959C2 |
| Технологическая линия для изготовления композитной арматуры | 2016 |
|
RU2637226C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2008 |
|
RU2389853C1 |
| ВОДОСТОЧНАЯ СЕКЦИОННАЯ ТРУБА (ВАРИАНТЫ), СЕКЦИЯ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) И СОЕДИНЕНИЕ СЕКЦИЙ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2531010C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ПРОПИТКИ АРМИРУЮЩЕГО МАТЕРИАЛА СВЯЗУЮЩИМ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750827C1 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХ ТРУБ ИЗ УПРОЧНЕННОГО ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1999 |
|
RU2192352C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКА | 2002 |
|
RU2217313C1 |

Изобретение касается корпуса (2) цилиндра, выполненного в виде тонкостенной композитной конструкции, для напорного цилиндра (1), причем корпус (2) цилиндра содержит несущую структуру (4), включающую в себя внутреннюю трубу (6) с удаленными друг от друга в осевом направлении концами (7, 8), а также первый и второй концевые элементы (10, 11) в области указанных концов (7, 8) внутренней трубы (6). Композитная структура (12) из упрочненного нитями пластика расположена на наружной поверхности (13) внутренней трубы (6). На наружной поверхности (16) первого и второго концевых элементов (10, 11) расположено с распределением по периметру каждого несколько вспомогательных намоточных элементов (17), выступающих над наружной поверхностью (16) и выполненных в форме стержней. Вспомогательные намоточные элементы (17) обладают такой прочностью, что при нанесении нитей композитной структуры (12) можно осуществить процесс намотки, при котором отдельные из нитей композитной структуры (12) на соответствующей из сторон, в осевом направлении обращенных друг от друга, на участке (18) поворота обведены вокруг по меньшей мере одного из вспомогательных элементов (17). После образования композитной структуры (12) вспомогательные намоточные элементы (17) пластически деформированы и по меньшей мере на отдельных участках заделаны в композитную структуру (12). Изобретение касается также напорного цилиндра (1) с таким корпусом (2) цилиндра и способа его изготовления. Изобретение обеспечивает изготовление корпуса цилиндра, выполненного в виде тонкостенной композитной конструкции, при котором нанесение нитей композитной структуры может осуществляться просто и надежно и при этом исключаются дополнительные операции обработки композитной структуры, а также ее разрезание. 3 н. и 19 з.п. ф-лы, 6 ил.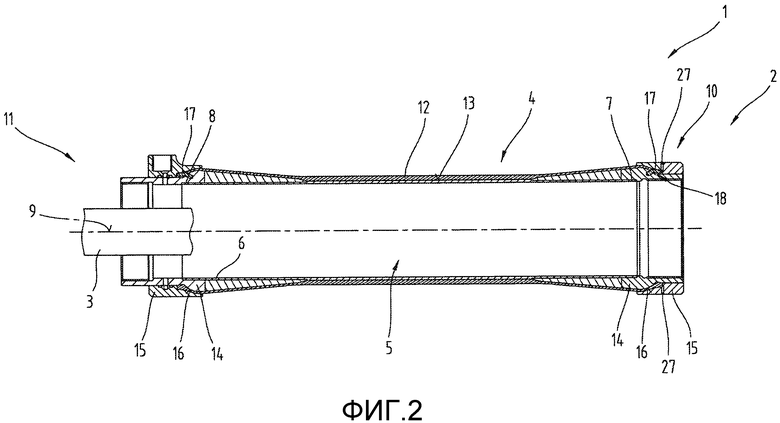
1. Корпус (2) цилиндра для напорного цилиндра (1), в частности для гидравлического цилиндра, пневматического цилиндра или гидропневматического цилиндра, выполненный в виде тонкостенной композитной конструкции, включающий содержащую несущую структуру (4) внутреннюю трубу (6), которая имеет удаленные друг от друга в осевом направлении концы (7, 8), и между которыми проходит продольная ось (9), а также первый и второй концевые элементы (10, 11), каждый из которых расположен в области одного из концов (7, 8) внутренней трубы (6), и композитную структуру (12) из упрочненного нитями пластика, причем композитная структура (12) расположена на наружной поверхности (13) внутренней трубы (6), в осевом направлении проходит непрерывно между первым и вторым концевыми элементами (10, 11) и связана с ними, а на наружной поверхности (16) первого и второго концевых элементов (10, 11) с распределением по периметру каждого расположены несколько выступающих над наружной поверхностью (16) вспомогательных намоточных элементов (17), выполненных в виде стержней, причем вспомогательные намоточные элементы (17) обладают такой прочностью, которая при нанесении нитей композитной структуры (12) позволяет проведение процесса намотки, при котором отдельные нити композитной структуры (12) на каждой из обращенных друг от друга в осевом направлении сторон на участке (18) поворота обведены вокруг по меньшей мере одного из вспомогательных намоточных элементов (17), отличающийся тем, что после образования композитной структуры (12) вспомогательные намоточные элементы (17) находятся в пластически деформированном виде и по меньшей мере на отдельных участках заделаны в композитную структуру (12).
2. Корпус (2) цилиндра по п. 1, отличающийся тем, что концевой элемент (10, 11) содержит базовую часть (14), а также выполненную с возможностью перемещения относительно нее зажимную часть (15) и вспомогательные намоточные элементы (17) расположены на базовой части (14) концевого элемента (10, 11).
3. Корпус (2) цилиндра по п. 2, отличающийся тем, что в зажимном положении между базовой частью (14) и зажимной частью (15) образовано окружное приемное пространство (19), в котором размещены композитная структура (12), а также пластически деформированные вспомогательные намоточные элементы (17).
4. Корпус (2) цилиндра по п. 2, отличающийся тем, что - если смотреть в аксиальном сечении - базовая часть (14) на обращенной от внутренней трубы (6) стороне имеет восходящий упорный скос (20), который в радиальном направлении проходит на расстоянии от наружной поверхности (13) внутренней трубы (6) и на переходном участке (21) на максимальном радиальном удалении от продольной оси (9) переходит в нисходящую изогнутую опорную кривую (22), и при этом упорный скос (20), переходной участок (21) и опорная кривая (22) образуют проходящий по периметру опорный контур (23).
5. Корпус (2) цилиндра по п. 4, отличающийся тем, что - если смотреть в аксиальном сечении - зажимная часть (15) по меньшей мере в одной области, противоположной переходному участку (21), а также одному из примыкающих к нему участков опорной кривой (22), имеет зажимной контур (24), проходящий параллельно им и со смещением на обращенной от продольной оси (9) стороне, причем величина радиального смещения приблизительно соответствует толщине слоя нитей композитной структуры (12).
6. Корпус (2) цилиндра по п. 5, отличающийся тем, что - если смотреть в аксиальном сечении - зажимная часть (15) в начале ее зажимного контура (24), противоположного переходному участку (21), снабжена впускным расширением (25).
7. Корпус (2) цилиндра по п. 5, отличающийся тем, что - если смотреть в аксиальном сечении - поперечное сечение зажимного канала, образованного между опорным контуром (23) в области его переходного участка (21) и примыкающим к нему участком опорной кривой (22), а также смещенным относительно него в радиальном направлении зажимным контуром (24), меньше, чем поперечное сечение на удаленном от него в осевом направлении участке (18) поворота нитей композитной структуры (12) вокруг вспомогательных намоточных элементов (17).
8. Корпус (2) цилиндра по п. 2, отличающийся тем, что на участке (18) поворота нитей композитной структуры (12) вокруг вспомогательных намоточных элементов (17) базовой частью (14) и зажимной частью (15) образована приемная камера (26) и эта приемная камера (26) связана с внешним окружением по меньшей мере через один расположенный в зажимной части (15) канал (27).
9. Корпус (2) цилиндра по п. 1, отличающийся тем, что вспомогательные намоточные элементы (17) расположены наклонно относительно продольной оси (9), причем вспомогательные намоточные элементы (17) первого и второго концевых элементов (10, 11) ориентированы на соответствующую из обращенных друг от друга сторон, проходят наклонно и с подъемом.
10. Корпус (2) цилиндра по п. 1, отличающийся тем, что каждый из вспомогательных намоточных элементов (17) в отдельности вставлен в приемное отверстие (28), образованное для этого на соответствующем концевом элементе (10, 11), и закреплен в нем.
11. Корпус (2) цилиндра по п. 2, отличающийся тем, что каждый из вспомогательных намоточных элементов (17) в отдельности вставлен в приемное отверстие (28), образованное для этого на соответствующей базовой части (14) концевого элемента (10, 11), и закреплен в нем.
12. Корпус (2) цилиндра по п. 1, отличающийся тем, что несколько вспомогательных намоточных элементов (17) расположены на сплошном соединительном элементе (31) с распределением по его продольной протяженности, причем этот соединительный элемент (31) вставлен в выполненный кольцевым приемный паз концевого элемента (10, 11), и закреплен в нем.
13. Корпус (2) цилиндра по п. 2, отличающийся тем, что несколько вспомогательных намоточных элементов (17) расположены на сплошном соединительном элементе (31) с распределением по его продольной протяженности, причем этот соединительный элемент (31) вставлен в выполненный кольцевым приемный паз базовой части (14) и закреплен в нем.
14. Корпус (2) цилиндра по п. 4, отличающийся тем, что вспомогательный намоточный элемент (17) в своей концевой области (29), обращенной от базовой части (14) концевого элемента (10, 11), имеет фаску с поверхностью (30), причем - если смотреть в аксиальном сечении - эта поверхность (30) фаски своей обращенной от продольной оси (9) стороной перед пластической деформацией вспомогательных намоточных элементов (17) проходит с ориентацией приблизительно параллельно по отношению к упорному скосу (20), образованному на базовой части (14) концевого элемента (10, 11).
15. Напорный цилиндр (1), содержащий корпус (2) цилиндра, выполненный в виде тонкостенной композитной конструкции, расположенный в корпусе (2) цилиндра поршень и связанный с поршнем поршневой шток (3), отличающийся тем, что корпус (2) цилиндра выполнен по любому из пп. 1-14.
16. Способ изготовления корпуса (2) цилиндра для напорного цилиндра (1), в частности для гидравлического цилиндра, пневматического цилиндра или гидропневматического цилиндра, причем корпус (2) цилиндра выполняется в виде тонкостенной композитной конструкции, при котором образуют несущую структуру, (4) содержащую
- внутреннюю трубу (6) с концами (7, 8), удаленными в осевом направлении друг от друга,
- первый и второй концевые элементы (10, 11), а также
- композитную структуру (12), и
при этом первый и второй концевые элементы (10, 11) устанавливают в области соответствующего из концов (7, 8) внутренней трубы (6), и
композитную структуру (12) выполняют из упрочненного нитями пластика и помещают на наружной поверхности (13) внутренней трубы (6), причем композитная структура (12) в осевом направлении выполняется проходящей непрерывно между первым и вторым концевыми элементами (10, 11) и на первом и втором концевых элементах (10, 11) соединяется с ними, и
на наружной поверхности (16) первого и второго концевых элементов (10, 11) устанавливают с распределением по их периметрам по несколько вспомогательных намоточных элементов (17), выступающих над наружной поверхностью (16), причем вспомогательные намоточные элементы (17) выполняют в форме стержней, и вспомогательные намоточные элементы (17) выполняются такой прочности, чтобы нити композитной структуры (12) можно было наносить посредством процесса намотки, при котором отдельные из нитей на соответствующих, в осевом направлении обращенных друг от друга сторонах на участке (18) поворота обводятся вокруг по меньшей мере одного из вспомогательных намоточных элементов (17),
отличающийся тем, что
после нанесения композитной структуры (12) вспомогательные намоточные элементы (17) путем пластической деформации по меньшей мере на отдельных участках заделывают в композитную структуру (12).
17. Способ по п. 16, отличающийся тем, что концевой элемент (10, 11) выполняют содержащим базовую часть (14), а также перемещаемую относительно нее зажимную часть (15) и вспомогательные намоточные элементы (17) размещают на базовой части (14) концевого элемента (10, 11).
18. Способ по п. 17, отличающийся тем, что после нанесения нитей композитной структуры (12) зажимную часть (15) перемещают относительно базовой части (14) в осевом направлении до тех пор, пока не будет достигнуто зажимное положение между базовой частью (14) и зажимной частью (15), при котором между базовой частью (14) и зажимной частью (15) образуется окружное приемное пространство (19), причем во время осевого перемещения зажимной части (15) вспомогательные намоточные элементы (17) пластически деформируются зажимной частью (15).
19. Способ по п. 16, отличающийся тем, что вспомогательные намоточные элементы (17) своими концевыми областями (29), выходящими за соответствующий концевой элемент (10, 11), пластически деформируются в направлении к продольной оси (9) и тем самым предварительно натягивают в осевом направлении нити композитной структуры (12), обведенные вокруг вспомогательных намоточных элементов (17) на участке (18) поворота.
20. Способ по п. 17, отличающийся тем, что вспомогательные намоточные элементы (17) своими концевыми областями (29), выходящими за соответствующую базовую часть (14) концевого элемента (10, 11), пластически деформируются в направлении к продольной оси (9) и тем самым предварительно натягивают в осевом направлении нити композитной структуры (12), обведенные вокруг вспомогательных намоточных элементов (17) на участке (18) поворота.
21. Способ по п. 18, отличающийся тем, что в образованном между базовой частью (14) и зажимной частью (15) приемном пространстве (19) размещают композитную структуру (12), а также вспомогательные намоточные элементы (17), пластически деформированные при осевом перемещении.
22. Способ по п. 17, отличающийся тем, что после пластической деформации вспомогательных намоточных элементов (17) и достижения зажимного положения между базовой частью (14) и зажимной частью (15) окружающий нити полимерный материал отверждается.
| ГИБКАЯ ТРУБЧАТАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ФОРМИРОВАНИЯ, СПОСОБЫ ФОРМИРОВАНИЯ СПИРАЛЬНОГО ЭЛЕМЕНТА И СОЕДИНЕНИЯ С ТРУБЧАТОЙ КОНСТРУКЦИЕЙ | 1992 |
|
RU2104437C1 |
| ЭКСТРУДИРУЕМОЕ ПРОМЫШЛЕННОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1995 |
|
RU2157757C2 |
| JP 3236946 A, 22.10.1991 | |||
| WO 9111319 A1, 08.08.1991 | |||
| СТРУННОЕ РЫБОЗАГРАДИТЕЛЬНОЕ УСТРОЙСТВО | 1992 |
|
RU2054083C1 |

